Обрабатывающий центр по металлу
Обновлено: 04.05.2024
Основным направлением по ускорению научно технического прогресса является широкая автоматизация на основе применения автоматизированных станков, машин и механизмов, робототехнических комплексов и вычислительной техники. Основой развития современного машиностроительного производства являются обрабатывающие центры. Обрабатывающие центры с чпу по металлу обеспечивают комплексную обработку сложных деталей с разных сторон без их перебазирования и, как правило, имеют автоматическую смену инструмента. Эти станки выпускают для обработки корпусных заготовок и типа тел вращения. На них можно сверлить, зенковать, развертывать, растачивать, нарезать резьбу, фрезеровать плоские поверхности и контуры.
Обрабатывающий центр с чпу по металлу - это многофункциональный станочный комплекс с числовым программным управлением. Обрабатывающий центр (ОЦ) оснащён подвижным рабочим столом (одним или несколькими) и системой автоматической смены инструмента. Фрезерный центр способен обрабатывать заготовки из различных материалов. Обрабатывающий центр приобретает широкие технологические возможности, при правильном использовании поворотного стола, большого набора инструментов и значительного диапазона изменений частот вращения шпинделя и скоростей подач.
Помимо основной рабочей операции, связанной с изменением формы и размеров заготовки, на станке необходимо осуществлять и вспомогательные операции для смены заготовок, их зажима, измерения, операции по смене режущего инструмента, контроля его состояния и состояния всего станка. Собственно станок подразделяется на несколько важнейших частей, обычно называемых узлами.
Преимущества обрабатывающих центров с ЧПУ
Производительность обрабатывающих центров в 3-8 раз выше, чем у обычных станков. Это происходит за счет резкого сокращения вспомогательного времени и тем самым увеличения доли машинного времени до 60-70% в общем цикле обработки. Вспомогательное время уменьшается благодаря автоматической смене инструмента, высокой скорости позиционирования рабочих органов станка и т. д. В современных станках время переналадки еще более уменьшается вследствие применения сменных инструментальных магазинов с заранее налаженным на размер режущим инструментом. Для сокращения времени загрузки заготовок и съема готовых деталей на обрабатывающих центрах с чпу по металлу используются устройства для автоматической смены приспособлений – спутники, маятниковые столы, несколько поворотных столов, работающих поочередно. Иногда один из столов имеет механизм периодического поворота, предназначенный для последовательной обработки деталей с нескольких сторон, а второй может поворачиваться непрерывно для обработки цилиндрических и сложных криволинейных поверхностей. Машинное время обработки снижается за счет интенсификации и оптимизации режимов резания, применения современных высокопроизводительных режущих инструментов, увеличения мощности главного привода и диапазона частот вращения шпинделя, повышения жесткости и виброустойчивости станков.
Обрабатывающие центры являются основой для гибких производственных модулей (ГПМ). Гибкие производственные модули в своем составе объединяют технические системы и устройства, функционально необходимые для выполнения сложных технологических операций.
В состав гибких производственных модулей для механической обработки входят одна или две единицы основного технологического оборудования (обрабатывающие центры) с устройствами ЧПУ, вспомогательное оборудование для смены заготовок и инструмента (накопитель, автооператор или промышленный робот), удаления стружки, контроля качества обработки, контроля и подналадки технологического процесса. Гибкий производственный модуль, предназначенный для автономной работы, в автоматическом режиме выполняет многократно заданные циклы обработки, имеет возможность встраиваться в гибкую производственную систему более высокого уровня.
Обрабатывающие центры с чпу по металлу бывают вертикальной и горизонтальной компоновки. Вертикальные обрабатывающие центры предназначены для обработки крупных заготовок или заготовок, обрабатываемых с одной стороны. При использовании многопозиционных и поворотных приспособлений можно вести обработку заготовок с нескольких сторон. Этому способствуют и автоматически сменяемые головки с различным расположением шпинделей. Горизонтальные обрабатывающие центры предназначены для обработки заготовок с двух-четырех, а иногда и пяти сторон, в последнем случае шпиндельные головки имеют поворот вокруг горизонтальной и вертикальной оси. Широко применяют при проектировании обрабатывающих центров принцип агрегатирования.
Системы ЧПУ, работающие с обрабатывающими центрами, имеют ряд особенностей:
- большой объем программы;
- большое число управляемых по программе координат (до 7-8);
- обеспечение высокой точности перемещений рабочих органов;
- широкий диапазон регулирования скоростей приводов главного движения и подач;
- высокие требования к надежности.
Системы ЧПУ должны работать как в автономном режиме, так и от управления верхнего уровня. Системы обеспечивают направление и величину рабочих перемещений, выдают команды на выполнение вспомогательных функций: автоматический поиск инструмента и его смену после обработки, установку шпинделя в определенное положение при смене инструмента, изменение режимов обработки, включение и отключение системы СОЖ в зону обработки, реверс шпинделя при выполнении резьбонарезных операций, фиксации механизмов после их позиционирования, осуществление автоматических циклов обработки; включение, включение и индексирование поворотных столов и т.д. Наиболее совершенны для обрабатывающих центров с чпу по металлу системы типа CNC, построенные по принципу ЭВМ, которые наиболее полно отражают перечисленные выше требования.
Основные узлы обрабатывающего центра по металлу
- Главный привод обрабатывающего центра (Рис. 1) сообщает движение инструменту или заготовке для осуществления процесса резания с соответствующей скоростью. У подавляющего большинства станков главный привод сообщает вращательное движение шпинделю, в котором закреплен режущий инструмент или заготовка.
- Привод подачи фрезерного центра (Рис. 1) необходим для перемещения инструмента относительно заготовки (или наоборот) для формирования обрабатываемой поверхности. У подавляющего большинства станков привод подачи сообщает узлу станка прямолинейное движение. Сочетанием нескольких прямолинейных, а иногда и вращательных движений можно реализовать любую пространственную траекторию.
- Привод позиционирования необходим во многих видах оборудования для перемещения того или иного узла станка из некоторой исходной позиции в другую заданную позицию, например, когда выполняется последовательная обработка отверстий на сверлильном станке с чпу или нескольких параллельных плоскостей на одной и той же заготовке. Во многих современных станках с числовым программным управлением (ЧПУ) функции приводов подачи и позиционирования выполняет один общий привод.
- Несущая система (Рис. 1) обрабатывающего центра по металлу состоит из последовательного набора соединенных между собой базовых деталей. Соединения могут быть неподвижными (стыки) или подвижными (направляющие). Несущая система обеспечивает правильность взаимного расположения режущего инструмента и заготовок под воздействием силовых и температурных факторов.
- Манипулирующие устройства необходимы для автоматизации различных вспомогательных движений в обрабатывающем центре, для смены заготовок, их зажима, перемещения или поворота, смены режущих инструментов, удаления стружки и т.п. Современный многооперационный станок имеет набор манипуляторов транспортёров, поворотных устройств, а в некоторых случаях обслуживается универсальным манипулятором с программным управлением (промышленным роботом).
- Контрольные и измерительные устройства необходимы в обрабатывающем центре по металлу для автоматизации и наблюдения за правильностью его работы. С помощью них контролируют состояние наиболее ответственных узлов станка, работоспособность режущего инструмента, измеряют заготовки и изделие. При достаточно высоком уровне автоматизации результаты контроля измерения поступают в управляющее устройство, а оттуда в виде управляющих сигналов корректируют положение узлов станка.

Рис. 1. Узлы обрабатывающего центра с чпу
Кинематические схемы обрабатывающих центров по металлу
Рассмотрим возможные кинематические схемы современного металлообрабатывающего оборудования. На рис. 2, а представлен вертикальный 3-х координатный обрабатывающий центр. Реализация линейного перемещения в плоскости XY осуществляется движением стола относительно шпинделя, перемещающегося вдоль оси Z. В случае горизонтального расположения шпинделя (рис. 2, б), совершающего движение вдоль оси Y, стол обрабатывающего центра перемещается в плоскости XZ.

Рис. 2. Кинематика обрабатывающего центра: а - вертикального 3-х координатного ОЦ; б - горизонтального 3-х координатного ОЦ
Для того, чтобы фрезерный обрабатывающий центр с чпу из 3-х координатного стал 4-х или 5-ти координатным оборудованием - необходимо установить на основной стол станка дополнительный поворотный стол. На рис. 3, а представлен вертикальный 4-х осевой станок с дополнительно установленным поворотным столом, реализующем ось А (вращение вокруг оси Х). На рис. 3, б поворотный стол горизонтально фрезерного обрабатывающего центра встроен изначально и реализует ось В (вращение вокруг оси Y).

Рис. 3. Кинематика 4-х координатного обрабатывающего центра по металлу, с поворотным столом: а - вертикальный (ось А); б -горизонтальный (ось В)
На рис. 4, а представлена кинематика 5-ти координатного обрабатывающего центра с чпу по металлу с поворотными осями B (наклон стола) и C (вращение стола). Линейное перемещение по оси Х реализуется продольным движением суппорта, по оси Y – поперечным движением колонны со шпиндельным узлом, Z – вертикальным движением фрезерной головки. На рис. 4, б представлена аналогичная конструкция станка, но наклон стола выполняется вокруг оси X, т.е. реализуется поворотная ось А.

Рис. 4. Кинематика вертикального 5-ти координатного обрабатывающего центра с чпу с поворотным столом: а - оси В и С; б - оси А и С.
Отличительной особенностью представленного на рис. 5, а обрабатывающего центра с чпу является расположение стола, реализующего координату В. Вращение по оси В происходит под углом 45° к вертикали. Отметим, что изображенные на рис. 4, а,б и 5, а станки имеют идентичные технологические возможности, а основным отличием является конструктивные особенности реализации вращения стола.
На рис. 5, б представлен станок портального типа с поворотной фрезерной головкой, имеющей две степени свободы и реализующей оси А и С. Стол станка неподвижен. Фрезерный ОЦ данного типа применяются, как правило, для обработки крупногабаритных деталей.

Рис. 5. Кинематика 5-ти координатного обрабатывающего центра: а - с поворотным столом (оси В и С); б - с поворотной фрезерной головкой (оси А и С)
Обрабатывающие центры смешанного типа имеют в своей конструкции вращающийся стол (как правило ось С) и поворотный шпиндельный узел. Реализация вращения фрезерной головки определяется конструкцией станка и может быть различна. На рис. 6, а ось вращения шпинделя выполнена под углом 45° к оси Z, а на рис. 6, б под прямым углом.

Рис. 6. Кинематика 5-ти координатного обрабатывающего центра с поворотной фрезерной головкой (ось В) и вращающимся столом (ось С)
Как отмечалось выше, для ряда групп деталей летательного аппарата в технологическом процессе механической обработки необходимо предусмотреть как токарные операции, так и фрезерные. С целью повышения производительности процесса, качества и точности изготовления, а также снижения трудоемкости изготовления находят все большее применение токарно-фрезерные обрабатывающие центры с чпу (рис. 7).

Рис. 7. Кинематическая схема 5-ти координатного токарно-фрезерного обрабатывающего центра
На рис. 7 представлена наиболее простая кинематика токарно-фрезерного обрабатывающего центра с точки зрения управляемых осей (5-ти осевой). Линейные перемещения X, Y, Z реализуются шпиндельным узлом с поворотной осью B, в которой могут находится как токарный инструмент для выполнения операции точения и растачивания, так и фрезерный. Вращение токарного шпинделя осуществляется в оси C.
На рис. 8 представлен токарно-фрезерный обрабатывающий центр с чпу по металлу, который оснащен дополнительными осями Х2, Z2 – вертикальное и горизонтальное перемещение револьверной головки, служащей для установки и индексирования инструмента, и осью C2 – контршпиндель. Кинематика фрезерного узла аналогична представленному на рис. 7 шпинделю и реализует линейное перемещение по трем координатам и одно вращение. Револьверная головка может использоваться как для обработки со стороны контршпинделя (рис. 8) и тогда есть возможность вести одновременную обработку двух деталей, так и со стороны главного токарного шпинделя (рис. 9), что позволит повысить производительность за счет обработки детали одновременно двумя инструментами.

Рис. 8. Кинематическая схема токарно-фрезерного обрабатывающего центра
Некоторые токарно-фрезерные обрабатывающие центры имеют в своей конструкции контршпиндели, способные кроме вращения совершать горизонтальные перемещения по оси W. Кинематическая схема 9-ти осевого обрабатывающего центра представлена на рис. 9.
Станки с такой кинематикой имеют возможность выполнять перехват заготовки с основного шпинделя в контршпиндель и обратно в автоматическом режиме. Это позволяет сократить время на переналадку оборудования и по факту выполнять два установа как один, что положительно сказывается как на точности обработки, так и на производительности процесса.
Если Вас заинтересовали и вы хотите купить обрабатывающий центр с чпу по металлу за оптимальную цену - обращайтесь в офис нашей компании. Сотрудничество напрямую с производителем позволяет значительно сократить расходы предприятий.

Рис. 9. Кинематическая схема 9-ти координатного токарно-фрезерного обрабатывающего центра
Обрабатывающие центры с ЧПУ: особенности конструкции и описание агрегатов
Станки на основе числового программного управления (далее – чпу), выполняющие общую механическую обработку деталей трехмерного формата, называются фрезерными обрабатывающими центрами с ЧПУ. Их продуманный механизм (инструментальные магазины и системы для замены инструмента автоматически) способствуют существенному улучшению продуктивности. На станках осуществляют различные процессы: от чистовой обработки до черновых алгоритмов. На заготовки воздействуют следующим образом:
- сверление;
- резка цилиндрических и конических отверстий;
- развёртывание;
- обработка расточными резцами в заданный размер;
- растачивание разных отверстий;
- обработка фрезой поверхностей в радиальном направлении;
- фрезерование окон, уступов, прочих элементов.
Для реализации рабочих установок у ОЦ с числовым программным управлением есть целый перечень металлообрабатывающих приспособлений.
Некоторые станки имеют специальное рабочее полотно или приспособление с определённым угловым поворотом шпинделя. Деталь поворачивается, что обеспечивает её обработку со всех поверхностей (без потребности переустанавливать).
Зачастую многооперационные станки оснащают специальным устройством для автоматической замены заготовок. Смена осуществляется одновременно с работой ОЦ (остановка обработки деталей на другом столе не требуется) – это значительно увеличивает производительность.

Многооперационные станки стоят дорого, поэтому их применяют для обработки технологически сложных заготовок и трудно создаваемых элементов. Для сравнения: один ОЦ заменяет примерно 5-10 универсальных станков.
Характеристики центров вертикальных для обработки деталей

Вертикально – фрезерные обрабатывающие центры – самые популярные среди всех станков. Они прекрасно справляются с обработкой различных типов инструментов.
Конструкция ОЦ вертикального типа представляет собой вертикально ходящий по направляющим колонны шпиндель и направляющие стола, которые опираются на специальную базу. Это является залогом высокой жёсткости обработки и возможностью работы с большими деталями.
Такой станок состоит из многоцилиндровой головки, которая легко пробьёт любой толщины металл. В ОЦ вертикальном есть специальная система, которая удаляет стружку и смазывает опору шпинделя.
Высокая точность и оперативность обработки деталей из металла с помощью такого ОЦ гарантированы. Станки применяют в судостроении, в цехах по обработке металла и в автомобилестроении. Вертикальный ОЦ используется на серийных или массовых производствах.
Горизонтально - фрезерные ОЦ: ключевые технические параметры
Горизонтально фрезерный станок с ЧПУ – еще один вид ОЦ. Описание обрабатывающих центров горизонтальных привлекает даже самых требовательных покупателей, ведь такое устройство – отличный помощник в усовершенствовании производства. Горизонтальный ОЦ отличается горизонтальным расположением шпинделя и горизонтальной ориентацией рабочего инструмента.
Это современное высокотехнологическое оборудование, с помощью которого легко осуществлять четырёхстороннюю обработку сложных и габаритных металлических деталей, оно выдерживает огромные нагрузки и гарантирует высокую точность. Горизонтально-фрезерный ОЦ имеет большое количество функций и много скоростей. Аппарат экономит электричество и отличается бесперебойностью процесса обработки. Также к его особенностям относится минимальная потребность в тех.обслуживании и лёгкость в управлении.
Сфера использования горизонтального ОЦ:
- космическая промышленность;
- производство транспортных средств;
- энергетический сектор;
- сфера производства сложных технических приборов;
- в качестве дополнительных приспособлений в мастерских и механических цехах по ремонтам.
С помощью горизонтально-фрезерного станка быстро и качественно выполняется зенкерование, фрезерная обработка развёртывание, сверление, точение и чистовое или получистовое растачивание отверстий.
Польза ОЦ
ОЦ –инновационное оборудование, которое улучшит производство и позволит:
- сократить время на решение самых сложных задач;
- осуществить рабочие манипуляции особой сложности;
- осуществить работу в двух плоскостях (по вертикали и в горизонтальном направлении);
- повысить производительность труда;
- усовершенствовать процесс резки;
- уменьшить денежные затраты для обработки заготовки.
Приобретение ОЦ с ЧПУ – это реальная возможность улучшить производство и свести до нуля вероятность ошибок в работе со сложными деталями.
Фрезерные обрабатывающие центры с ЧПУ
Компания «РуСтан» предлагает точные и высоконадежные фрезерные обрабатывающие центры с ЧПУ для разных сфер производства. У нас можно купить современное оборудование для обработки деталей сверлением, резкой, растачиванием, фрезеровкой.
Длина стола 1000 мм Ширина стола 500 мм Конус шпинделя BT40 Мощность 20.00 кВт Напряжение 380В Масса 5500 кг
Длина стола 1000 мм Ширина стола 500 мм Конус шпинделя BT40 Мощность 15.00 кВт Напряжение 380В Масса 5800 кг
Длина стола 1120 мм Ширина стола 560 мм Конус шпинделя BT40 Мощность 25.00 кВт Напряжение 380В Масса 7000 кг
Длина стола 1300 мм Ширина стола 520 мм Конус шпинделя BT40 Мощность 7.50 кВт Напряжение 380В Масса 6800 кг
Длина стола 850 мм Ширина стола 500 мм Конус шпинделя BT40 Мощность 15.00 кВт Напряжение 380В Масса 4500 кг
Длина стола 1000 мм Ширина стола 500 мм Конус шпинделя BT40 Мощность 15.00 кВт Напряжение 380В Масса 6100 кг
Длина стола 700 мм Ширина стола 400 мм Конус шпинделя BT40 Мощность 5.50 кВт Напряжение 380В Масса 2900 кг
Длина стола 780 мм Ширина стола 360 мм Конус шпинделя ISO40 Мощность 25.00 кВт Напряжение 380В Масса 3500 кг
Длина стола 600 мм Ширина стола 305 мм Конус шпинделя BT30 Мощность 3.70 кВт Напряжение 380В Масса 2000 кг
Длина стола 800 мм Ширина стола 380 мм Конус шпинделя BT40 Мощность 15.00 кВт Напряжение 380В Масса 2500 кг
Длина стола 1200 мм Ширина стола 500 мм Конус шпинделя BT40 Мощность 15.00 кВт Напряжение 380В Масса 5900 кг
Длина стола 1200 мм Ширина стола 520 мм Конус шпинделя BT40 Мощность 7.50 кВт Напряжение 380В Масса 6500 кг
Длина стола 600 мм Ширина стола 380 мм Конус шпинделя BT40 Мощность 3.70 кВт Напряжение 380В Масса 2400 кг
Длина стола 800 мм Ширина стола 400 мм Конус шпинделя BT40 Мощность 11.00 кВт Напряжение 380В Масса 3200 кг
Длина стола 1200 мм Ширина стола 600 мм Конус шпинделя ISO40 Мощность 25.00 кВт Напряжение 380В Масса 7000 кг
Длина стола 700 мм Ширина стола 350 мм Конус шпинделя ISO40 Мощность 5.50 кВт Напряжение 380В Масса 2000 кг
Длина стола 1000 мм Ширина стола 500 мм Конус шпинделя ISO40 Мощность 25.00 кВт Напряжение 380В Масса 6200 кг
Длина стола 1400 мм Ширина стола 650 мм Конус шпинделя ISO40 Мощность 25.00 кВт Напряжение 380В Масса 10000 кг
Длина стола 1300 мм Ширина стола 800 мм Конус шпинделя ISO50 Мощность 27.00 кВт Напряжение 380В Масса 8500 кг
Длина стола 1220 мм Ширина стола 620 мм Конус шпинделя BT50 Мощность 35.00 кВт Напряжение 380В Масса 8000 кг
Длина стола 500 мм Ширина стола 500 мм Конус шпинделя ISO50 Мощность 11.00 кВт Напряжение 380В Масса 14000 кг
Длина стола 1000 мм Ширина стола 1000 мм Конус шпинделя ISO50 Мощность 18.50 кВт Напряжение 380В Масса 29000 кг
Длина стола 800 мм Ширина стола 800 мм Конус шпинделя ISO50 Мощность 15.00 кВт Напряжение 380В Масса 24000 кг
Длина стола 630 мм Ширина стола 630 мм Конус шпинделя ISO50 Мощность 15.00 кВт Напряжение 380В Масса 26000 кг
Длина стола 500 мм Ширина стола 500 мм Конус шпинделя ISO50 Мощность 11.00 кВт Напряжение 380В Масса 15000 кг
Длина стола 800 мм Ширина стола 800 мм Конус шпинделя BT50 Мощность 30.00 кВт Напряжение 380В Масса 24500 кг
Длина стола 800 мм Ширина стола 800 мм Конус шпинделя ISO50 Мощность 18.50 кВт Напряжение 380В Масса 28000 кг
Видео




- представлены в широком ассортименте
- качественно обрабатывают заготовки из разного сырья — черного, цветного металла;
- при увеличенной в 2-3 раза скорости сохраняют оптимизированную точность обработки благодаря качеству ЧПУ и продуманной конструкции;
- позволяют уменьшить общую трудоемкость операций — при использовании фрезерных обрабатывающих центров можно существенно сократить расходы на персонал и повысить рентабельность производства в целом.
Наша компания поставляет продукцию в центры ведущих мировых брендов — BDS, Magtron, IMET, Euroboor и так далее. Также мы сотрудничаем с известными производителями станков с ЧПУ из России и ближайшего зарубежья — РСЗ, ДЭФС, ВИСТАН и другими. Все фрезерное оборудование высоконадежно, быстро обрабатывает заготовки и помогает сокращать расходы и нецелевые затраты времени на производстве.
«РуСтан» — официальный поставщик качественных фрезерных станков
Наша компания предлагает покупателям конкурентоспособные цены и контролирует качество поставляемой продукции. Мы работаем на прозрачных условиях — предоставляем актуальные прайс-листы (с ними можно ознакомиться на сайте) и всю информацию об оборудовании.
- профессионализм — мы предоставляем квалифицированные консультации, оперативно обрабатываем заявки и заказы;
- удобство взаимодействия — мы предлагаем несколько вариантов оплаты на выбор, готовы гибко делать скидки;
- продуманность логистики (у нас много складов в регионах) и так далее.
Компания «РуСтан» сотрудничает с частными заказчиками и организациями, предоставляет для всех покупателей доставку товаров по Москве и другим регионам РФ. Мы работаем с проверенными ТК — «Деловые линии», «Байкал-Сервис», «ПЭК» и другими. Предварительную стоимость доставки можно рассчитать непосредственно на сайте, с помощью онлайн-калькулятора. Сотрудники отдела продаж готовы подробно рассказать о станках и условиях сотрудничества по телефону или e-mail.
Токарно-фрезерные обрабатывающие центры по металлу
• Подача СОЖ через револьвер / инструмент - до 40 бар!
• 2-х диапазонный редукторный привод шпинделя (Baruffaldi)
• Модульная структура станков с возможностью установки осей «C» и «Y»

Ø обработки: 638 - 670 мм
РМЦ: 1100 - 2200 мм
Мощность: 30 - 45 кВт
Вес: 10 700 - 13 800 кг

• Компактная жесткая цельнолитая станина с углом наклона 45°
• Главный привод шпинделя - до 18,5 кВт
• Направляющие скольжения увеличенного сечения
• Помпа СОЖ с давлением до 40 бар!
• Стойка ЧПУ FANUC 0i-TF Plus (10,4”)

Ø обработки: 900 - 960 мм
Мощность: 37 - 55 кВт
Вес: 11 500 - 20 300 кг
• Самая мощная модель из линейки SMART
• Мощный двигатель 55 кВт c редуктором, развивающим до 5143 Нм крутящего момента
• Длина обработки от 750 до 3200 мм
• Блок приводного инструмента ВМТ85 - до 15 кВт мощности
• Стойка ЧПУ FANUC 0i-TF Plus (15”) + Manual Guide

Ø обработки: 406 мм
Мощность: 11 - 26 кВт
Вес: 5600 - 6100 кг
• Стойка ЧПУ FANUC iHMI (15”) + Manual Guide
• Многофункциональная токарно-фрезерная обработка
• Крутящий момент на приводном инструменте 35 (47) Н*м
• Компактная жесткая цельнолитая станина с углом наклона 30°
• Наличие оси Y позволяет расширить возможности токарного станка с ЧПУ
• Конструкция системы крепления инструментальных блоков BMT55 или 65

Частота вращения шпинделя:
Кол-во управляемых осей: 3 - 5
Ø обрабатываемого прутка:
Вес: 3600 - 4500 кг
• Высокая производительность за счёт использования 3-5-ти осей перемещения инструмента при обработке;
• Обработка возможна одновременно в нескольких осях с применением приводного инструмента, что, в свою очередь, сокращает технологическое время до 30-40%;
• Упрощена система крепления приводного инструмента для фрезерования. Не нужны дорогостоящие блоки, инструмент фиксируется с помощью цанг в инструментальном суппорте;
• Полная автоматизация и снижение уровня брака за счёт комплектации пруткоподатчиком.

Ø обработки: 350 мм
РМЦ: 400 - 650 мм
Мощность: 11 - 18,5 кВт
Вес: 4100 - 4600 кг
• Система ЧПУ Fanuc 0I-TF
• Фрезерование приводным инструментом
• Германская револьверная голова SAUTER
• Цельнолитая наклонная станина 30˚
• Обороты шпинделя 4000 об/мин
Оставьте заявку и узнайте как получить

Ø обработки: 330 мм
Мощность: 11 кВт
Специальные условия
• Компактная жесткая цельнолитая станина
• Линейные роликовые направляющие качения увеличенного сечения с ускоренными перемещениями 24 м/мин по всем осям
• Конструкция системы крепления инструментальных блоков BMT - обеспечивает более жесткую обработку в отличии от системы крепления VDI
• Модульная структура станков разработана с возможностью установки осей «C» и «Y»
• Самое большое перемещение по оси «Y» среди конкурентов аналогичного типоразмера: ±60 мм!
• Высокое качество комплектующих и сборки – производство компании Jinn Fa (Тайвань), специализирующейся на токарной обработке и автоматах продольного точения уже 45 лет

Ø обработки: 310 мм
Мощность: 15 / 18 кВт

Ø обработки: 250; 280 мм
Мощность: 11 - 15 кВт
• Сервоприводная револьверная голова фирмы ChenShin (Тайвань) на 12 позиций с приводным инструментом, тип крепления - BMT45. Максимальные обороты - 4500 об/мин
• Главный двигатель повышенной мощности 11 / 15 кВт производства Fanuc (Япония). Скорость вращения шпинделя регулируется бесступенчато, что обеспечивает высокую точность и шероховатость обработки
• Гидравлический 3-х кулачковый патрон 8” (Ø 200 мм) с проходным отверстием производства Chandox (Тайвань). Максимальные обороты шпинделя 4500 об/мин

Ø обработки: 85 - 1050 мм
РМЦ: 405 - 5000 мм
Мощность: 5,5 - 80 кВт
Вес: 1100 - 28 000 кг
• Компактная жесткая станина
• Термостабильная конструкция передней бабки
• Мотор-шпиндель собственного производства
• Роликовые направляющие качения
• Компактная каретка оси Y спроектированная под углом 90° к оси X
• Высокое качество комплектующих и сборки - сделано в Австрии

Ø обработки: 300 - 710 мм
РМЦ: 720 - 2300 мм
Мощность: 15 - 52 кВт
Вес: 4200 - 16 500 кг
• Высокопроизводительные главный и контршпиндель
• Фрезерный шпиндель прямого привода 79 Нм, 12 000 мин-1
• 20-40-80-ти позиционный магазин
• Револьверная голова на 12 приводных позиций
• Ось Y c большим диапазоном перемещений +120 / -100
• Линейные направляющие по всем осям
• Сверление аксиальных и радиальных отверстий, в том числе резьбовых
• Нарезание резьб, шлицев, зубчатых венцов
• Фрезерование фасонных поверхностей








Токарно-фрезерные станки обеспечивают 5-координатную обработку сложных деталей за один рабочий цикл. Это удобный, безопасный и не требующий больших затрат способ получить готовое изделие из металла без перемещения и переустановки на другое оборудование.
Центры выполняют фрезерование, токарную и сверлильно-расточную, а также точную обработку сложных заготовок. Изготовить одну деталь на таком оборудовании можно максимально быстро, благодаря чему готовые изделия обладают низкой себестоимостью.
Конструктивные особенности
В конструкции используются современные решения - модернизированные детали и комплектующие, которые в несколько раз увеличивают производительность и надежность, делают работу техники безотказной.
В основе лежит модульный принцип создания: установки выпускаются в нескольких разных модификациях, среди которых заказчик может выбрать модель, наиболее подходящую под требования производства.
В зависимости от конструктивного исполнения, обрабатывающие центры оснащаются набором токарного инструмента. Отдельные станки и центры могут идти с дисковыми револьверными головками (с приводом или без). Двигатель с ременной передачей и мотор-редуктором отвечает за рабочие движения устройства.
Интеграция токарно-фрезерных обрабатывающих центров на предприятие позволяет:
- Уменьшить количество производственных операций и связанных с этим затрат;
- Повысить точность обработки за счет постоянного положения заготовки;
- Выполнить весь цикл обработки на одном оборудовании;
- Уменьшить возможность получения брака или дефектов заготовки из-за неточной, некачественной обработки или случайного смещения центра из-за постоянных переустановок материала. Здесь это исключается;
- Изготавливать неограниченное число точных деталей.
Почему покупать в КАМИ - выгоднее?
В каталоге компании представлен большой выбор моделей - обрабатывающие центры, универсальные, токарно-револьверные станки с ЧПУ. Оборудование предназначено для комплексной обработки сложных деталей. Технику отличает надежность и качество, подтвержденные сертификатами европейского образца.
Перед покупкой воспользуйтесь услугой бесплатной консультации и подбора оборудования. Во время консультации технический специалист КАМИ поможет выбрать, заказать проектные расчеты, расскажет об особенностях эксплуатации выбранной модели, рассчитает стоимость со скидкой.
Токарно-фрезерные обрабатывающие центры по металлу — универсальные станки с ЧПУ
Токарно-фрезерный станок для работы по металлу, оснащенный системой ЧПУ, который также называется обрабатывающий центр, сегодня можно встретить на многих производственных предприятиях. Широчайшие возможности такого универсального оборудования позволяют подвергать качественной токарной и фрезерной обработке заготовки из металла.

Многоцелевой токарно-фрезерный обрабатывающий центр с ЧПУ
Виды токарно-фрезерных центров на современном рынке
Станки данной категории подразделяются на две большие группы: устройства без ЧПУ и с ЧПУ. К оборудованию без системы ЧПУ относятся ручные, полуавтоматические и автоматизированные станки. В рамках данной статьи рассматриваются устройства, на которых реализовано числовое программное управление. Обрабатывающие центры с ЧПУ, выпускаемые современной промышленностью, подразделяются на несколько видов:
- простой конструкции;
- с противошпинделем;
- с приводным центром;
- с установленной С-осью.
Объединяет эти обрабатывающие центры, имеющие свои конструктивные особенности, то, что они одновременно обладают функциональностью токарных и фрезерных станков.

Компактный настольный токарно-фрезерный станок, не оснащенный ЧПУ
Характеристики токарно-фрезерных обрабатывающих центров
Выполнять несколько типов технологических операций (сверлильные, токарные и фрезерные) на одном устройстве позволяют и токарно-револьверные станки, но из-за недостаточно высокой подвижности револьверов объем производимой с их помощью продукции ограничен.
Этого недостатка лишены токарно-фрезерные обрабатывающие центры, в конструкции которых имеется специальная фрезерная головка. Посадочное отверстие в такой головке может быть выполнено под различные типы конусов (Capto, HSK, BT или ISO), что позволяет устанавливать в нее токарные резцы. Благодаря этому подобные токарно-фрезерные станки могут применяться для выполнения таких технологических операций по металлу, как сверление, зенкерование, нарезание резьбы, создание фасок и канавок, обработка торцов и их подрезка, развертывание и др.
Используя специальную переходную оправку, на обрабатывающие центры с ЧПУ можно устанавливать резцы с квадратным хвостовиком и режущий инструмент с особой формой посадочной части. В одном шпинделе станков этой категории можно закреплять как неподвижный, так и вращающийся рабочий инструмент. Меняются инструменты в токарно-фрезерных обрабатывающих центрах, оснащенных системой ЧПУ, автоматически, за это в конструкции станка отвечает особый механизм – сменщик.
Наибольшее распространение обрабатывающие центры с ЧПУ получили на предприятиях, которые занимаются изготовлением имеющих сложные формы деталей и конструкций из металла. При производстве таких изделий необходимо неоднократно чередовать операции точения и фрезерования, что и обеспечивается токарно-фрезерным обрабатывающим центром.
На обрабатывающих центрах преимущественно используется инструмент цельного типа или со сменными пластинами, выполненными из твердого сплава. В очень редких случаях может применяться инструмент, режущие пластины которого зафиксированы при помощи пайки.
Рабочие органы обрабатывающего центра с ЧПУ
Обрабатывающие центры с противошпинделем и С-осью
Оборудование с С-осью – это одна из первых модификаций обрабатывающего центра токарно-фрезерной группы. Для придания вращения режущему инструменту (сверлу и фрезе) на таком станке устанавливается отдельный привод. За автоматизированную смену инструментов на этом токарно-фрезерном устройстве, как и на обрабатывающих центрах других типов, отвечает специальный механизм – сменщик.
Важными функциями обрабатывающих центров с С-осью являются контроль за скоростью вращения обрабатываемой детали и индексация ее углового положения. Точность такой индексации, что важно, составляет порядка 0,001 градуса.

Противошпиндель с осью С значительно увеличивает функциональность станка
- фрезерная обработка элементов червячных передач;
- изготовление и обработка коленчатых валов;
- обработка шестерен.
Оснащение обрабатывающих центров с ЧПУ противошпинделем – это следующий этап в развитии устройств токарно-фрезерной группы. Второй шпиндель таких станков, обладающих еще большей функциональностью, устанавливают вместо задней бабки. В него вставляется правая сторона заготовки, что дает возможность подвергать обработке ее противоположной край.
Оснащение обрабатывающего центра противошпинделем позволяет превратить это устройство в полноценную производственную линию, обладающую исключительной функциональностью. Если оснастить такой фрезерно-токарный обрабатывающий центр вторым сменщиком инструментов, то эффективность его использования возрастет в разы. Что важно, качество обработки от этого нисколько не пострадает.
Наглядно принцип работы противошпинделя можно увидеть на видео ниже:
На современном рынке представлено большое разнообразие обрабатывающих центров по металлу от различных производителей. Рассмотрим некоторые из них.
Обрабатывающие центры торговой марки TRENS
Фрезерно-токарные обрабатывающие центры данной торговой марки отличаются особенной конструкцией и имеют характерный признак – наклонную раму. Это придает станкам исключительную прочность и жесткость, что позволяет выполнять на них обработку деталей с высокой точностью. Как правило, таким оборудованием оснащаются крупно- и среднесерийные производства, занимающиеся выпуском деталей со сложной конфигурацией. Перечислим наиболее популярные модели токарно-фрезерных станков данной торговой марки.
Конструкция данной модели более простая, по сравнению с рассмотренной выше, что не мешает такому станку эффективно справляться с нарезанием резьбы, основными фрезерными операциями, обработкой деталей сложной конфигурации. Особого внимания заслуживает шпиндель станка, отличающийся высокой жесткостью и исключительной надежностью, что дает возможность эксплуатировать его на высоких скоростях довольно долго. Не менее примечательны и характеристики С-оси данного устройства, создающей отличный крутящий момент и обеспечивающей быстрое переключение рабочих режимов. Таких характеристик С-оси производителям удалось достичь за счет того, что в ней реализована особая система фиксации дискового типа.

Станок с ЧПУ Trens SBL 300 производства Словакии
Возможности станка данной модели позволяют обрабатывать на нем заготовки, вес которых достигает 1050 кг. Обрабатывающий центр оснащается электроприводом ТМ Siemens или Fagor, в его конструкции имеется противошпиндель, легко настраиваемая и надежная система ЧПУ. Перемещения бабки станка и фиксация заготовок осуществляются при помощи гидравлических механизмов. О возможностях такого токарно-фрезерного обрабатывающего центра с ЧПУ говорит и то, что на нем можно выполнить сложнейшую технологическую операцию – внеосевое сверление – за одну установку.

Станок TRENS SBL 500A
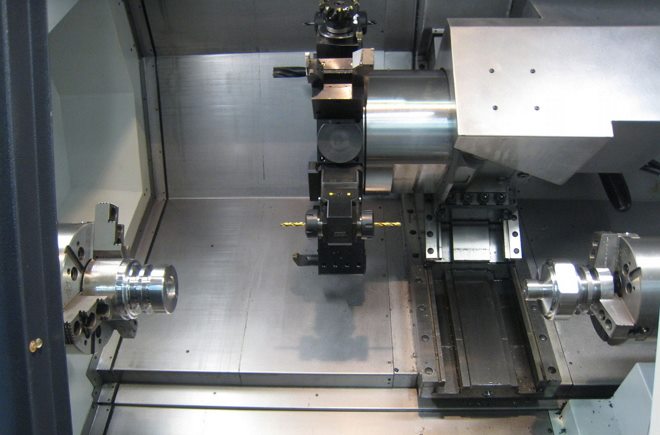
Этот фрезерный обрабатывающий центр с ЧПУ является наиболее современной моделью оборудования, выпускаемого под ТМ TRENS. Технические возможности такого станка позволяют выполнять на нем обработку заготовок из металла прямолинейной, ступенчатой и криволинейной конфигурации, вес которых может доходить до 2500 кг. Обрабатывающий центр комплектуется системой ЧПУ ТМ Siemens, которая обеспечивает точное перемещение инструмента в процессе обработки. Работа станка и перемещение инструмента в такой системе ЧПУ описывается простым 3D-программированием, а ее подключение к устройству обеспечивается посредством Ethernet-протокола.
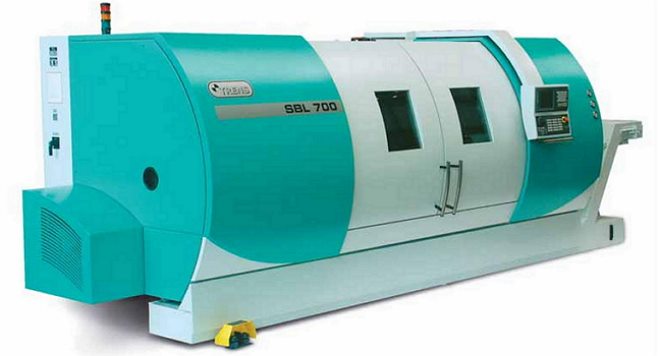
Станок Trens SBL 700
Обрабатывающий центр модели 1728С
Универсальный обрабатывающий центр этой модели заслужил особую популярность в России. Функциональные возможности позволяют такому устройству справляться со следующими технологическими операциями по обработке заготовок из металла: сверление прямое и под заданным углом, растачивание, долбление, обычное и контурное фрезерование, точение при помощи фрез и др. Обрабатывать заготовки из металла на этом токарно-фрезерном станке с ЧПУ можно как в патроне, так и в его центрах. Высокая точность, с которой на данном центре обрабатываются заготовки, обеспечивается следующими его конструктивными особенностями.
- Основные узлы станка характеризуются повышенной жесткостью и виброустойчивостью.
- В узлах оборудования установлены подшипники высокой точности.
- В конструкции станка предусмотрены специальные термосимметричные элементы, которые компенсируют деформации, возникающие от температурного воздействия.
- Перемещение и работа инструмента постоянно контролируются при помощи специальных элементов.
- Оборудование оснащено современной и надежной системой ЧПУ.

Токарно-фрезерный обрабатывающий центр модели 1728С
Токарно-фрезерный станок данной модели позволяет обрабатывать заготовки диаметром до 40 см и длиной до 3 метров. Шпиндель станка имеет величину конца А8, на нем установлен патрон с сечением 40 см, диаметр отверстия в котором составляет 9,7 см.
Любой токарно-фрезерный обрабатывающий центр, включая данную модель, позволяет значительно снизить затраты на выполнение технологических операций в комплексе.
Краткий обзор других моделей обрабатывающих центров
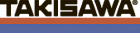
На российских производственных предприятиях, занимающихся выпуском изделий из металла и дерева, популярными являются обрабатывающие центры, выпускаемые на Тайване под торговой маркой TAKISAWA. При своей исключительной функциональности станки данной торговой марки отличаются доступной стоимостью. На современном рынке оборудование ТМ TAKISAWA представлено следующими сериями: LA, NEX, EX и LS. Станки данных серий успешно используются на предприятиях автомобильной и авиастроительной промышленности, на машиностроительных заводах.
Токарно-фрезерный обрабатывающий центр за работой
Наиболее популярными моделями оборудования ТМ TAKISAWA являются 4500TT, 4500S, 4500ST. В конструкции станков этих моделей имеются два токарных узла и один фрезерный, их магазин для инструмента и рабочих приспособлений может вместить в себя до 90 позиций. Такие станки, в оснащении которых есть револьверная головка, обеспечивают высокую точность и эффективность выполнения токарных и фрезерных работ по металлу.
Среди обрабатывающих центров токарно-фрезерной группы, заслуживших высокую популярность у отечественных производителей, стоит отметить станки испанской компании GMTK, которые также выпускаются в нескольких сериях: HR800, HR1000, HR1200, HR1500. Применение таких обрабатывающих центров с ЧПУ необходимо для изготовления деталей из металла, которые отличаются высокой сложностью и должны быть обработаны с максимальной точностью.
Среди уникальных конструктивных особенностей этого оборудования можно выделить следующие: сменщик инструмента и рабочих головок, гидростатические направляющие, система температурной стабилизации. Приобретение обрабатывающих центров с ЧПУ испанской компании GMTK требуется предприятиям, продукция которых характеризуется высокой сложностью и точностью обработки.

Комплексный токарно-фрезерный центр DMC
Есть еще ряд зарубежных компаний, обрабатывающие центры которых хорошо зарекомендовали себя среди отечественных производственных предприятий.
Выпуском оборудования для обработки заготовок из металла и дерева компания занимается более 70 лет. Ее станки отличаются надежной и технологичной конструкцией, качественными комплектующими. Примечательно, что для изготовления станин своего оборудования компания использует особый сорт чугуна.
Под этой торговой маркой выпускается универсальное оборудование, оснащенное современными системами ЧПУ. В зависимости от необходимости станки могут быть оснащены задней бабкой или вторым шпинделем. Технические возможности оборудования данной марки позволяют выполнять фрезерную обработку заготовок по пяти координатам, осуществлять точение, шлифовку и прорезку, а также фрезеровать кулачки и осуществлять другие операции по металлу.
DMC (Южная Корея)
Обрабатывающие центры данной компании, отличающиеся исключительной функциональностью и высокой производительностью, относятся к категории премиум-класса.
Токарно-фрезерные центры, которыми оснащаются современные предприятия, – это станки, отличающиеся широкой функциональностью. Используя такое оборудование, можно выполнять сложнейшие фрезерные операции и различные виды токарной обработки с деталями, изготовленными из металла.
Читайте также: