Окалина на поверхности металла
Обновлено: 05.10.2024

Что это такое? Окалина металла – это, по сути, оксид железа, который образуется во время проката или любой другой термической обработки. Несмотря на то, что никакими ценными свойствами данный продукт окисления не обладает, его используют как сырье для получения железа путем проведения восстановительных процедур.
Как удалить? Таким образом, сразу после обработки детали окалину необходимо убрать. Для этого есть несколько подходов в зависимости от структуры образования. Некоторые типы удаляются легко обдувом, для других нужны специальные устройства.
Механизм образования окалины
В ходе взаимодействия с кислородом воздуха и окисления при горячем прокате на его поверхности образуется окалина. Помимо окислов железа, она может содержать оксиды иных элементов. Как показывает анализ, окалина металла содержит 55–80 % оксида железа (II) и 20–50 % оксида железа (III), и в ней содержится примерно 66–69 % чистого железа.
В сплавах с добавлением хрома в окалине обнаруживается до 1 % оксида хрома (III). В стали, легированной никелем, в ней может содержаться несколько сотых долей процента оксида никеля. Эти окислы содержатся в окалине в количествах, зависящих от режима обработки и химического состава стали.
Окисление стали состоит из двух параллельных процессов: диффузии атомов кислорода от поверхностных слоев вглубь и встречного проникновения металла наружу сквозь оксидный слой.
При нагреве сплава происходит диффузия растворяющегося в окалине железа в ее наружные слои. Как правило, оно диффундирует со скоростью, превышающей скорость проникновения кислорода. Соответственно, отсутствует сплошная зона контакта продукта окисления со сталью. Слой окалины на металле, состоящий из оксида железа (II) имеет пористое строение.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Окалина, образующаяся на горячекатаной стали, проявляет свое неблагоприятное воздействие различными путями. Если продукт окисления недостаточно тщательно удалять с заготовок, это приводит к их развальцовке. В результате после прохождения прокатного стана прокат может иметь дефекты поверхности, снижающие его качество.
Негативное влияние окалины сказывается как на внешнем виде, так и на механических свойствах стали. На избавление от окислов уходит много времени и трудозатрат, что отрицательно отражается на себестоимости готового проката. При развальцовке окалина проникает во внутреннюю структуру металла заготовок, снижая пластичность, долговечность и т. д.
Твердость и прочность вторичной окалины превышает соответствующие показатели материала вальцов стана. Контакт с ней вызывает ускоренный износ деталей. Образующиеся после развальцовки на поверхностях проката окислы снижают качество последующей обработки, включая такие операции, как цинкование, нанесение лакокрасочных покрытий и т. д.
Окалина образуется на прокате в течение всего процесса прокатки металла, это могут быть заготовки, полуфабрикаты или готовый продукт прокатки. В зависимости от того, на каком этапе процесса произошло ее образование, окалина может быть первичной или вторичной.
Формирование первичной или печной окалины происходит во время разогрева металлических заготовок в печах. На свойства и объемы образующегося при нагреве стали слоя окислов влияют временной и температурный режимы обработки и атмосфера, в которой происходит нагревание. Образование вторичной окалины обусловлено паузами в процессе обработки изделий.
На качественные и количественные показатели оказывают влияние химический состав, свойства металла, температура и продолжительность задержек между операциями в ходе технологического процесса. Важно заметить, что наиболее негативно на качестве проката сказываются печные окислы, образующиеся при нагреве стали в окислительной среде.
Разогревая сплав в печи, следует добиваться такого режима, при котором минимизируются формирование окалины и ее прилипание к металлу, что позволит в ходе последующей обработки легко удалить ее с поверхности.
Образующиеся на поверхности углеродистых сталей чешуйки окалины слабо держатся и хорошо удаляются при нагревании в среде окислителя (кислород в концентрации 5–10 %). Ударные воздействия, которыми сопровождается выдача заготовок из печи с последующей укладкой на рольганги, обычно избавляют такой металл от слоя окислов.
Иначе обстоит дело с малоуглеродистыми легированными сталями. На их поверхности окалина держится особенно прочно.
Для очистки заготовок из нержавеющей стали необходимо разогревать их в печах со слабо окисленной атмосферой. Нагрев в среде восстановителей или в нейтральной атмосфере не обеспечивает нужных условий для удаления окалины.
Структура окалины металла
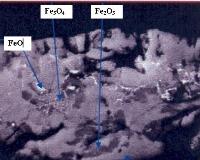
Объединенные одним термином – железная окалина, смеси окислов железа, формирующиеся в ходе взаимодействия раскаленного металла с кислородом воздуха, – включают магнетит Fe3O4, гематит Fe2O3 и вюстит FeО. Окисел составляют два слоя, которые легко отделить друг от друга. Когда их толщина в сумме не превышает 40 нм, такую окалину на металле невозможно разглядеть без специальной оптики.

Если суммарная толщина двух пластов находится в диапазоне от 40 до 500 нм, присутствие окисла выдает радужный отлив. При толщине выше 500 нм окалина проявляет себя постоянным окрасом поверхности.
Гематит, формирующий внешний слой, имеет высокую твердость (около 1 030 единиц по Виккерсу) и крайне низкую растворимость в кислоте. Нехватка кислорода приводит к образованию под верхним слоем более мягкого и также почти нерастворимого в кислоте магнетита. Непосредственно с основным металлом соприкасается слой рыхлого и мягкого вюстита, легко удаляющегося механически или при травлении кислотой.
В зависимости от интенсивности нагрева при обработке заготовок толщина слоев может меняться. При температуре выше +570 °С окалина приобретает четкую трехслойную структуру. При дальнейшем нагревании растет толщина вюститного слоя. Когда обработка происходит при температуре ниже этого порога, большую часть объема окисла занимают слои магнетита и гематита.
Окалина металла сочетает в себе хрупкость с твердостью, что оказывает негативное влияние на свойства готового проката при наличии ее включений в структуре. Несмотря на то, что формирующие окалину окислы железа химически нейтральны и не подвержены дальнейшему окислению при контакте с кислородом, их невозможно использовать как защитное покрытие из-за указанных недостатков.
При скалывании оксидного слоя на обнажившихся участках металл начинает усиленно коррозировать, что связано с разностью потенциалов между основным металлом и слоем окислов. Готовый прокат необходимо максимально тщательно очищать от окислов железа.
Способы удаления окалины металла
Для очистки поверхности от окалины применяют три основных способа. Механическое очищение осуществляется пропусканием заготовок через ролики, обработкой дробью и другими абразивами. В первом случае металл подвергают скручиванию, изгибанию, растяжению или иным деформациям, которые позволяют избавиться от большей части чешуек окалины. Это черновая очистка, предполагающая в дальнейшем дополнительную обработку.

Эффективны методы, основанные на ударном воздействии дроби, песка и других абразивных частиц на окалину. Другая разновидность механической очистки подразумевает применение микрорезцового инструмента, шлифовальных кругов и т. п.
Для очистки проката от окалины с помощью химических методов металл протравливают в кислотных, щелочных или солевых растворах. Большую роль здесь играет состав окисла и его растворимость в кислоте. Относительно высока растворимость вюстита (FeО), тогда как магнетит (Fe3O4) растворяется крайне плохо, а гематит (Fe2O3O) и вовсе нерастворим. Существуют химический и электрохимический методы травления.
При обработке в серной кислоте происходит выделение водорода, который проникает в сплав, вызывая водородную хрупкость, ухудшая физические характеристики и создавая проблемы при дальнейшей обработке заготовок. Чтобы снизить такое негативное воздействие, стальные изделия требуют длительной выдержки после очистки либо сушки с нагреванием.
Для предотвращения разъедания основного металла после удаления чешуек железной окалины в кислой среде необходимо применять специальные добавки, ингибирующие окисление. Важно помнить, что при нагревании рабочего раствора процесс разрушения железных сплавов ускоряется.
При обработке изделий раствором соляной кислоты действуют аналогичные закономерности. Выгодно такую технологию отличает то, что нет необходимости повышать температуру рабочей среды. Кроме того, нагрев свыше +40 °С ведет к выделению хлороводородных соединений. При травлении также происходит образование хлористых солей железа. Очистка металла от окалины раствором соляной кислоты более эффективна и меньше насыщает сплав водородом.
Использование электрохимических методов позволяет значительно ускорить процесс и избежать возникновения водородной хрупкости стали, существенно снизив при этом количество затраченного на травление раствора. Различают анодную, катодную и смешанную технологии.
Выбирать методику обработки следует, исходя из химического состава сплава, назначения изделий, параметров последующей обработки и ряда других показателей.
Применение окалины металла
Многолетний опыт мастеров кузнечного дела показал, что металл с тонким слоем окалины лучше сопротивляется коррозии. В наши дни одним из наиболее популярных видов обработки оружейных стали остается воронение – особый вид пассивации с созданием тонкой оксидной пленки. Меняя параметры обработки и толщину покрытия, можно добиваться различных оттенков внешнего слоя.

Весовая доля прокатной окалины составляет до трех процентов от общей массы готового проката. Такие оксиды используют как сырье в металлургии, так как в них содержится до 75 % железа. Чаще всего эти отходы прокатного производства подвергают очистке и восстановлению, получая из них сталь с низким процентным содержанием углерода.
Нередко разновидности окалины применяются в качестве красящих пигментов и успешно используются строителями. Кроме того, из железного порошка, получаемого из оксидов железа, готовят самонагревающиеся смеси для металлургии и производства продуктов питания.
Рекомендуем статьи
Существуют стандарты химического состава этих отходов горячего проката. Стоимость окалины колеблется в зависимости от ее состава и в среднем составляет около 50 долларов за тонну.
Суммируя сказанное, можно сказать, что поверхность горячекатаных изделий из железных сплавов в ходе производства покрывается чешуйками окалины. Толщина и химический состав такого слоя зависят от особенностей технологии. Образованное окислами покрытие негативно сказывается на коррозионной стойкости металла и вызывает проблемы при дальнейшей обработке заготовок, что делает необходимой полную очистку поверхности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология производства металлопроката | Опыт. Исследования. Результаты.

Механизм образования железной окалины на поверхности стали
Железная окалина представляет собой продукт окисления металла. Образование железной окалины связанно с процессами термической обработки или обработки металла давлением при высоких температурах..
На поверхности стального проката всегда присутствует окисный слой. Состав и структура окисных соединений будет зависеть от марки стали, состава окружающей среды, температуры, режима термообработки, наличия и количества окислителей, например кислорода и ряда других факторов.
В сухой воздушной среде при низких температурах возникают очень тонкие окисные пленки, которые невозможно увидеть даже при увеличении поверхности металла под микроскопом. При увеличении температуры толщина окисного слоя увеличивается, и получаются хорошо различимые окисные слои.
При производстве проката поверхность металла часто подвергается высокотемпературному воздействию в присутствии кислорода воздуха, что приводит к образованию толстого многослойного окисного слоя, называемого окалиной.
При окислении образуются разные оксиды железа, такие как FeO (вюстит), Fe 3 O 4 (магнетит), Fe 2 O 3 (гематит). Гематит и магнетит являются весьма плотными структурами и прочно соединены друг с другом через промежуточную структуру - Fe 2 O 3 . Слой вюстита является относительно пористым, его соединения как с металлом, так и с магнетитом непрочны. Диффузионная проницаемость магнетита и гематита по сравнению с вюститом незначительна. Все это предопределяется их лучшее защитное действие против окисления. Структура оксидной пленки зависит от температуры и от состава оксидирующей атмосферы. В кислородсодержащей атмосфере при температуре выше 570 о С оксидная пленка состоит из трех слоев. Наружный слой – Fe 2 O 3 прочно связан со средним, имеющим состав и кристаллическую структуру магнетита. Внутренний слой – вюстит, характеризуется повышенной рыхлостью и пористостью. Контакт внутреннего и среднего слоев непрочный. Поэтому, оксидная пленка легко отслаивается и имеет малое электросопротивление. При температуре ниже 570 о С закисная фаза становится неустойчивой и распадается по реакции:
Поэтому, в данном случае оксидная пленка, практически состоит из магнетита и гематита.
Восстановление полученной оксидной пленки происходит по реакциям:
Восстановленный слой состоит из практически чистого железа.
Зависимость скорости превращения окислов от температуры представлена на рисунке 1.
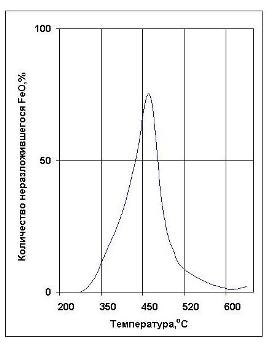
Рисунок 1- Зависимость скорости превращения окислов от температуры
Строение окалины на поверхности проката в основном соответствует правилу последовательности превращений. Сначала к металлу примыкает вюстит, затем магнетит, и затем внешний слой — гематит. Вюстит легко растворим в минеральных кислотах, в отличие от магнетита и гематита. Магнетит в меньшей степени растворяется в кислотах. Гематит же считается нерастворимым соединением.
Трехслойное образование железной окалины получается только при температуре свыше 570 о С и при высоком содержании кислорода, а также при быстром охлаждении. В других условиях образуется двухслойная или однослойная железная окалина. Если окисление железа проходит при температуре меньше 570 о С, то слой вюстита образуется в виде очень тонкой пленки под слоем окалины, которая состоит из магнетита и гематита. Чем ниже температура, тем тоньше слой вюстита. Если процесс окисления происходит при температуре 700 о С, то толщина слоя вюстита будет 100 мкм, слоя магнетита 10 мкм, а гематита — 1 мкм. Если окалина образуется при низком содержании кислорода и высоком содержании водяного пара или окислов углерода, особенно при температуре свыше 1000 о С, то в составе окалины не обнаруживают гематита, так как он восстанавливается.
Окалина железа , образующаяся на поверхности проката представляет собой смесь различных фаз, причем состав окалины и ее структура будут определяться режимом тепловой обработки металла. Обычно образуется трехслойная окалина железа, при этом доля каждого окисного соединения в окалине будет зависеть от температуры окисления. При температуре 700-900 о С окалина железа состоит из 10% магнетита и 90% вюстита, а при увеличении температуры свыше 900 о С и при появлении избытка кислорода вместо вюстита начинает возникать слой гематита.
Структура железной окалины, получающейся в промышленных условиях всегда более сложная. Это связанно с влиянием различных легирующих элементов, находящихся в стали, неравномерностью состава стали и особенностями производства металла.
Например, условия, определяющие образование прокатной окалины на горячекатаном прокате, зависят также и от режима работы стана горячей прокатки. Перед чистовой группой клетей окалина удаляется водой. Но, при прохождении металла через чистовую группу клетей, и в процессе охлаждения металла, прокатная окалина образуется вновь. И, в зависимости от условий прохождения металла, существует несколько различных типов окалины на горячекатаном металле.
Немного об окалине

В силу ряда особенностей горячей прокатки и последующего охлаждения горячекатаных полос их поверхность покрыта окалиной неодинаковой толщины и различного фазового состава. В результате взаимодействия железа с кислородом среды, в которой оно находится при сравнительно высоких температурах, образуются три устойчивых окисла: вюстит (FeO), магнетит (Fe3O4) и гематит (Fe2O3). Слои, составляющие окалину, располагаются таким образом, что непосредственно к металлу примыкает слой окисла с наименьшим содержанием кислорода FeO, далее следует средний слой промежуточного состава Fe3O4, наружный слой окалины состоит из высшего окисла Fe2O3. Соотношение толщин слоев и одновременное существование всех трех окислов зависят от условий окисления поверхности железа.
Важная характеристика окалины – ее сплошность (пористость). Трещины и поры возникают в слое окалины в период охлаждения металла в результате преобразований структуры. При образовании окалины, состоящей из вюстита, приращение объема составляет 1,76 , а из магнетита и гематита соответственно 2,1 и 2,4. Чем выше температура окисления, тем больше образуется различных окислов, обладающих разной пластичностью. Превращение их приводит к возникновению внутренних напряжений, вызывающих образование трещин и пор. При травлении в соляной кислоте быстрее всего растворяется закись железа (вюстит), образующий наиболее пористый слой. Однако вюстит обычно содержится только в слое окалины, прилегающем к металлу. Наружный слой состоит из магнетита и гематита, которые растворяются незначительно. Наличие пор и трещин в окалине ускоряет травление. Раствор кислоты проникает через эти несплошности к поверхности металла и слою вюстита. Наряду с растворением вюстита происходит взаимодействие ионов водорода кислоты с металлическим железом. По мере растворения слоя вюстита уменьшается прочность сцепления окалины с основным металлом. Выделяющийся водород восстанавливает высшие окислы железа до закиси. Процесс растворения окалины, не содержащей вюстита, протекает медленнее и связан с повышенными потерями металла.
Опыт работы травильных линий показывает, что продолжительность травления окалины в значительной степени связана с температурой смотки, которая влияет на толщину и структуру окалины. Обычно сокращение продолжительности травления с уменьшением температуры смотки связывают со снижением степени превращения вюстита (FeO) в магнетит (Fe3O4), а также с уменьшением опасности появления гематита (Fe2O3) по кромкам полосы. При этом предполагается, что удаление окалины происходит путем растворения вюститной фазы вдоль границы раздела сталь-окалина и подвода кислоты к границе металла. При взаимодействии кислоты с железом образуется водород, который способствует отслоению окалины. При высокой температуре смотки на границе раздела фаз окалина-сталь вюстит отсутствует, т.е. основным механизмом удаления окалины является на отслоение гематита и магнетита, а их растворение.
С целью выяснения механизма влияния температуры смотки на продолжительность травления изучали фазовый состав окалины. Образцы железной окалины были отобраны от головной, средней и хвостовой частей полос, температура смотки которых составляла 580-600, 640-680 и 700-730 0 С. Изучение окалины проводили комплексными методами. На начальных этапах использовали химические методы селективного изолирования фаз. Общий состав оксидных фаз изолировали методом галогенирования в атмосфере сухого газообразного хлора при температуре 350 0 С. После удаления хлора путем вымораживания смесь оксидов и хлоридов нагревали до температуры возгонки. После возгонки FeCl2 оксидные фазы переводили в раствор путем сплавления с персульфатом калия и количественный анализ по составляющим элементам вели химическим и атомно-абсорбционными методами на спектрофотометре.
Таблица 1 – Фазовый состав железной окалины при различной температуре смотки полос
Окалина, дефекты травления металла и зачем нужен ингибитор

В процессе производства горячекатаных полос, на поверхности металла всегда образуется слой окалины, которую удаляют с поверхности стали травлением в водных растворах кислот. Травление металла – это процесс удаления окислов с поверхности металла, который производится в растворе соляной или серной кислоты. Однако, не следует забывать, что раствор соляной кислоты активен по отношению не только к окалине, но и к железу, особенно в присутствии его хлоридов. В связи с этим, во время травления стали происходит не только растворение железной окалины, находящейся на поверхности стальной полосы, но и частичное растворение железной основы.
Растворение железной основы приводит к изменению физико-химических свойств металла, дополнительной потере металла, нерациональному расходу кислоты, а также за счет включения в металл выделяющего водорода появлению хрупкости. Кроме того, из-за неодинаковой толщины слоя окалины по длине и ширине стальной полосы и различного ее фазового состава скорость травления неодинаковая. На тех участках поверхности, где слой окалины относительно тонок, где он состоит преимущественно из закиси железа или сравнительно полно разрушен механическими средствами, скорость химического удаления окалины наибольшая. В результате отдельные участки поверхности полосы могут оказаться перетравленными. В местах, где расположена «труднотравимая» окалина может образоваться дефект «недотрав», а там, где окалина «легкотравимая» дефект «перетрав». Конец полосы, на котором обнаружен дефект «недотрав» обычно отрезают, что, однако ведет к повышенному расходу металла на единицу годной продукции. Если дефект расположен у кромок полосы и занимает большую площадь, то проводят травление на низкой скорости или повторное травление, что снижает производительность агрегатов.
Дефект «перетрав» представляет собой один из источников загрязнения поверхности металла на всех переделах, следующих за травлением, а также загрязнения эмульсии, применяемой на станах холодной прокатки. К появлению «перетрава» также приводит увеличение времени пребывания полосы в кислотных растворах (особенно при травлении труднотравимых сталей) , что часто вызывает перетравливание отдельных ее участков.
Поэтому, при травлении черных металлов для уменьшения «перетрава», ослабления процесса наводораживания металла, и исключения травления железной основы используют защитные средства, называемые ингибиторами травления.
Ингибиторы для травления металла мало влияют на скорость растворения окалины, но способствуют замедлению или прекращению реакции растворения железа стальной основы.
Принцип действия ингибитора для травления стальной полосы основан на образовании тонкого мономолекулярного слоя на поверхности освобожденной от окалины полосы. Данный слой является границей фазового раздела между металлом и кислотой, и препятствует протеканию реакции растворения металлической основы и при этом достаточно легко удаляется при промывке стальной полосы.
Таким образом, ингибиторы травления предохраняют поверхность металла от получения «перетрава», особенно травлении с низкой скоростью, и улучшают чистоту поверхности как травленого металла, так и металла после холодной прокатки.
Улучшение чистоты металлической поверхности связывают с тем, что появление различного рода пятен на поверхности готового листа тесно связанно с загрязнениями поверхности металла на всех переделах его производства. Во время прокатки шлам и другие продукты травления, не удаленные с поверхности, вместе со технологической смазкой попадают в очаг деформации. Под влиянием давления, температуры и трения загрязнения частично разрушаются и в некоторой степени коксуются. Это приводит к образованию на поверхности полосы углеродистых пятен, и повышенной загрязненности поверхности.
Таким образом, применение ингибитора травления позволяет:
Железная окалина
На поверхности изделий, получаемых путем горячей прокатки, присутствует железная окалина. Ее возникновение обусловлено особенностями данного производственного процесса. Окалина значительно сокращает коррозионную стойкость материала и усложняет последующую обработку, поэтому необходимо полное ее удаление.

Процесс образования
Рассматриваемое покрытие представлено продуктом окисления металла. Его формирование связано с высокими температурами и происходит при обработке металла температурой либо давлением. Прокат в любом случае покрыт окисным слоем. Он образуется на открытом воздухе в сухих условиях в виде пленок. Изначально они невидимы даже под микроскопом. Под термическим воздействием толщина окисного слоя возрастает до видимых размеров. Железной окалиной называют толстое покрытие, формирующееся при термическом воздействии в условиях открытого воздуха.
Состав формирующих его окисных соединений и структура определяется многими факторами: маркой стали, температурой, условиями среды, режимом термообработки, наличием и количеством окислителей.
Они представлены гематитом, магнетитом, вюститом. Первые два оксида железа характеризуются большой плотностью и соединены промежуточной структурой. Вюстит наоборот представлен пористым соединением. От названных выше оксидов он отличается большей диффузинной проницаемостью. Вюстит имеет с ними непрочную связь.

Структура железной оксидной пленки определяется окружающими условиями и температурой. Так, в кислородосодержащей среде при нагреве более 570 °C и быстром охлаждении формируется трехслойное покрытие. Внешний слой представлен гематитом, следующий – магнетитом и внутренний – вюститом. Как было отмечено, первые два имеют кристаллическую структуру и прочно взаимосвязаны. Внутренний слой пористой структуры непрочно контактирует с ними. Это обуславливает малое электросопротивление железной оксидной пленки и легкое ее отслаивание.
Для образования трехслойной окалины на металле необходимо соблюдение трех названных условий: высокой концентрации кислорода, температуры в 570 °C, быстрого ее снижения. Иначе формируется двух- или однослойная железная окалина.
Так, при меньшем нагреве слой вюстита получается тонким. В случае формирования железной окалины при высокой концентрации пара либо окислов углерода при малом количестве кислорода и температурах более 1000 °C гематит восстанавливается, вследствие чего отсутствует в составе. Таким образом, соотношение слоев напрямую определяется температурой. Так, при 700 °C толщина вюстита составляет 100 мкм, в то время как для магнетита и гематита – 10 и 1 мкм соответственно. Другими словами, состав железной окалины в значительной степени зависит от температуры. Так, при 700-900 °C она представлена почти на 90% вюститом, примерно на 10% магнетитом и менее чем на 1% гематитом. При большем нагреве и избытке кислорода происходит замещение вюстита гематитом.
В любом случае формирование слоев железной окалины происходит последовательно в соответствии с их расположением. При охлаждении вюстит утрачивает устойчивость и распадается до железа и гематита. Ввиду этого пленка обретает гематит-магнетитовый состав. При восстановлении гематит и магнетит переходят в железо и воду. Следовательно, в результате получается прокатная окалина, состоящая из железа.

Выше приведены основные закономерности и факторы возникновения железной окалины. В промышленных условиях процесс ее образования весьма сложен и может происходить неоднократно.
Методы удаления
Удаление окалины осуществляют тремя способами. Механический метод включает следующие варианты: пропускание материала через ряд роликов, обработку дробью и прочими абразивными материалами. Первая технология основана на деформации металла скручиванием, изгибом, растяжением. Такой способ позволяет убрать большую часть окалины. Его считают черновой обработкой, и после очищают материал дополнительно. Во втором случае осуществляют механическое воздействие на железную окалину металлической дробью, песком и прочими абразивными материалами. Наконец, существуют механизированные технологии, связанные с применением микрорезцовых инструментов, проволочных щеток, наждачных лент и т. д.
Химические методы подразумевают обработку деталей в кислотах, солях, щелочах, называемую травлением. При этом большое значение имеет растворимость составляющих железную окалину соединений в кислотах. Так, вюстит легко подвержен ему, в отличие от магнетита. Гематит считают нерастворимым. Травление дифференцируют на химическое и электрохимическое. Далее рассмотрены некоторые варианты.
Травление серной кислотой связано с образованием водорода и проникновением его в металл, что ведет к водородной хрупкости, снижающей механические параметры и затрудняющей последующую обработку материала. Поэтому с целью сокращения наводораживания приходится долго выдерживать металл по завершении травления либо нагревать при сушке. К тому же во избежание разрушения металла кислотой после растворения железной окалины используют ингибиторы. Нужно отметить, что в нагретом растворе сталь разрушается быстрее.
Травление соляной кислотой идет по тем же закономерностям. Однако, в отличие от серной, для этого не требуется нагрев. Напротив, при температуре более 40°C выделяются хлороводородные соединения. В процессе травления формируются хлористые соли железа. В целом обработка соляной кислотой, в сравнении с серной, обеспечивает лучшую очистку при меньшем наводораживании стали.


Электрохимический способ существенно повышает скорость очистки металла от окалины и сокращает водородную хрупкость, а также расход раствора. Его дифференцируют на анодный, катодный и смешанный варианты.
Выбор способа очистки определяется многими факторами, среди которых состав изделия, целевые параметры, последующая обработка и т. д.
Читайте также: