Основные показатели свариваемости металлов и их сплавов
Обновлено: 17.05.2024
Свариваемость – это технологическое свойство материала образовывать в процессе сварки соединения, отвечающие конструкционным и эксплуатационным требованиям к ним. При наличии большого разнообразия вышерассмотренных методов сварки, очевидно, что имеется возможность получения сварных соединений большинства материалов. Однако, учитывая, что свойства материалов при сварке могут значительно изменяться, свариваемость является важной комплексной характеристикой материала, помогающей правильно вы-
брать материал, метод, режимы сварки. При оценке свариваемости сплава учитывают степень изменения химического состава и возможность изменения распределения элементов в сварном шве; влияние нагрева на структуру и механические свойства основного материала в околошовной зоне; деформации напряжения и перемещения, связанныесо сварочным процессом; возможность образования горячих и холодных трещин в материале шва и околошовной зоне. Дадим краткую характеристику основным группам сплавов, применяемым в машиностроении. Для сталей основным показателем свариваемости является эквивалентное содержание углерода Сэ, при расчёте которого учитывается содержание основных легирующих элементов.
С С Mn Cr V Mo Ni P э = + + + + + + .
Низкоуглеродистые стали Сэ≤ 0,3 %свариваются хорошо.
Среднеуглеродистые и легированные с Сэ> 0,3 %закаливаются в зоне термического влияния (ЗТВ) в результате резкого охлаждения зоны шва прилегающими слоями холодного металла. Поэтому желательно подогревать заготовки перед сваркой до 100 . 300 °С, чтобы уменьшить скорость охлаждения и возможность образования закалочных структур. Для низколегированных и среднелегированных сталей возможно образование трещин. Основными методами сварки таких сталей является сварка в углекислом газе, аргоне, сварка под флюсом, электрошлаковая, плазменная, электронно-лучевая.
Высоколегированные коррозионностойкие стали(Сэ > 10 %) склонны к образованию хрупких структур и резкому разупрочнению зоны шва. Для восстановления первоначальной структуры требуется термообработка (нормалиация и (или) отпуск). Для сталей с аустенитной структурой для уменьшения вредных последствий применяется сварка плавлением на малых энергиях с теплоотводящими подкладками + закалка в воде с 1100 °С (для фиксации аустенитной структуры). Эти стали хорошо варятся контактной сваркой.
Чугунварится плохо. Сварку проводят только при ремонте и заварке дефектов. В результате быстрого нагрева возможно образование белого чугуна в шве, а зона термовлияния может закаливаться. Для устранения этих дефектов производят сварку с предварительным подогревом до 400 . 700 °С (горячая сварка). Используются чугунные электроды d = 8 . 25 мм со специальным покрытием. Для предупреждения появления закалочных структур и снижения остаточных напряжений производят медленное охлаждение вместе с печью. За-
щиту шва от окисления производят флюсом на основе буры (Na2B4O7). В некоторых случаях при заварке малых дефектов используется холодная сварка стальными, медножелезными, медно-никелевыми электродами.
Медь и ее сплавытрудно свариваются, т. к. расплавленная медь легко окисляется и по границам зерен образуется легкоплавкая эвтектика Cu2O-Cu, которая дает хрупкость (горячие трещины). Сплавы активно насыщаются водородом Н2, дающим водородную хрупкость, что приводит к образованию холодных трещин. Высокая теплопроводность требует концентрированного подвода энергии и подогрева. Большая усадка медных сплавов приводит к значительному короблению. Повышенная жидкотекучесть затрудняет оформление наклонных, вертикальных и потолочных швов.Учитывая вышеназванные особенности медных сплавов, рекомендуется их сваривать в защитных газах. Режим выбирается с повышенной плотностью энергии из-за высокой теплопроводности, при толщине δ > 10 мм сварку ведут с подогревом до 300 °С, при δ > 30 мм – применяется плазменная сварка, флюс на основе буры, при δ > 50 мм используется электрошлаковая сварка. Контактной сваркой медные сплавы не свариваются, так как имеют малое электрическое сопротивление и в зоне контакта не происходит нагрева. При сварке латуни испаряется основной компонент Zn. Его пары токсичны, поэтому следует обеспечивать интенсивную вытяжную вентиляцию из зоны сварки. Для обеспечения хорошего качества шва следует сварить латунь в защитных газах или под слоем флюса. Бронзы сваривают как медь, кроме оловянистых, которые сваривают с большой скоростью и без подогрева, чтоб не выплавилось олово.
Алюминий и его сплавы.Сварку затрудняет образование плотной окисной плёнки Al2O3, имеющей очень высокую температуру плавления порядка 2050 °С. Для защиты от окисления сварку производят в атмосфере защитных газов или со спецфлюсами, растворяющими Al2O3: NaCl, KСl, BaCl2, LiF, CaF2. Можно очистить поверхность от оксида щелочью NaOH. Алюминиевые сплавы склонны к образованию газовой пористости под действием водорода, попадающего в зону шва из влажных материалов и оксидной плёнки. Трудно варятся дуралюмины. Рекомендуется сварка неплавящимся электродом при δ = 0,5 . 10 мм и
плавящимся при δ > 10 мм в защитных газах. При сварке нужна большая тепловая мощность, т. к. сплавы алюминия имеют высокую теплопроводность. Чистый алюминий хорошо сваривается холодной сваркой. Тугоплавкие металлы и сплавы(Ti, Zr, Mo, Nb) имеют температуру плавления 2500…3000 °С. При нагреве интенсивно поглощают газы, что резко снижает их пластичность. Zr и Ti варят в аргоне, перед сваркой проволоку и основной металл дегазируют путем отжига в вакууме. Mo и Nb варят в аргоне или электронно-лучевой сваркой в вакууме. Дефекты сварных соединений:непровар, неполный шов, пережог, прожог, пористость, трещины, раковины, наплывы. Контроль сварных соединений:предварительный контроль материалов, контроль режимов сварки, внешний осмотр, рентгеноскопия, γ-излучением, ультразвуковой, магнитный и люминесцентный контроль, механические испытания (растяжение образцов, вырезанных из сварного шва и зоны термовлияния, неразрушающие испытания твердомером), металлографические исследо-
вания, гидравлические или пневматические испытания, керосиновая проба на
герметичность (другая сторона шва покрывается мелом), окончательный кон-
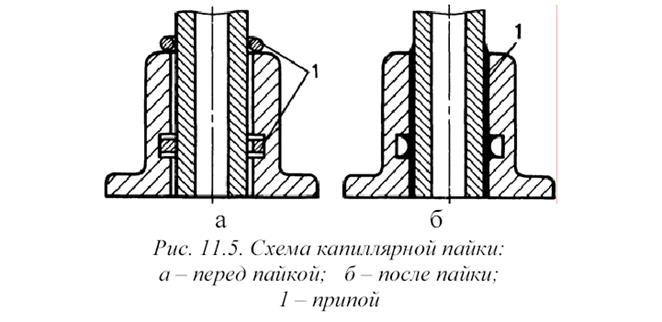
11.2. Пайка
Пайка– это соединение деталей без их расплавления с помощью припоя, температура плавления которого ниже, чем у основного металла (рис. 11.5). Поверхности предварительно очищают, обезжиривают, удаляют оксиды, применяют флюсы либо защитные газы.
Применяется пайка в печи, в индукторе, погружением в расплав припоя, радиационный нагрев кварцевыми лампами, электронным или лазерным лучом, газопламенными горелками, паяльниками и паяльными лампами. Припои подразделяются на твёрдые (тугоплавкие и достаточно прочные Тпл выше 500 °С, σв ≤ 700МПа) и мягкие, имеющие меньшую температуру плавления и меньшую прочность. Твёрдые припои изготавливают на основе Cu, Ag,
Al, Mg, Ni. Они широко применяются для соединения меди, латуни, бронзы, стали, чугуна и др. сплавов. Флюсы: бура, борная кислота, плавиковый шпат и хлористые металлы. Мягкие припои изготавливают на основе Sn, Рd, Кd, Wi, Zn. Они обеспечивают прочность σв ≤ 100 МПа. Для них используются флюсы: канифоль, NH4Cl (нашатырь), ZnCl (травленая соляная кислота). Флюсы при пайке защищают место спая от окисления, обеспечивают смачиваемость припоем и растворяют окисную пленку. Для пайки тугоплавких металлов разработа-
ны тугоплавкие припои на основе никеля, титана, палладия. Основные припои: оловянно-свинцовые (t = 210 . 280 °C), медно-цинковые (t = 800 . 890 °С), медно-фосфористые (t = 750 . 869 °С), серебряные (t = 600.
Свариваемость металлов
Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Различают физическую и технологическую свариваемость.
Физическая свариваемость — свойство материалов давать монолитное соединение с химической связью. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами.
Технологическая свариваемость — технологическая характеристика металла, определяющая его реакцию на воздействие сварки и способность при этом образовывать сварное соединение с заданными эксплуатационными свойствами
Свариваемость металла зависит от его химических и
физических свойств, кристаллической решетки, степени легирования, наличия примесей и других факторов.
Назовем основные показатели свариваемости металлов и их сплавов:
• окисляемость при сварочном нагреве, зависящая от химической активности металла;
• чувствительность к тепловому воздействию сварки, которая характеризуется склонностью металла к росту зерна, структурными и фазовыми изменениями в шве и зоне термического влияния, изменением прочностных и пластических свойств;
• сопротивляемость образованию горячих трещин;
• сопротивляемость образованию холодных трещин при сварке;
• чувствительность к образованию пор;
• соответствие свойств сварного соединения заданным эксплуатационным требованиям.
Кроме перечисленных основных показателей свариваемости имеются еще показатели, от которых зависит качество сварных соединений. К ним относят качество формирования сварного шва, величину собственных напряжений, величину деформаций и коробления свариваемых материалов и изделий. 1
Окисляемость металла при сварке определяется химическими свойствами свариваемого материала. Чем химически активнее металл, тем больше его склонность к окислению и тем выше должно быть качество защиты при сварке. Это особенно наглядно видно на примере железоуглеродистых сплавов. Свариваемость углеродистой стали изменяется в зависимости от содержания основных примесей. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные ее свойства в процессе обработки, в том числе и свариваемость..
Низкоуглеродистые и среднеуглеродистые стали свариваются хорошо. Стали, содержащие С >0,35%, свариваются хуже. С увеличением содержания углерода свариваемость стали ухудшается. В околошовных зонах появляются закалочные структуры и трещины, а шов получается пористым.
Марганца в стали содержится обычно 0,3—0,8%, что не затрудняет сварку стали. Однако при повышенном содержании марганца (1,8—2,5%) прочность, твердость и закаливаемость стали возрастают, и это способствует образованию трещин. При сварке высокомарганцовистых сталей (11—16% Мп) происходит выгорание марганца, если не принять меры по его восполнению через электродное покрытие, флюсы и др.
Хром увеличивает прочность стали, повышает ее устойчивость против коррозии и длительного воздействия высоких температур. Однако с увеличением содержания хрома возрастает закаливаемость сталбй и ухудшается их свариваемость.
Никель повышает прочность, пластичность и коррозионную стойкость стали, улучшает свариваемость. Однако при сварке требуется защита от воздействия кислорода воздуха во избежание выгорания никеля.
Титан повышает прочность, ударную вязкость стали, улучшает ее свариваемость, способствует измельчению зерен при кристаллизации металла. При сварке связывает углерод, препятствуя образованию карбидов хрома по границам зерен и возникновению межкристаллитной коррозии металла сварного соединения хромсодержащих сталей.
Кремний содержится в обычной углеродистой стали в пределах 0,02—0,3% и существенного влияния на свариваемость не оказывает. При повышенном содержании (0,8—1,5%) кремний затрудняет сварку, так как придает стали жидкотекучесть и образует тугоплавкие окислы и шлаки.
Сера является самой вредной примесью стали. Содержание серы в стали допускается не более 0,05 %. Сера образует в металле сернистое железо, которое имеет более низкую температуру плавления, чем сталь, и плохо растворяется в расплавленной стали. При кристаллизации стали сернистое железо располагается между кристаллами металла шва и способствует образованию трещин.
Фосфор является также вредной примесью стали. Содержание фосфора в стали доходит до 0,05 %. Фосфор ухудшает свариваемость стали, так как образует хрупкое фосфористое железо, придает стали хладноломкость.
Свариваемость стали принято оценивать по следующим показателям:
• склонности металла шва к образованию горячих и холодных трещин;
• склонности к изменению структуры в околошовной зоне и к образованию закалочных структур;
• физикомеханическим качествам сварочного соединения;
• соответствию специальных свойств сварного соединения техническим условиям.
Для определения свариваемости применяют два основных метода. По первому методу изготовляют образцы, на которые наплавляются по одному валику. Обработанные и протравленные образцы подвергают макро - и микроисследованиям, а затем механическим испытаниям на загиб и ударную вязкость. Результаты исследования позволяют не только оценить свариваемость стали, но и установить оптимальные режимы сварки.
Сталь считается сваривающейся хорошо, если трещины отсутствуют; удовлетворительно, если трещины образуются при охлаждении водой, но отсутствуют при охлаждении воздухом; ограниченно, если сталь для предупреждения образования трещин требует предварительного подогрева до 100— 150°С и охлаждения на воздухе. Плохо сваривающиеся стали требуют предварительного подогрева до 300°С и выше.
Углеродистые стали по свариваемости можно условно подразделить на следующие группы: хорошо сваривающиеся стали — СтО, Ст1, Ст2, СтЗ, Ст4 (ГОСТ 380—88); 08, 10, 15, 20, 25 (ГОСТ 1050—88); удовлетворительно сваривающиеся стали — Ст5 (ГОСТ 380—88); 30, 35 (ГОСТ 1050— 88); ограниченно сваривающиеся стали — Стб, Ст7 (ГОСТ 380—88); 40, 45, 50 (ГОСТ 1050—88); плохо сваривающиеся стали — 60Г, 65Г, 70Г, 70, 75, 80, 85.
В сварных строительных конструкциях используются главным образом стали первой группы. Стали СтО, Ст1, Ст2, СтЗ, Ст4, Ст5 применяют при изготовлении строительных конструкций, арматуры, горячекатаных и сварных труб с прямым и спиральным швами. Из стали СтЗ изготовляют бункера, резервуары, газгольдеры, подкрановые балки, конструкции доменного комплекса, балки перекрытий. Стали 10, 15, 20 и 25 используют для производства горячекатаных труб. Эти стали хорошо поддаются сварке и образуют сварной шов без хрупких структур и пористости.
Как правило, чем выше прочность свариваемого материала и больше стенень его легирования, тем чувствительнее материал к термическому циклу сварки и сложнее технология его сварки.
Чувствительность металла к тепловому воздействию сварки оценивают по свойствам различных зон соединений и, сварных соединений в целом при статических, динамических и вибрационных испытаниях (растяжение, изгиб, определение твердости, определение перехода металла в хрупкое состояние и др.), а также по результатам металло
графических исследований в зависимости от применяемых видов и режимов сварки.
Сопротивляемость металла образованию трещин при сварке: при сварке могут возникать горячие и холодные трещины в металле шва и в околошовной зоне.
Горячие трещины — хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии.
При кристаллизации жидкий металл шва сначала переходит в жидкотвердое, а затем в твердожидкое и, наконец, в твердое состояние. В твердожидком состоянии образуется скелет из кристаллитов затвердевшего металла (твердой фазы), в промежутках которого находится жидкий металл, который в таком состоянии обладает очень низкими пластичностью и прочностью.
Усадка шва и линейное сокращение нагретого металла в сварном соединении при охлаждении могут привести к образованию горячих трещин. Горячие трещины могут образовываться как вдоль, так и поперек шва.
Для оценки свариваемости металлов по сопротивляемости горячим трещинам применяют два основных вида испытаний — сварку технологических проб и машинные способы испытаний.
В технологических пробах сваривают узел или образец заданной жесткости. Пригодность материала, электродов, режимов сварки оценивают по появлению трещины и ее длине.
При машинных методах испытаний растягивают или изгибают образец во время сварки. Стойкость материалов оценивают по критической величине или скорости деформирования, при которых возникает трещина. Для предотвращения горячих трещин необходимо правильно выбирать присадочный материал и технологию сварки.
Холодные трещины — локальные межкристаллические разрушения, образующиеся в сварных соединениях преимущественно при нормальной температуре, а также при температурах ниже 200° С. Причины возникновения холодных трещин при сварке следующие:
• охрупчивание металла вследствие закалочных процессов при быстром его охлаждении;
• остаточные напряжения, возникающие в сварных соединениях;
• повышенное содержание водорода в сварных швах, который усиливает неблагоприятное действие первых двух главных причин.
Для 'оценки свариваемости металлов по сопротивляемости холодным трещинам применяют, как и при оценке сопротивляемости горячим трещинам, два вида испытаний — технологические пробы ц методы количественной оценки с приложением к образцам внешней постоянной механической нагрузки.
Преимуществом технологических проб является возможность моделировать технологию сварки и, следовательно, судить о сопротивляемости образованию трещин в условиях, близких к реальным. Проба представляет собой жесткое сварное соединение. Стойкость материала оценивают качественно по наличию или отсутствию трещин.
Существует много технологических проб, в которых имитируют жесткие узлы сварных конструкций. Пробы дают только качественный ответ: образуется или не образуется трещина.
Количественным критерием оценки сопротивляемости сварного соединения образованию холодных трещин являются минимальные внешние напряжения, при которых начинают возникать холодные трещины при выдержке образцов под нагрузкой, прикладываемой сразу же после сварки. Внешние нагрузки воспроизводят воздействие на ме
талл собственных сварочных и усадочных напряжений, которые постоянно действуют сразу после сварки при хранении и эксплуатации конструкции.
Методы борьбы с холодными трещинами основываются на уменьшении степени подкалки металла, снятии остаточных напряжений, ограничении содержания водорода. Наиболее эффективным средством для этого является подогрев металла перед сваркой и замедленное охлаждение после сварки.
Необходимость подогрева и замедленного охлаждения металла сварного шва можно оценить по эквивалентному содержанию углерода Сэкв, учитывающему химический состав свариваемого металла;
где С — содержание углерода в сотых долях %;
Mn, Ni, Cr, Mo, V - в %.
По величине Сэкв все стали можно разделить условно на четыре группы;
2. Сэкв = 0,25—0,35. Удовлетворительно сваривающиеся стали, которые допускают сварку без появления трещин в нормальных производственных условиях, т. е. при окружающей температуре выше 0°С, отсутствии ветра
3. Сэкв = 0,35—0,45. Ограниченно сваривающиеся стали, которые склонны к образованию трещин при сварке в обычных условиях. При сварке таких сталей необходим предварительный подогрев до 100—200°С. Большинство сталей этой группы подвергают термообработке и после сварки.
4. Скв > 0,45. Такие стали склонны к образованию холодных трещин при сварке. Их можно сваривать только с предварительным подогревом, подогревом в процессе сварки и последующей термообработкой.
Температуру предварительного подогрева можно рассчитать по формуле
Т = 350 v'Co6-0,25 , где Со6 — общий эквивалент углерода.
S — толщина свариваемого металла, мм.
Поры в сварных швах возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры представляют собой заполненные газом полости в швах, имеющие округлую, вытянутую или более сложные формы. Поры могут располагаться по оси шва, его сечению или вблизи границы сплавления. Они могут выходить или не выходить на поверхность, располагаться цепочкой, отдельными группами или одиночно, могут быть микроскопическими и крупными (до 4—6 мм в поперечнике). Причины возникновения пор следующие:
• выделение водорода, азота и окиси углерода в результате химических реакций;
• различная растворимость газов в расплавленном и твердом металле;
• захват пузырьков газа при кристаллизации сварочной ванны.
Для уменьшения пористости необходима тщательная подготовка основного и присадочного материалов под сварку (очистка от ржавчины, масла, влаги, прокалка и т. д.), на
дежная защита зоны сварки от воздуха, введение в сварочную ванну раскислителей (из основного металла, сварочной проволоки, покрытия, флюса), соблюдение режимов сварки.
Наряду с порами однородность металла шва нарушают шлаковые включения. Шлаковые включения связаны с тугоплавкостью, повышенной вязкостью и высокой плотностью шлаков, плохой зачисткой поверхности кромок и отдельных слоев при многослойной сварке, затеканием шлака в зазоры между свариваемыми кромками и в места подрезов. Помимо шлаковых включений в шве могут быть микроскопические оксидные, сульфидные, нитридные, фосфорсодержащие включения, которые ухудшают свойства сварного шва.
Технология сварки (вид сварки, сварочные материалы, техника сварки) выбирается в зависимости от основного показателя свариваемости (или сочетаний нескольких показателей) для каждого конкретного материала.
Понятие о свариваемости
Процесс сварки представляет собой сочетание нескольких одновременно протекающих процессов, которые определяют качество получаемого сварного соединения. К этим процессам относятся: нагрев металла около - шовных участков, плавление, кристаллизация основного металла или взаимная кристаллизация основного и присадочного (или электродного) металлов. Протекание этих процессов определяется в основном свойствами свариваемых металлов. Однако такие факторы, ка! к слишком высокая температура, очень большие скорости охлаждения, необоснованный выбор присадочного металла и режима сварки, могут значительно снизить качество сварного соединения. При разнородных металлах процесс взаимной кристаллизации может не произойти, вследствие чего сварка таких металлов не может быть осуществлена.
Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Большое влияние на свариваемость металлов и сплавов оказывает их химический состав. Это особенно наглядно видно на примере железоуглеродистых сплавов. Свариваемость углеродистой стали изменяется в зависимости от содержания основных примесей. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные свойства стали в процессе обработки, в том числе и свариваемость. Низкоуглеродистые стали (С <0,25%) свариваются хорошо. Среднеуглеродистые стали (С<0,35%) также свариваются хорошо. Стали с содержанием С >0,35% свариваются хуже. С увеличением содержания углерода в стали свариваемость ухудшается. В околошовных зонах появляются закалочные структуры и трещины, а шов получается пористым. Поэтому для получения качественного сварного соединения возникает необходимость применять различные технологические приемы. Марганец не затрудняет сварку стали при содержании его 0,3. 0,8%. Однако при повышенном содержании марганца (1,8. 2,5%) прочность, твердость и закаливаемость стали возрастают, и это способствует образованию трещин. При сварке высоко марганцовистых сталей (11 . 16% Мп) происходит выгорание марганца, поэтому его восполняют, используя электродные покрытия и флюсы с повышенным содержанием марганца. Кремний содержится в обычной углеродистой стали в пределах 0,02. 0,3% и существенного влияния на свариваемость не оказывает. При повышенном содержании (0,8. 1,5%) кремний затрудняет сварку, так как придает стали жидко - текучесть и образует тугоплавкие оксиды и шлаки. Сера является самой вредной примесью стали. Содержание серы в стали допускается не более 0,05%. Сера образует в металле сульфид железа, который имеет более низкую температуру плавления, чем сталь, и плохо растворяется в расплавленной стали. При кристаллизации частицы сульфида железа располагаются между кристаллами металла шва и способствуют образованию горячих трещин. Фосфор является также вредной примесью. Фосфор ухудшает свариваемость стали, так как образует хрупкий фосфид железа, придающий стали хладноломкость. Содержание фосфора в стали не превышает 0,05%.
Свариваемость стали принято оценивать по. следующим показателям: склонность металла шва к образованию горячих и холодых трещин; склонность к изменению структуры в околошовной зоне и к образованию закалочных структур; физико-механические свойства сварного соединения; соответствие специальных свойств (жаропрочность, износостойкость и др.) сварного соединения техническим условиям.
Свариваемость определяют двумя основными методами, разработанными МВТУ им. Баумана (валиковая проба) и Кировским (г. Ленинград) заводом. Валиковая проба заключается в следующем: изготовляют образцы, на которые наплавляют по одному валику при различной погонной энергии от 419 • 103 до 838 • 104 Дж/м. Обработанные и протравленные образцы подвергают макро - и микроисследованиям, а затем механическим испытаниям на загиб и ударную вязкость. Результаты исследования позволяют не только оценить свариваемость стали по многим показателям, но и установить оптимальные режимы сварки.
По методу, разработанному Кировским заводом, исследование проводят на образцах из толстолистовой стали. Пластины размером 130 X 130 мм имеют в середине выточки диаметром 90 мм, при этом оставшиеся донышки у выточек должны иметь толщину 2, 4 и 6 мм. В выточки по диаметру наплавляют валик и в процессе наплавки пластины охлаждают с наружной стороны проточной водой или струей воздуха. Стали считаются сваривающимися хорошо, если трещины отсутствуют; удовлетворительно, если трещины образуются при охлаждении водой, но отсутствуют при охлаждении воздухом; ограниченно, если сталь для предупреждения образования трещин требует предварительного подогрева до 100. 150° С и охлаждения на воздухе. Плохо сваривающиеся стали требуют предварительного подогрева до 300° С и выше.
Углеродистые стали по свариваемости можно условно подразделить на следующие группы: хорошо сваривающиеся стали: СтО, Ст1, Ст2, СтЗ, Ст4 (ГОСТ 380—71), 08, 10, 15, 20, 25 (ГОСТ 1050—74); удовлетворительно сваривающиеся стали: Ст5 (ГОСТ 380—71), 30, 35 (ГОСТ 1050—74); ограниченно сваривающиеся стали: Стб, Ст7 (ГОСТ 380—71), 40, 45, 50 (ГОСТ 1050—74); плохо сваривающиеся стали: 60Г, 65Г, 70Г, 65, 70, 75, 80, 85 (ГОСТ 1050—74).
В сварных строительных конструкциях используются главным образом стали первой группы. Стали СтО, Ст1, Ст2, СтЗ, Ст4 применяют при изготовлении различных строительных конструкций, арматуры железобетонных изделий, горячекатаных и сварных труб с прямым и спиральным швом; из стали СтЗ изготовляют бункера, резервуары, газгольдеры, конструкции доменного комплекса, балки различных перекрытий; стали 10, 15, 20, 25 используют для изготовления горячекатаных труб. Эти стали хорошо поддаются сварке и образуют сварной шов без хрупких структур и пористости.
Оценка свариваемости металлов
В зависимости от свойств свариваемого металла, требований, предъявляемых к сварному соединению, оценку свариваемости можно проводить по различным показателям: по данным изменения структуры металла, механических свойств соединения, склонности к образованию определенных дефектов и др.
Оценку структуры металла различных областей сварного соединения проводят по равновесным диаграммам состояния и термокинетическим графикам структурно-фазовых превращений в свариваемых материалах. Получаемые данные дополняют результатами специальных исследований механических свойств металла по методике и на специальных машинах, позволяющих нагревать и охлаждать по программе с заданной скоростью образцы металла и подвергать их механическим испытаниям на любом этапе выполнения термической обработки. Такие испытания позволяют проводить имитацию сварочных термических циклов любого участка сварного соединения и получать результаты по воздействию их на структуру и свойства металла.
Для этой же цели используют и специальные технологические пробы, например так называемую валиковую пробу (ГОСТ 13585-68). Для этого на пластины металла толщиной 14 - 30 мм наплавляют валики на режимах с различной погонной энергией (рис. 6).
Из пластин вырезают поперечные образцы для испытаний на статический 1 и ударный 2 изгиб, определение твердости и структуры 3. Валиковая проба позволяет оценить влияние технологии сварки на свойства и структуру металла в соединении. Оценку свариваемости проводят и по данным определения механических свойств металла сварного соединения и отдельных его участков по ГОСТ 6996-66. Стандарт предусматривает испытания на статическое растяжение, ударный изгиб, старение, твердость. О свариваемости судят или по нормативным значениям соответствующих свойств, или по отношению их к аналогичному свойству основного металла. Горячие трещины представляют собой хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердо-жидком состоянии в процессе кристаллизации. При кристаллизации жидкий металл шва переходит в жидко-твердое, затем в твердо-жидкое и, наконец, в твердое состояние. В твердо-жидком состоянии образуется скелет из кристаллитов затвердевшего металла (твердой фазы), в промежутках которого находится еще жидкий расплав. Металл в таком состоянии обладает очень низкой деформационной способностью и малой прочностью. Когда металл полностью закристаллизуется, его пластичность и прочность возрастут. Температурный интервал, в котором металл находится в твердо-жидком состоянии с низкой пластичностью и прочностью, называют температурным интервалом хрупкости. При охлаждении одновременно с кристаллизацией в этом интервале начинаются усадка и линейное сокращение шва, ведущее к возникновению внутренних напряжений и деформаций, которые приводят к образованию горячих трещин. Горячие трещины могут образовываться как вдоль, так и поперек шва. Для оценки свариваемости металлов по критерию сопротивляемости горячим трещинам применяют два основных вида испытаний: на машинах и сварку технологических проб. При машинных испытаниях свариваемый образец растягивают или изгибают во время сварки. Эта деформация имитирует сварочную деформацию. Склонность материала к горячим трещинам оценивают по критической величине или скорости деформирования образца, при которых в нем возникают трещины. Чем выше скорость Деформации или ее величина для образования трещины, тем выше сопротивляемость материала к трещинообразованию при сварке.
Для качественной характеристики склонности к трещинам используют технологические пробы, имитирующие сварное соединение с угловыми или стыковыми швами (рис. 7). Оценку производят по наличию и протяженности образующейся трещины в контрольном шве. Существуют и другие виды технологических проб.
Холодные трещины свое название получили в связи с тем, что их появление наблюдается при относительно низкой температуре. Для оценки свариваемости металлов по критерию сопротивляемости холодным трещинам также применяют два вида испытаний: технологические пробы и методы количественной оценки с приложением к образцам внешней механической нагрузки. Пробы представляют собой жесткие сварные соединения. Стойкость материала оценивают качественно по наличию или отсутствию трещин. Примерами проб могут служить крестовая проба и проба Кировского завода (рис. 8).
В крестовой пробе цифрами показана последовательность наложения швов. В наиболее жестких условиях находится последний шов - 4-й, где и возможно образование трещин. В пробе Кировского завода, изменяя толщину металла в зоне выточки, меняют скорость охлаждения металла и степень его подкладки. По этим показателям судят о сопротивляемости металла образованию холодных трещин.
Количественными показателями оценки сопротивляемости сварного соединения образованию холодных трещин являются минимальные внешние нагружения, при которых начинают возникать холодные трещины при выдержке образцов под нагрузкой, прикладываемой сразу же после сварки. В качестве показателя сопротивляемости служит минимальная нагрузка, при которой происходит разрушение с образованием трещины.
Свариваемостью металлов называют способность однородных и разнородных материалов образовывать сварное соединение, которое может работать при заданных условиях эксплуатации (нагрузка, окружающая среда, температура и т.п.).
Способность металла свариваться является весьма важной характеристикой, определяющей принципиальную возможность образования сварного соединения, однако она не полностью определяет возможность получения качественного и экономичного сварного соединения, т. е. соединения, обладающего свойствами, обеспечивающими его работоспособность во время эксплуатации. При сварке плавлением металл околошовной зоны и металл шва по структуре и свойствам существенно отличаются от основного металла.
Свариваемость не является прирожденным свойством металла, подобно физическим свойствам. Кроме свойств основного металла свариваемость определяется способом и режимом сварки, составом присадочного материала, флюса, электродного покрытия или газа, конструкцией сварного узла и условиями эксплуатации изделия.
В зависимости от изменения свойств основного металла и условий эксплуатации конструкции изменяется и совокупность свойств, определяющих понятие свариваемость. Так, под хорошей свариваемостью низкоутлеродистых сталей, предназначенных для сварки конструкций, которые работают при статических нагрузках, понимают возможность получения при обычной технологии сварного соединения, равнопрочного с основным материалом, без трещин в металле шва и без снижения пластичности в околошов- ной зоне.
При сварке легированных сталей (предназначенных для изготовления химической аппаратуры) под свариваемостью кроме указанных ранее свойств подразумевают также стойкость против образования трещин и закалочных структур в околошовной зоне и обеспечение специальных свойств (коррозионной стойкости, прочности при высоких и низких температурах и т.п.) металла шва и в целом сварного соединения.
При сварке плавлением свариваются металлы, имеющие хорошую взаимную растворимость. Хорошую свариваемость имеют все однородные металлы, например сталь со сталью, чугун с чугуном, медь с медью и т.п. В принципе, природа сварочных процессов позволяет утверждать, что любые металлы при сварке плавлением могут образовывать сварные соединения удовлетворительного качества. Разница между металлами, обладающими хорошей и плохой свариваемостью, заключается в том, что при сварке последних необходима более сложная технология (строгое соблюдение параметров режима, предварительный подогрев, термическая обработка и т.д.).
Усложнение технологии в ряде случаев делает процесс изготовления сварных конструкций из плохо свариваемых материалов экономически нецелесообразными.
Оценку свариваемости материалов производят по совокупности характеристик, определяемых различными способами.
В зависимости от свойств и поведения того или иного материала при сварке оценку свариваемости осуществляют по результатам испытаний сварных соединений. При этом оценивают их наиболее важные и эффективные свойства: стойкость к образованию горячих и холодных трещин, склонность к старению, стойкость против перехода в хрупкое разрушение, а также прочность, пластичность и вязкость в условиях эксплуатации, стойкость против коррозии и т.п.
Группы свариваемости сталей представлены в табл. 1.5.
Оценку свариваемости металлов, как правило, производят не по абсолютным величинам, а по сравнению со свойствами основного металла или ранее применявшихся материалов.
Наиболее простым способом оценки свариваемости сталей является оценка их склонности к образованию горячих трещин по расчету показателя UCS (по EN 1011—2) на основе содержания (в процентах) легирующих элементов. Метод оценки разработан в России.
UCS (units of crack susceptibilite) — единицы склонности к горячим трещинам.
Для углеродистых и низколегированных сталей расчет ведут по выражению
UCS= 230С + 190S + 75Р + 45Nb - 12,3Si - 5,4Mn - 1, где С, S и др. — химические элементы.
Для оценки склонности низколегированных сталей к образованию холодных трещин можно использовать расчет по эквиваленту углерода Сэкв (%) (по ГОСТ 27772—88) по соотношению
Таблица 1.5. Группы свариваемости сталей
| Группа | Свариваемость | Характеристика свариваемости |
| I | Хорошая | Сварные соединения высокого качества без применения особых приемов сварки |
| II | Удовлетворительная | Для получения высококачественных сварных соединений необходимо строгое соблюдение режимов сварки |
| III | Ограниченная | Для получения высококачественных сварных соединений необходимы дополнительные операции: подогрев, термообработка, проковка швов и т.п. |
| IV | Плохая | Качество сварных соединений понижено. Швы склонны к трещинообразо- ванию. При сварке необходимы подогрев и последующая термообработка |
Сэкв= С + Mn/6 + Si/24 + Сг/5 + Ni/40 + Мо/4 + V/14 + Си/13 + Р/2.
Медь и фосфор учитывают, если их концентрации превышают следующие значения: Си более 0,5%, Р более 0,05%.
Стали, у которых Сэкв более 0,35%, считают потенциально склонными к образованию холодных трещин. Увеличение толщины свариваемого материала ухудшает его свариваемость и в ряде случаев это нужно учитывать.
Для низкоуглеродистых сталей
Сэкв= С + Mn/6 + 0,0025S < 0,5 %.
Для легированных сталей
Сэкв= С + Mn/20 + Ni/15 + (Сг + Mo + V)/10 + 0,0025S < 0,45 %.
Если полученная величина Сэкв выше указанных значений, то при сварке стали следует производить ее предварительный подогрев, температуру которого определяют по соотношению
Tпод = 350Сэкв - 0,25.
Таблица 1.6. Свариваемость углеродистых
| Марки стали | Группа свариваемости | Рекомендуемые способы сварки |
| СтО | РД, АФ, МП, ЭШ, К | |
| Ст1 | I | РД, АФ, МП, ЭШ, К |
| СтЗ, СтЗГ | I | РД, АФ, МП, ЭШ, К |
| Ст5, Ст5Г | II | РД, АФ, МП, ЭШ, К |
| 08, 08кп | I | РД, АФ, МП, К |
| 15, 15кп | I | РД, АФ, МП, К |
| 20, 20кп | I | РД, АФ, МП, К |
| II | РД, АФ, МП, ЭШ, К | |
| II | РД, АФ, МП, ЭШ, К | |
| III | РД,к | |
| 15Л | РД, МП, ЭШ | |
| 45Л | III | РД |
Значения температур предварительного подогрева некоторых сталей приведены в гл. 3.
Способы сварки углеродистых сталей следует выбирать в зависимости от их свариваемости (табл. 1.6).
Оценка свариваемости некоторых легированных сталей и цветных металлов и сплавов приведена в Приложениях 4—6.
Приняты следующие обозначения способов сварки:
РД — ручная дуговая сварка покрытыми электродами;
АД — ручная и автоматическая аргонодуговая сварка неплавя- щимся электродом;
АФ — автоматическая и механизированная сварка под флюсом;
МП — механизированная сварка плавящимся электродом в углекислом газе;
ЭШ — электрошлаковая сварка;
К — контактная сварка.
При изготовлении сварных конструкций стали с ограниченной или плохой свариваемостью обычно не применяют.
Читайте также: