Опиливание и распиливание металла
Обновлено: 07.07.2024
шероховатость обрабатываемой поверхности. Выполнение этих операций характеризуется высокой трудоемкостью и требует от рабочего высокой профессиональной квалификации.
К слесарным пригоночным операциям относятся: распиливание,
припасовка, притирка, доводка и шабрение.
Распиливание является разновидностью опиливания. При распиливании
выполняется обработка напильником отверстия или проема для обеспечения заданных формы и размеров после того, как это отверстие или проем предварительно получены сверлением, обсверливанием контура с последую-щим вырубанием перемычек, выпиливанием незамкнутого контура (проема) ручной ножовкой, штамповкой или др. Эта операция часто применяется в слесарной практике, особенно при выполнении ремонтных, сборочных и инструментальных работ.
В зависимости от формы контура, подлежащего распиливанию, выбирается форма рабочего инструмента (напильника, надфиля), соответствующие приспособления и контрольно-измерительные инструменты. Особенность операции распиливания по сравнению с опиливанием состоит в том, что контроль качества обработки (размеров и конфигурации) производится специальными проверочными инструментами - шаблонами, выработками, вкладышами и т.д. (рис. 4.1) наряду с применением универсальных измерительных инструментов.
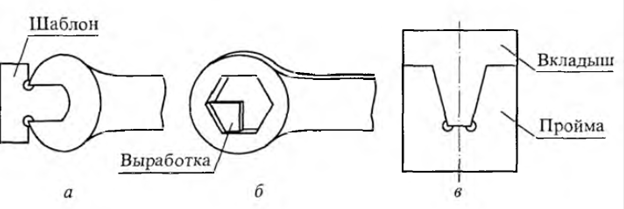
Рис. 4.1. Шаблон и вкладыш: а - шаблон; 6 - выработка; в – вкладыш
Припасовка - это слесарная операция по взаимной пригонке способами
опиливания двух сопряженных деталей (пары). Припасовываемые
контуры пар деталей подразделяются на замкнутые (типа отверстий) и открытые (типа проемов). Одна из припасовываемых деталей (с отверстием, проемом) называется проймой, а деталь, входящая в пройму, - вкладышем.
Основные правила распиливания и припасовки деталей
При распиливании проемов, открытых контуров и отверстий
необходимо соблюдать следующие правила:
1. Рационально определять способ предварительного образования
распиливаемых проемов и отверстий: в деталях толщиной до 5 мм - вырубанием, а в деталях толщиной свыше 5 мм - обсверливанием или рассверливанием с последующим вырубанием или разрезанием перемычек.
2. При обсверливании, рассверливании, вырубании или вырезании
перемычек необходимо строго следить за целостностью разметочных
рисок, оставляя припуск на обработку около 1 мм.
3. Следует соблюдать рациональную последовательность обработки
проемов и отверстий: сначала обрабатывать прямолинейные участки поверхностей, а затем - сопряженные с ними криволинейные участки.
4. Процесс распиливания проемов и отверстий нужно периодически
сочетать с проверкой их контуров по контрольному шаблону, вкладышу или выработке.
5. Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля поперечного сечения (№ 3 или 4) или надфилями, проверяя качество обработки выработками.
6. Окончательную обработку поверхностей отверстий следует выполнять продольным штрихом.
7. Для окончательной калибровки и отделки отверстия следует использовать просечки, протяжки и прошивки на винтовом или пневматическом прессе (рис. 4.2).

Рис. 4.2. Прошивка цилиндрическая
8. Работу следует считать завершенной тогда, когда контрольный
шаблон или вкладыш полностью, без качки, входит в проем или отверстие,
а просвет (зазор) между шаблоном (вкладышем, выработкой) и сторонами контура проема (отверстия) равномерный.
При выполнении припасовки необходимо соблюдать следующие
1. Припасовка двух деталей (пары) друг к другу должна выполняться в следующем порядке: вначале изготовляется и отделывается одна деталь пары (обычно с наружными контурами) - вкладыш, а затем по ней, как по шаблону, размечается и пригоняется (припасовывается) другая сопряженная деталь - пройма.
2. Качество припасовки следует проверять по просвету: в зазоре между деталями пары просвет должен быть равномерным.
3. Если контур пары деталей - вкладыша и проймы - симметричен, они должны при перекантовке на 180° сопрягаться без усилий, с равномерным зазором.
Типичные дефекты при распиливании и припасовке деталей, причины их появления и способы предупреждения приведены в табл. 4.1.
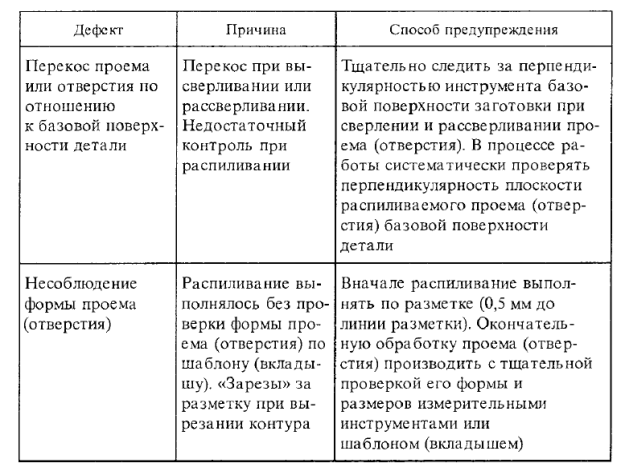
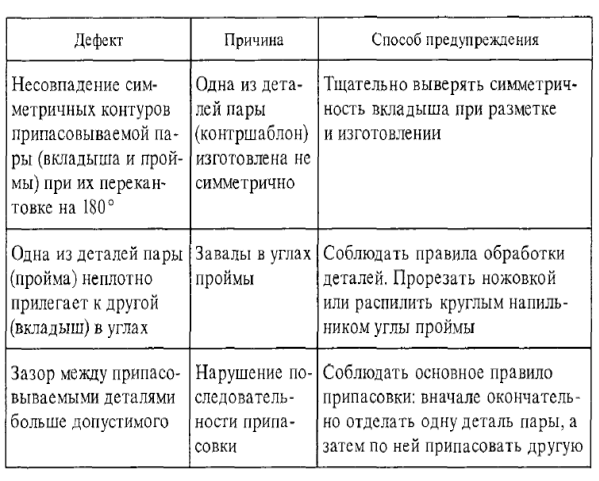
Типичные дефекты при распиливании и припасовке деталей, причины их появления и способы предупреждения
4.2. Шабрение
Шабрение - это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента - шабера. Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удерживание смазки между трущимися поверхностями и точные размеры деталей.
Шабрением обрабатываются как плоские, так и криволинейные
поверхности (например, направляющие станков), поверхности подшипников
скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки). За один проход шабер может удалить с поверхности заготовки очень тонкий слой металла толщиной не более 0,7 мм. При средних усилиях, прикладывае-мых к инструменту, толщина снимаемой стружки составляет 0,01 . 0,03 мм.
Инструменты и приспособления для шабрения
Режущим инструментом при шабрении является шабер. Шаберы различа-ются по конструкции - цельные и составные, по форме режущей кромки - плоские, трехгранные и фасонные, а также по числу режущих граней - односторонние и двухсторонние. Шаберы
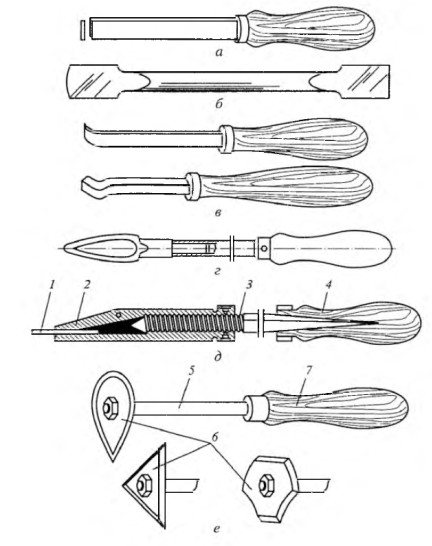
Рис. 4.3. Шаберы: а - односторонний с прямолинейной режущей кромкой; б - двухсторонний; в – изогнутый двухсторонний; г - трехсторонний; д, е - составные: 1, б - сменные пластины; 2 -держатель; 3 - зажимной винт; 4, 5 и 7 - рукоятки
изготовляются из углеродистых инструментальных сталей марок У10. У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава. Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, 6, в). Геометрические параметры шаберов
зависят от вида обработки, материала заготовки и угла установки
инструмента по отношению к обрабатываемой поверхности.
Торцевая поверхность шабера затачивается под углом заострения 90. 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75. 90°, при чистовой - 90°, а при отделочной - 90. 100°. Угол заострения для чугуна и бронзы выбирается равным 90. 100°, для стали - 75. 90°, а для мягких металлов - 35. 40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработан-ной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей
кромки 20. 30 мм, для чистового - 15. 20 мм и для отделочного
Для шабрения вогнутых поверхностей, например вкладышей
подшипников скольжения, предназначены трехгранные шаберы (рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 4.3, д), позволяю-щие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины
6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения
числа переточек в процессе работы применяются шаберы-кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной
обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
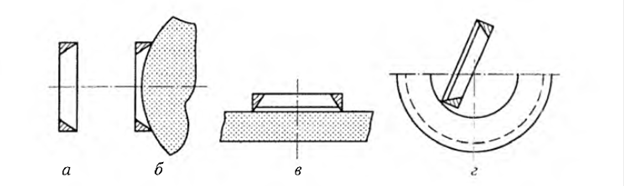
Рис. 4.4. Шабер -кольцо: а - общий вид; б - заточка; в - заправка; г - прием работы
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом; угловые плиты - для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики - для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми
после наложения ее на окрашенный проверочный инструмент или,
наоборот, после наложения окрашенного инструмента на обработанную
поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент
следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
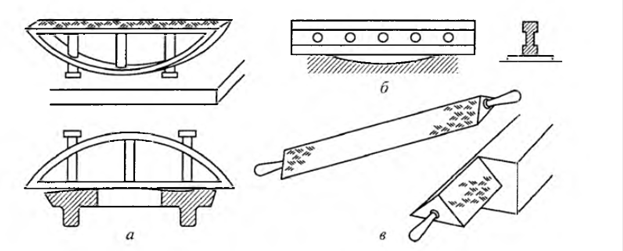
Рис. 4.5. Проверочные инструменты : а, б - плоские линейки; в - трехгранная линейка
Критерии оценки качества обработанной поверхности и способы контроля
Процесс шабрения считается законченным после достижения определенной точности, которая при контроле на краску с применением проверочных инструментов определяется по числу контактных пятен на обработанной поверхности, приходящихся на определенную площадь этой поверхности. В качестве единицы площади обработанной поверхности принят квадрат со сторонами 25x25 мм; чем больше пятен расположено на этой поверхности и чем равномернее они распределены, тем выше качество шабрения. При контроле качества шабрения используют специальную рамку (рис. 4.6, а), которую накладывают на поверхность, и подсчитывают количество пятен,
находящихся в окне рамки. Для обеспечения большей объективности
контроля подсчет пятен проводится в нескольких местах обработанной поверхности (рис. 4.6, б), а качество обработки оценивается по среднему арифметическому значению числа пятен. Для контроля качества шабрения криволинейных поверхностей применяется целлулоидный шаблон (рис. 4.6, в), который в процессе контроля воспроизводит форму обработанной поверхности. На таком шаблоне нанесена сетка с квадратами 25x25 мм, используя которую легко подсчитать количество пятен в квадрате на различных участках криволинейной поверхности. Шабрение считается
удовлетворительным, когда 75% клеток шаблона содержат количество
пятен, отвечающее техническим условиям.
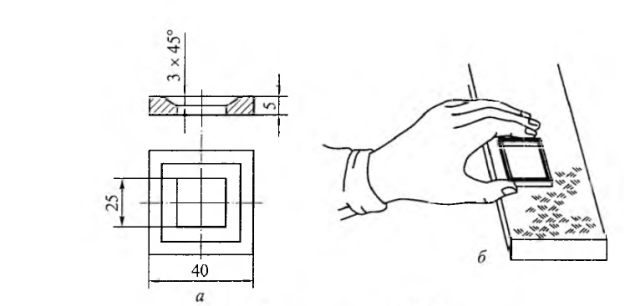
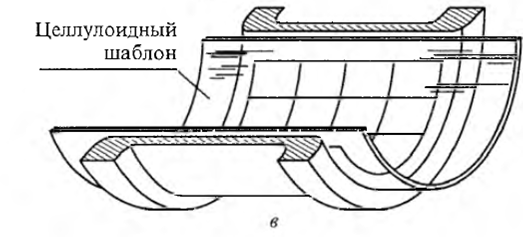
Рис, 4.6. Контроль качества шабрения: а - контрольная рамка; б - пример применения; в – целлулоидный шаблон
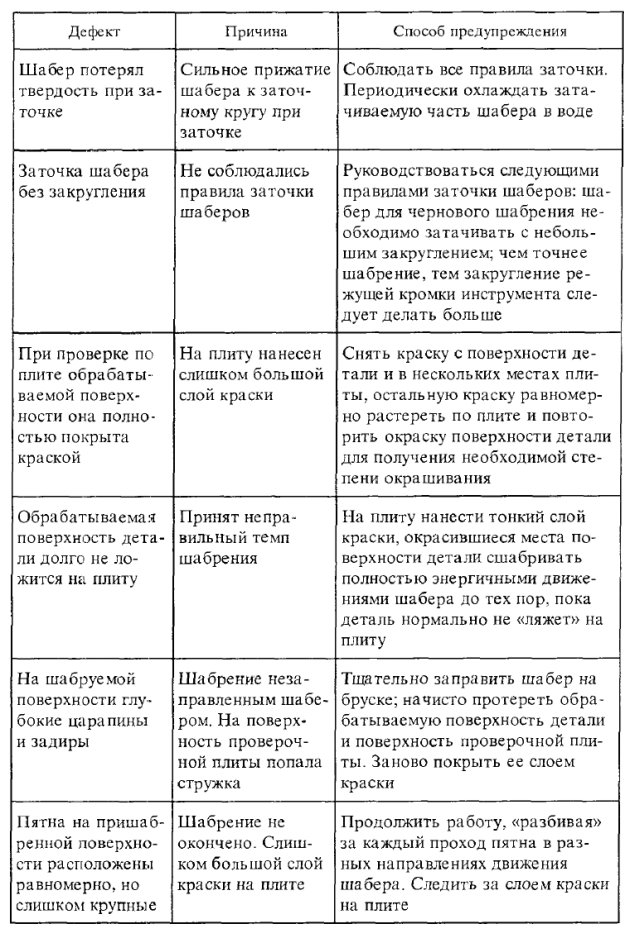
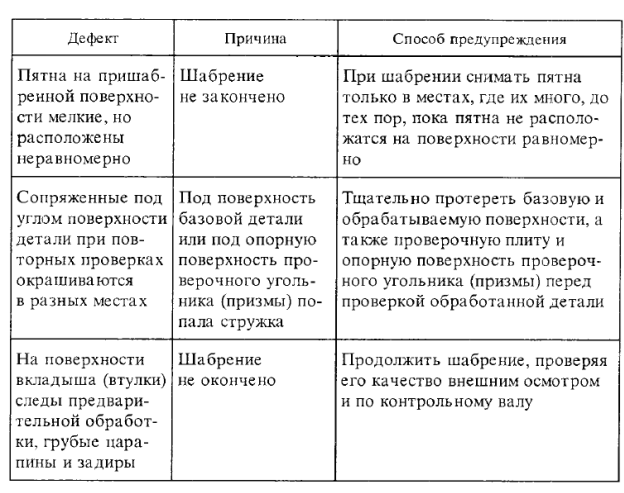
Таблица 4.2. Типичные дефекты при шабрении
Притирка и доводка
Притирка - это слесарная операция по удалению с поверхности обрабатывае-мой детали тончайшего слоя металла (до 0,02 мм) с целью получения высокого качества ее поверхности (плоскостности, прямолинейности, малой шероховатости) для обеспечения плотного (герметичного) или разъемного (подвижного) соединения. Режущим инструментом при притирке являются острые ребра мельчайших зерен абразивного материала. Наибольшее распространение в слесарном деле имеют следующие виды притирки поверхностей: плоских (широких и узких), цилиндрических, конических,
а также криволинейных различной конфигурации. Особый вид притирки
- притирка кранов с коническими пробками и клапанов в целях достижения их герметичности, когда абразивным материалом обрабатываются обе поверхности - пробки крана, клапана и их гнезд (седел).
Притирка является окончательной операцией, более точной, чем
шабрение. Обработка осуществляется после механической обработки
- шлифования, тонкого точения, фрезерования, развертывания или шабрения. Шероховатость подготовленной под притирку поверхности не должны превышать Ra 0,63. Припуск на притирку должен быть весьма незначителен и составлять не более 0,05 мм. Притирке подвергаются как термически обработанные, так и термически необработанные заготовки. Притиркой достигается точность геометрических размеров до 0,005 мм и шероховатость поверхности Ra 0,008.
Доводка - это чистовая отделочная операция, позволяющая с помощью
притирки обрабатывать детали с высокой точностью линейных размеров (по 5. 6 квалитетам) и геометрической формы, а также с очень малой степенью шероховатости. Путем доводки обрабатываются режущие и измерительные и проверочные инструменты, матрицы и пуансоны штампов и другие детали, к которым предъявляются высокие требования по параметрам точности
размеров и геометрической формы, а также шероховатости обработанных
Подготовка поверхностей под доводку осуществляется теми же методами и с теми же требованиями, что и подготовка поверхностей под притирку. Параметры, достигаемые при доводке, также не отличаются от параметров точности и шероховатости, достигаемых при притирке. Материалы, используемые при притирке и доводке В качестве притирочных материалов используются твердые (выше твердости закаленной стали) и мягкие (ниже твердости закаленной стали) абразивные материалы (табл. 4.3).
К твердым абразивным материалам относятся шлифпорошки зернистостью 12, 10, 8, 6, 4 (номер зернистости шлифпорошков соответствует их размеру в десятках мкм, т. е. соответственно 120, 100, 80, 60 и 40 мкм) и микропорошки зернистостью от М63 до М5 (номер зернистости микропорошков соответствует размеру зерен в мкм, т.е. от 63 до 5 мкм соответственно) из корунда, нормального электрокорунда, белого электрокорунда, легирован-ного электрокорунда, зеленого карбида кремния, карбида бора и синтетических алмазов. Мягкими материалами являются абразивные порошки окиси хрома, окиси железа, венской извести. Из мягких абразивных
материалов, содержащих 65. 80% окиси хрома изготовляют пасты ГОИ трех сортов (грубая, средняя, тонкая), которые применяются для притирки и доводки как мягких, так и твердых материалов.
Т а б л и ц а 4.3
Абразивные материалы, используемые при притирке
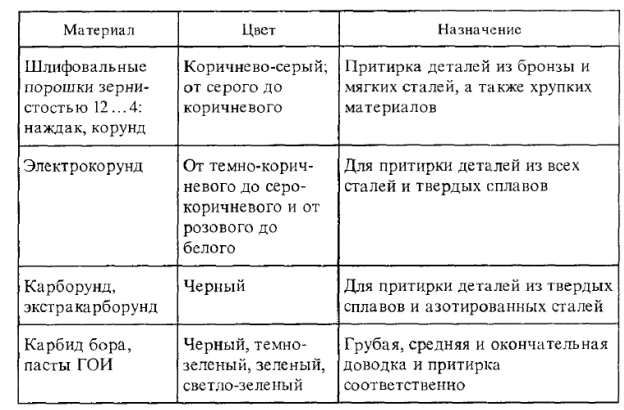
Таблица 4.4. Состав притирочных порошков в зависимости от материала заготовок
Рубка, резание и опиливание при слесарных работах
Рубка — слесарная операция, при выполнении которой с помощью зубила и слесарного молотка либо удаляется с поверхности заготовки слой металла, либо заготовка разрубается на части. Рубку применяют в тех случаях, когда станочная обработка нерациональна или трудновыполнима.

Рубка, как правило, является подготовительной операцией. Точность обработки с помощью рубки не превышает ±0,5 мм. Рубку проводят в тисках. Заготовки из листового материала рубят на части на плите. При рубке заготовок из вязких металлов рабочую кромку зубила следует смачивать индустриальным маслом. Заготовки из хрупких металлов (чугуна, бронзы) рубят от края к середине.
Для облегчения и ускорения рубки широких поверхностей предварительно прорубают канавки крейцмейселем, а затем срубают зубилом оставшийся между канавками металл. Толстые заготовки надрубают с обеих сторон, а затем ломают.
Ударным инструментом при рубке служат ручные слесарные, пневматические или электрические молотки, а режущим — зубила, крейцмейсели, бородки, выколотки. Производительность механизированной рубки возрастает в 4–5 раз по сравнению с ручной. При выборе слесарного молотка учитывают ширину лезвия зубила: на 1 мм ширины лезвия зубила должно приходиться 30…40 г массы молотка, а для крейцмейселя — 80 г. Углы заострения у зубил и крейцмейселей должны быть следующие, °:
Чугун, твердая сталь, бронза — 70
Сталь мягкая и средней твердости — 60
Латунь, медь, титановые сплавы — 45
Алюминиевые сплавы — 35
На монтажной площадке при установке оборудования на фундаменты осуществляют рубку бетонных поверхностей фундаментов и металлических поверхностей подкладок после газовой резки.
Резка — слесарная операция разделения заготовок из листового и профильного материала и труб на части. В зависимости от размера, формы и материала заготовок резку осуществляют с помощью ручного или механизированного инструмента: ножниц, острогубцев, ручных ножовок, труборезов. Различают резку металла со снятием стружки и без нее.
Ручными ножницами осуществляют резку заготовки из тонкого листового и полосового материала (толщиной 0,5…1,0 мм из стали и толщиной до 1,5 мм из цветных металлов). Для резки по прямой линии и окружности большого радиуса используют ножницы с прямыми лезвиями, а для вырезки фигурных профилей с малыми радиусами — ножницы с криволинейными лезвиями.
Режущие кромки ножниц сдвигаются одна относительно другой постепенно. Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающие излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет сминаться и заклиниваться. Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони, мизинец помещается между рукоятками ножниц. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке.
При резке по прямой линии следует применять левые ножницы и соизмерять величину раскрытия их настолько, чтобы они могли захватить лист на длину не более 30 мм по прямой риске. При резке по наружным фигурным контурам лист поворачивают так, чтобы ножницы не закрывали линию резки.
Заготовки режут также ручными ножницами с зажатием одной рукоятки в тисках. Этот прием используют при резке заготовок толщиной до 1,2 мм по прямой линии. Для резки заготовок из листового материала толщиной до 2,0 мм применяют рычажные ножницы. Острогубцами (торцовыми кусачками) режут проволоку диаметром до 5 мм. Перед резкой ее правят, протягивая вокруг круглой оправки. Проволоку помещают между лезвиями так, чтобы она располагалась перпендикулярно к ним. Угол заострения режущих кромок выбирают в зависимости от твердости разрезаемого материала; обычно он равен 55…60°.
Ручные ножовки применяют для резки толстых листов, профильного проката и труб. Ручной ножовкой прорезают шлицы, пазы, обрезают и вырезают заготовки по контуру. Заготовку зажимают в слесарных тисках, размечают; при необходимости трехгранным напильником дают пропил по риске и выполняют резку. Трубы зажимают в специальном трубожиме, закрепленном на верстаке. Место реза должно быть как можно ближе к прижиму.
Для резки ручную ножовку необходимо правильно закреплять и иметь отработанную координацию движений. Движения при работе ножовкой должны быть плавными, без рывков и с таким размахом, чтобы в резке участвовали все зубья полотна. Скорость движений при резке ножовкой должна составлять 30…60 ходов в минуту.
Заканчивая резку, следует ослабить нажим на ножовку, уменьшить скорость движений, чтобы избежать поломки полотна. Полотна ручных ножовок с шагом 0,8…1,0 мм используют для резки тонкостенных труб и листового материала; с шагом 1,25 мм — для резки профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Перед работой полотно смазывают густой смазкой или индустриальным маслом.
Для резки труб кроме ручной слесарной ножовки применяют ручной труборез, у которого режущими частями являются стальные диски-ролики. Трубу зажимают в прижиме, надевают на труборез и, вращая рукоятку трубореза вокруг своей оси, доводят подвижный ролик трубореза до соприкосновения со стенкой трубы. За рукоятку труборез поворачивают вокруг трубы на один оборот, проверяют соответствие разметки и прорезанной линии, затем вращают труборез вокруг трубы до тех пор, пока ее стенки не будут прорезаны.
При больших объемах резки листового материала по прямолинейному и фигурному профилям с толщиной разрезаемого листа 2,5…4,8 мм используют ручные пневматические и электрические ножницы. Различают ножевые и прорезные ножницы. У ножевых ножниц один нож подвижный, другой неподвижный, а у прорезных ножниц материал последовательно просекается пуансоном.
Опиливание — слесарная операция, при которой с поверхности заготовки снимают слой материала с помощью напильника или надфиля. Опиливанием придают детали требуемую форму и размеры, пригоняют сопрягаемые поверхности по месту. Различают опиливание грубое, когда снимают слой металла толщиной до 1,0 мм, и тонкое, когда слой снимаемого металла не превышает 0,3 мм. Опиливанием обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия различной формы и т.д. Точность, достигаемая при опиливании напильниками различных типов, приведена в табл. 3.
Напильник — это многолезвийный режущий инструмент. По числу зубьев на 1 см длины различают напильники шести номеров: 0; 1 — драчевые; 2; 3 — личны’е; 4 и 5 — бархатные. Драчевые напильники применяют для чернового опиливания, бархатные — для доводки поверхности.
При опиливании заготовку зажимают в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок на 8…10 мм. Для предохранения заготовки от вмятин при зажиме на губки тисков надевают нагубники из мягкого материала. Опиливание начинают с проверки припуска на обработку, который должен обеспечить изготовление детали по размерам, указанным на чертеже. В зависимости от требования к параметрам шероховатости поверхности опиливание осуществляют драчевым, личны’м или бархатным напильником. Для получения правильно опиленной прямолинейной поверхности опиливание ведут в перекрестных направлениях под углом 30…40° к боковым сторонам заготовки.
Напильник не следует выводить на углы заготовки, так как уменьшается площадь опоры напильника, снимается большой слой металла — образуется «завал» края обрабатываемой поверхности. Образованию завалов способствует изгиб заготовки. Отклонение от плоскостности поверхности проверяют лекальной линейкой на просвет, накладывая ее в различных направлениях. Для улучшения условий опиливания, исключения завалов и т.п. применяют специальные приспособления: опиловочные призмы, универсальные наметки, кондукторы.
При обработке плоских поверхностей, расположенных под углом 90°, сначала опиливают поверхность, принимаемую за базу, затем — поверхность, перпендикулярную к базе. Контроль осуществляют по внутреннему углу угольника.
Выпуклые криволинейные поверхности обрабатывают с покачиванием напильника: в начале перемещения напильника его носок касается заготовки, а ручка опущена; по мере продвижения напильника носок опускается, а ручка приподнимается; при обратном ходе движения напильника противоположны.
Таблица 3. Достигаемая точность (мм) при опиливании
снимаемого за одно
Вогнутые криволинейные поверхности в зависимости от радиуса кривизны обрабатывают круглыми или полукруглыми напильниками. Напильник совершает сложное движение — вперед и в сторону с поворотом вокруг своей оси. Распиливание отверстий различной формы начинают с разметки и выполняют напильниками соответствующей конфигурации.
Одним из основных условий высококачественной обработки является правильный выбор напильников. Их выбирают по профилю сечения в зависимости от формы обрабатываемого отверстия: для квадратных отверстий — квадратные; для прямоугольных отверстий — плоские и квадратные; для трехгранных отверстий — трехгранные, ромбические и полукруглые; для шестигранных отверстий — трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6…0,7 размера стороны или диаметра отверстия; длина напильника определяется размером опиливаемой поверхности плюс 200 мм.
Для обработки отверстий с криволинейными контурами применяют круглые и полукруглые напильники, у которых радиус закругления меньше радиуса закругления обрабатываемой поверхности. Надфили предназначены для обработки труднодоступных и узких мест. Контроль осуществляют штангенциркулем или специальными шаблонами.
Взаимная пригонка опиливанием двух деталей, сопрягающихся без зазора с большой точностью, называется припасовкой. Припасовка выполняется как окончательная операция при обработке деталей шарнирных соединений и чаще всего при изготовлении различных шаблонов. Для припасовки используют напильники и надфили с мелкой насечкой.
От стружки напильники и надфили очищают стальной щеткой, а сильно загрязненные опускают в 10 %7ный раствор серной кислоты на 10…12 мин, затем промывают в воде и очищают стальной щеткой. Стойкость слесарных напильников общего назначения при опиливании заготовок из стали составляет в среднем 100 ч, при опиливании заготовок из цветных металлов 140 ч.
Опиливание металла

Опиливание металла не имеет отношения к разделению какой-либо заготовки или детали на части. Эта операция является одним из этапов обработки, когда необходимо задать определенную форму или шероховатость.
Опиливание часто производится вручную при помощи разного рода напильников, но также возможна и механизированная обработка. В нашей статье мы расскажем, как осуществляется опиливание металла, разберем инструменты и правила безопасности этого процесса.
Виды опиловочных работ
Опиливание представляет собой операцию, выполнение которой требует снятия с заготовки припуска (верхнего слоя металла). Оно осуществляется с помощью напильника – специального режущего инструмента. Основной задачей опиливания выступает создание необходимых параметров (габаритов, размеров, шероховатости верхнего слоя).
Некоторые виды опиливания зарекомендовали себя как наиболее часто используемые. Среди них стоит отметить: опиливание отверстий, выступов, пазов и углублений; опиливание сложных или фасонных, внутренних угловых и наружных поверхностей; опиливание криволинейных и плоских поверхностей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Также все разновидности опиливания делятся на два этапа – черновой (предварительный) и чистовой (окончательный, отделочный).
Благодаря напильнику отклонение от заявленных размеров будет минимальным – от 0,05 до 0,01 мм. Припуски тоже будут микроскопическими – в районе 0,05–0,025 мм.
Виды инструментов для опиливания металла
Инструменты для опиливания металла могут иметь простую, перекрестную, дуговую либо точечную насечку.

Рассмотрим их более подробно:
- Напильник с простой (одинарной) насечкой сделан для того, чтобы опиливать мягкие материалы. Они могут являться как металлическими (сплав из свинца, алюминия, латуни, цинка и т. д.), так и неметаллическими (дерево). Одинарная насечка помогает снимать широкую стружку.
- Напильник с перекрестной насечкой, которую также называют двойной, создан для опиливания твердых материалов (чугуна, стали). Принцип его действия достаточно прост. Предварительно основной инструмент для формирования рельефа насекается под углом 25°, а вспомогательный – под углом 45°. В процессе опиливания основная насечка будет снимать слой стружки, вспомогательная раздробит эту стружку.
Также стоит учитывать шаг насечек. Шагом называют расстояние между располагающимися рядом зубьями.
У вспомогательной насечки расстояние будет меньше, чем у основной. Из-за данной особенности зубья располагаются по прямой, составляющей с осью напильника 5°, и при любом движении частично перекрывают друг друга.
В результате обрабатываемая поверхность получится не настолько шероховатой и грязной, как могла бы.
- Дуговая насечка выходит после фрезерования. Свое название она получила благодаря дугообразной форме, которая обеспечивает высокое качество обработки и отличную производительность. Также хорошему опиливанию способствуют большие углубления между рядом расположенными зубьями. Напильники с такой разновидностью насечек используют в процессе обработки мягких металлов, среди которых дюралюминий и медь.
- Точечная (рашпильная) насечка делает размещение стружки более удобным. Ее получают путем вдавливания металла особыми трехгранными зубилами. В результате выходят выемки, расположенные в шахматном порядке.
Опиливание металла также осуществляют напильниками, классифицируемыми по назначению. Среди них выделяют инструменты специального и общего назначения, машинные напильники, надфили и рашпили.
Если говорить о напильниках специального назначения, то к ним относятся следующие разновидности:
- тарированные – созданные для определения твердости;
- пазовые – предназначенные для качественной обработки узких пазов;
- алмазные – участвующие в доводке и заточке режущих инструментов;
- для обработки деталей, состоящих из неметаллических материалов и изделий из легких сплавов;
- квадратные и плоские – имеющие фрезерованные зубья для опиливания цветных металлов и чугуна;
- плоскопараллельные с прямоугольными сечениями, которые принято использовать в отделочных работах на металлорежущих станках.

Общеслесарные работы осуществляются инструментами общего назначения. Длина бруска может составлять: 10; 12,5; 15; 20; 25; 30; 35 и 40 см. Внутри этой категории инструменты для опиливания металла могут иметь разные формы и габариты насечки.
По форме бруска следует выделять:
- плоские напильники;
- плоские остроносые напильники, сфера применения которых – опиливание внутренних или наружных плоских поверхностей;
- круглые напильники, используемые для обработки овальных, вогнутых и других отверстий с закругленными углами, если их радиус небольшой;
- полукруглые напильники, которые, в отличие от круглых, подойдут для обработки больших круглых отверстий и вогнутых криволинейных поверхностей со значительным радиусом; также они предназначены для плоскостей, которые расположены под углом наклона больше 30°;
- ромбические напильники, отлично подходящие для опиливания и снятия заусенцев с деталей в форме звезд и дисков, а также пазов и углов более 15°;
- квадратные; предназначенные для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- трехгранные напильники, созданные для заточки пил по дереву и обработки острых углов (более 60°);
- ножовочные, используемые при создании режущих инструментов, а также в случае с клиновидными канавками, узкими пазами, внутренними углами и отверстиями трехгранной, квадратной либо прямоугольной формы.
Рашпилями пользуются как для опиливания заготовок из металла (обязательно мягкого), так и для обработки неметаллических материалов (дерева, пластмассы, резины, кожи). К данной разновидности прибегают, когда напильники общего назначения не справятся с задачей.
Надфили представляют собой небольшие напильники, у которых длина рабочей части составляет всего 5, 6 либо 8 см. Их форма поперечного сечения не отличается от таковой у напильников общего назначения.
Надфили также можно разделить на три группы: трехгранные односторонние, пазовые, а также овальные. В каждой из указанных групп возможно три типоразмера.
Материал данных напильников – сталь марки У13А либо У13. Номеров насечки у надфилей 10. Это 8, 7, 6, 5, 4, 3, 2, 1, 0 и 00. Сфера применения этих инструментов достаточно широкая. Их можно использовать для зачистки мелкогабаритных отверстий, труднодоступных мест матриц, профильных зон изделий.
К надфилям также прибегают в процессе ювелирных, лекальных, граверных и иных работ, которые требуют максимальной точности.
Технология опиливания металла
Когда слесарь работает с напильником, он берет его правой рукой. Пока в руке находится ручка, ее скругленный конец должен упираться в ладонь. Также правила опиливания металла предполагают расстояние между левой рукой и краем носка напильника. Оно должно составлять от 20 до 30 мм.

Для качественной срезки стружки необходимо прижимать напильник к поверхности. Причем делать это нужно двумя руками, регулируя напряжение в процессе работы. Когда инструмент движется в направлении вперед (рабочий ход), правой рукой силу нажима следует увеличить, а левой – ослабить.
В случае, когда ход холостой, нажим следует убрать в принципе. Лучшая скорость для работы напильника – это от 40 до 60 двойных ходов за одну минуту. Под двойными ходами подразумевается комбинация холостого и рабочего хода.
Особое внимание нужно уделить и длине рабочей части. Она в обязательном порядке должна быть больше, чем обрабатываемая поверхность.
Среди главных видов опиливания металла нужно выделить черновое и чистовое. В случае чернового опиливания важнейшую роль играют драчевые напильники, т. е. инструменты с крупной насечкой. Именно они снимают наибольший металлический слой.
Если говорить о чистовом опиливании, то оно позволяет достичь меньшей шероховатости и большей точности в плане габаритов, так как используются напильники с мелкой насечкой (личные).
По характеру обрабатываемой поверхности классификация включает множество разновидностей, но главные – опиливание криволинейных (вогнутых или выпуклых) и плоских поверхностей.
В процессе опиливания металла с плоской поверхностью важно сохранить эту структуру. Нужно внимательно следить за процессом, чтобы ошибка не привела к «завалу» краев.
Положение рисок, которые оставляет инструмент в процессе работы, напрямую влияет на его направление. Именно эта взаимосвязь и повлияла на классифицирование методов опиливания.
Выделяют опиливание круговыми, поперечными, продольными, косыми, а также перекрестными штрихами.
Криволинейные поверхности можно обрабатывать разными методами, среди которых разновидности не только обычных, но и специальных.
Рассмотрим вариант как с вогнутыми, так и с выпуклыми поверхностями. В случае вогнутых поверхностей нужно обратить внимание на радиус кривизны. В зависимости от этого значения используется полукруглый либо круглый вид напильника.
Движение в процессе опиливания следующее: вперед и в сторону с параллельным совершением поворота вокруг своей оси. Для выпуклых поверхностей вполне подойдет плоский напильник. Движения должны быть раскачивающимися, чтобы инструмент как бы опоясывал поверхность по ее линии скругления.
И в случае выпуклых, и в случае вогнутых поверхностей процесс опиливания контролируется в соответствии со специально подобранными шаблонами или линиями разметки.
Механизированные способы опиливания металла
Ранее речь шла о ручном опиливании металла, но оно может быть и механическим. Это значительно облегчает и ускоряет процесс.
Определенные виды работ по опиливанию требуют максимально эффективной работы, поэтому для них механизация труда – необходимость.

Среди таких приборов выделяют два главных типа:
- приспособления первого типа – с роторным механизмом, где применяются электрические либо пневматические машинки, а в некоторых случаях – гибкий вал;
- приспособления второго типа – с возвратно-поступательным механизмом, где движения вращательного характера преобразовываются в прямолинейные.
К первой категории относятся абразивные круги и фасонные вращающиеся напильники.
Вариант с переносными опиловочными пневматическими машинками – лучший, если вам нужна быстрая и качественная работа. В них есть зажимные патроны, которые можно легко менять. Можно вставлять разнообразные абразивные круги и вращающиеся напильники, не ограниченные в своих габаритах и формах.
Уже отработавший воздух пневматического привода струйкой перемещается на обрабатываемое изделие. В результате такой манипуляции стружка легко удаляется с поверхности.
Инструменты второго типа расходуют энергию привода, исходящую от пневматической машинки или рукава бормашины. Приспособление обладает особой конструкцией. Она включает в себя корпус, где расположены зажимные патроны.
Они позволяют устанавливать напильники, подходящие вам по длине, ширине, высоте и форме. Именно в таких условиях и будет преобразовываться вращательное движение вала.
Механическое опиливание металла – не автоматизированный процесс, он тоже требует от слесаря определенных действий. Но их потребуется гораздо меньше, чем в случае с ручным инструментом. Так, рабочий будет лишь регулировать нажатие и поворачивать напильник в нужную сторону.
Именно на приспособление возлагается основной объем работы, причем напильник легко сменяется ножовочным полотном – главным режущим элементом ручной ножовки. Отработавший воздух струей направляется на изделие, чтобы быстро удалить стружку с рабочей области.
Контроль качества опиливания металла
Контроль качества крайне важен, ведь можно допустить серьезные ошибки. Чтобы проверить результат, потребуется специальная линейка на просвет. Приложите ее к обработанной плоскости. Если просвета между линейкой и изделием нет, то работа качественная, выполненная по всем правилам.
Если просвет равномерный, но он присутствует – то опилка была правильной, но грубой. Просвет был вызван особенностями насечки, которая оставила практически невидимые бороздки. Именно на их заусеницы и опирается проверочная линейка.
А вот если просветы неравномерные, то работа выполнена неправильно. В процессе возникли так называемые горбы (возвышенности), которых быть не должно.
Проводите проверку тщательно, прикладывая линейку под всеми углами наклона: поперек, вдоль, по диагонали. Когда вы будете перемещать проверочный прибор, то не забывайте приподнимать его.
Рекомендуем статьи
Нельзя просто передвигать его по обработанной поверхности, иначе вероятен износ и снижение качества (утеря прямолинейности). Держать линейку следует средним, указательным и большим пальцем правой руки.
Параллельность плоскостей относительно друг друга обычно проверяют кронциркулем. Во всех местах расстояние между верхней и нижней границей должно быть одинаковым. Инструмент нужно держать в правой руке за шарнир-шайбу.
Чтобы установить раствор ножек, необходимо просто слегка постучать по одной из них, когда она будет находиться на чем-нибудь твердом.
Есть и другие нюансы, связанные с ножками инструмента. Так, их концы обязательно должны находиться на одной линии, то есть быть напротив друг друга. Наклон, неправильное расположение или смещение вызовут искажения при проверке.
Раствор ножек устанавливается между двумя поверхностями в любом из мест, а затем свободно перемещается.
Если в процессе движения вы заметите качку между ножками прибора, то расстояние меньше необходимого. Если же перемещение стало более тугим и медленным, то это признак слишком большого расстояния. В обоих случаях равномерность нарушена.
Угольник – еще один действенный инструмент для проверки качества выполненной работы. Его необходимо прикладывать как можно плотнее, но без резких движений. Длинная сторона должна прилегать к широкой части изделия, а короткая – к проверяемой боковой плоскости.
Также в правильном варианте использования короткая сторона повернута к свету. После расположения угольника можно проверять результат. Если с контролируемой стороны деталь сделана строго по технологии, короткая часть инструмента будет плотно прилегать поперек боковой. Все остальные варианты прилегания – неверные.
Так, если угольник прикасается лишь к середине боковой части (в случае с выпуклой формой) или к ее краю (в случае с косой формой), работа сделана некачественно.
Техника безопасности при опиливании металла
При опиливании металла нельзя забывать о технике безопасности. Обязательно имейте в виду пункты, приведенные ниже:
- Держите напильник правильно. Пальцы левой руки слегка подогните, но не нажимайте ими на инструмент. В противном случае обратный ход может закончиться ранениями по неосторожности.
- Надевайте головной убор, особенно если работаете с чугунными деталями. От опилок и пыли с металла вас отлично защитит берет. Обладателям длинных волос рекомендуется надеть косынку, так как в них легко может забиться мусор.
- Когда работаете за тисками, занимайте правильную позу.
- Прежде чем взаимодействовать с ручками напильника, убедитесь в их исправности. Если же ручки отсутствуют, слабо прикреплены к инструменту либо имеют повреждения, начинать процесс запрещено.
- Даже хорошая ручка нуждается в правильном насаживании, иначе хвостовик может вас поранить.
- Ни в коем случае не сдувайте опилки и стружку ртом. Трогать ее руками также запрещается, ведь потом мусор может попасть в глаза либо в волосы. Приобретите специальную волосяную щетку и используйте ее для уборки стружки.
Опиливание – обработка металла и неметаллических материалов, без которой нельзя получить нужную форму детали. Чтобы сделать этот процесс более простым и производительным, рекомендуется прибегать к механизированным инструментам.
Присмотритесь как к пневматическим, так и к электрическим вариантам. Для обеспечения высокого качества соблюдайте технику безопасности и правила рабочего процесса. Также не забывайте проверять результат с помощью специальных инструментов (угольника, линейки, кронциркуля).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Жестяницкие работы. Опиливание и разрезание металла

Жестяницкие работы выполняют в различных отраслях народного хозяйства: машиностроение, строительство, сельское хозяйство и многих других. Книга посвящена таким технологическим процессам изготовления жестяницких изделий, как опиливание и разрезание металла. Здесь подробно рассказано о процессе опиливания металла, видах, размерах напильников и уходе за ними, об опиливании вручную. Кроме того, в книге представлена подробная информация о разрезании металла и его способах.
Оглавление
Приведённый ознакомительный фрагмент книги Жестяницкие работы. Опиливание и разрезание металла предоставлен нашим книжным партнёром — компанией ЛитРес.
Опиливанием называется операция обработки металла режущим инструментом — напильником, в результате которой с обрабатываемой детали снимают определенный слой металла и придают ей необходимые размеры, заданную форму и требуемую чистоту поверхности.
Опиливание — очень трудоемкая операция. Это обстоятельство заставляет находить и использовать все имеющиеся возможности для повышения производительности труда при опиливании (правильно выбирать напильники, применять опиловочно-зачистные и другие станки и т.п.).
В жестяницком деле опиливают:
наружные плоские и криволинейные поверхности;
наружные и внутренние углы, а также сложные иди фасонные поверхности;
углубления и отверстия, а также пазы и выступы, пригоняя их друг к другу;
кромки деталей с целью снятия заусенцев.
В зависимости от применения тех или иных напильников точность опиливания заготовок или деталей колеблется от 0.2 до 0.05 мм.
Виды и размеры напильников
Напильники представляют собой режущий инструмент в виде закаленных стальных брусков различного профиля и длины с насеченными на их рабочих поверхностях зубьями.
Каждый такой зуб напильника представляет собой резец, снимающий слой металла в виде стружки.
Напильник состоит из рабочей части и хвостовой — хвостовика. Кроме этого, элементами напильника являются: нос, ребро, грань, пятка. На хвостовую часть напильника насаживают ручку.
Зубья напильников получают несколькими способами:
Насечкой на насекальных станках специальным зубилом, фрезерованием, шлифованием и протягиванием.
Каждому способу соответствует определенная геометрия зубьев напильника.
По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; Специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам.
Специальные напильники подразделяются на ручные и машинные.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной; с перекрестной; с дуговой.
Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.
Простая или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву).
Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении напильников общего назначения. В этих напильниках основная насечка выполняется под углом (ламбда)=25º, а вспомогательная — под углом (омега)=45º.
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой №0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0.2-0.5 мм деталей, имеющих припуск на обработку от 0.5 до 1 мм.
Напильники с насечкой №2, так называемые личные, применяют для чистового опиливания деталей с точностью 0.02-0.15 мм, при этом припуск на обработку составляет от 0.1 до 0.3 мм.
Напильники с насечкой №3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0.01 до 0.005 мм, при этом припуск на обработку колеблется от 0.025 до 0.05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой. Зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси.
Конец ознакомительного фрагмента.
Смотрите также

Жестяницкие работы. Фальцовка, отбортовка, посадка и выколотка металла
Группа авторов, 2013

Жестяницкие работы. Технологии изготовления жестяницких изделий. Кровельные работы

Жестяницкие работы. Сверление металла, пробивание, зенкование и зенкерование отверстий

Жестяницкие работы. Выколотка и паяние металла

Жестяницкие работы. Разрезание и гибка труб. Гибка деталей и профилей

Жестяницкие работы. Изделия, измерения и измерительные приборы

Жестяницкие работы. Раскрой, правка, плоскостная разметка

Жестяницкие работы. Проолифка стали. Травление и лужение металла. Холодная клепка
Основные приемы и правила опиливания
Опиливание — операция по обработке металлов путем снятия стружки при помощи напильников.
Виды работ: опиливание плоскостей, выпуклых и вогнутых криволинейных поверхностей, обработка плоскостей, расположенных под углом, пазов, канавок, распиливание отверстий любой формы. При эксплуатации напильников необходимо соблюдать следующие правила: хранить напильники так, чтобы их насечка не касалась друг друга; оберегать напильники от влаги, масла, наждачной пыли; после работы насечка очищается от стружки металлическими щетками или скребками. Если этим способом стружка не удаляется, напильник опускают на 8—10 мин в 10%-ный раствор серной кислоты, промывают в воде, чистят щеткой, нейтрализуют в растворе каустической соды, вновь промывают и сушат; для очистки насечки от древесных опилок, каучука, фибры напильник на 10—15 мин опускают в горячую воду, после чего очищают стальной щеткой; замасленные напильники натирают куском древесного угля, затем чистят стальной щеткой. Можно удалять масло в растворе каустической соды с последующей промывкой в воде и сушкой; нельзя обрабатывать напильником закаленные стали — это приведет к выкрашиванию зубьев; для увеличения срока службы инструмента новым напильником обрабатывают сначала мягкие металлы, а после некоторого затупления — твердые; при обработке мягких и вязких металлов насечку натирают мелом, чтобы она меньше забивалась стружкой. При обработке алюминия рекомендуется натирать насечку стеарином; чем мельче насечка у напильника, тем меньше Должна быть сила нажатия (мелкие зубья быстрее выкрашиваются); напильники должны иметь ручки с кольцами. Для насаживания напильника в ручке сверлится небольшое отверстие, в него вводится хвостовик и закрепляется ударом. После осаживания между плечиками напильника и краем ручки должно быть расстояние 15—20 мм.
В табл. 1 рассмотрены основные приемы и правила опиливания.
Таблица №1
Основные приемы и правила опиливания
| Прием | Краткая характеристика |
| «Хватка» напильника | Рукоятка напильника должна лежать на ладони правой руки, большой палец сверху, остальные охватывают ее снизу. Левая рука накладывается на нос напильника на расстоянии 20—30 мм от крае, пальцы полусогнуты |
| Подготовка поверхности к опиливанию | Заготовка очищается от грязи, масла, формовочной земли, окалины (металлическими щетками), литейная корка срубается зубилом, удаляется наждаком или старым напильником |
| Закрепление заготовки | Обрабатываемая деталь зажимается в тисках до отказа, опиливаемая плоскость — горизонтально, на 8—10 мм выше уровня губок. При закреплении изделий с обработанными поверхностями на губки надевают угольники из мягких материалов (меди, латуни, алюминия, мягкой стали) |
| Движение напильника при работе | Рабочим ходом при опиливании является движение вперед от рабочего, обратный ход — холостой, без нажима. Не следует отрывать напильник от изделия, чтобы не потерять опоры и не изменить его положения. Движения при работе должны быть размеренными, плавными, ритмичными, обе руки располагаются в горизонтальной плоскости. Скорость движения 40—60 двойных ходов в минуту. При работе следует использовать полную длину напильника |
| Черновое опиливание | Производится драчевым напильником. Чем больше припуск, тем больше должна быть длина напильника. Нажимать нужно сильно, чтобы снимать стружку максимальной толщины. Грубое опиливание можно выполнять узким ребром или углом драчевого напильника |
| Чистовое опиливание | Ведется личным напильником с несильным нажимом. Цель — получение качественной поверхности |
| Доводка, шлифовка | Осуществляется короткими личными и бархатными напильниками. Основная цель — получение точного размера и высокого качества поверхности. Нажим на напильник минимальный: на нос давят большим пальцем левой руки, рукоятка удерживается четырьмя пальцами, указательный на напильнике |
| Отделка поверхности после опили- вания | Назначение: придание поверхности лучшего внешнего вида. Ведется при помощи личных напильников, абразивных брусков, шлифовальной шкурки. При отделке напильник (брусок) берут в обе руки поперек и ведут по детали, наводя "штрих. Для получения блестящей поверхности отделку ведут всухую, для матовой — с маслом. Различают отделку продольным, поперечным и круговым штрихом |
| Припиливание «на краску» | Дает возможность получить. высокую степень плоскостности. На поверочную плиту наносят тонкий слой краски. Изделие накладывают на плиту и перемещают по ней. Окрашенные места снимают напильником |
| Метод балансировки | При опиливании плоскостей для получения горизонтального движения напильника усилия рук в течение рабочего хода должны быть переменными. Вначале левая рука давит сильно, правая слабо; по мере продвижения напильника давление левой руки ослабевает, правой — усиливается. В среднем положении они равны, затем давление правой руки большее, чем левой. Таким образом, слесарь должен все время изменять усилие рук —балансировать ими |
| Работа перекрестным методом | Для получения хорошей плоскости, без «завалов», рекомендуется перекрестный метод. Напильник перемещают сначала попеременно по диагонали, затем вдоль и поперек. Это даст возможность, видеть по рас- положению. штрихов отклонения от плоскостности: там, где имеются впадины или завалы, штрихи не будут перекрываться. Кроме того, при перекрестном опиливании штрихи пересекаются, что дает более ровную поверхность |
Задания
1. Определить вид напильника и его характеристики.
2. Произвести наладку и очистку напильника.
3. Произвести опиловку прямой поверхности.
4. Произвести опиловку криволинейной поверхности.
5. Произвести распиливание отверстия (паза).
6. Подготовить к работе болгарку, и произвести с помощью её распиловку заготовки.
Содержание отчета
Ответы на контрольные вопросы.
Вопросы для самоконтроля
1. Какой способ обработки металла называется опиливанием?
2. В каких случаях применяют опиливание металла?
3. Какие бывают виды насечек для образования зубьев напильников?
4. Из какого материала изготовляют напильники?
5. На какие группы делят напильники по их назначению?
6. Какие бывают напильники общего назначения?
7. Что такое надфили и для чего они служат?
8. Для чего предназначены специальные напильники?
9. Что такое рашпили, и для чего они служат.
10. Какова техника выполнения приемов опиливания?
11. Как производиться опиливание широких поверхностей?
12. Как производиться опиливание узких плоскостей?
13. Как производиться опиливание криволинейных поверхностей?
14. Что такое распиливание и припасовка?
15. Каковы общие правила обращения и ухода за напильниками?
16. Какие механизированные инструменты применяются при опиливании металла?
17. Какие возможны виды брака при опиливании и в чем их причины?
18. Какие правила техники безопасности надо соблюдать при опиливании металлов?
1. Покровский Б.С. Евстегнеев Н.А. Общий курс слесарного дела.- М: Издательский центр «Академия»,2016-80с.
2. Макиенко Н.И. Слесарное дело с основами материаловедения. - М: «Высшая школа», 1973. - 464с.
3. Муравьёв Е.М., Молодцов М.П. Практикум в учебных мастерских: Учеб. пособие для студентов пед. ин-тов Ч.1. Обработка металлов / Под ред. Е.М. Муравьёва. - М: Просвещение, 1987. - 272с.
4. Покровский Б.С. Основы слесарного дела: учебник для нач. проф. Образования/Б.С.Покровский .-3-е изд., перераб.-М.:2010.-320с.
Читайте также: