Оборудование для производства металлических решеток
Обновлено: 12.05.2024
Мы уже не раз обращались, и еще вернемся к описанию бизнеса, который связан со строительством. Именно эта сфера экономики сейчас испытывает рост. Кроме этого, ремонтные работы всегда пользовались популярность, ведь желание делать свое окружение лучше и комфортней заложено в природе человека. Рассмотрим сегодня популярное направление бизнеса — изготовление современных металлических решеток на окна. Эти предметы экстерьера несут в себе не только защитные функции, а и декоративные. Изделия на окна могут быть представлены простыми типовыми моделями, а иногда можно наблюдать целые произведения искусства на фасадах домов. Спрос на те, и на другие виды решеток существует, а при правильной организации процесса производства окупятся капиталовложения быстро.
Существуют два вида решеток на окна: сварные и кованные. Технология сварки стала использоваться производителями только в конце ХІХ века. Сегодня с ее помощью (по горячей и холодной технологии) можно изготовить причудливые узоры, которые декорируют основную конструкцию. До изобретения сварочного аппарата изготовление металлических изделий проводилось ковкой. При этом использовался только ручной труд. Соединялись детали между собой металлическими хомутами, такую технологию применяют и сегодня.
Кованые изделия отличаются более красивым внешним видом и высокой ценой, по сравнению со сварными моделями. Работа кузнеца всегда ценилась высоко, а настоящий мастер способен сделать из металла изделие, которое создает иллюзию легкости. Примечательны кованые изделия тем, что каждое может быть выполнено по индивидуальному дизайну. Это придаст неповторимости облику всего дома или коттеджа.
Как выбрать оборудование для изготовления оконных решеток?

Изготовление и установка в проемы решеток на окна будет рассмотрена на примере производства сварных металлических изделий. Прежде всего, необходимо найти подходящее помещение для работы. Для начала достаточно будет 20 кв.м. нежилой площади, там должна быть электроэнергия. Предприниматели часто начинают этот бизнес в своем гараже.
Среди специалистов считается, что самая простая установка и изготовление характерно для распашных решеток на окна. Потребители предпочитают эту разновидность за удобство и безопасность в использовании. Распашные конструкции для окон запираются изнутри, а материалом для них может быть:
- Металлическая лента;
- Прут;
- Кованые элементы для декорирования.
В нашем примере речь пойдет о решетках, выполненных из прута, при помощи сварки.
Предшествуют главному процессу подготовительные работы. Среди них снятие замеров. Справа и слева отнимают от ширины окна 5-6 см, а нижнюю часть, наоборот, делают немного длиннее. Все замеры фиксируют на эскизе будущего изделия. На него наносят и рисунок будущих декоративных элементов. Распашные конструкции могут быть одно и двухстворчатыми. В последнем случае одна часть бывает глухой, а другая подвижной.
Важно, чтобы конструкция была жесткой и со временем не перекосилась. Для этого предусматривают ребра жесткости из уголков. Если дизайн таких металлических элементов не предусматривает, то количество точек соединения конструкции должно быть максимальным. После того, как эскиз готов, можно приступить к подсчету необходимого материала, монтажных элементов и фурнитуры.
Инструменты, необходимые для работы:
- Болгарка и расходные материалы к ней;
- Сварочный аппарат;
- Перфоратор;
- Молоток.
Технология изготовления решеток
- Материал нарезается на составные части конструкции. При необходимости элементы изгибаются или округляются. Это выполняют на специальном станке. Важно помнить, что эскиз нам демонстрирует изделие в зеркальном изображении.
- Варят элементы решеток на окна на ровной площадке — бетонном полу или на металлическом верстаке. Сначала соединяют детали каркаса (крайние элементы) точечной сваркой. После проверки всех размеров и параметров можно приступать к более прочному соединению.
- Если дизайн изделия на окна не предусматривает каркас, то петли крепятся на металлический уголок или ленту. В случае распашных решеток еще нужно предусмотреть элемент, на который будет крепиться замок.
Установка решеток для окон производится на штифты, приваренные к изделию. Обычно для крепления достаточно 8 штук – по два на каждой из сторон. В откосах сверлят отверстия вглубь на 10-15 см. Эти отверстия нужны для прутков. Сверху на соединение наваривают уголки или ленты. Приваривают петли в направлении навстречу друг другу. Так решетки невозможно будет снять с окон. После того как закончена установка, конструкция зачищается от окалины, грунтуется и покрывается краской. Очень модно сегодня покрывать изделие патиной. Она создает эффект старины, отчего весь экстерьер дома смотрится изыскано.
Как заработать на изготовлении оконных решеток
Живые существа инстинктивно стремятся удовлетворить, помимо физиологических потребностей, нужду в защите, сохранности жилья. Еще первобытный человек защищал пещеру от непрошеных гостей, закрывая вход шкурами животных, частоколом из костей, заточенных веток, размещая источник огня внутри пристанища. Миновали десятки веков, усовершенствовались способы защиты, но люди, продолжают уделять повышенное внимание к неприкосновенности места, где проводится большая часть жизни. Изготовление решеток на окна – коммерческое занятие, продукцией которого заинтересовано большинство окружающих людей. Неважно, в небольшом поселке размещается бизнес или многомиллионном городе: спрос на средства защиты постоянен и повсеместен. p, blockquote 1,0,0,0,0 -->

p, blockquote 2,0,0,0,0 -->
- Актуальность бизнеса
- Организация бизнеса
- Помещение для цеха
- Каналы поставок сырья
- Технология производства
- Необходимое оборудование
- Оформление бизнеса
- Маркетинг и каналы сбыта продукции
- Расходы и окупаемость бизнеса
Краткий анализ бизнеса:
Затраты на организацию бизнеса: 100-130 тысяч рублей
Актуально для городов с населением: от 30 тысяч человек
Ситуация в отрасли: средний уровень конкуренции
Сложность организации бизнеса: 2/5
Окупаемость: от нескольких заказов
Актуальность бизнеса
Примитивные решетки, как способ защиты от проникновения внутрь жилья или декоративное украшение, появились одновременно с началом обработки металла – примерно в XII веке до нашей эры. Ранние изделия из меди, метеоритного железа изготавливались методом холодной обработки. Профессия кузнеца недаром считается одной из древнейших. Появление первых кованых изделий относят к «железному веку» истории человечества, периоду между IX и VII веками до н.э. p, blockquote 4,0,0,0,0 -->
Современные варианты обработки металла позволяют создавать сложные орнаменты, которые отличаются эстетическими свойствами. В Канаде с 1979 года проводится ежегодный чемпионат мира по художественной ковке, а оборудование для сварных конструкций давно не ограничивается обычным сварочным аппаратом. На постсоветском пространстве оконные решетки за последние 30 лет прошли путь от незамысловатой структуры из нескольких сваренных между собой прутьев до продуктов, напоминающих произведения искусства. p, blockquote 5,0,0,0,0 -->

p, blockquote 6,0,0,0,0 -->
- Сварные – самый распространенный, дешевый вариант изделий, сваренные между собой прутья круглого или квадратного сечения с каркасом из уголка;
- Литые – при которой решетка изготавливается из чугуна методом художественного литья по предварительно согласованному эскизу;
- Кованые – наиболее дорогой продукт, предполагающий использование ручного квалифицированного труда на всех стадиях производства.
Собственник бизнеса изначально должен сделать выбор в пользу того или иного технологического подхода. Производство сварных конструкций позволит занять нишу массового рынка с высокой скоростью исполнения работ. При этом рентабельность невысока, доход напрямую зависит от объемов изготовления.
- несъемные (глухие) – стационарные, крепящиеся к поверхности с помощью анкеров, решетки; нелюбимы пожарными службами из-за высокой прочности изделий;
- съемные – от несъемных конструкций отличаются способом крепежа: вместо анкеров используются выкручивающиеся болты. Такие решетки устанавливаются в местах периодического проживания – дачах, летних коттеджах, базах отдыха;
- распашные – напоминающие конструкционно открывающиеся окна или ставни: решетки быстро распахиваются и запахиваются, когда возникает необходимость;
- раздвижные – технологически сложный, непопулярный вид продукции: эластичность конструкции обеспечивается использованием металлических полос. Принцип действия похож на механизм жалюзи: такие решетки сворачиваются при открытии окна.

p, blockquote 9,0,0,0,0 -->
Кроме указанного деления выделяют разновидности оконных решеток по месту расположения (снаружи, внутри или между рамами), используемым материалам (обычной, повышенной, высокой прочности). Отдельный сегмент бизнеса – защитные решетки для подвалов, а также декоративные изделия для кондиционеров, цветников. Обширное многообразие способов назначения решеток ставит перед производителем вопрос выбора ниши для изготовления определенного типа продукции. p, blockquote 10,0,1,0,0 -->
Организация бизнеса
Невозможно рекомендовать производство конкретного вида оконных решеток: перед началом бизнеса проводится исследование, анализ регионального рынка. Сварные изделия востребованы на рынке, но этот сегмент обычно перенасыщен предложениями. Ниша декоративных кованых решеток может быть свободной, но в регионе отсутствует спрос на продукцию. Факторов, влияющих на правильность выбора, бесконечное количество: нельзя ошибиться при анализе рыночных переменных, необходимо принять изначально верное решение. p, blockquote 12,0,0,0,0 -->
Сварные решетки – наиболее простой при изготовлении вариант продукта, для наглядности дальнейшее описание, расчеты посвящены металлическим конструкциям, изготавливающимся посредством сварки.
Помещение для цеха
Территориально производство оконных решеток размещается в вентилируемом помещении размером 20-25 квадратных метров и выше. Мелкому бизнесу подойдет гараж, среднему производству необходим цех или ангар размерами 50-70 кв. м. В зависимости от проектного напряжения электроинструментов помещение комплектуется источниками переменного тока мощностью 220 В или 380 В. p, blockquote 13,0,0,0,0 -->

p, blockquote 14,0,0,0,0 -->
Работа сварочного аппарата, перфоратора характеризуется повышенным шумовыделением, по этой причине не допускается размещение производства вблизи жилых зон. Повышенное внимание уделяется средствам противопожарной, индивидуальной защиты, особенно на стадиях сварки, покраски продукции. Сотрудники, работающие с электроинструментами, инструктируются по соблюдению техники безопасности. Обязательно наличие систем предупреждения распространения огня, пожаротушения. p, blockquote 15,0,0,0,0 --> к оглавлению ↑
Каналы поставок сырья
- квадрата сечением 12х12, 14х14, 16х16 мм;
- круга диаметром 12-16 мм;
- полосы от 20х4 мм до 50х8 мм;
- уголка 20х20, 25х25 мм с толщиной стенки 3-4 мм;
- профильной трубы 20х20, 25х25 мм с толщиной стенки 1,2-2,0 мм;

p, blockquote 17,0,0,0,0 -->
Реже применяется прокат сечением 8х8, 10х10 мм, а также свыше 20х20 мм или соответствующего диаметра. Допускается использование дорогих конструкционных марок сталей 09Г2С, 5ХНМ, 10ХСНД, если такие параметры предусмотрены проектной документацией или требованиями заказчика. Из стального уголка или профильной трубы изготавливается рама, каркас решетки. Черный металлопрокат реализуется трейдерами повсеместно, приобретение материалов не включает дополнительные расходы на логистику или хранение: прокат покупается непосредственно под заказанные объемы. p, blockquote 18,0,0,0,0 -->
Отдельный вид сырья для производства – антикоррозионные масляные краски, эмали, лаки для покраски конструкции. Удельный вес, стоимость красящих компонентов в объеме готовой продукции ничтожно, небольшие партии материалов продает ближайший строительный магазин. Зарекомендовали себя алкидные экспресс-эмали. p, blockquote 19,0,0,0,0 -->

p, blockquote 20,1,0,0,0 -->
Такие лаки высыхают за 6 часов при комнатных температурах, а при наличии сушильной камеры с температурой 80°C – за 30 минут. Помимо этого, алкидные эмали создают защитный слой на поверхности металла, препятствующий окислению, а также влиянию атмосферных явлений. p, blockquote 21,0,0,0,0 --> к оглавлению ↑
Технология производства
- Проводятся замеры оконных проемов на месте установки, разрабатывается эскизная часть, согласовываемая с заказчиком по внешнему виду, качеству используемых материалов.
- Отбирается необходимый вид проката, размечаемый перед порезкой. Металл шлифуется для удаления неоднородных элементов, придания гладкости.
- Металлопрокат режется шлифмашиной на составные части.
- При необходимости производится искривление конструкционных элементов, окончательная форма которых соответствует проектному эскизу.
- Посредством точечной сварки осуществляется черновая сборка конструкции. Если на этой стадии не выявлены отклонения, конструкция соответствует проектным размерам, стыковой сваркой завершают крепление элементов решетки.
- Перфоратором просверливаются отверстия для крепежа, обычно в количестве 8 единиц – по 2 на каждую сторону конструкции. Неровности на поверхности перед покраской удаляются шлифовальной машиной.
- Готовые изделия окрашиваются, отправляются для высыхания лакокрасочного слоя в отдельное помещение или сушильную камеру. В зависимости от вида красящих смесей производится предварительная грунтовка поверхности металла.
- Изготовленные решетки транспортируются, устанавливаются в оговоренном заказчиком месте.

p, blockquote 23,0,0,0,0 -->
Процесс производства одной единицы продукции с момента получения металлопроката на складе до отправки товара получателю занимает от 60 минут. Дополнительное время требуется на создание усложненного дизайна, высыхание защитных эмалей. p, blockquote 24,0,0,0,0 --> к оглавлению ↑
Необходимое оборудование
- угловую шлифовальную машину (болгарку) с кругами для резки, шлифования металла, щетками для зачистки поверхностей;
- верстак для сварки – подойдет изготовленный самостоятельно рабочий стол размерами не менее 2х3 метра;
- инвенторный сварочный аппарат с набором электродов, длиной кабеля не менее 2 метров;
- перфоратор для работы с металлическими поверхностями толщиной 4-6мм с комплектом сверл по металлу.

p, blockquote 26,0,0,0,0 -->
Для установки оконных решеток дополнительно необходим строительный молоток, ударная дрель со сверлами для работы по камню, бетону, набор метизов. Для холодной ковки нужен молот, наковальня, для горячей обработки металлопроката – кузнечная печь или горн с набором кузнечных щипцов. Перечисленный комплект оборудования приобретается в строительном магазине в течение часа. Перед использованием инструмента производится проверка источников тока в рабочем помещении по требованиям, диктуемых документацией к оборудованию. p, blockquote 27,0,0,0,0 -->

p, blockquote 28,0,0,0,0 --> к оглавлению ↑
Оформление бизнеса
- регистрация субъекта предпринимательской деятельности, – как правило, частного предпринимателя – и постановка на учет органами налогового контроля, сбора статистической информации;
- подписание арендного договора с собственником площадей, если такие помещения не являются частной собственностью предпринимателя;
- оформление разрешений пожарной службы с обязательной инспекцией производственного помещения;
- проверка территорий Роспотребнадзором, определяющим соответствие нормам существующего законодательства, с выдачей заключения, которое разрешает ведение коммерческой деятельности;
- разработка инструкций по технике безопасности при работе с оборудованием, проведение аудиовизуального инструктажа работников предприятия.
Маркетинг и каналы сбыта продукции
Какой бизнесмен не мечтает о выстраивающихся очередях за производимым товаром. Само существование производства не приведет в офис собственника сотни клиентов, способных сделать такой бизнес успешным без дополнительных усилий. Наоборот, только грамотная организация продаж способна сделать производство доходным. Для расширения понимания нужд клиента полезно задать безадресный вопрос: «Где потребитель ищет информацию об оконных решетках?». Даже не так: «Ищет ли клиент такую информацию вообще?». p, blockquote 31,0,0,0,0 -->
- наружная реклама: изготовление рекламного образца решетки размером 4х6 метров обойдется производителю в 400 условных денежных единиц. Такую конструкцию невозможно выкрасть: вес металла – пять центнеров. Но увидят рекламу многие.
- Метод «снежного кома»: качественно изготовленная и установленная решетка даст повод обратиться за аналогичными услугами двум-трем людям из числа ближайшего окружения заказчика. Эти 2-3 человека расскажут о существовании бизнеса еще нескольким знакомым. И так до бесконечности.
- Стикерная реклама на каждом образце продукции: самоклеящийся стикер с номером телефона – что бывает проще и дешевле.
- Уличный промоушн: печать сотни листовок, раздаваемых вблизи метро, торговых центров, стоит $1. Да, не самый эффективный способ рекламы по количеству обратных откликов, но один из самых дешевых.
- Сайт: об онлайн-представительстве производственной компании неуместно напоминать. Но без напоминания многие забывают об этом.
- Участие в профильных выставках, семинарах: отраслевые мероприятия, повышающие узнаваемость компании, однозначно важны в таком виде бизнеса.

p, blockquote 34,0,0,0,0 --> к оглавлению ↑
Расходы и окупаемость бизнеса
Экономический эффект бизнеса не зависит напрямую от разницы между вложенными средствами и полученным доходом. Куда большее значение имеет предпринимательская смекалка собственника, умение находить подход к клиенту, искусство продавать. Удельный вес используемых материалов влияет на конечную стоимость продукции косвенно. Размер прибыли может быть как ничтожно малым, так и превышающим инвестиции на несколько сотен процентов. Для наглядности проиллюстрируем расчеты конкретными цифрами. p, blockquote 35,0,0,0,0 -->
Вес типовой сварной решетки размерами 2,0х1,5 м, изготовленной из квадрата 14х14 мм, в раме из трубы 20х20 мм – 54 кг. Розничная цена без учета расходов по установке составляет $60-80. Для упрощения расчетов стоимость дополнительных элементов дизайна, покраски, установки не включена. p, blockquote 36,0,0,0,0 -->
Себестоимость металлопроката, необходимого для производства единицы продукции, – $18.9 при среднерыночной цене $350 за тонну металла.
Амортизация инструментов, стоимость сопутствующих материалов слабо влияют на себестоимость производства. Разница между ценой сырья и готовой продукции составляет более 300%. p, blockquote 37,0,0,0,0 -->
Малое производственное предприятие способно ежедневно изготавливать 20 квадратных метров изделий, ежемесячный объем производства таким образом составляет 480 кв. м. При стопроцентной загруженности мощностей такой бизнес способен генерировать валовый доход в объеме: 480 х $13.7 (норма прибыли на 1 кв. м) = $6576. Инвестиции на оборудование, коммунальные платежи, расходы на заработную плату, прочие статьи затрат окупятся в течение нескольких недель производственной деятельности. Подтверждая тем самым тезис о фактическом отсутствии влияния сырьевых затрат на конечную прибыль. p, blockquote 38,0,0,0,0 -->
Проезжая по городским улицам, сложно найти строение, окна которого не защищены металлическими решетками. Каждое незащищенное окно – это новый потенциальный потребитель, фактически – недополученный доход. Не нужно быть специалистом по маркетинговым исследованиям для того, чтобы осознать: бизнес по изготовлению оконных решеток всегда будет обеспечен потребительской аудиторией. Дело за малым: найти правильные пути к организации производства, получению коммерческой выгоды от общественно-полезного занятия – придания клиенту чувства защищенности и безопасности. p, blockquote 39,0,0,0,0 --> p, blockquote 40,0,0,0,1 -->
Оборудование для производства сварной арматурной сетки
В продаже машина контактной точечной сварки МТ-1928 в Чебоксарах Компактная, быстродействующая и простая в эксплуатации машина универсального назначения.
Доставка из г. Новосибирск В наличии Новое
Полуавтоматическая линия сварки заборных секций WLF-SA предназначена для изготовления заборных ограждений 3D, пергонов и габионов. Линия обладает надёжной
Доставка из г. Москва В наличии Новое
Гидравлический станок TJK MB3000/MB6000 предназначен для сгибания арматурной сетки до 6000 мм и диаметрами арматуры от 5 до 12 мм. Расстояние между продольными прутами 50 мм,
Доставка из г. Москва В наличии
Станок в наличии. Допонительно предлагаем к станку правильно-отрезной станок TJK GT 3-7 и Гибочный пресс для формирования ребра жесткасти на сетки. В наличие
Доставка из г. Екатеринбург В наличии Новое
Проектируем и производим многоэлектродные полуавтоматические и автоматические линии для производства сеток из арматуры любого
Комплект кондукторов и программного обеспечения расчитан для сварки одного типоразмера сетки. По желанию Заказчика возможна поставка дополнительных комплектов
Комплектность линии: машина контаткная многоточечная МТМ-1600/16, полуавтоматическая пакетировщик. Можно без него, тогда разгрузка будет
Комплектность линии: машина контаткная многоточечная МТМ-1600/16, автоматическая гильотина бухторазматыватели, 16шт пакетировщик. Можно без него, тогда разгрузка
Доставка из г. Санкт-Петербург В наличии Новое
Машина точечной контактной сварки МТ-2103 предназначена для контактной точечной сварки неответственных соединений из низкоуглеродистых и нержавеющих сталей,
Машина точечной контактной сварки (аппарат контактной сварки) МТ-1928 с вылетом электродов 800мм является одной из самой распростарненной машиной точечной
Машина точечной контактной сварки (аппарат контактной сварки) МТ-1928 с вылетом электродов 500мм является одной из самой распростарненной машиной точечной
Оборудование предназначено для производства кладочной или арматурной сетки с диаметром продольных и поперечных прутков от 4 до 12 мм. - Механизм подачи продольных
Оборудование предназначено для производства кладочной или арматурной сетки с диаметром продольных и поперечных прутков от 4 до 12 мм. Особенности: - Механизм
Регулятор контактной сварки РКC-903М (микропроцессорный) предназначен для управлением циклом сварки, стабилизации сварочного тока машин
Контакторы тиристорные типа КТ-12 (аналог КТ-12-1, КТ-04) предназначены для комплектации точечных, шовных и рельефных контактных сварочных машин и служат для
Компактная AL Optimum предназначена для сварки лёгкой сетки с бухт, диаметром проволоки 2,5-5 мм. Линии обладают высокой скоростью (до 65 свар/мин), стабильностью в
Доставка из г. Москва Под заказ Новое
Серия автоматических сварочных машин STARWELD PO компании PRATTO для производства средних и тяжелых арматурных сеток с подачей проволоки из бухт. Основные
Оборудование для металлообработки
Изготавливаем оборудование для резки рулонного металла на листы. Гарантия 3 года Возможна продажа в лизинг Оборудование индивидуально под каждую задачу.
Проверенный поставщик Доставка из г. Липецк Под заказ 0 дней Новое
Оборудование для резки и раскроя рулонного металла. На фото представлена комплектация: Разматыватель Ламинатор Ножницы входные Правильное устройство (9
Гарантия 3 года Возможна продажа в лизинг Оборудование производит листы двух видов металлочерепицы: Монтеррей с двойной капиллярной канавкой СуперМонтеррей
Изготавливаем автоматизированные линии для производства металлочерепицы. ЗИНТЕМ – Завод инженерных технологий в машиностроении, завод-изготовитель с полным
Изготавливаем приёмные устройства для профилегибочных и других производственных линий. Комплектация зависит от поставленной задачи. Возможные
Станок производит шляпный профиль из штучных заготовок. Изготовитель: ЗИНТЕМ (Россия) Характеристики станка представленного на фото: Скорость подачи листа: 12
Изготавливаем разматыватели рулонного металла под ваши задачи. Из опций: Гидравлический разжим/зажим лепестков Гидравлическая подъёмная телега Размотка в
Автоматизированная линия для производства металлосайдинга Экобрус. 4 разновидности Экобруса на одной линии (смотрите фотографии): Панель прямая Панель с
Российское оборудование для производства металлосайданга Евродрус с различными опциями. Производит 4 вида профиля на одном
Проверенный поставщик Доставка из г. Липецк Под заказ Новое
Станок предназначен для отработки кромки заготовки евроштакетника (стальной полосы). Высекает полукруг, но можно согласовать и другую геометрию. Полученные
Доставка из г. Пушкино Под заказ Новое
Компания "Современная Механика" производит матрицы штампов холодной штамповки следующих видов: • по конструктивному выполнению - цельные и составные •
Предлагаем трубогибы TR-12 для гибки квадратной и профильной трубы с проточками 15,25,40 мм на угол 90-180 градусов по выгодным
Полосогиб используется для гибки крепежного кронштейна на фиксированный угол из полосы до 50 мм толщиной до 5 мм применяемый при монтаже водосточных систем и
Полосогиб (кронштейногиб/крюкогиб) применяется для гибки крепежного кронштейна на фиксированный угол из полосы до 30 мм толщиной до 4 мм-применяемый при монтаже
Предлагаем роликовые ножи PRO Cut-Off Тарсо для резки листового металла. Предназначен для производства отливов, доборных элементов кровли из листового металла
Гильотина ручная сабельного типа для резки листового металла толщиной до 1.5
В продаже станки для гибки арматуры диаметром до 12 мм DR12 Stalex по цене-7760
Ножницы угловысечные по металлу 45 градусов США с глубиной реза 26 мм. Цена указана со
Предлагаем ручные настольные профилегибы TR-60М для производства арок теплиц и навесов из профильной трубы до 60х40х2
Предназначены роликовые ножи для резки листового металла. Подходят к сериям листогибов
Предлагаем ручные настольные профилегибы для производства арок теплиц и навесов из профильной трубы до 40х40х1.5
В продаже пуклевщик без пробивки отверствий в металле SL2R EV
Предлагаем высечные ножницы по металлу 32 градуса США для вырезания сегмента в листовом металле глубиной 20 мм. Цена указана со скидкой
В продаже сопло для аппарата плазменного Горыныч Предлагаем расходные части сопла для плазменного аппарата
В продаже станок ручной для холодной ковки в Москве, применяемый для гибки и изготовления завитков из полосы, прутка, квадрата 10
Предлагаем Станок для продольного скручивания металла W2-TR
Предлагаем ролики направляющие для роликового ножа Тарсо(США). На ноже-2
Предлагаем ремонтные комплекты PRO для листогибов серии PRO-14 длиной 3.2 метра фирмы
Ремонтные комплекты МАХ-20 для листогибов серии MAX-I-MUM c длиной рабочего поля 320 см фирмы
Предлагаем ручные настольные профилегибы ( регулируемые щечки) для производства арок теплиц, навесов из профильной трубы от 15х15 мм до 40х40х1.5
Предлагаем ручные настольные трубогибы для производства арок из круглой трубы 15-38
Предлагаем ручные настольные профилегибы для производства арок теплиц, навесов из профильной трубы до 60х40х2
Предлагаем ручные гидравлические профилегибы НВ-40 для производства арок теплиц, навесов из профильной трубы 20х20, 40х20, 40х40, 60х10, 60х30х2 мм по цене-29300
В продаже профилер ручной в Москве Trim-Former для накатки ребер жесткости на гладкий лист на любом листогибе Van Mark. Ликвидация складских
В продаже листогиб Stalex LBM 2500/0.7 мм в Москве Предлагаем ручные листогибы LBM 2500/0.7 мм с рабочим полем 2600 мм для гибки профилей из листового металла толщиной до 0.7 мм Нож
Трубогиб ручной гидравлический для гибки круглой трубы диаметром 20-60 мм (6 штампов) с толщиной стенки трубы 3.5 мм на угол 0-90
Предлагаем ручные настольные станки для гибки завитков, гибки углов из полосы 30х10 мм-прутка 15 мм-квадрата 13 мм -применяемые при производстве металлических

Хотите подать объявление?
Металлорежущий инструмент – обязательная составляющая любого промышленного предприятия. Оборудование для металлообработки необходимо для обеспечения работы с изделиями из металла всех видов, форм и размеров. Металлообрабатывающие станки различаются по свойствам, способам воздействия на материал и масштабам операций, производимых на них, поэтому выбор промышленных станков должен быть тщательным и взвешенным.
Сферы использования металлообрабатывающих инструментов
Металлообрабатывающие инструменты используются во многих областях производства, таких как:
- Аэрокосмическое производство;
- Машиностроение;
- Металлообработка;
- Промышленность стройматериалов.
В продаже имеется оборудование для металлообработки как из России, так и производства стран ближнего и дальнего зарубежья. Здесь имеется доменное оборудование и устройства загрузки доменных печей, прессы, печи для плавки и нагревания металлов, прокатное и сварочное оборудование, а также внушительный ассортимент всевозможных станков для токарной и фрезерной обработки материалов. Купить желаемый инструмент можно по ценам, указанным на сайте. Новое оборудование поставляется регулярно, ассортимент пополняется новыми российскими и зарубежными станками и оборудованием. В зависимости от того, какие задачи ставит перед собой предприятие, есть возможность выбрать как простые станки для обработки металла, так и технологически сложное оборудование.
Станок для изготовления кованной решетки
Кованую решетку можно часто увидеть на заборе, воротах, калитке, перилах, балконах. У нее основательный вид, она выглядит надежно и вместе с тем стильно. Это привлекательное изделие, часто используется в художественной ковке, в частности, из-за довольно несложного изготовления. Аккуратную, симметричную сетку из полосы можно получить, если ее изготовлять на специальном станке. Это отличное решение, поскольку такой станок для решетки можно сделать своими руками.
Устройство собирается из следующих материалов:
● рессоры от грузового автомобиля;
● круглой болванки для проточки направляющей;
● пружины сжатия;
● стальной пластины 10 мм;
● стального квадрата 20х20 мм;
● длинной шпильки М6;
● двух гаек М6;
● двух гаек М8.
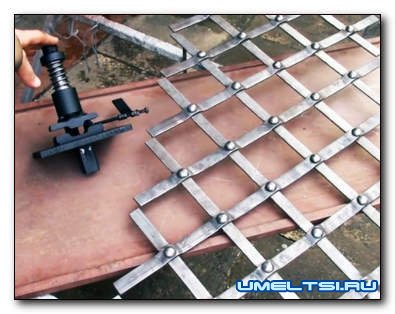
Как изготовляется станок для кованой решетки
Чтобы сделать матрицу станка для формирования изгибов прутьев сетки, может использоваться грузовая рессора. От нее отрезаем пару заготовок с одинаковыми размерами. Дальше мы их перетачиваем таким образом, чтобы одна была с выступом по центру, а другая – с выемкой. По размерам выемка и выступ должны быть подогнаны по ширине полосы, которую мы будем использовать для изготовления решетки. Оптимальное значение полосы – 4х20 мм.


Затем мы заказываем у токаря или вытачиваем своими руками направляющую – на верхний штамп. Ее образуют два элемента – вал с круглой головки и трубка, скользящая на нем.

Со стороны на этих двух деталях делаем два паза, в которые затем вставляем штифты. Дальше привариваем их на головку вала, за счет чего направляющая не будет проворачиваться. Н валу направляющей мы устанавливаем пружину и поджимаем, используя высокую массивную шайбу. В конце ее привариваем.


Взяв листовую сталь 10 мм, вырезаем основание для станка. На центр подошвы привариваем штамп с выемкой. После этого следует приваривание штампа с выступом ан ранее сделанную скользящую направляющую.

Дальше мы приступаем к закреплению верхнего штампа относительно того, что внизу. Предварительно мы прокладываем полосу и 1,5 мм вставку, чтобы создать зазор. После этого, при помощи сваренного Г-образного квадрата, приваривается трубка направляющей на подошву станка.

Чтобы регулировать шаг между волн, приступаем к изготовлению откидного приспособления. Для этого берется длинная шпилька М6, на нее накручиваем гайку М6, надеваем пару гаек М8 и поджимаем другой гайкой М6. Шпильку привариваем на основание станка, используя проставку, которая размещается параллельным образом к направлению полосы, которая в нем продвигается. К центральным гайкам привариваем флажок – это подвижный элемент для контроля отступа между волнами.

В нижней части на подошву привариваем кусок профильной трубы – это нужно для возможности фиксации станка в тисках или на наковальне. Для пользования станком раскаливается заготовка полосы. Ее мы вставляем под штамп и сгибаем, ударяя молотом по направляющей. Потом заготовку продвигаем дальше, до попадания откидного флажка в сделанную волну, и приступаем к формированию следующего изгиба.

Чтобы было удобнее, в горн закладываем несколько заготовок. Пока вы будем выполнять работу с одной, другие будут греться. Когда текущая остынет, берем следующую, а первую отправляем, чтобы нагреть повторно. Обладая достаточным количеством сделанных заготовок, соединяем их – так образуется решетка и мы получим ровные полосы. Крепление обеспечивается заклепками на пересечениях ячеек.
Читайте также: