Структура металла шва и околошовной зоны
Обновлено: 17.05.2024
Участки сварного соединения вблизи непосредственного действия источника тепла нагреваются до наиболее высоких температур. По мере удаления от источника нагрева температура металла снижается. При значительных размерах свариваемого изделия на некотором расстоянии от сварного шва нагрева металла не происходит.
В околошовной зоне (ОШЗ) происходят наиболее резкие изменения структуры и свойств основного металла, которые определяют качество сварных соединений – прочность, пластичность и ударную вязкость, а в ряде случаев и другие особые свойства металла, как, например, жаропрочность и коррозионную стойкость. Околошовная зона или зона термического влияния образуется при всех видах электрической сварки плавлением. Ширина ее изменяется в зависимости от способа и режима сварки, состава и толщины основного металла.
После завершения сварки каждый участок металла свариваемого изделия претерпевает изменения температуры во времени, причем характерные участки (рис.1.1) имеют различную максимальную температуру и несколько отличающиеся скорости нагрева и охлаждения. В связи с этим каждый характерный участок металла после окончания процесса сварки испытывает те или иные структурные изменения вследствие превращений, протекающих при охлаждении.
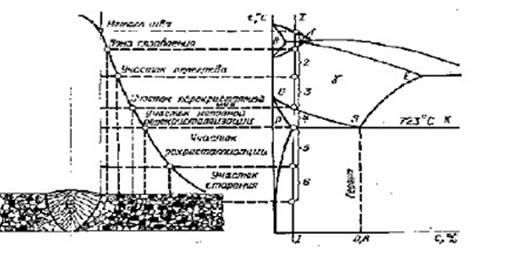
Рис.1.1 – Строение зоны термического влияния при сварке малоуглеродистой стали
Металл первого участка околошовной зоны (зона сплавления), примыкающей непосредственно к металлу шва, находится в твердожидком состоянии. Участок имеет сравнительно небольшую ширину (0,1—0,4 мм) и отличается от соседних участков, что вызвано диффузионными процессами, протекающими в процессе дуговой сварки в зоне сплавления. Направление диффузии элемента определяется коэффициентом распределения в твердой и жидкой фазах, а также содержанием элемента в основном металле и сварочной ванне, В зависимости от соотношения этих величин диффузии элемента может происходить из основного металла в шов или из металла шва в основной металл.
При сварке сталей низкоуглеродистой проволокой элементы перемещаются из основного металла в шов. Участок металла околошовной зоны обедняется этими элементами. Например, при соблюдении указанных условий наблюдается заметная диффузия углерода из основного металла в сварочную ванну. При этом максимальная концентрация углерода в жидкой ванне в месте контакта твердой и жидкой фаз достигает 0,145%, а участок основного металла обедняется до 0,019%. При сварке чугунным электродом низкоуглеродистой стали, диффузия происходит в обратном направлении. Узкий участок основного металла околошовной зоны обогащается углеродом и его ширина достигает 0,01 см. Прилегающие объемы сварочной зоны, наоборот, обедняются углеродом. Эти явления могут приводить к изменению состава и структуры металла в зоне сплавления.
При замедленном охлаждении или изотермической выдержке распределение углерода может изменяться в направлении выравнивания первоначального распределения в соответствии с растворимостью его в основном и направленном металлах или образованием карбидов в участках первоначального скопления углерода.
Свойства зоны сплавления в ряде случаев оказывают резкое влияние на свойства сварного соединения. Ширина зоны сплавления зависит от характера источника нагрева, состава свариваемого и электродного металла и ряда других факторов.
Второй участок околошовной зоны называется участком перегрева или участком крупного зерна. В него входит металл, который нагревался от температуры 1200° С до температуры плавления основного металла. Ширина его изменяется в пределах 1—3 мм. При нагреве металл претерпевает α→γ превращение. По мере перегрева выше температуры Ас3 аустенитное зерно растет, и даже при незначительной продолжительности пребывания при высоких температурах успевает вырасти до значительных размеров.
При охлаждении происходит α→γ превращение. Это превращение происходит при более низких температурах, чем при нагреве, и при более крупном исходном зерне аустенита после полного охлаждения образуется крупнозернистая структура.
Тип структуры участка перегрева зависит от характера термического цикла сварки и состава металла. Так, в некоторых случаях формируется видманштеттова структура, характеризующаяся резко выраженной направленностью ферритных выделений под углом друг к другу около 120º. Появление видманштеттовой структуры менее характерно для дуговой и более характерно для электрошлаковой сварки углеродистых и низколегированных сталей.
В легированных сталях участки металла, нагревающиеся при сварке выше температуры Ас3, в результате быстрого охлаждения образуются структуры закалки. Конечная структура этих участков может быть получена либо мартенситной, либо мартенситно-бейнитной. Однако структура зоны по ширине от участка сплавления до участка, будет неодинаковой. В результате распада крупных аустенитных зерен в участках, прилегающих к границе сплавления и нагревающихся при сварке выше 1200°С, образуется более крупнопластинчатый мартенсит, чем в участках металла, нагревающихся при сварке только несколько выше Ас3, структура зоны сплавления является почти такой же, как и структура участка перегрева. Обычно металл второго участка обладает меньшей пластичностью и стойкостью против перехода в хрупкое состояние, чем основной металл вдали от зоны термического влияния. Поэтому при выборе оптимальной технологии сварки необходимо обеспечение наименьшего снижения свойств на этом участке.
Третий участок околошовной зоны — участок перекристаллизации, или участок нормализации. Он включает металл, нагретый от температуры, несколько выше температуры α→γ -превращения, до 1100—1150°С. Ширина участка нормализации 1,2—4,0 мм.
В низкоуглеродистых и низколегированных сталях в участке нормализации образуется мелкозернистая структура, характеризующаяся в целом достаточно высоким комплексом механических свойств (прочностью, пластичностью, вязкостью). В среднелегированных сталях в металле третьего участка образуется мелкопластинчатый мартенсит или смесь мартенсита и продуктов промежуточного превращения. Размер зерна участка нормализации так же, как и участка перегрева, зависит от термического цикла сварки и химического состава стали.
Четвертый участок околошовной зоны включает в себя металл, нагретый от температур Ас1 до температур Ас3. Металл участка подвергается только частичной перекристаллизации и поэтому указанный участок называется участком неполной перекристаллизации. Металл этого участка на низкоуглеродистых и низколегированных сталях характеризуется почти неизменяющимся ферритным зерном и некоторым дроблением и сфероидизацией перлитных участков. В среднелегированных сталях после охлаждения формируется структура частичной закалки.
Структура четвертого участка зоны термического влияния зависит от структуры исходного состояния перед сваркой. Если в исходном состоянии металл был закален или отпущен, то его нагрев между температурами Ас1—Ас3 и последующее охлаждение приводят к конечным структурам частичной закалки. Ферритно-перлитная структура низкоуглеродистых и низколегированных сталей после нагрева и охлаждения по термическим циклам после перекристаллизации остается той же, хотя размер зерна перлита может изменяться. Ферритное зерно останется без изменений. Изменения структуры металла этого участка значительно меньше влияют на качество сварного соединения, чем изменения в рассмотренных первых трех.
Следующий участок — пятый — называется участком рекристаллизации. Он включает металл, который нагревался от 500°С до температур несколько ниже Ас1. Участки зоны, нагревавшиеся ниже Ас1, по своей структуре и свойствам могут быть различными в зависимости от исходного состояния металла перед сваркой. Если металл перед сваркой подвергается холодной пластической деформации, то при нагреве до температур ниже Ас1 происходит рекристаллизация, приводящая к значительному росту зерна. Нижний предел температур рекристаллизационной зоны обычно выше нижнего предела рекристаллизации металла. В сварных соединениях рекристаллизационная структура часто наблюдается, если участок нагревался до температур выше 500—525°С.
Для этого участка характерно некоторое разупрочнение и снижение твердости по сравнению с исходным состоянием. При сварке углеродистых и ряда других сталей происходят снижение пластичности и ударной вязкости и повышение прочности металла, что вызывается процессом старения, протекающим при охлаждении.
Шестой участок – участок синеломкости включает металл, который нагревался в интервале температур 100—500°С. Этот участок в процессе сварки не претерпевает видимых структурных изменений. Однако при сварке низкоуглеродистых сталей с повышенным количеством газов (при нагреве до температур 100—300°С) наблюдается снижение ударной вязкости. В легированных закаленных перед сваркой сталях происходит образование структуры мартенсита отпуска. Для закаленного и отпущенного перед сваркой металла нижняя граница изменения структуры и свойств определяется температурой предварительного отпуска.
Ширина характерных участков околошовной зоны зависит от способа и режима сварки, а также в некоторой степени от толщины свариваемого металла. При многослойной сварке выполнение каждого последующего валика (шва) приводит к дополнительному тепловому воздействию термического цикла как на металле ранее выполненных швов. В результате изменяется структура. Это влияние определяется термическим циклом при выполнении последующих швов, способом сварки, величиной погонной энергии и рядом других факторов.
Высоколегированные аустенитные стали не претерпевают видимых фазовых превращений при воздействии на них сварочного термического цикла. Поэтому околошовная зона этих сталей имеет менее сложное строение. Рост зерна в ОШЗ при сварке хромоникелевых сталей происходит в значительно меньшей степени, чем при сварке углеродистых и низколегированных сталей.
Размер зоны сплавления высоколегированных сталей сравнительно невелик и определяется температурным градиентом и интервалом кристаллизации. Если температурный градиент мал, как, например, при электрошлаковой сварке, а интервал кристаллизации сравнительно велик, то ширина зоны сплавления возрастает, и, наоборот, если температурный градиент велик (электроннолучевая сварка), а интервал кристаллизации мал, то ширина зоны сплавления уменьшается. При сварке однофазных аустенитных сталей, имеющих сравнительно малый интервал кристаллизации, зона сплавления обычно слабо выражена, а в ряде случаев выглядит в виде линии, пересекающей зерна основного металла.
Контрольные вопросы
1. Какие факторы влияют на ширину околошовной зоны?
2. Опишите особенности структурных превращений в околошовной зоне сварных соединений сталей:
Образование шва и околошовной зоны
В сварочной ванне расплавленные основной и, если используют, дополнительный металлы перемешиваются. По мере перемещения источника теплоты вслед за ним перемещается и сварочная ванна. В результате потерь теплоты на излучение, теплоотвод в изделие, а при электрошлаковой сварке - и в формирующие ползуны в хвостовой части ванны происходит понижение температуры расплавленного металла, который, затвердевая, образует сварной шов. Форма и объем сварочной ванны зависят от способа сварки и основных параметров режима. Ее объем может составлять от миллиметров до сотен кубических сантиметров.
В результате этого изменяются и условия затвердевания (кристаллизации) металла сварочной ванны, которые также зависят от условий теплоотвода, т.е. от толщины свариваемого металла, типа сварного соединения, способа сварки, наличия шлака на поверхности сварочной ванны и т.д. Таким образом, названные выше условия определяют и неодинаковое время существования в расплавленном состоянии металла в различных участках сварочной ванны.
Кристаллизация металла сварочной ванны у границы с нерасплавившимся основным металлом (границы сплавления) протекает очень быстро. По мере удаления от нее к центру ванны длительность пребывания металла в расплавленном состоянии увеличивается. Переход металла из жидкого в твердое состояние- первичная кристаллизация на границе сплавления начинается от частично оплавленных зерен основного или ранее расплавленного металла (рис. 1) в виде дендритов, растущих в направлении, обратном теплоотводу, т.е. в глубь сварочной ванны. Таким образом, возникают общие зерна. При многослойной сварке, когда кристаллизация начинается от частично оплавленных зерен предыдущего шва, возможно прорастание кристаллов из слон и слой - образуется транскристаллитная структура.
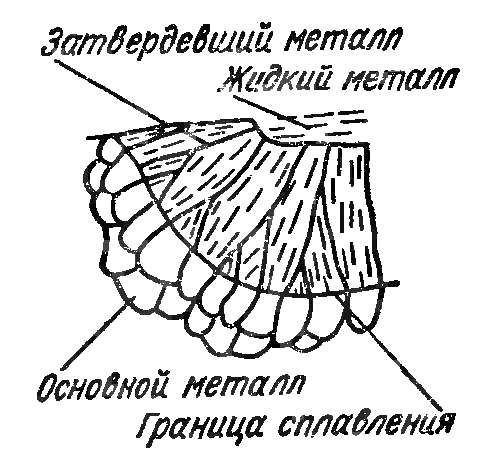
Рис. 1. Строение зоны сплавления
В различные этапы кристаллизации металла сварочной ванны и роста дендритов состав кристаллизующего жидкого металла по одинаков. Первые порции металла менее загрязнены примесями, чем последние. В результате образуется зональная и внутридендритная химическая неоднородность металла. Неоднородность химического состава в различных участках одного дендрита, когда его поверхностные слои более загрязнены примесями- внутридендритная ликвация, имеет преимущественное развитие в сварном шве. Ликвация в сварном шве зависит от его химического состава, формы сварочной ванны и скорости кристаллизации. Способ сварки оказывает существенное влияние па развитие ликвации.
Первичная кристаллизация металла сварочной ванны имеет прерывистый характер, вызванный выделением перед фронтом кристаллизации скрытой теплоты кристаллизации. Это приводит к характерному слоистому строению шва и появлению ликвации в виде слоистой неоднородности, которая в наибольшей степени появляется вблизи границы сплавления. Слоистая ликвация также зависит от характера и скорости кристаллизации металла сварочной ванны. Слоистая и дендритная ликвации уменьшаются при улучшении условий диффузии ликвирующих элементов в твердом металле.
Образовавшиеся в затвердевшем металле шва в результате первичной кристаллизации столбчатые кристаллиты имеют аустенитную микроструктуру (диаграмма состояния системы Fe - C сплавов на рис. 2, справа). При дальнейшем охлаждении металла, при температуре аллотропического превращения Ас3 начинается процесс перестройки атомов пространственной решетки - перекристаллизация. В результате перекристаллизации происходит распад части аустенита и превращение его в феррит. Так как растворимость углерода в феррите меньше, чем в аустените, выделяющийся углерод вступает в химическое соединение с железом, образуя цементит.
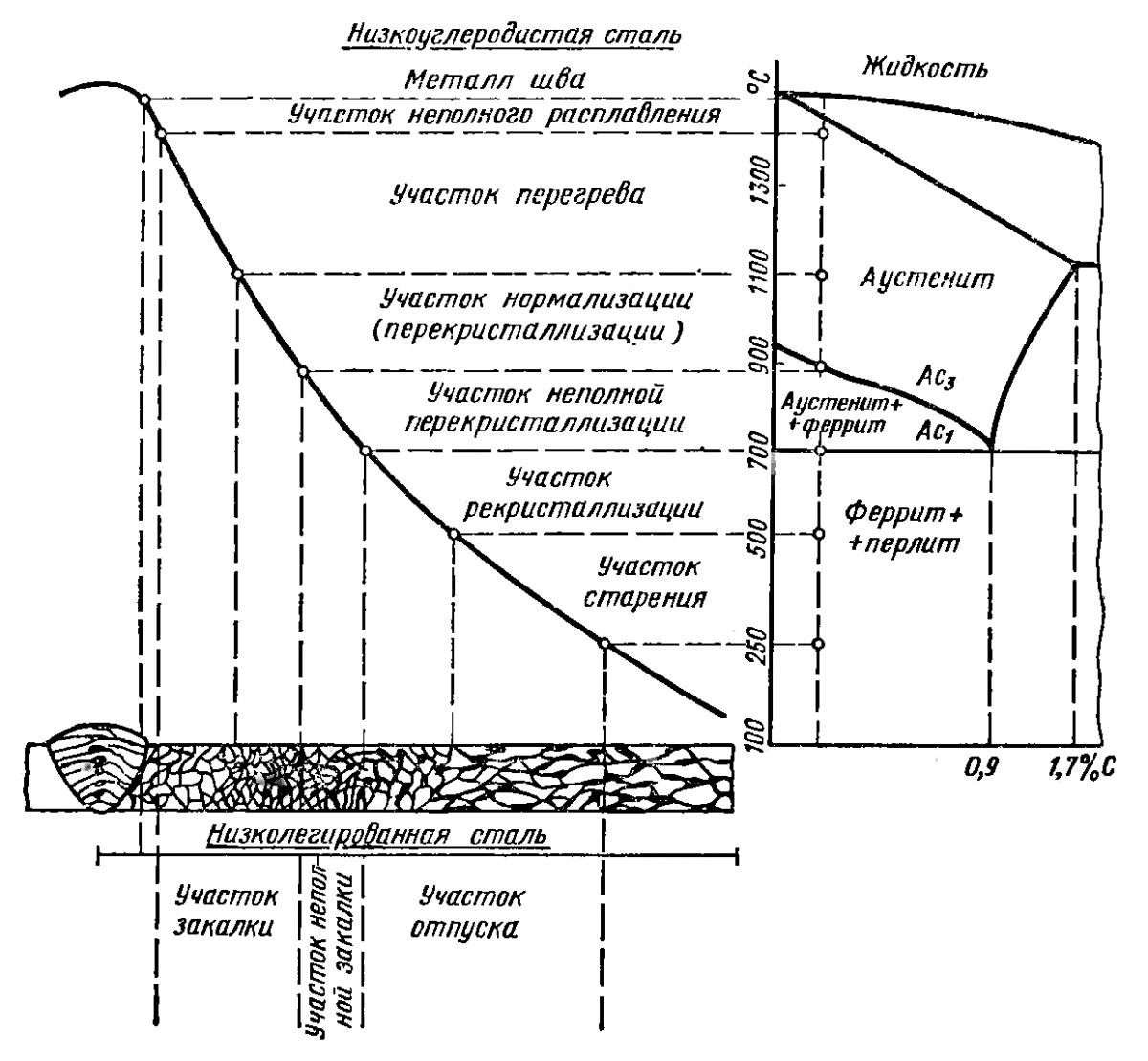
Рис. 2. Строение зоны термического влияния сварного шва при дуговой сварке низкоуглеродистой и низколегированной сталей
Дальнейшее охлаждение стали ниже температуры превращения Ас1 приводит к образованию эвтектоидной смеси феррита и цементита - перлита. Вторичная кристаллизация сопровождается значительным увеличением числа зерен, так как в пределах первичного зерна аустенита образуется несколько зерен перлита и феррита. Это благоприятно влияет на механические свойства стали. С увеличением в стали содержания углерода количество перлита возрастает. Одновременно может наблюдаться и рост величины зерен. Количество и строение перлитной фазы зависит также от скорости охлаждения металла шва.
При некоторых условиях может образоваться видманштеттова структура, характеризующаяся выделением феррита из аустенита не только по границам зерен, но и по кристаллографическим плоскостям отдельных кристаллитов. Видманштеттова структура в сварных соединениях не желательна, так как снижает их механические свойства. Металл шва при комнатной температуре и обычных для сварки скоростях охлаждения в области температур перекристаллизации имеет ферритно-перлитную или сорбитообразную структуру.
Теплота, выделяемая при сварке, распространяется вследствие теплопроводности в основной металл. Этот процесс характеризуется термическим циклом. В каждой точке околошовной зоны температура вначале нарастает, достигая максимума, а затем снижается. Чем ближе точка расположения к границе сплавления, тем быстрее происходит нагрев металла в данном участке и тем выше максимальная температура, достигаемая в нем. При значительном удалении от шва нагрев основного металла практически не происходит.
Таким образом, различные участки основного металла характеризуются различными максимальными температурами и различными скоростями нагрева и охлаждения, т.е. подвергаются своеобразной термообработке. Поэтому структура и свойства основного металла в различных участках сварного соединения различны. Зону основного металла, в которой под воздействием термического цикла при сварке произошли фазовые и структурные изменения, называют зоной термического влияния. Характер этих превращений и протяженность зоны термического влияния зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т.п.
На рис. 2 слева показаны поперечное сечение стыкового сварного соединения при однослойной сварке низкоуглеродистой стали, кривая распределения температур по поверхности сварного соединения в момент, когда металл шва находится в расплавленном состоянии, и структуры различных участков зоны термического влияния шва после сварки, образованные в результате действия термического цикла сварки. Эта схема - условная, так как кривая распределения температур по поверхности сварного соединения во время охлаждения меняет свой характер.
На участке неполного расплавления объемы металла нагревались в интервале температур между солидусом и ликвидусом, что приводило к частичному расплавлению (оплавлению) зерен металла. Пространство между нерасплавившимися зернами заполнено жидкими прослойками, связанными с металлом сварочной ванны. Поэтому в него могли проникать и элементы, вводимые в металл сварочной ванны. В результате состав металла на этом участке может отличаться от состава основного металла, а за счет перасплавившихся зерен основного металла – и от состава металла шва.
Слоистая ликвация способствует увеличению химической неоднородности металла на этом участке по сравнению с металлом шва. Состав и структура металла в этой зоне зависят также от диффузии элементов, которая может проходить как из основного нерасплавившегося металла в жидкий металл, так и наоборот. Этот участок по существу и является местом сварки. Его протяженность зависит от состава и свойств металла, способа сварки и обычно не превышает 0,5 мм, но свойства металла в нем могут оказывать решающее влияние на свойства всего сварного соединения.
На участке перегрева металл нагревался в интервале температур от 1100 – 1150°С до линии солидуса. Металл, нагревавшийся выше температуры Ас3, полностью переходит в состояние аустенита, при этом происходит рост зерна, размеры которого увеличиваются тем больше, чем выше температура металла. Даже не непродолжительное пребывание металла при температурах свыше 1100°С приводит к значительному увеличению размера зерен. Крупнозернистая структура металла на этом участке перегрева после охлаждения может привести к образованию неблагоприятной видманштеттовой структуры. Металл, нагретый незначительно выше температур Ас3, имеет мелкозернистую структуру с высокими механическими свойствами. Этот участок называется участком нормализации (перекристаллизации). На участке неполной перекристаллизации металл нагревался до температуры между Аc1 и Ас3. Поэтому он характеризуется почти неизменным ферритным зерном и некоторым измельчением и сфероидизацией перлитных участков.
Металл, нагревавшийся в интервале температур 500 - 550°С до Аc1 (участок рекристаллизации), по структуре незначительно отличается от основного. Если до сварки металл подвергался пластической деформации, то при нагреве в нем происходит сращивание раздробленных зерен основного металла - рекристаллизация. При значительной выдержке при этих температурах может произойти значительный рост зерен. Механические свойства металла этого участка могут несколько снизиться вследствие разупрочнения ввиду снятия наклепа.
При нагреве металла в интервале температур 100 - 500°С (участок старения) его структура в процессе сварки не претерпевает видимых изменений. Однако в некоторых сталях, содержащих повышенное количество кислорода и азота (обычно кипящих), их нагрев при температурах 150 - 350°С сопровождается резким снижением ударной вязкости и сопротивляемости разрушению.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску.
При сварке короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо изменения структур, это увеличивает и протяженность зоны термического влияния. Последующие слои термически воздействуют на ранее наплавленные швы, имеющие структуру литого металла, и создают в них зону термического влияния, строение и структура которой значительно отличаются от зоны термического влияния в основном металле, подвергавшемся прокатке. Эта зона на участке перегрева обычно не имеет крупного зерна и характеризуется мелкозернистыми структурами с повышенными пластическими свойствами.
Структура металла швов при электрошлаковой сварке может характеризоваться наличием трех зон (рис. 3, а):
- зона 1 крупных столбчатых кристаллов, которые растут в направлении, обратном отводу теплоты;
- зона 2 тонких столбчатых кристаллов с меньшей величиной зерна и несколько большим их отклонением в сторону теплового центра;
- зона 3 равноосных кристаллов, располагающаяся посередине шва.
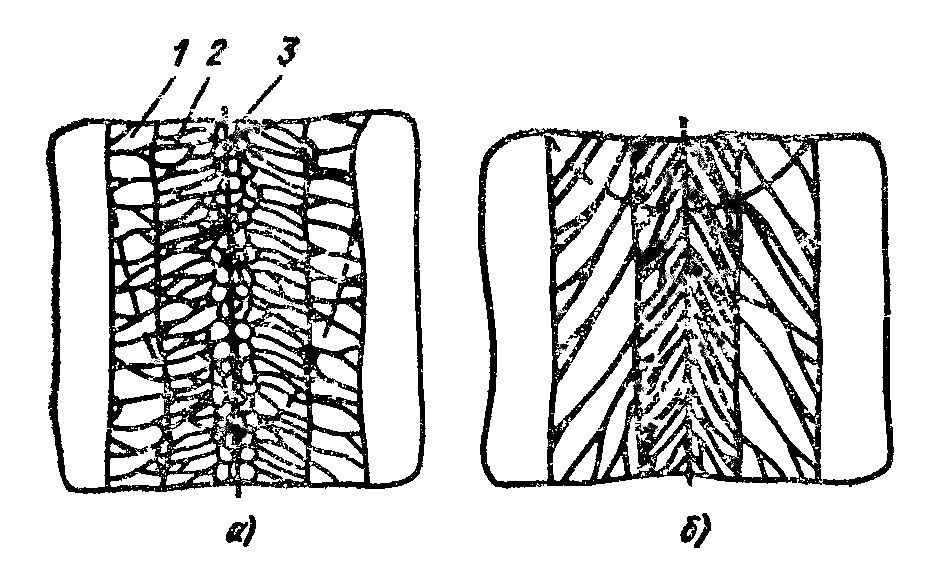
Рис. 3. Строение металла шва при электрошлаковой сварке
В зависимости от способа электрошлаковой сварки, химического состава металла шва и режима сварки может быть получено различное строение швов. Повышение содержания в шве углерода и марганца увеличивает, а уменьшение интенсивности теплоотвода уменьшает ширину зоны 1.
Направленность кристаллизации зависит от коэффициента формы шва. При его увеличении за счет уменьшения скорости подачи электродной проволоки (рис. 3, б) происходит отклонение роста кристаллов в сторону теплового центра сварочной ванны. Подобные швы имеют повышенную стойкость против кристаллизационных трещин. Медленное охлаждение швов при электрошлаковой сварке в интервале температур фазовых превращений способствует тому, что их структура характеризуется грубым ферритно-перлитным строением с утолщенной оторочкой феррита по границам кристаллов.
Термический цикл околошовной зоны при электрошлаковой сварке характеризуется длительным ее нагревом и выдержкой при температурах перегрева и медленным охлаждением. Поэтому в ней могут образовываться грубые видманштеттовы структуры, которые по мере удаления от линии сплавления сменяются нормализованной мелкозернистой структурой. В зоне перегрева может наблюдаться падение ударной вязкости, что устраняется последующей термообработкой (нормализация с отпуском). Термический цикл электрошлаковой сварки, способствуя распаду аустенита в области перлитного и промежуточного превращений, благоприятен при сварке низколегированных сталей, так как способствует подавлению образования закалочных структур.
Основным фактором, определяющим после окончания сварки конечную структуру металла в отдельных участках зоны термического влияния, является термический цикл, которому подвергался металл этого участка при сварке. Решающими факторами термического цикла сварки являются максимальная температура, достигаемая металлом в рассматриваемом объеме, и скорость его охлаждения. Ширина и конечная структура различных участков зоны термического влияния определяются способом и режимом сварки, составом и толщиной основного металла. Общая протяженность зоны термического влияния может достигать 30 мм. При более концентрированных источниках теплоты протяженность зоны меньше.
Рассмотренное разделение зоны термического влияния - приближенно. При переходе от одного структурного участка к другому имеются промежуточные структуры. Кроме того, диаграмму железо - углерод мы рассматривали статично, в какой-то момент существования сварочной ванны. В действительности температура в точках зоны термического влияния изменяется во времени в соответствии с термическим циклом сварки.
Повышение прочности низколегированных сталей достигается легированием их элементами, которые растворяются в феррите и измельчают перлитную составляющую. Наличие этих элементов при охлаждении тормозит процесс распада аустенита и действует равносильно некоторому увеличению скорости охлаждения. Поэтому при сварке в зоне термического влияния на участке, где металл нагревался выше температур Аc1 при повышенных скоростях охлаждения могут образовываться закалочные структуры. Металл, нагревавшийся до температур значительно выше Аc3, будет иметь более грубозернистую структуру.
При сварке термически упрочненных сталей на участках рекристаллизации и старения может произойти отпуск металла с образованием структуры сорбита отпуска и понижением прочностных свойств металла. Технология изготовления сварных конструкций из низколегированных сталей должна предусматривать минимальную возможность появления в зоне термического влияния закалочных структур, способных привести к холодным трещинам, особенно при сварке металла больших трещин. При сварке термически упрочненных сталей следует принимать меры, предупреждающие разупрочнение стали на участке отпуска.
Характерные зоны сварных соединений
Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микро- структурой, химическим составом, механическими свойствами и другими признаками; сварной шов, зону сплавления, зону термического влияния и основной металл (рис. 1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
Сварной шов характеризуется литой макроструктурой металла. Ему присуща первичная микроструктура кристаллизации, тип которой зависит от состава шва и условий фазового перехода из жидкого состояния в твердое.
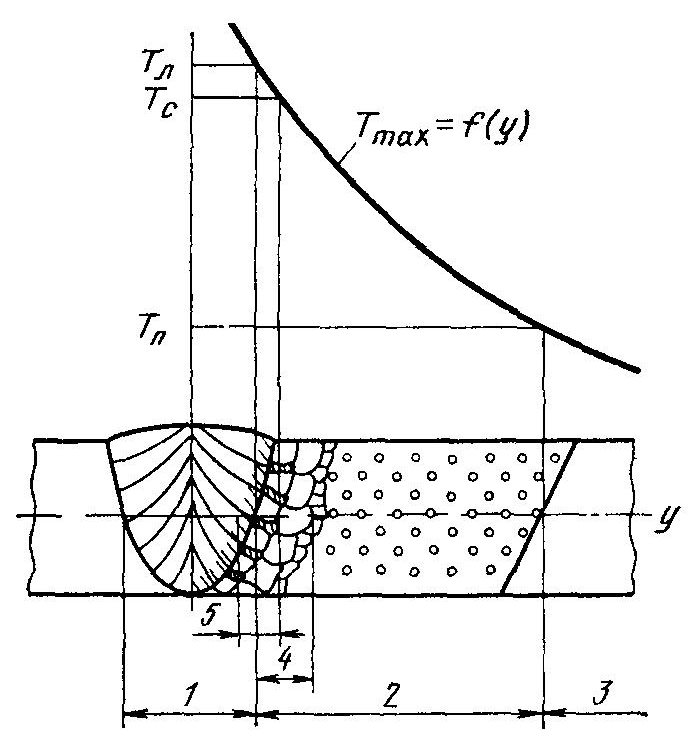
Рис 1 Характерные зоны сварных соединений 1 – шов, 2 – зона термического влияния, 3 – основной металл, 4 – околошовный участок зоны термического влияния, 5– зона сплавления, Тл, Тси Тп – температуры ликвидуса солидуса и начала фазовых и структурных превращений
Зона термического влияния (3TB) – участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекристаллизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления. На поверхности шлифов, вырезанных из сварного соединения и подвергнутых травлению реактивами, она при небольших увеличениях наблюдается как линия или граница сплавления.
Зона сплавления (ЗС) – это зона сварного соединения, где происходит сплавление наплавленного и основного металла. В нее входит узкий участок шва, расположенный у линии сплавления, а также оплавленный участок ОШЗ. Первый участок образуется вследствие недостаточно эффективного переноса, расплавленного основного металла в центральные части сварочной ванны. Здесь имеет место перемешивание наплавленного и основного металлов в соизмеримых долях. На оплавленном участке ОШЗ возможно появление между оплавленными зернами жидких прослоек, имеющих аналогичный состав. В случае применения разнородных наплавленного и основного металлов (например, аустенитного и перлитного) ЗС отчетливо наблюдается в виде переходной прослойки. Она имеет часто существенно отличающиеся от металла шва и ЗТВ химический состав, вторичную микроструктуру и свойства. Распределение элементов по ширине ЗС имеет сложный характер, который определяется процессами перемешивания направленного и основного металла, диффузионного перераспределения элементов между твердой и жидкой фазами и в твердой фазе на этапе охлаждения.
Основной металл располагается за пределами ЗТВ и не претерпевает изменений при сварке. Может влиять на превращения в ЗТВ в зависимости от eгo макро- и микроструктуры, определяемых способом первичной обработки металла (прокат, литье, ковка, деформирование в холодном состоянии) и последующей термообработкой (отжиг, нормализация, закалка с отпуском, закалка со старением и т. п.).
Методические указания к выполнению лабораторной работы "Анализ структуры сварного соединения"
Сварка – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Сварное соединение – неразъемное соединение, выполненное сваркой.
Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Образование сварного соединения начинается с возникновения сварочной ванны (часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии)за счет нагрева и расплавления электродного и основного металла. Сварочная ванна покрывается слоем жидкого шлака, защищающего ее от окружающей среды, под которым начинается кристаллизация расплавленногометалла шва(металл шва – сплав, образованный расплавленными основным и наплавленным металлами или только переплавленным основным металлом).
Одновременно с образованием сварочной ванны и процессом кристаллизации металла шва происходит образование зоны сплавления (зона частично сплавившихся зерен на границе основного металла и металла шва). За счет тепла дуги и тепла кристаллизации сварочной ванны происходит нагрев околошовной зоны (ОШЗ) основного металла. В результате формируется зона термического влияния (ЗТВ) (участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке).
2. Строение сварного шва
В зависимости от реальных условий процесса сварки, температуры, скорости нагрева и охлаждения различных участков металл сварного соединения неоднороден и состоит из следующих зон (рис. 1.1).
Металл шва – это та зона, в которой в связи с нагревом выше температуры плавления (линии ликвидус) свариваемый металл расплавляется в процессе сварки, перемешивается с металлом электрода и затем кристаллизуется. Металл шва имеет литую дендритную структуру и состоит из кристаллов столбчатой формы. Особенностью кристаллизации сварочной ванны является то, что в отличие от кристаллизации отливки в литейной форме, кристаллизация металла шва протекает при одновременном его подогреве со стороны источника тепла и быстром охлаждении за счет интенсивного теплоотвода в основной холодный металл.
Рис. 1.1. - Макроструктура нахлесточного сварного соединения
Зона сплавления – расположена на границе основного металла и металла шва.В данной зоне выделяется участок с крупными зернами, т. е. участок металла, который в процессе сварки нагревался до температуры выше линии солидус, но ниже линии ликвидус (в данной температурной области происходит частичное расплавление основного металла). В нее попадают химические элементы из металла электрода (из сварочной ванны). В месте примыкания к границе сплавления основного металла со швом, из-за большой разницы химического состава основного и электродного (присадочного) металлов может образоваться химическая неоднородность. Эта неоднородность может привести к скачкообразному изменению физико-механических свойств металла околошовной зоны и снижению надежности сварного соединения. Ширина зоны сплавления изменяется в пределах 0,1 – 0,4 мм и зависит от химического состава свариваемого металла (от температурного интервала «ликвидус – солидус»), от способа и режима сварки.
Зона термического влияния – часть основного металла, примыкающая к сварному шву, с измененными в процессе сварки структурой и свойствами. Общая ширина ЗТВ зависит от условий нагрева и охлаждения, от теплофизических свойств и толщины свариваемого металла, от метеоусловий и пр. (при дуговой сварке она составляет – 2 – 6, а при газовой – до 30 мм).
Изменение структуры в околошовной зоне, например на однопроходном стыковом соединении, можно проследить, поместив над сечением сварного соединения кривую распределения максимальной температуры, совместив ее в том же масштабе температуры с диаграммой состояния железо-цементит.
Намечая на диаграмме состояния сплавов характерные зоны и участки, перенесем их границы на график распределения температуры (рис. 1.2). Из точек пересечения горизонтальных линий с кривой охлаждения опустим перпендикуляры на рисунок сечения сварного соединения. Это позволит определить линейные границы отдельных участков зоны термического влияния. Наибольшее применение в сварочном производстве получили низко- и среднеуглеродистые стали. В процессе сварки плавлением низкоуглеродистых сталей применяют сварочные материалы, при которых металл шва получается либо низкоуглеродистым, либо низколегированным. Такие стали малочувствительны к скорости охлаждения и не образуют закалочных структур. Их структура, как правило, ферритно-перлитная.
Рассмотрим зону термического влияния сварного соединения (см. рис. 1.2 – 1.4):
1 – переходный участок или участок сплавления, обычно размер его невелик. Интервал температуры, для стали 20, около 1490 – 1520 ° С. Структура стали – крупнозернистая, возможно образование видманштеттовой структуры (рис. 1.4);
2 – участок перегрева (см. рис. 1.3, б и 1.4). Металл нагревается выше 1100 ° С, до температуры, близкой к линии солидус. В этом интервале температуры за счет роста зерна аустенита формируется крупнозернистая структура перегретой стали с пониженной ударной вязкостью. Часто на этом участке образуется видманштеттова структура (крупнозернистая с зернами феррита иглообразной формы), что еще больше повышает хрупкость стали. Ширина этого участка – 1 – 3 мм;
3 – участок нормализации (рис. 1.4). Металл нагревается выше третьей критической точки Ас3 (от 900 до 1100 ° С). В процессе полной перекристаллизации в аустенит, на этом участке образуется мелкозернистая (сорбитообразная) структура, которая обеспечивает более высокие механические свойства стали, по сравнению со свойствами исходного металла и свойствами других участков зоны термического влияния. Ширина этого участка – 1,2 – 4 мм;

Рис. 1.2. Схема строения сварного шва
4 – участок неполной перекристаллизации (рис. 1.4). Металл нагревается до температуры 725 – 850 ° С (между первой Ас1и третьей критическими точками Ас3). Процесс измельчения зерна происходит только за счет перекристаллизации той части структуры, которая занята перлитом, а размер зерен феррита не изменяется. Поэтому сталь на этом участке может состоять не только из мелких зерен, но и отдельных крупных зерен феррита. Сталь с разнозернистым строением имеет более низкие механические свойства, чем мелкозернистая сталь. Ширина этого участка – 0,7 – 4 мм;
5 – участок рекристаллизации. Температура нагрева этого участка ниже первой критической точки Ас1(727 ° С). При сварке горячекатаной или отожженной стали, на этом участке ЗТВ никакие структурные изменения в металле не происходят.
Если же сталь перед сваркой была наклепана (нагартована) в результате холодной пластической деформации (штамповка, гибка, правка), то при нагреве в интервале температуры 550 – 600 ° С произойдет процесс рекристаллизации (рост новых равноосных зерен за счет исходных деформированных). По сравнению с исходным металлом прочность и твердость стали снизятся, а пластичность увеличится. В случае если температура нагрева металла на этом участке близка к первой критической точке (727 ° С) и длительность пребывания его при этой температуре значительна, то происходит процесс собирательной рекристаллизации. При этом укрупняется зерно и происходит разупрочнение металла. Данный участок в этом случае называют участком разупрочнения.
Рис. 1.3. Структура стали Ст3сп при автоматической дуговой сварке: а – металл шва, феррит и перлит (проволока Св-08ГА, флюс АН-348А); б – участок перегрева зоны термического влияния (видманштеттовая структура); в – основной металл. ×100
6 – участок синеломкости. Температура нагрева металла на данном участке сварного шва в интервале 200 – 400 ° С, при котором на поверхности стали появляются синие цвета побежалости (пленки окислов). Характеризуется тем, что прочность и твердость металла повышаются, а пластичность и ударная вязкость – резко падают. Это явление получило название «синеломкость». Вероятной причиной этого является старением металла – выделение по границам зерен из пересыщенного твердого раствора дисперсных карбидов и нитридов.
3. Влияние структуры шва на механические свойства сварного соединения
Таким образом, структура и, соответственно, механические свойства металла отдельных зон и участков сварного соединения неодинаковы (рис. 1.4).

Рис. 1.4. Микроструктура зоны термического влияния при дуговой сварке низкоуглеродистой стали Ст3сп (смотреть слева направо – от основного металла к металлу шва) ×100
В зоне термического влияния наиболее низкие механические свойства наблюдаются у металла шва, на границе сплавления, участке перегрева и участке синеломкости. У наплавленного металла шва это объясняется литой структурой металла и вероятностью наличия дефектов (инородных включений, пор, непроваров, трещин и т. п.) (рис. 1.5), в переходной зоне шва – тем, что структура стали состоит из литых зерен и крупных кристаллов перегретого металла с характерной для них низкой прочностью. На участке синеломкости также низкие пластичность и ударная вязкость. Такая разносвойственность участков сварного шва особенно резко проявляется при эксплуатации сварных конструкций, испытывающих динамические и циклические нагрузки.
Структурную неоднородность сварного соединения можно в определенной степени устранить термической обработкой. Если на термическую обработку возлагается только задача снятия внутренних напряжений, возникших в результате сварки, то можно ограничиться низкотемпературным отжигом при 500 – 600 ° С с последующим медленным охлаждением. Перегрев и видманштеттовая структура ЗТВ устраняются измельчением зерна стали за счет повторной перекристаллизации (полным отжигом или нормализацией).
Рис. 1.5. Макродефекты сварных соединений: а – поры и шлаковые включения; б – межкристаллитная трещина; в – трещина в околошовной зоне.
Наиболее эффективным средством изменения параметров термического цикла является предварительный или сопутствующий подогрев места сварки (последующее снижение скорости охлаждения для уменьшения закалочных явлений). Однако подогрев иногда не может быть использован из-за возможности чрезмерного роста зерна стали (перегрева), образования околошовных горячих трещин или из-за трудности осуществления.
Прочность сварного соединения зависит также от дефектов, не связанных со структурными превращениями, – это неправильное формирование шва, образование наплывов и подрезов, образование трещин при неравномерной усадке в процессе кристаллизации металла шва. При затвердевании объем шва уменьшается, а основной металл препятствует этой усадке. В результате могут образоваться значительные внутренние напряжения и даже трещины.
Порядок выполнения работы
1) Исследовать под микроскопом структуру наплавленного металла и зоны термического влияния. Выявить дефекты сварного соединения.
2) Зарисовать схему строения сварного шва (см. рис. 1.2) и описать особенности структуры каждого участка зоны термического влияния.
3) Определить по структуре сварного шва наиболее вероятное место его разрушения.
Содержание отчета
1) схема строения сварного шва с расшифровкой всех обозначений. Описание выявленных дефектов макроструктуры.
2) Описание особенностей структуры каждого участка зоны термического влияния.
3) Выводы о прочности и надежности исследованного сварного шва.
Вопросы для самоконтроля
1. От чего зависит состав, структура и свойства металла шва и какие дефекты снижают его эксплуатационную надежность?
2. Что собой представляет зона термического влияния сварного соединения и из каких участков она состоит?
3. Чем объяснить формирование в ЗТВ участка перегретого металла. Какая его структура и свойства?
4. Какая термическая обработка используется для исправления дефектной структуры (видманштеттовой) в ЗТВ сварных швов?
Читайте также: