Оружейное сверло по металлу
Обновлено: 18.05.2024
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.

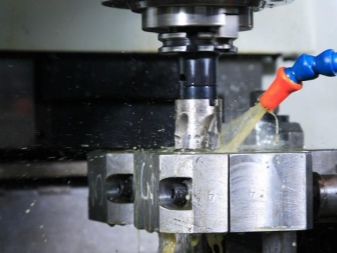
Процесс глубокого сверления на токарно-фрезерном центре
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.

В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
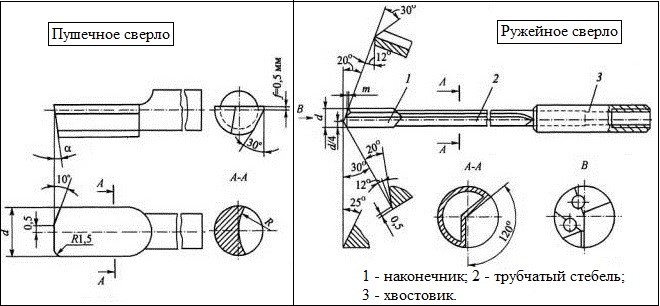
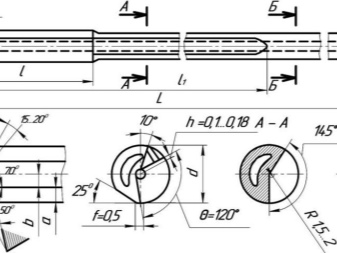
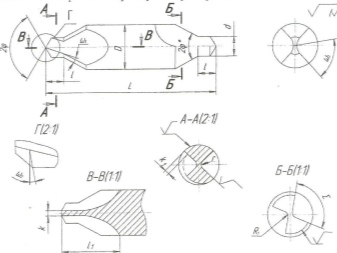
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.

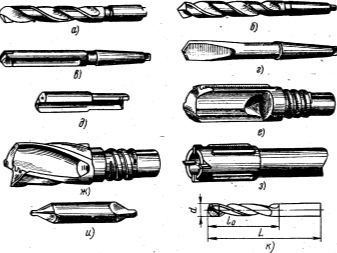
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
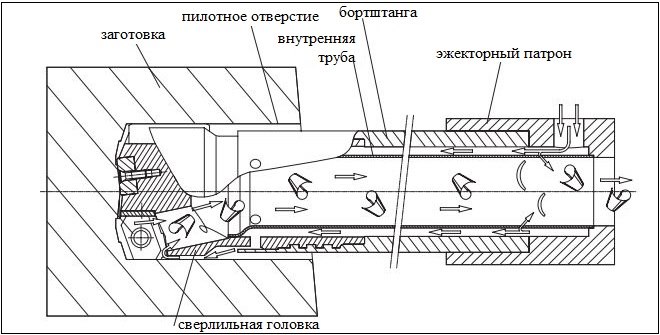
Принцип работы эжекторным сверлом
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
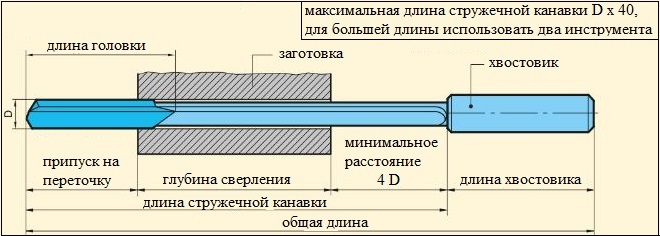
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
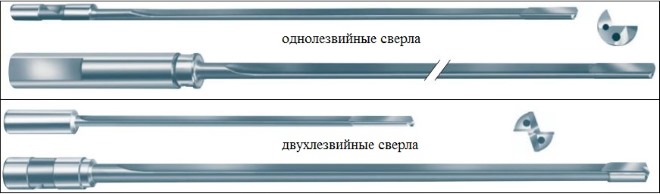
Сверла ружейные могут быть одно- или двухстроннего резания
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.
Твердосплавные сверла по металлу: виды, особенности, критерии выбора
Высокую эффективность при обработке изделий из таких материалов, как чугун, цветные металлы, пластик, искусственный и натуральный камень, кирпич и бетон, демонстрируют твердосплавные сверла. Такое название они получили из-за того, что на их режущую часть напаиваются специальные пластинки из твердых сплавов. Использование этих сверл позволяет, например, почти в два раза увеличить производительность обработки чугуна по сравнению со сверлением, выполняемым инструментом из быстрорежущей стали.

Сверла твердосплавные для вырезания отверстий в рельсах
Несмотря на то, что режущие пластины, которыми оснащено такое сверло, отличаются исключительно высокой твердостью и износостойкостью, для обработки изделий из стали оно применяется нечасто, так как для этого необходимо обеспечить высокую жесткость рабочих элементов используемого оборудования. Если соблюдение этого требования не будет обеспечено, возникнет вибрация инструмента, которая приведет к выкрашиванию и даже выламыванию твердосплавных пластинок.
Критерии выбора
Выбирая твердосплавные сверла, которые могут иметь различные геометрические параметры и конструктивное исполнение, следует учитывать следующие характеристики: материал изделия, в котором необходимо просверлить отверстие, а также диаметр и глубину последнего. Наиболее значимыми параметрами, на которые необходимо обращать внимание, выбирая сверло с твердосплавными пластинами, являются:
- материал, из которого выполнена режущая часть;
- прочность используемого твердого сплава;
- качество изготовления сверла;
- торговая марка и страна-производитель;
- стоимость.

Сверла с твердосплавными пластинами для дрели имеют острые режущие грани
Несмотря на то, что сверла твердосплавные, выпущенные под известными торговыми марками, отличаются самой высокой ценой на рынке, выбирать желательно именно их, так как их качество и надежность находятся на самом высоком уровне. Учитывая тот факт, что любое твердосплавное сверло стоит недешево, выбирать инструмент сомнительного качества от неизвестных производителей не имеет никакого смысла.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
- материал изготовления твердосплавной пластины, в качестве которого могут использоваться сплавы марок ВК6, ВК8 и др.;
- способ крепления твердосплавных пластинок к основной части сверла;
- форма, которую имеют твердосплавные пластинки;
- форма канавок между рабочими поверхностями сверла, предназначенных для эффективного отвода отходов обработки.
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
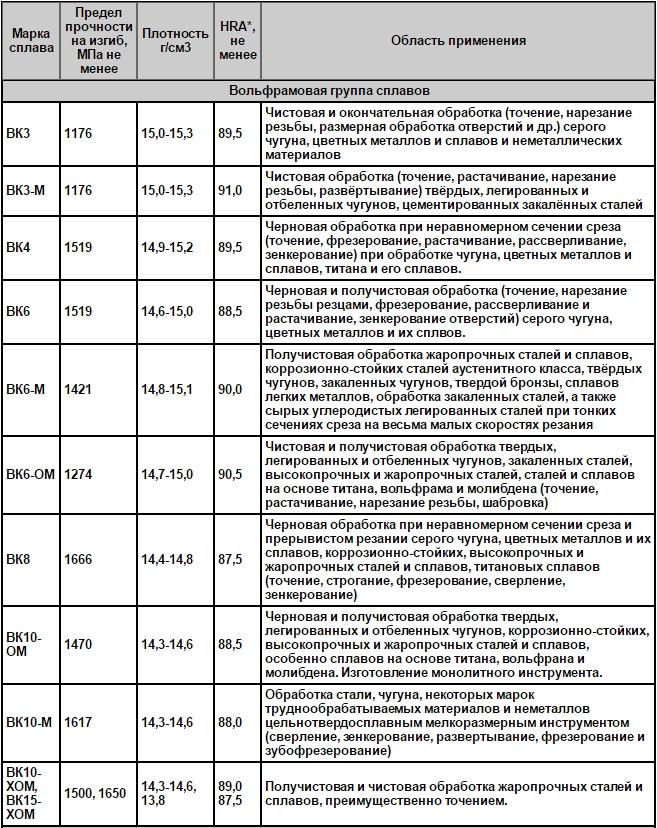
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
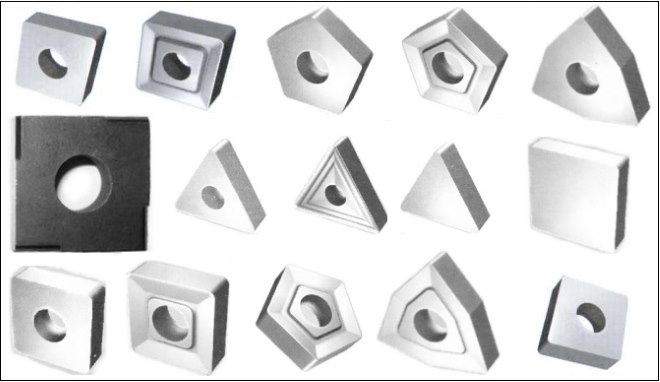
Типы твердосплавных пластин, используемых для сверл
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
- параллелограмма;
- прямоугольника;
- ромба;
- неправильного треугольника (такие пластины характеризуются наличием шести режущих кромок).
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.
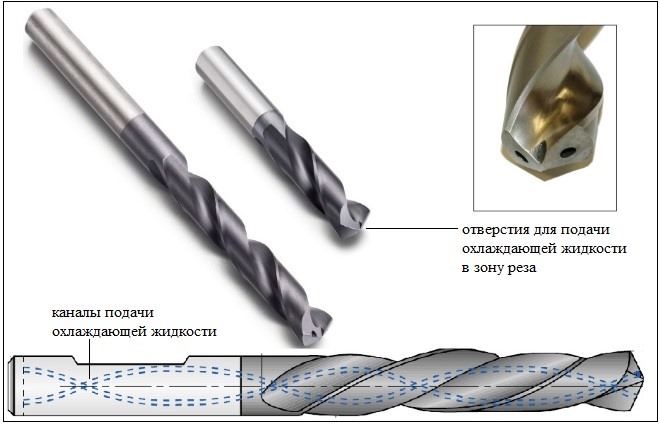
Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Более качественных результатов сверления можно добиться, если использовать инструмент, оснащенный профилированными твердосплавными пластинами.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.

Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.

Сверление с наружной подачей охлаждающей жидкости
Полезные рекомендации
Прежде чем делать отверстие в изделии из металла, используя в том числе твердосплавное сверло, следует выполнить центровку инструмента. Для этого можно использовать такое удобное приспособление, как центрирующий штифт. При этом место на поверхности изделия, на котором будет располагаться центр будущего отверстия, следует предварительно накернить.
Важным параметром при использовании сверл с твердосплавными платинами является скорость, с которой выполняется обработка. При использовании такого инструмента скорость вращения шпинделя станка должна быть не ниже 25% от рекомендованного параметра. Очень важно сильно не занижать и не превышать (более чем на 20%) рекомендованную скорость вращения сверла, так как это может привести к возникновению вибрации инструмента, выкрашиванию и даже выламыванию твердосплавных пластин, которыми он оснащен.
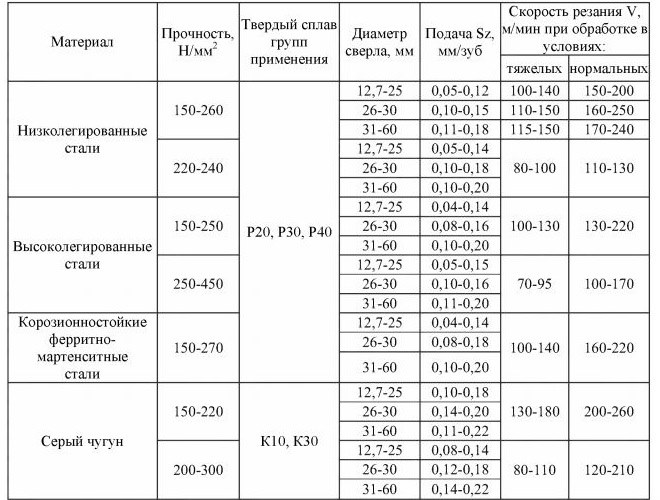
Режимы резания сверлами с СМП
Такой параметр сверления, как подача режущего инструмента, также имеет большое значение. На начальной стадии сверления сверло необходимо подавать со скоростью, которая в два раза ниже рекомендованной, а по мере врезания в обрабатываемый материал данный параметр можно постепенно увеличивать. При этом следует иметь в виду: если сверление выполняется затупившимся инструментом или обрабатываемый материал слишком твердый, увеличить скорость подачи не получится, какое бы сильное давление на сверло вы ни оказывали.
Сверла для перфоратора: сверлим бетон и металл правильно
Перфораторы, которые сегодня активно применяются при осуществлении строительных и ремонтных работ, позволяют получать отверстия в различных материалах за счет не только вращательного, но и возвратно-поступательного движения используемого инструмента. Выбирая сверла для перфоратора, следует учитывать, что от их характеристик во многом зависит эффективность выполняемой обработки.

Сверление отверстия аккумуляторнным перфоратором
За формирование ударного импульса в конструкции перфоратора отвечает электромагнитный или пневматический механизм, а движение инструмента в обратную сторону происходит за счет упругости обрабатываемого материала. Выбирая перфоратор, следует обращать внимание на два основных параметра такого оборудования: на производительность его электродвигателя, измеряемую в ваттах, а также на мощность ударной нагрузки (в джоулях), которую он в состоянии создать. Характеристики современных перфораторов позволяют успешно применять данное оборудование для обработки таких прочных материалов, как бетон, натуральный и искусственный камень, кирпич и др.
Общая классификация
Среди сверл по бетону для перфоратора выделяют инструменты, изготавливаемые из стальных сплавов различных категорий:
- легированных;
- быстрорежущих;
- углеродистых.
В тех случаях, когда перфоратор используют для создания отверстий в особо прочных материалах (таких, например, как гранит), на него могут устанавливаться сверла, оснащенные режущими пластинами из твердого сплава.

Для особо тяжелого сверления подходит пробивной бур, отличающийся весьма специфической рабочей головкой
На то, какие характеристики имеет сверло для перфоратора, значительное влияние оказывает и тип обработки инструмента в процессе его производства. Вопреки бытующему мнению, сверла с поверхностью черного цвета не обладают самой высокой прочностью, а вот их износостойкость находится на высоте. В процессе производства такие сверла подвергаются воздействию перегретым паром, что и наделяет их такими характеристиками. Более высокой прочностью отличаются сверла, поверхность которых имеет золотистый цвет. Такой инструмент меньше подвержен сколам и поломкам, так как в процессе производства он подвергается процедуре снятия внутренних напряжений.
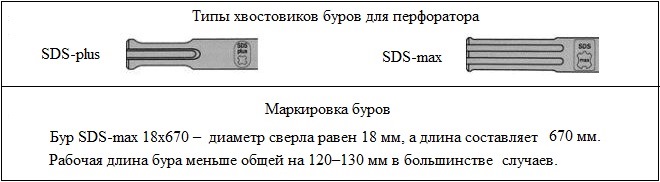
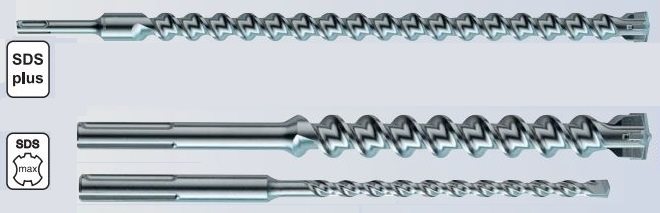
Хвостовик бура для перфоратора может иметь разные диаметр, разное количество и размер выемок
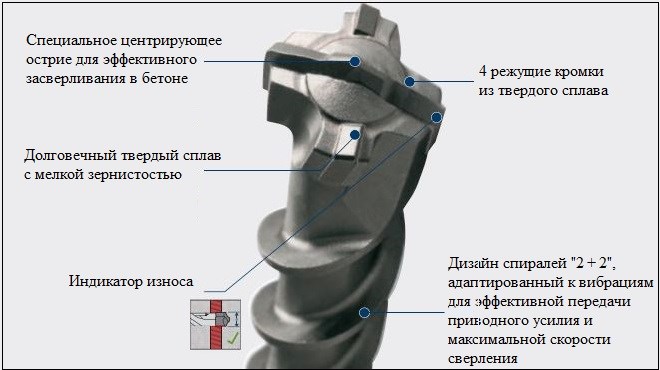
Для выполнения наиболее сложных работ используют перфораторы категории SDS-max, которые часто называют «максовскими». Для установки на такие перфораторы используют сверла, режущая часть которых оснащается карбидной напайкой четырехлепесткового типа. За счет того, что лепестки впаяны в металлическую основу, они не отлетают в процессе обработки и отличаются очень высокой жесткостью и надежностью. Особенностью буров данного типа, позволяющих выполнять сверление на высоких скоростях, также является наличие в их конструкции двойной параболической спирали, которая отвечает за одновременное решение нескольких задач:
- быстрый отвод пыли, образующейся в процессе сверления;
- предотвращение деформации инструмента при воздействии на него боковых нагрузок;
- снижение уровня вибрации бура.

Бур по бетону MAKITA-SDS-Max
Буры данного типа выпускаются в достаточно большом диапазоне рабочих диаметров (от 16 до 40 мм), а их длина может составлять 250, 450, 550, 800 и 1200 мм.
Однако лучшие характеристики у сверл для перфоратора, поверхность которых окрашена в ярко-золотистый цвет. Такими свойствами сверла данного типа наделяет покрытие износостойким нитридом титана.
Опытные специалисты, постоянно использующие перфораторы в своей деятельности, достаточно легко могут оценить качество изготовления сверла, выполняя обработку с его помощью. В частности, если инструмент интенсивно нагревается в процессе сверления, это означает, что производитель неправильно выполнил его заточку.
С помощью сверл, устанавливаемых на перфоратор, можно обрабатывать такие материалы, как:
- древесина;
- стекло;
- металл;
- пластмасса;
- плитка;
- бетон.

Сверло спиральное по дереву
По характеру задач, которые необходимо решить, сверла, устанавливаемые на перфораторы, делятся на следующие категории:
- инструменты корончатого типа (для формирования в обрабатываемом материале качественного отверстия значительного диаметра);
- спиральные сверла (наиболее универсальный инструмент, используемый для создания отверстий в материалах с различной внутренней структурой);
- сверла с наконечником в форме пера, которые идеально приспособлены для сверления отверстий в таких рыхлых материалах, как древесина; , применяемые для сверления металлических изделий небольшой толщины, а также конструкций, выполненных из ондулина и других тонкостенных материалов;
- ружейные сверла и др.
При выборе сверл для перфоратора по бетону или другим материалам следует обращать внимание на хвостовик инструмента. Обусловлена эта рекомендация тем, что хвостовик сверла и конструкция патрона перфоратора могут не соответствовать друг другу.
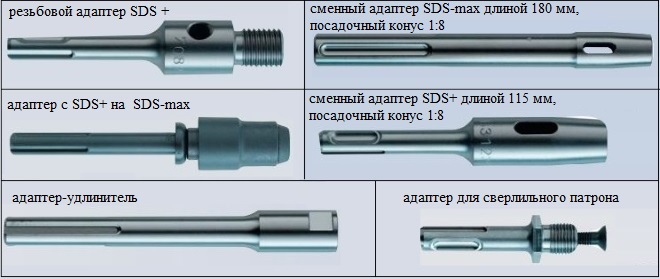
Для подсоединения насадок другого типа используются разнообразные переходники
Сверла Speed X серии SDS-max от компании Bosch
Особенность сверл данной серии заключается в том, что в их конструкции имеются дополнительные режущие пластины, установленные под наклоном. Компания Bosch, специалисты которой разработали такую конструкцию, подала заявку на то, чтобы получить патент на буры данного типа.

Сверла серии Speed X SDS-max позиционируются как инструмент для быстрого сверления и долговечного использования
У рассматриваемых сверл для перфоратора имеются следующие конструктивные особенности.
- Пылеотводящие каналы, выполненные в режущей головке инструмента, увеличены, что способствует более равномерному распределению силы удара и обеспечивает точную направленность ударных волн.
- Угол, под которым располагается спиральная часть, является более пологим, что превращает такой инструмент в эффективный архимедов винт. Кроме того, такая конструктивная особенность позволяет сверлу более эффективно удалять отработанный материал из формируемого отверстия.
Отличительные особенности рассматриваемых сверл
Буры вышеописанного типа выпускаются в диапазоне диаметров 12–52 мм, а их длина может составлять от 200 до 1200 мм.
Если говорить о наиболее популярных типах такого инструмента, то наиболее часто используются сверла по бетону, а также буры для сверления изделий из металла.
Сверла для обработки металла
Перфораторные сверла, предназначенные для создания отверстий в изделиях из металла, различаются как по материалу изготовления, так и по конструктивному исполнению. У большинства таких сверл для перфоратора спиралевидная конструкция и хвостовик цилиндрической формы.
Материал изготовления и конструкция инструмента оказывают большое влияние как на качество, так и на эффективность выполняемой обработки.
- Для создания отверстий в изделиях из высокопрочной стали оптимально подходят сверла, изготовленные на основе кобальтовых сплавов.
- Для сверления отверстий в изделиях из алюминия и других цветных металлов используются инструменты сверхдлинного типа.
- Наиболее универсальными типами сверл, применяемых для сверления металла с помощью перфоратора, являются инструменты, режущая часть которых оснащена пластинами из твердых сплавов.

Если не считать очень дорогие универсальные сверла профессионального класса, сверлить металл перфоратором приходится насадками с цилиндрическим хвостовиком, для чего полезно иметь соответствующий переходник
Инструменты для сверления бетона
Выбирая сверла по бетону, которые будут использованы для оснащения перфоратора, следует уделять особое внимание их качественным характеристикам, поскольку таким инструментам придется иметь дело с высокопрочным материалом.
Среди буров, которые успешно справляются с обработкой такого материала, как бетон, выделяют следующие категории.
Режущая часть этих инструментов оснащена насадкой в виде лопатки или 4 рабочими зубьями. Чтобы придать режущей части высокую прочность, ее подвергают закалке, выполняемой по различным технологиям. Наиболее прочными и, соответственно, эффективными являются буры, поверхность которых имеет ярко-золотистый оттенок. Они не нуждаются в выполнении регулярной заточки и способны служить довольно долго.

Бур по бетону шнековый
Это буры небольшого диаметра и значительной длины. Их конструкция специально разработана для сверления отверстий большой глубины.
Широкие спиральные выемки обеспечивают быстрое удаление обломков
При помощи таких инструментов выполняются отверстия большого диаметра. Рабочая часть коронки по своей форме напоминает стакан, на торец которого наносится алмазное напыление или напаиваются твердосплавные пластины.
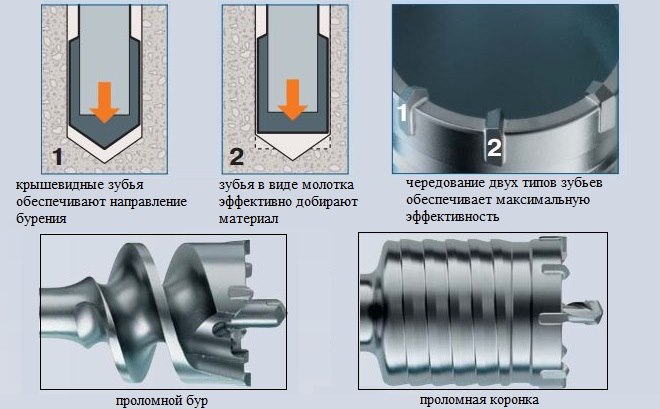
Для профессиональных работ по бетону используются проломные неразборные коронки с двумя типа режущих зубьев
Сверла по бетону или любому другому материалу, предназначенные для работы с перфоратором, очень важно правильно вставлять в патрон оборудования. При этом можно придерживаться следующих рекомендаций:
- Перед установкой бура перфоратор необходимо отключить от электрического питания и только после этого выполнять любые манипуляции.
- Для установки на перфоратор можно использовать только те буры, которые полностью соответствуют типу патрона на оборудовании.
- Хвостовик инструмента, который устанавливается в патрон перфоратора, необходимо предварительно очистить и смазать. Это позволит минимизировать износ крепежного механизма.
- О том, что инструмент установлен в патрон перфоратора соответствующим образом, будет свидетельствовать тот факт, что он не шатается в крепежном механизме и сидит в нем надежно.
Стоить вспомнить и о том, что к вращающемуся в процессе работы инструменту нельзя прикасаться руками: это может привести к получению серьезных травм.
Как извлечь из перфоратора заклинившее сверло
Существует несколько простых способов, позволяющих извлечь из патрона перфоратора застрявшее в нем сверло.
- Свободную часть сверла, которое застряло в патроне перфоратора, необходимо зажать в тисках, а затем аккуратно простучать по кулачкам зажимного механизма молотком, используя деревянную прокладку.
- Если вышеописанный способ извлечения застрявшего сверла не помогает, то патрон можно поместить в емкость с бензином, а затем попытаться извлечь сверло обычным способом.
- Если сверло заклинило в патроне ключевого типа, следует провернуть ключ такого механизма против часовой стрелки, что позволит освободить инструмент. При необходимости в патрон ключевого типа, в котором застряло сверло, можно капнуть машинное масло.
- — Чтобы извлечь сверло, которое заклинило в быстрозажимном патроне, можно попытаться несильными ударами, совершаемыми против часовой стрелки, ослабить зажим крепежного механизма.
- Последним вариантом освобождения сверла, которое заклинило в патроне перфоратора, является полная разборка крепежного механизма.
Чтобы не сталкиваться с проблемой застрявшего сверла, его хвостовик следует всегда обрабатывать водостойкой смазкой, которая облегчит процесс извлечения инструмента из патрона перфоратора.
Выбираем ружейное сверло
Для выполнения сквозных и глухих отверстий большой глубины применяются так называемые пушечные и ружейные сверла. Отверстия, выполненные данным типом режущего инструмента, используются в деталях различного типа, длина у которых довольно большая. Например, это может быть коленчатый вал того или иного назначения или шпиндель. Обычное сверло для выполнения таких задач не подходит, поэтому пушечные и ружейные сверла востребованы в определенном сегменте промышленного производства. Рассмотрим подробнее особенности ружейного сверла, пушечного и других видов, ГОСТ и критерии выбора.

Особенности
Если длина высверливаемого отверстия составляет показатель, равный пяти диаметрам режущего инструмента, то такое отверстие можно считать глубоким. Выполнение глубоких и точных отверстий является сложной процедурой, для которой характерна большая трудоемкость и высокий профессионализм оператора. В процессе выполнения сверления режущий инструмент охлаждают специальной жидкостью, подающейся в рабочую область сверла под напором давления.
Такой охлаждающий состав является одним из составляющих элементов гарантии качества осуществляемой работы.


Для точного выполнения глубокого отверстия ружейное сверло важно правильно расположить, относительно рабочей поверхности. Чтобы облегчить этот процесс, применяется так называемая втулка кондукторная, она не дает режущему инструменту отклоняться в процессе работы. Если такой втулки нет, из ситуации можно выйти, просверлив сначала отверстие меньшего диаметра, а затем расширить его другим номером сверла до требуемых размеров.
Ружейные сверлильные инструменты делают из высокопрочного стального сплава. Примечательно, что такой режущий инструмент имеет скорость вращения в 10 раз превышающую скорость обычного сверла, применяемого для сверления неглубоких отверстий. Режущий инструмент применяется для выполнения отверстий в насосных установках, в корпусе форсунки или шатуна.
Во время работы длинным инструментом нередко возникают сложности, связанные с отводом отработанной в процессе сверления стружки, поэтому всегда существует риск схода сверла с заданной ему траектории сверления. Еще одной особенностью этого инструмента является то, что его нельзя вращать с предельной скоростью, если режущий инструмент не погружен в полость обрабатываемой им детали. Такая оплошность приводит к тому, что у режущего инструмента смещается рабочая часть с заданной траектории, необходимой для точного выполнения сверления.


Существуют следующие виды режущего инструмента, которые используются для выполнения глубоких и очень точных отверстий:
- пушечное – на рабочей части инструмента есть канавка, выполненная в виде буквы V; она необходима для того, чтобы отводить из отверстия отработанную металлическую стружку;
- эжекторное – этот инструмент применяется для станков, у которых режущий элемент расположен в горизонтальном направлении;
- ружейное – вариант, который оснащен пластинами из твердосплавной стали, которые располагаются на промежуточных и основных режущих пластинах;
- ружейные – с режущими частями и поверхностями, выполненными из стали и твердых сплавов;
- ружейные – у которых твердосплавные режущие пластины закреплены на корпусе методом пайки;
- спиральные – имеющие хвостовик, который представлен в форме цилиндрического строения.


Ружейные и пушечные сверлильные инструменты являются однорезцовым вариантом. Благодаря им можно просверлить отверстие, параметры которого по диаметру находятся в диапазоне от 0,5 мм до 10 см.
При работе сверло нагревается, остудить его можно путем подачи смазочно-охлаждающей жидкости в специальное пространство, расположенное внутри рабочей части сверла. Ружейные и пушечные сверла, пластины для резки у которых изготовлены из стальных твердых сплавов, имеют рабочий хвостовик с конфигурацией в виде конуса. Такая форма направляет режущий инструмент более точно в область выполнения сверления.
Размерные параметры и технические характеристики ружейных и пушечных сверлильных инструментов регламентируются стандартами ГОСТ, согласно которому эти сверла относятся к изделиям длинной серии. Использование сверла возможно только на специальном станке, предназначенном для выполнения глубокого сверления. При выборе конструкции сверла нужно учитывать требуемые параметры отверстия – его диаметр и длину. Для качественного выполнения задачи большое значение имеет скорость подачи сверла, а также тип его хвостовой части.
Основными рекомендациями, учитываемыми при выборе сверлильного инструмента, являются следующие:
- при выполнении отверстия, длина которого будет составлять более 400 мм, рекомендуется применять 2 сверла с различными показателями размерности; сначала нужно воспользоваться инструментом, размер которого составляет 9,95 на 800 мм, а затем отверстие расширяют сверлом, размер которого чуть больше и составляет 10 на 400 мм;
- если во время сверления металл дает длинный тип стружки, нужно выбирать режущий инструмент, имеющий длинные и полированные канавки для ее отвода;
- если требуется обрабатывать мягкие сплавы металла, например, алюминий, то следует применять режущий инструмент, в конструкции которого предусмотрено одно режущее лезвие, заточенное под углом 180°;
- содержание смазочного компонента в охлаждающей жидкости должно быть на уровне не менее 10% от общего объема этого состава;
- если обработке подвергается мягкий материал, то выходить на предельные скоростные обороты сверла необходимо поэтапно и делать это нужно в 3 приема; кроме того, отверстие выполняется также поэтапно – сначала делается пилотное сверление инструментом меньшего диаметра, а затем сверлом нужного размера отверстие расширяется;
- при смене одного диаметра сверла на другой размер остановить вращение инструмента можно при помощи включения на 1–2 секунды подачи под высоким давлением смазочно-охлаждающего состава; после выполнения отверстия по заданным параметрам сверло отключают, переставая подавать в его отверстие охлаждающий состав.


Чтобы правильно выбрать сверло для выполнения глубоких отверстий, важно учитывать не только его размеры, равные размерам отверстия, но и характеристику металлического сплава, а также тип сверлильного оборудования, на котором будут выполняться работы.
Начинать работу нужно на минимальных скоростях вращения сверла, при этом важно с самого начала обеспечить для него подачу смазочно-охлаждающей жидкости.

О том, как выполняется сверление глубоких отверстий ружейными сверлами HAMMOND, смотрите далее.
Пушечные, оружейные, универсальные сверла (Hartner)

Компания Hartner – производитель мирового уровня, занимающийся изготовлением инструмента для обработки и сверления отверстий.
Компания основана в 1879 году, и с этого времени стала лидером в производстве и разработке инструмента для сверления высокой точности, и после более века работы Hartner продолжает следовать высоким стандартам.
Компания поставляет в Россию осевой инструмент для сверления отверстий любых типов. Номенклатура включает в себя твердосплавные сверла, оружейные сверла, сверла из быстрорежущей стали, пушечные сверла, инструмент со сменными пластинами (твердый сплав и быстрорез, микросверла).
Также возможности компании позволяют разрабатывать и производить специальный инструмент по чертежам или техническому заданию заказчика. Компания Hartner разрабатывает свой продукт таким образом, чтобы можно было решать любые задачи с помощью стандартной программы инструмента.
В каталоге представлен широкий ассортимент оружейных и пушечных сверл. Эти инструменты позволят значительно расширить спектр производственных решений за счет использования головок различной формы и стандартных шаблонов для заточки свёрл. Оружейное сверло дает возможность обработки и создания отверстий в сплошном материале, а пушечное сверло позволит проводить работы там, где длина отверстия больше диаметра сверла в 5-10 раз.
На данный момент в Германии у нашей компании находится огромный склад по различным видам сверел. Это позволяет оперативно формировать заказ любой комплектации и быстро доставлять его заказчику.
Сверла из HSS, сверла с конусом Морзе, твердосплавные, оружейные сверла, сверла со сменными пластинами, микро-сверла, зенкера
Краткий обзор стандартной продукции
Высокопроизводительная система сверел со сменными пластинами из твердого сплава.
Система сверел со сменными пластинами из порошковой быстрорежущей стали (HSSE-PM)
Универсальная и эффективная серия сверл из HSS-E, HSSE-PM. HSSCo
Серия твердосплавных сверел.
Различные типы цельных высокопроизводительных твердосплавных сверел, как с внутренней подачей СОЖ так и без нее.
Твердосплавный инструмент для высокой производительности различных типов материалов и глубин отверстий
Специализированная серия для обработки нержавеющих сталей.
Твердосплавный инструмент для снятия заусенцев на обработанных отверстиях
Оружейное сверло
Сверло оружейное – это инструмент для обработки и создания отверстий в сплошном материале. Особенности сверления глубоких отверстий требуют применения специального инструмента, которым и является оружейное сверло.
Компания Hartner предлагает для решения вопросов глубокого сверления использование инструмента двух типов: цельные твердосплавные оружейные сверла Gundrills с одной канавкой и оружейные сверла Gundrills с одной канавкой и твердосплавной головкой.
Цельные твердосплавные пушечные сверла с одной канавкой производятся с диаметром от 1,2 мм до 5,00 мм с максимальной длиной канавки до 300 мм. Сверло имеет две модификации формы сверлильной головки, что позволяет использовать инструмент для широкого применения.
Пушечное сверло
Пушечное сверло используется для задач, где длина отверстия больше диаметра сверла в 5-10 раз. Особенностями таких работ являются:
- затруднительный отвод стружки
- сложности с подачей охлаждающих и смазочных веществ
- сохранение точности
Пушечные сверла имеют цилиндрическую опорную поверхность и созданы для работы в тяжелых условиях.
Читайте также: