Обронная гравировка по металлу
Обновлено: 19.09.2024
Обронное (трехмерное) гравирование – это способ, при котором резцом создается рельеф или объемная круглая скульптура из металла.
Обронное гравирование подразделяется на выпуклое (позитивное, при котором рисунок рельефа выше фона, который углублен и снят) и углубленное гравирование (негативное), при котором рисунок или рельеф режется внутрь.
Применяется обронное гравирование довольно часто для обработки поверхности изделия и получения художественных произведений, таких как ювелирные изделия, декоративные предметы и т.п.
Кроме того, способом обронного гравирования изготавливают инструменты или приспособления (пуансоны, матрицы для штамповки, прессформы для литья, клише для печати, ситценакатные валы, офорты, багетные ролики, гравюры, эстампы и др.
Обронное гравирование бывает ручное и механическое.
Ручное исполняется ювелирами с помощью ручных инструментов, механическое – различными приспособлениями и гравировальными машинами. В этом случае гравер сам управляет движениями резца или резец передвигается автоматически при помощи специального шаблона.
Пользуясь в работе техникой оброна (при исполнении рельефов, контррельефов, объемных форм), мастеру приходится снимать с поверхности изделия большие массы металла, поэтому выборку металла лучше производить зубилом, рабочий конец которого имеет форму штихеля.
Гравировальные зубила представляют собой стальные стержни толщиной от 6 до 10 мм и длиной 120 – 150 мм. Рабочий конец их отковывается и опиливается по форме того или иного штихеля. Наиболее широко применяют спецзубило, фляхзубило и болтзубило. Рабочий конец инструмента закаливается с последующим отпуском.
Кроме спецзубил и штихелей, к граверному инструменту относят керн или кернер, который применяется для разметки. От слесарного керна граверный керн отличается большим углом заострения. Кроме кернов, применяют сечки и чеканы.
Сечки служат для выборки металла и затачиваются с одной стороны; чеканы служат для выравнивания фона и набивки фактуры. Чеканы должны быть более массивными, чем чеканы для чеканных работ, так как ими работают в основном по стальным заготовкам при отделке штампов и пуансонов.
Пуансоны изготавливают из инструментальной стали 6, 7, 8 и 10 мм толщины и 65, 85 и 100 мм длины. Рабочему концу придают небольшой конус, а на торцевой площадке гравируют букву или цифру в позитивном (наружу) и негативном (внутрь) изображении.
Разновидностью пуансонов являются зеки и маточники. Зеки представляют собой пуансоны, сделанные по форме буквы, но с таким расчетом, чтобы на его рабочей поверхности получились выпуклыми те места, которые в букве или цифре должны быть вдавленными, углубленными, выбранными. При работе такая зека ставится на то место заготовки, где должна быть отгравирована буква. При ударе по зеке металл под ней оседает, после чего остается выгравировать только наружные очертания буквы, что гораздо легче.
Маточники – это пуансоны, на торце которых гравируется не буква или цифра, а часть рельефа или элемент орнамента.
В обронных работах применяют также надфили и рифлевки различных профилей. При чеканке пуансоном заготовку укрепляют в шрабкугеле или колодке, под которую подкладывают кранц. При мелкой работе заготовка должна быть хорошо освещена, при этом мастер пользуется лупой.
Технология обронного гравирования включает в себя два основных этапа – подготовительный и гравирование.
Для выполнения обронных работ подготавливают рисунок с разрезами, на которых дается характеристика рельефа – высота, количество планов или сечение объемов. Кроме рисунка изготавливают модель – копию авторского оригинала, выполненную в гипсе, воске или пластилине.
Для перевода рисунка на металл, поверхность заготовки необходимо покрыть белой акварельной краской и на ней от руки с предварительной разметкой или циркулем и линейкой воспроизводят рисунок.
Затем на заготовку, покрытую белой краской, наносят тонкий слой воска или пластилина. Далее подготавливают рисунок, выполняя его карандашом на кальке. При переводе рисунка нужно учитывать, каким он будет на металле – прямым или обратным – зеркальным. Зеркальный рисунок необходим для гравирования печатей, факсимиле и других работ, предназначенных для получения с них оттисков. Скопированный на кальку карандашный рисунок накладывается на заготовку лицевой поверхностью вниз и притирается рукояткой штихеля. Затем кальку осторожно снимают и на восковой поверхности остается хорошо заметный отпечаток карандашного рисунка.
Обронные работы
После того как вы овладеете секретами плоскостного гравирования, можно приступать к освоению обронных работ. Эти упражнения осуществляются обычно на заготовках из хрупкого материала – латуни ЛС59 или инструментальной стали У8А.
Как уже говорилось, при обронном гравировании резцом создают рельеф или даже объемную фигуру. В такой работе выделяют два варианта: выпуклое (позитивное) гравирование, при котором опускают, т. е. выбирают, фон, а элементы изображения (рельеф) становятся выпуклыми, располагаются выше фона, и углубленное (негативное) гравирование – когда рисунок или рельеф располагаются ниже фона. Во втором случае отличие от плоскостного гравирования заключается в том, что рисунок образован не тонкими штрихами, а имеет собственную фактуру.
Обронное гравирование – более трудоемкий процесс по сравнению с плоскостным гравированием, так как эта работа требует снятия значительно большей массы металла с заготовки. Поэтому, кроме штихелей, при обронной работе применяют зубильца, керны, сечки, чеканы и пуансоны. Рабочий конец зубила отковывают и опиливают по форме того или иного штихеля. Кроме зубил и штихелей, к граверному ручному инструменту относятся: керн, применяемый для разметки; сечки – плоские зубила различной ширины с заточкой на одну сторону; чеканы – стальные стержни с различными рабочими концами для выравнивания фона и набивки фактуры и пуансоны, которые изготавливают обычно из прутков инструментальной стали толщиной 6, 7 и 10 мм, с длиной соответственно 65, 85 и 100 миллиметров.
Как и любая подобная работа, процесс обронного гравирования складывается из подготовительных мероприятий и самого гравирования. К подготовительным работам относится перевод рисунка на металл, который осуществляется следующим способом. На поверхность заготовки, покрытую белой краской, наносят тонкий слой воска (или пластилина). Затем подготавливают рисунок, выполняя его карандашом на кальке. При переводе рисунка надо учитывать, каким он должен быть на металле – прямым или обратным (зеркальным). Зеркальный рисунок необходим при гравировании печатей, факсимиле и клише, предназначенных для получения с них оттисков. Скопированный на кальку карандашный рисунок накладывают на заготовку лицевой поверхностью вниз и притирают рукояткой штихеля; осторожно отрывают кальку, и на восковой поверхности остается хорошо заметный отпечаток рисунка. Затем вокруг рисунка выбирают первую стружку. Эту работу проводят так, чтобы неосторожным движением не испортить рисунок. Следующая операция – выборка фона. При глубокой выборке или гравировании закруглений применяют болтштихель или аналогичной формы сечку. После вырубки всего поля до необходимой глубины приступают к обработке рельефа, который режут или рубят соответствующими штихелями или зубилами, а если надо, применяют надфили и чеканы.
Для ускорения работы при гравировании повторяющихся элементов или выполнении особенно мелких и сложных деталей применяют пуансоны и маточники, которые делают заранее. При углубленном оброне на отшлифованной поверхности заготовки вычерчивают наружный контур рельефа и обводят его шпицштихелем. После этого приступают к вырубке металла внутри очерченного рисунка. Рубку осуществляют зубилами и сечками различной формы. Рубить в глубину следует очень осторожно, с частыми проверками и сравнением с оригиналом. Проверку проводят следующим образом: в предварительно увлажненную вырубленную форму втискивают кусок размягченного пластилина и полученный оттиск сравнивают с оригиналом, по которому ведут работу. Основные глубины измеряют штангенциркулем или проверяют шаблоном.
Обронные работы при гравировании растительного орнамента выполняются в следующей последовательности (рис. 25). Рисунок переводят на металл одним из известных способов. Затем его фиксируют, обводя гравировальной иглой. Шпицштихелем рисунок прорезают по контуру на глубину фона. Следующий этап работы – опускание фона, т. е. выборка металла на нужную глубину. Около закругленных линий рисунка металл выбирают болтштихелем, а в остальных участках – флахштихелем. Если металл слишком твердый, металлическое изделие укрепляют в тисках и срезают металл с помощью сечек, имеющих сечения флахштихеля и болтштихеля. Углубленный фон аккуратно выравнивают плоским штихелем и приступают к проработке деталей рельефа болтштихелем, флахштихелем и другими резцами.
Затем выпуклые элементы рельефа шлифуют мелкозернистой наждачной бумагой и полируют пастой ГОИ, нанесенной на кожаный ремень. В углубленных местах металл полируют деревянными палочками, смазанными пастой.
Завершают обронные работы матированием фона. Эту операцию проводят с помощью матиков с различной формой бойков, но с одинаковой насечкой. Матик передвигают по фону, ударяя ритмично молотком по его ударной части. После обработки матиками фон приобретает матовую зернистую поверхность, с которой эффектно контрастируют блестящие элементы рельефа.
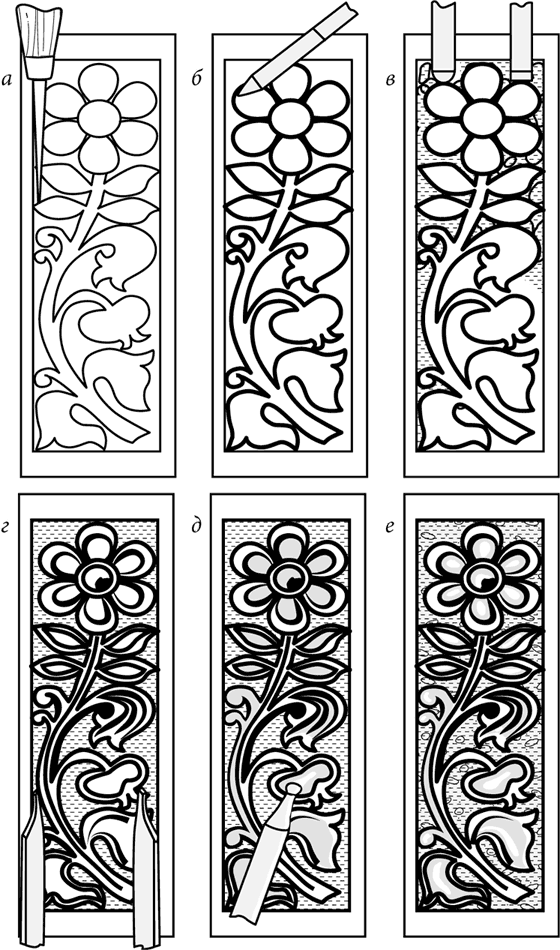
Рис. 25. Стадии выполнения обронной работы: а – закрепление рисунка гравировальной иглой; б – гравирование контура шпицштихелем; в – выборка фона болтштихелем и флахштихелем; г – проработка деталей рельефа; д – полировка рельефа; е – матирование фона
Готовясь воспроизвести на металле рисунок клише, предназначенного для переноса красителя на изделие непосредственно с матрицы, следует обратить особое внимание на исключительную зеркальность поверхности заготовки, ее идеальную плоскость перед самым гравированием. Только в этом случае можно качественно выполнить данную работу, так как глубина выборки металла должна быть в среднем равна 0,15 мм. Допускается глубина фона в больших промежутках между штрихами 1,0–1,2 мм, в небольших промежутках между штрихами – 0,07–0,20 мм. Слишком мелкие штрихи могут оказаться нечувствительными к поливу красителем, а слишком глубокие могут скопить в себе такое количество краски, что при оттиске на изделии (бумаге или ткани) рисунок будет размазан.
Готовое клише под краску, используемое при изготовлении гравюр, маркировке и т. п. посредством переноса красителя на изделие с резиновых валков или пластин, представляет собой прямой выпуклый шрифт (рисунок), выполненный на заготовке из цветного металла, в частности из бронзы БрБ2 или латуни ЛС59 (сыпучки). Гравер, пользуясь чеканами, зеками и всевозможными подборниками, занижает контуры внутри букв и линий рельефа, а также промежутки между ними.
После проделанной работы нетрудно визуально убедиться в том, что металл как несколько раздался вширь, так и приподнялся над общей поверхностью заготовки клише, где начертано изображение или текст. Причем наибольшая приподнятость металла наблюдается именно в тех местах, где расположены буквы или фрагменты с наибольшей площадью занижения внутреннего контура.
Для водворения на место расползшегося вширь металла нужно кромки заготовки клише обработать плоскими чеканами. В основном это относится к двум базовым кромкам. Выравнивание торцов выполняют по ходу работы, постепенно перенося удары чеканом по заготовке снизу вверх. Это позволяет легко избавиться от наплывов и завалов по краям рабочей части клише, приподнять металл на величину первоначальной толщины заготовки на участках, подвергшихся обработке ударным инструментом.
Деформация середины заготовки характеризуется лишь приподнятием металла. Образовавшиеся неровности на поверхности заготовки необходимо спилить бархатным напильником или надфилем и тщательно довести поверхность под гравирование до абсолютно ровной, проверяя ее на просвет с помощью лекальной линейки.
После этого гравер приступает к обработке штихелями внешних контуров букв и линий рисунка по порядку их чередования. Для облегчения гравирования закруглений и всякого рода скосов перед оконтуриванием букв следует флахштихелем или пилочкой пропилить канавки между строками на глубину не менее 1 мм. Тут же необходимо зубильцами и надфилями удалить и остальной материал с фона. Добившись необходимых результатов ручного гравирования и убедившись, что клише готово, поверхность гребешков рельефа следует отполировать для придания ему товарного вида.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Порядок работы
Порядок работы 1. Выкраивают следующие детали:– спинка с лапами – 1 деталь черного цвета;– брюшко с лапами – 1 деталь песочного цвета;– голова – 2 детали песочного цвета, 1 деталь черного цвета;– уши – 4 детали черного цвета;– хвост – 1 деталь черного цвета.2. Детали
Порядок работы 1. Выкраивают следующие детали:– туловище – 6 деталей красного цвета;– голова – 2 детали красного цвета;– мордочка – 2 детали красного цвета;– уши – 4 детали красного цвета;– рога – 2 детали коричневого цвета.2. Детали туловища складывают изнаночными
Начало и окончание работы, закрепление нитей, их перенос во время работы
Начало и окончание работы, закрепление нитей, их перенос во время работы При вышивке обычно не делают узелков, закрепляя нить разными способами. Можно просто сделать на одном месте несколько крохотных стежков. Или же в начале работы оставляют небольшой кончик нитки
КАМЕННЫЕ РАБОТЫ
КАМЕННЫЕ РАБОТЫ Из камня и кирпича выкладывают фундаменты и стены. Скрепляют отдельные камни воедино с помощью разных растворов.Каменные работы можно вести с помощью подручных инструментов, но лучше все же приобрести или сделать самому специальные инструменты (рис.
БЕТОННЫЕ РАБОТЫ
БЕТОННЫЕ РАБОТЫ Подобранный по крупности гравий или щебень отмеривают нужными частями и насыпают его грядкой на деревянный щит (боек) шириной не менее метра. Затем его хорошо перемешивают или гарцуют. Цемент и песок смешивают отдельно, посыпают этой смесью перемешанный
ПЛОТНИЧНЫЕ РАБОТЫ
ПЛОТНИЧНЫЕ РАБОТЫ Нет такого строительства, где бы ни приходилось использовать бревна и жерди, бруски, брусья, фанеру и т.
СТОЛЯРНЫЕ РАБОТЫ
СТОЛЯРНЫЕ РАБОТЫ По сравнению с плотничными работами требуют более высокой специальной подготовки. Сделать двери, рамы, наличники, переплеты, плинтусы значительно сложнее, чем, допустим, отесать бревно. В столярных работах применяют различную древесину, но -лучше все же
КОНОПАТНЫЕ РАБОТЫ
КОНОПАТНЫЕ РАБОТЫ При сборке сруба между бревнами (брусьями) кладут для утепления пеньку, паклю, войлок или мох. Конопатные работы проводят лишь после осадки дома и полной просушки древесины.Используемые при конопатке волокнистые материалы расстилают ровным слоем,
ПЕЧНЫЕ РАБОТЫ
ПЕЧНЫЕ РАБОТЫ Конструкция и размеры печи могут быть самыми различными. В данной книге рассмотрены лишь некоторые, наиболее удачные, на наш взгляд, виды печей. По этим печам даны подробные порядовки, последовательность кладки, позволяющая сложить печь своими руками.Чтобы
ШТУКАТУРНЫЕ РАБОТЫ
ШТУКАТУРНЫЕ РАБОТЫ Назначение штукатурки — утеплить здание, предохранить его от разрушения атмосферными осадками и придать повышенную огнестойкость.Любое здание (особенно рубленое) лучше всего оштукатуривать после полной осадки (обычно через год после
МАЛЯРНЫЕ РАБОТЫ
МАЛЯРНЫЕ РАБОТЫ Для окрашивания различных поверхностей жилого дома нужны как водные, так и неводные составы красок, а также различные
ОБОЙНЫЕ РАБОТЫ
ОБОЙНЫЕ РАБОТЫ Стены, а иногда и потолки вместо окрашивания оклеивают обоями, которые не только украшают (особенно цветные), но и утепляют помещение. При наклеивании обоев надо тщательно соблюдать технологию
СТЕКОЛЬНЫЕ РАБОТЫ
СТЕКОЛЬНЫЕ РАБОТЫ Остекление влияет на сохранение тепла в помещении, снижение конденсированной воды, стекаемой со стекол, сохранность переплетов и коробок, нижних венцов дома и т. д. В этом деле немалую роль играют прежде всего раскрой и резка стекла, правильное
ЛИНОЛЕУМНЫЕ РАБОТЫ
ЛИНОЛЕУМНЫЕ РАБОТЫ Линолеумом или пластикатными плитками обычно покрывают полы. Эти материалы долговечны, красивы, малотеплопроводны, легко моются и чистятся, заглушают шаги при
Этапы работы
Этапы работы Устройство горизонтальной гидроизоляции стен на этапе строительства 1. Кладку (или заливку при монолитной конструкции) цокольной части стены останавливают на проектной отметке, на которой, согласно проекту, предусмотрена горизонтальная гидроизоляция.
Работа бормашиной
Как говорилось выше, гравировальные станки хороши для тех случаев, когда изделия выпускаются партиями или являются однотипными (например, вывески, текст которых можно легко набрать из кассы трафаретов). В частной, тем более в любительской практике их использование не имеет большого смысла. Зато широкой и заслуженной популярностью пользуются универсальные устройства, известные как прямые шлифмашинки, многофункциональные электроинструменты или электрограверы. Пожалуй, самым популярным подобным инструментом является изделие компании «Dremel», чье название стало нарицательным для устройств данного вида. Однако задолго до появления подобной продукции на прилавках наших магазинов и профессиональные граверы, и народные умельцы использовали для гравирования стоматологическое оборудование – всем известные бормашины.
«Dremel» («Дремель») – торговая марка ручного электро– и пневмоинструмента и принадлежностей к ним. Происходит от фамилии американского изобретателя и промышленника Альберта Дж. Дремеля, разработавшего первые модели высокоскоростного роторного ручного инструмента и основавшего в 1932 году «Dremel Company» для производства такого инструмента. В 1993 году торговая марка была приобретена фирмой «Bosch», производство по состоянию на 2008 год осуществляется инструментальным подразделением этой фирмы «Robert Bosch Tool Corporation». Главный офис компании по производству инструмента под маркой «Dremel» располагается в Маунт-Проспект, штат Иллинойс, США.
Бормашина – весьма простой инструмент. Она состоит из мотора, муфты, гибкого вала и наконечника, в цанговом зажиме которого крепится зубной бор, служащий режущим инструментом, фреза того или иного типа, абразивный камень, металлическая щетка или отрезной диск (рис. 32). Подобное же устройство имеют и вышеописанные электрограверы, поэтому для единообразия все их будем называть бормашинами.
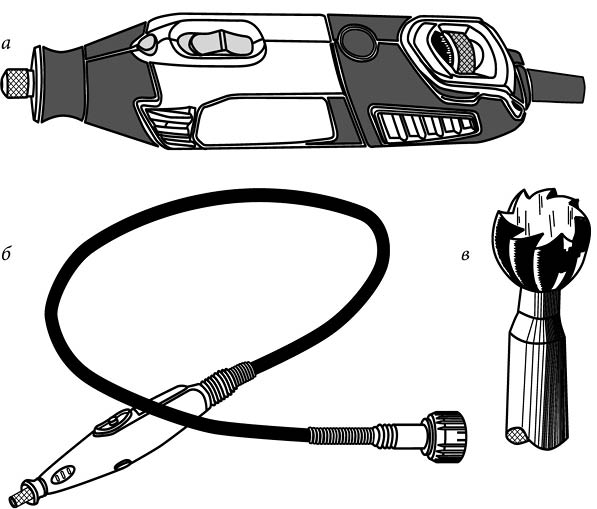
Рис. 32. Бормашины: а – многофункциональное устройство фирмы «Dremel»; б – гибкий вал с наконечником; в – зубной бор со сточенным кончиком шарика
Бормашины широко используют для написания адресов (дарственных надписей) на различных материалах, а также для написания всевозможных поздравлений на посуде, чего невозможно добиться штихелем. Бормашиной можно наносить надписи в самых труднодоступных местах, она применима как для плоскорельефного, так и для обронного гравирования, где требуется выборка большого количества металла. Но мы сосредоточим внимание только на плоскорельефном гравировании. Сюда входит выполнение надписей различного характера как прямым шрифтом, так и рукописным на незначительную глубину.
Перед тем как приступить к работе, привод электрогравера или прямой шлифмашинки лучше подвесить – это сглаживает вибрацию. К тому же лежащий на столе работающий электроинструмент может свалиться на пол, потянув за собой гибкий вал и испортив тем самым работу. В комплекте с гравером иногда есть стойка-кронштейн для крепления его в подвешенном состоянии.
Бор вставляют в наконечник с гибким шлангом и обводят им контуры изображения. После нанесения основных контуров рисунка выполняют более мелкие детали. Тени выполняют последними, их можно изобразить в виде штриховки линиями, кружками, клеточками.
Борами можно выполнять объемные, рельефные и контурные работы. Для написания текстов применяют в основном шаровидные боры. С целью достижения отчетливой проработки деталей букв граверы, как правило, у такого бора стачивают кончик шарика (рис. 32, в).
У каждого мастера свои излюбленные методы работы. Для начала вы можете попробовать следующую технологию выполнения надписи. Для первой проработки контура закрепляете в цанге самый тонкий бор и проходите им всю надпись, не задерживаясь на утолщениях и завитушках, так чтобы толщина букв выглядела одинаковой. Затем этим же бором выполняете утолщения шрифта, как правило, внутри буквы. Проверяете и подправляете завитушки и украшения шрифта.
Теперь смотрим, что получилось. Линии полученной надписи шероховатые, скорее напоминают борозды, особенно там, где прорабатывались утолщения или проводили бором несколько раз. Для исправления этого берем бор или абразивную насадку немного большего диаметра и проводим по местам утолщения, тем самым выравнивая верхний слой. Абсолютной гладкости без длительной тренировки достичь довольно сложно, но вид в любом случае получится уже совсем другой, а это главное.
Приемы написания знаков, букв и цифр вращающимся бором, особенно если его обороты незначительны, не соответствуют тем, которыми мы привыкли пользоваться при письме авторучкой или карандашом. При нанесении на изделие того или иного знака либо изображения следует начинать гравирование вертикальных линий сверху вниз, а горизонтальных – справа налево, т. е. против направления вращения инструмента. Чем выше скорость привода, тем более гладкой будет выгравированная канавка. Правда, при высоких скоростях удержать инструмент так, чтобы глубина гравировки получалась постоянной, нелегко. Ко всему нужна привычка, так что регулярные тренировки на обрезках различных материалов – залог успеха вашей работы. Возьмите небольшую пластинку и проведите по ней гравером тонкие линии, завитушки, эллипсы и круги. Когда рука натренируется, можно приступать к выполнению рисунка, при этом рука будет двигаться так же легко, как и с карандашом.
Общее правило – чем тверже материал, тем выше должна быть скорость инструмента. Например, для работы по оргстеклу (плексигласу) не следует выставлять скорость выше 8000 об/мин, так как на высоких скоростях плексиглас будет сильно плавиться и может даже налипать на бор. В случае если производится матирование того же плексигласа абразивной насадкой (точильным камнем), можно выставить скорость вращения на уровне 15 000 об/мин. При работе с медью или алюминием скорость должна быть выше, а при гравировке по стали вам, скорее всего, потребуется установить максимальную скорость вращения бора.
При покрытии фона на большой площади независимо от того, бором вы это делаете или абразивной насадкой, необходимо наносить полоски в одном направлении, иначе рисунок будет смотреться некрасиво. Также одно из основных условий получения достойного результата – отсутствие небрежности и спешки. Важно не прикладывать слишком больших усилий и не пытаться вогнать в материал насадку. Помните, что машина должна выполнить всю работу, а не вы!
И еще одна важная особенность при работе с металлом. При проведении линии, будь то надпись или рисунок, важно направление движения руки, угол наклона насадки. При этом на поверхности выгравированной в металле канавки создаются ворсинки, которые играют, блестят, переливаются на свету. Под разными углами освещения эффект будет разным. Поэтому положение руки при выполнении надписи всегда должно быть одинаковым. В большинстве случаев это же относится и к рисунку. Однако с этим эффектом можно поэкспериментировать, создавая гравированные изображения, которые по-разному выглядят в зависимости от направления источника света.
Желательно, чтобы во время гравирования рука плавно скользила по поверхности стола или обрабатываемого материала. Для этого можно надеть перчатку или проложить ткань между рукой и столом (заготовкой).
Технология выполнения надписей на подарках достаточно проста. Она состоит из следующих операций:
• выборки материала бором;
• втирания краски-основы в гравировку;
• засыпки и растирания бронзовой пудры по поверхности надписи.
Для втирания в гравировку обязательно следует брать густотертую масляную краску – цинковые или свинцово-цинковые белила. Любая другая краска для этих целей непригодна. Втирать краску нужно пальцем или тампоном круговыми движениями, давая тем самым возможность краске заполнить все углубления.
Убедившись, что краска втерта достаточно прочно и надпись ясно читается, излишек краски стирают с поверхности изделия ветошью без ворса. Те же манипуляции проделывают и после растирания бронзовой пудры.
Как уже упоминалось, бормашина незаменима при гравировке по стеклу, которое штихелем можно только расколоть. Для такой работы существуют определенные правила.
Для нанесения надписи на стекло к нему с обратной стороны прикрепляют бумагу с надписью для гравировки, а с лицевой стороны смазывают растительным маслом, которое во время резания стекла алмазным бором предотвращает распыление стеклянной пыли и позволяет считывать текст.
Рисунок или надпись можно и перевести непосредственно на стекло. Делают это так. Чистую поверхность стекла протирают тампоном, смоченным раствором канифоли в спирте или ацетоне. После того как покрытие подсохнет, через копировальную бумагу переводят рисунок. Пропущенные места подрисовывают простым мягким карандашом.
Гравируют рисунок, держа стеклянный предмет в левой руке, упирая его в край стола или положив на него. Прорабатывают рисунок, начиная снизу, так чтобы пыль летела вниз и не забивала рисунок. При гравировке следят, чтобы линии были достаточно заглублены, а толщина их соответствовала задуманному рисунку.
Иногда для подчеркивания каких-либо деталей бывает необходимо заматировать их. Для этого накладывают на нужное место кусок наждачной бумаги средней зернистости и пальцем слегка натирают это место, вращая бумагу. Маленькие участки матируют палочкой, на торец которой приклеивают наждачный порошок.
Рисунок на отгравированной стеклянной поверхности можно тонировать. Для этого в гравировку затирают масляную художественную краску темных тонов.
Фарфоровые изделия гравируют так же, как и стеклянные. В гравировку в этом случае обязательно затирают краску. Популярна и так называемая штриховая роспись фарфоровых изделий алюминием и другими металлами. Этот процесс имеет название «натирание металлами».
Натирание алюминием проводят, применяя все ту же бормашину. Рабочим инструментом является диск из листового алюминия, зажатый в специальной оси от шлифовальных кругов для бормашин. Толщина диска – 0,3–0,5 мм, диаметр – 10–20 мм. Желательно применять диск с крупным диаметром (около 20 мм), так как он дает более четкую и однородную линию штриха.
Вращающийся алюминиевый диск, касаясь поверхности фарфора, разрушает глазурь. Разрушение глазури происходит за счет окиси алюминия, имеющейся на поверхности диска. В неровности затираются мелкие частицы алюминия.
Как уже было сказано, натирание производят и другими металлами и сплавами, например медью и латунью. Но медь и латунь быстро окисляются на поверхности фарфора, и со временем вместо блестящего получается темный штрих, как бы затертый черной краской. Алюминиевый штрих остается блестящим неограниченно долго.
При натирании чистую поверхность фарфора покрывают суспензией титановых белил. Для ее приготовления берут жидкий столярный клей и в нем замешивают сухие титановые белила. Этой суспензией покрывают поверхность фарфора. С помощью копировальной бумаги переводят рисунок, подрисовывая неясные места мягким карандашом.
Рисунок прорабатывают алюминиевым диском. Правила нанесения штрихов остаются такими же, как и для гравирования стекла абразивами. Если плоскость диска совпадает с линией штриха, получают тонкую линию, если не совпадает – толстую.
При необходимости получают и крупный участок поверхности, покрытый алюминием. Для этого вращающимся диском быстрыми движениями водят по этой поверхности.
После нанесения всего рисунка титановые белила удаляют тампоном, смоченным горячей водой.
Подобную технику используют и в том случае, если нужна надпись временного характера на стекле. Используя дюралюминиевые диски, гравер механически наносит на стекло слой металла. Выполненную таким образом надпись можно смыть серной кислотой.
Рисунки на стекле и фарфоре должны быть четкими, с минимальным количеством штрихов и, конечно, красивыми.
При натирании фарфора алюминием желательно выбирать изделие, окрашенное в темные тона, тогда рисунок будет выразительнее.
Работа с приемниками GPS
Работа с приемниками GPS Для знакомства с работой с аппаратурой спутниковой навигации используем какую-либо популярную модель навигатора, например, Garmin GPS-72 – 12-канальный портативный приемник GPS со встроенной антенной (рис. 49). Большой монохромный дисплей прибора с 4-х
Работа с инструментом
Работа с инструментом Работу над чистым и сухим стеклом следует производить на ровной поверхности. При этом инструмент с алмазом зажимают в руке, как пишущую ручку, берясь за основание и практически не надавливая, по линейке или шаблону проводят линию, получая тонкий
Работа штампами
Работа штампами Последняя техника применяется и при работе штампами. На рис. 14, а показаны некоторые наиболее употребительные формы штампов. Разумеется, вы можете проявить фантазию и изготовить себе печати любой конфигурации. Но и с помощью стандартного набора можно
Охота как работа
Охота как работа Издревле охота всегда разделялась на два вида — профессиональная (промысловая) и любительская (спортивная). Первая и доныне существует как способ пропитания, заработок и, как ранее упоминалось, экономически не выгодна для самого охотника, ибо физические
Работа со справочником
Работа со справочником Существует два способа использования справочника: сравнение кодировок и сравнение рисунков. Вы можете сравнить цифры и буквы на ключе с теми, которые приведены в справочнике, чтобы определить, какая из нескольких заготовок подходит для
Работа на станке
Работа на станке При нарезке ключей Exacta нужно выполнить следующие действия.1. Установить рычаг (P-15) в крайнее левое отверстие пластины для разметки позиций (P-11).2. Поставить переключатель глубины (P-10) в крайнее положение по часовой стрелке.3. Вставить заготовку ключа в
Как сделать гравировку по металлу своими руками?
Во-первых, чаще всего, такая работа выполняется индивидуально, вы становитесь обладателем эксклюзивного предмета.
Во-вторых, художественная гравировка выглядит очень красиво.
В-третьих, выполнить ее можно своими руками, в домашних условиях. Гравирование представляет собой нанесение (перенос) рисунка на металлический предмет.
Как сделать гравировку на металле в домашних условиях, какой нужен инструмент или станок или машинка? Какая цена приспособлений для гравировки? Об этом вы узнаете в нашей статье.

Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.

Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Подготовленная форма выворачивается, засыпается просушенный песок, оставшееся отверстие зашивается.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?

Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
При работе очень часто появляются заусенцы, избежать которые не получится, но убрать их можно при помощи шабера.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.
Штихель для гравировки
Ручная гравировка дома требует:
— Штихель
— Заготовка из металла
— Что либо твердое удерживающее заготовку из металла, возможно тиски
Новичкам порекомендуем в виде заготовки брать металл более мягкий, например медь или алюминий.

Штихель – это стержень, обычно размером 120 -130 миллиметров. Кончик штихеля срезан под определённым углом и заточен. Второй кончик вставлен в рукоять, обычно деревянный.
Штихель для гравировки бывают различной формы и различаются шириной рабочей поверхности. Если данного инструмента нет, его легко можно сделать самому, если есть нужные материалы.
Что бы изготовить штихель нужна инструментальная сталь. Тут прекрасно годится металл, используемый в шарикоподшипниках и рессорах. Что бы изготовить режущую поверхность, нужно применить фрезу, надфиль, напильник, нарезав тонкими полосками.
Лучшим материалом что бы изготовить штихель для гравировки – сталь марки Р18. Так же можно сделать штихель из кругов циркулярных пил. Затем заготовку затачиваем под углом, что разрешит нам сделать выемку нужной ширины.
Если говорить о ручке штихеля из дерева, то делается она обязательно из древесины твердых пород, шириной удобной для мастера держать в руке. Форма гриба – на наш взгляд самый лучший вариант.
Цветная гравировка
Для того чтобы рисунок смотрелся более четко и красиво используют карандаш-стеклограф или тушь.
Для того чтобы эффект от использования данных инструментов оставался как можно дольше, поверхность покрывают бесцветным лаком.
Сделать рисунок более четким можно с помощью иглы и масляных красок. Такой набор позволяет процарапать вспомогательные линии узора, которые впоследствии покрываются краской.
Художественная цветная гравировка позволяет сделать изделие цветным. Для этого те элементы, которые прокрашивать не нужно, покрываются прозрачным лаком.
Как сделать чернение металлического предмета? Специальное оборудование для этого не используется, но необходимы следующие вещества: сера и поташа (карбонат калия) в пропорции 1:2.
Данный состав необходимо поставить на огонь, для этого его пересыпают в жестяную банку. Смесь необходимо постоянно мешать, а огонь не должен быть большим.
Смесь снимают с огня, когда она становится черного цвета. Перед этим ее нужно будет перетереть в ступе, после огня ее также кладут в ступу и снова перетирают (охлажденную).
Чернение происходит следующим образом:
- В полученную смесь добавляется вода (1:9);
- В раствор кладется предмет из латуни;
- Подогревается до тех пор, пока не изделие не приобретет нужный оттенок.
Сделать фон темным можно перед нанесением рисунка. Лак в таком случае не понадобится.
Коричневый цвет предмета можно сделать своими руками, выдержав его в растворе хлористого цинка и медного купороса с добавлением воды (100г, 100г, 200г соответственно).
Ручная покраска в серо-стальной цвет получается из 1 литра воды, двух грамм обычной соли и двух грамм смеси серы и поташи.
Оранжево-красный цвет получается из раствора сернистого калия: 1 грамм вещества на 250 грамм воды.
По окончании работ лак стирается.
Чернение предмета и известная нам чернь – разные вещи. Техника, которая применяется для создания черни, механическая, своими руками выполнить ее не получится.
Гравировка в домашних условиях. Способы
Выше была представлена общая технология нанесения рисунка на металлическую поверхность.
Гравировка на металле в домашних условиях может выполняться любым острым предметом. Рассмотрим несколько способов.
Нанесение выполняется, используя специальный прибор
Для создания качественного рисунка лучше использовать инструмент, который называется гравер. Можно приобрести целый набор для создания линий различных по толщине (см. фото).

Рисунок на поверхности предмета нужно делать, соблюдая следующую технологию:
- Узор можно сделать на предмете самому, воспользовавшись карандашом или маркером, а можно воспользоваться копировальным листком;
- Следующим шагом будет нанесение рисунка гравером на поверхность предмета. Фрезы нужно двигать в одном направлении при хорошем освещении;
- Получившийся результат закрепляется тонким слоем воска или бесцветным лаком.
Нанесение рисунка, используя подручный набор материалов
Что включает в себя набор:
- лак для ногтей;
- зубочистка (спичка);
- соль;
- зарядное устройство для телефона;
- стакан и жидкость для снятия лака.
Цена такого набора – минимальная, фрезы не понадобятся.
Предмет покрывается толстым слоем лака. С помощью зубочистки (спички) царапается узор. В стакан необходимо положить 2 ст. л. соли, залить водой и размешать.
Зарядка от телефона прикладывается к предмету плюсом, а минусом – ко второму любому металлическому предмету.
Второй предмет помещается в стакан с водой, и включается устройство в розетку.
Делать так нужно в течение пяти минут (можно чуть меньше – в зависимости от желаемой глубины травления). По окончанию работ необходимо стереть лак.
Данный метод хорош тем, что не используются фрезы, паста или другие инструменты, только то, что под рукой и цена будет невысока. Таким образом, в домашних условиях можно делать именные ложки, вилки, декоративный набор и прочее и все это своими руками.

Гравирование можно сделать бормашиной
Этот инструмент работает по тому же принципу, как и аппарат в кабинете стоматолога.
Цена прибора составляет около 5000 рублей, поэтому машинка приобретается, когда изделия планируется делать не единожды.
Помимо самого аппарата необходимо приобрести набор насадок, средняя цена одной насадки составляет около 50 рублей.

Нужно отметить, что для работы бормашиной по металлу своими руками нужен фрезерный набор, а цена его тоже впечатляет.
Инструмент и станок сначала тестируются для достижения хорошего результата.
Гравировка по металлу с использованием различного оборудования
Если заглянуть в историю, то можно увидеть, что ручная гравировка по металлу известна человечеству около пяти тысяч лет.
Выше были рассмотрены общая технология и методы, с помощью которых выполнить гравирование можно своими руками.
Посмотрим, какое оборудование может для этого использоваться.
[Лазерная гравировка] на металле отличается своей долговечностью. В этом случае используется паста, которая наносится на предмет перед обработкой. При этом паста наносится на непокрытый материал.
Технология следующая: оборудование направляет лазер на предмет, который под воздействием температуры немного переплавляется, меняется в цвете и испаряется.
С помощью лазера можно делать рисунки различной сложности и не только на металле. Цена ювелирных изделий, выгравированных лазером, высокая.

Алмазная гравировка позволяет изделию «играть» на свету за счет образования четырехгранных ямок.
Алмазная гравировка выполняется с помощью специальной фрезы, с помощью которой удаляется верхний слой металла, образуя те самые ямки.
Алмазная гравировка считается долговечной, широко применяется в ювелирном деле и сувенирной продукции. Цена на такие изделия не фиксирована, чаще всего, о ней договариваются индивидуально.
Нанести рисунок на металл можно, используя для этого фрезерный гравировальный станок, который можно не только купить, но и сделать самому.
Фрезерная обработка в виде такого станка необходима в случае мелкосерийного производства (свое дело). В противном случае, это будет лишними тратами. Станок позволяет сделать точный рисунок за счет жесткости всей конструкции.
Такой станок подходит для различных изделий: сувенирная продукция, ключи, брелоки и пр.
Помимо металла гравировальный станок позволяет обрабатывать дерево, стекло, МДФ и пр. материалы.
Если говорить о небольшом производстве, то такой станок будет просто незаменим, он прост в применении, фрезы двигаются быстро и точно. Исключается брак человеческого фактора.
Гравирование, используя данный станок, получается аккуратным и долговечным.
Художественная обработка металла

Различные украшательства, внедрение декоративных элементов, нанесение надписей – всегда позволяли выделить свой меч или нож среди остальных, дать ему визуальные отличительные черты, дать своеобразное «имя» и «внешность». Существует несколько наиболее распространенных способов обработки металлических элементов холодного оружия.
Травление.

Наиболее часто клинки холодного оружия подвергаются травлению. Травление – это способ обработки металла путем нанесения на него особого тестообразного состава из смолы, воска или асфальта, по которому вычерчивается рисунок при помощи иглы. После этого клинок подвергается воздействию растворов кислот, которые разъедают металл и оставляют по сделанному рисунку углубление. Встречаются экземпляры холодного оружия, клинки которых украшены орнаментом, сделанным при помощи травления, датируемые еще XVII веком. Наиболее частым мотивом рисунков травления клинков являются различные девизы и надписи, элементы геральдики, растения.
Воронение

Процесс воронения клинков представляет собой термическую и химическую обработку металла, когда конопляным или льняным маслом смазывался клинок и погружался в кучу горячей золы. Так вороненую сталь делали в старые времена, а впоследствии золу заменили специальные печи – муфели, а сам металл покрывался не только маслом, но и кислотой, что позволяло приобрести клинку не только черный, но и темно-синий, фиолетовый или коричневый и даже красный оттенок. Особенно изысканно на вороненых клинках смотрится наводка и золотая насечка.
Гравировка

Гравировка – наиболее распространенный вид художественной обработки и украшения холодного оружия и металла в целом. На поверхность клинка или на эфес наносится рисунок или надпись, после чего при помощи специальных инструментов выбирается металл. В настоящее время это часто делается механически при помощи станков или граверной машинкой, но штучная ручная гравировка по прежнему является наиболее ценной, тонкой и чистой. Гравировка почти всегда сочетается с другими видами декоративной отделки металла.
Обронная работа

При обронной работе (этот вид художественной отделки также можно назвать подвидом гравировки) мастер специальным инструментом – штихелем – выбирает весь фон рисунка, оставляя выпуклым основной рельеф. Фон очень часто покрывается позолотой или матируется, а рельеф рисунка полируется до блестящего состояния.
Чернение

Чернение металла – это обработка клинков путем гравировки вместе с воронением. Если при обычной гравировке (обронной работе) рельефным остается рисунок, а штихелем выбирается фон – то при чернении выбирается металл по силуэту рисунка или надписи. После того, как рисунок выбран, все канавки заливаются сургучом или лаками, клинок сильно прогревается несколько раз и в итоге холодное оружие приобретает прочное матово-черное покрытие. Очень распространено чернение металла на Востоке и Кавказе.
Насечка (она же таушировка)

Насечка – это способ украшения холодного оружия, когда по линиям рисунка выбирается слой металла на глубину порядка 1 мм. Эти линии расширяются чеканом к основанию, после чего по краям возникают заусенцы. После этого по траншейкам вколачивается проволока из драгоценного металла – золотая или серебряная. Металл этот ковкий и надежно закрепляется в расширяющихся книзу вырезах, а заусенцы дополнительно закрепляют рисунок.
Позолота (наводка золотом)

Позолота металла чаще всего выполнялась путем накладывания специально приготовленной ртутной амальгамы – смеси ртути и золота (иногда вначале наносился рисунок краской). Прогревание клинка в кузнечном горне испаряло ртуть, и золото покрывало клинок тонким, но в то же время тонким слоем. Эта процедура проводилась несколько раз, после чего позолоченный клинок полировался. В настоящее время этот древний и очень вредный для здоровья процесс заменен гальванической обработкой.
Чеканка

Чеканка клинков производилась при помощи нескольких инструментов специальной формы – чеканов, когда оружейник формировал рельефный орнамент на металле, ударяя молотком по чеканам. Чеканка русского оружия известная с XV века, и такой способ художественной обработки клинков требовал достаточно большого мастерства. Поскольку подобная обработка металла гораздо проще для пластин, то чеканка была наиболее распространена в отделке металлических накладок ножен, на рукояти, эфесах и других элементах экипировки. Для массового производства часто изготавливалась зеркальная матрица, которая затем вдавливалась в разогретую металлическую пластину.
Филигрань (скань)
Филигрань изготавливается из скрученной проволоки, когда все подготовленные детали рисунка припаиваются или укладываются в орнамент, представляя собой металлические кружева на оружии. Рядом с филигранью часто размещаются небольшие металлические шарики, называемые «зернь».
Алмазная грань

С 1750-х годов тульскими оружейниками широко используется огранка стальных бусинок на клинках, имитирующих алмазы. Это очень кропотливый способ декоративной обработки металла, поскольку стальные шарики полированной стали имеют многочисленные грани и каждый из них сажается на тонкий стерженёк, что вместе создает картину сверкающих бриллиантов на оружии. Одним из наиболее известных в данной технике алмазной грани оружием является сабля императора Александра I, поднесенная в день его коронации.
Живописная эмаль

При декоративной отделке холодного оружия техникой живописной эмали на поверхность клинка наносится специальным способом белая эмаль, а затем специально подготовленными для этого красками рисуются цветы или другие рисунки. Обычно подобная техника обработки металлических клинков применялась во второй половине XVIII века для подарочного оружия.
Читайте также: