Печь для разогрева металла
Обновлено: 02.07.2024
Пламенные печи отличаются максимальной универсальностью. В пламенных печах нагревают (в зависимости от размеров и конструкции печи) как мелкие заготовки , так и слитки весом до 300 т. Пламенные печи работают на твердом, в том числе и пылевидном, жидком и газообразном топливе.
Наиболее совершенными в отношении регулирования и получения минимальных потерь от физической и химической неполноты горения являются печи, работающие на газообразном топливе. Распыление жидкого топлива и его сжигание осуществляется при помощи форсунок, которые обеспечивают хорошее смешение топлива с воздухом. Для сжигания газообразного топлива применяются газовые горелки. Сжигание пылевидного топлива производят в специальных устройствах, в которых угольная пыль с помощью шнека и воздуха подается к горелке.
Нагревательные печи по конструкции делятся на камерные, в которых температура по всему рабочему пространству одинакова, и методические, у которых температура в рабочем пространстве повышается от загрузочного окна к окну выдачи нагретых заготовок. Схема камерной печи приведена на рис. 108, а для обычного нагрева и на рис. 108, б для скоростного нагрева. При скоростном нагреве уменьшается обезуглероживание поверхностного слоя заготовки и снижаются потери на угар до 0,5 ÷ 0,7% вместо 3% при обычном нагреве.
Рис. 108 . Камерная печь: а - для обычного нагрева; б — для скоростного нагрева
Высокая температура в рабочей камере печи (1400 — 1500°С) достигается применением высококаллорийного топлива и подогретого воздуха в рекуператорах. Горелки или форсунки в этих печах располагаются как над нагреваемыми заготовками, так и под ними ( рис. 108, б ). В камерных печах при нагреве крупных заготовок для облегчения загрузки и выгрузки применяют различные загрузочные механизирующие устройства, машины, а также печи с выдвижным подом и со съемным сводом.
Для уменьшения отхода на окалину применяются печи с использованием нейтральных или защитных атмосфер, доставляющие которых не вступают в реакцию с нагреваемым металлом.
Разновидностью камерных печей являются нагревательные колодцы, которые находят применение в прокатных цехах для нагрева слитков, часто поступающих из сталелитейных цехов в горячем состоянии. Слитки в колодцы загружаются сверху и устанавливаются вертикально. Использование тепла горячих слитков обеспечивает экономию топлива.
Для нагрева концов штанги и прутков при работе на горизонтально-ковочных машинах применяются щелевые печи, загрузочным окнам которых придают вид щели.
Муфельные печи имеют муфель, герметически закрывающийся ящик, который загружают металлом, а нагревание осуществляется без доступа воздуха и газов. Такой способ нагрева применяется для нагрева специальных сплавов без образования окалины.
Методические печи имеют вытянутую форму. Температура в этих печах понижается в направлении движения пламени к загрузочному окну. Наиболее нагретые заготовки омываются наиболее горячим пламенем. В методических печах достигается непрерывная выдача нагретых заготовок, методичный (постепенный) нагрев и лучшее использование тепла образовавшихся при сгорании топлива газов. Чем печь длиннее, тем полнее теплоиспользование. При выходе из печи отходящие газы имеют более низкие температуры, чем в камерных печах, поэтому они экономичнее камерных.
Методические печи широко применяются в прокатном производстве и в крупносерийном кузнечно-штамповочном производстве. Переходной конструкцией от камерной печи к методической является полуметодическая печь, которая отличается от методической меньшей длиной. В них так же, как и в методических печах нагреваются заготовки, форма которых удобна для проталкивания через печь. Полуметодические печи обслуживают штамповочное оборудование высокой производительности.
Полуметодическая печь с толкателем ( рис. 109, а ) предназначена для нагрева мелких заготовок для штамповки. Печь механизирована: имеет магазинную коробку для непрерывного питания печи заготовками. Коробка периодически (через 1—1,5 час) заполняется заготовками. Из магазинной коробки заготовки снизу по одной выталкиваются в печь вначале в подогревательную камеру А, а затем продвигается в нагревательную камеру Б, где нагреваются до заданной температуры. Такие печи можно обеспечить механизмом подачи заготовок к обрабатываемой машине (рис. 109, б). В этом случае заготовка по мере, продвижения по поду печи достигает отверстия 1, проваливается на заслонку 3, которая под тяжестью заготовки или посредством пневматического цилиндра 4 открывается, и заготовка падает на транспортер 2, который все заготовки из-под печи подает к штамповочной машине. Продукты горения из печи ( рис. 109, а ) по каналу уходят в рекуператор, где они подогревают воздух, предназначенный для горения в печи топлива.
Рис. 109. Полуметодическая печь с толкателем и транспортером для подачи заготовок к кузнечной машине.
Для нагрева заготовок применяют печи с вращающимся подом (карусельные). Они бывают кольцевого типа и тарельчатые. Печь кольцевого типа представляет собой как бы свернутую в кольцо конвейерную печь. Эти печи позволяют в широких пределах регулировать желаемый режим нагрева металла путем изменения скорости вращения пода, расположения горелок и подачи топлива. Нагрев металла в этих печах протекает быстрее и равномернее, так как заготовки на поду печи укладываются на некотором расстоянии одна от другой. Угар металла при нагреве в этих печах будет меньше, чем в печах с толкателем на поду, в которых заготовки укладываются вплотную друг к другу и требуется большое время нагрева, и, кроме того, при продвижении заготовок в печи сбивается окалина и происходит повторное ее образование.
Более совершенными считаются печи, использующие тепло отходящих газов, так называемые, регенеративные и рекуперативные.
Регенеративные печи с помощью регенераторов используют тепло отходящих газов на подогрев воздуха и газа (в газовых печах), поступающих в печь. Принцип действия и устройство регенераторов у нагревательных пламенных печей такие же, как у мартеновских плавильных печей, применяемых для плавки стали, рассмотренных в главе II раздела II.
В рекуперативных печах осуществляют только подогрев воздуха, поступающего в печь для горения. Поток отходящих газов и нагреваемого воздуха в рекуператорах непрерывны, каждый поток течет по своим каналам. Газы нагревают стенки рекуператора с одной стороны, а воздух отнимает тепло с другой.
Применение рекуператоров и регенераторов повышает к. п. д. всех печей. В методических регенеративных печах к. п. д. может быть доведен до ~ 40%, а в простых камерных печах он обычно не превышает 10 ÷ 12%.
Электрические печи сопротивления ( рис. 110 ) применяют чаще всего для нагрева цветных металлов и сплавов, реже — для нагрева стали, так как температурный интервал штамповки, например алюминия, находится в пределах 475 — 400°С.
В электрических печах можно поддерживать и изменять температуру с большой точностью. Рабочее пространство этих печей свободно от продуктов горения, угар металла получается минимальным. Электропечи улучшают условия работы обслуживающего персонала. На рис. 110 показана электропечь камерного типа. Печь имеет загрузочное окно 1, спираль 2, рабочее пространство 3. Стрелками изображена циркуляция воздуха.
Рис. 110. Электрическая нагревательная печь. Расход условного топлива (с теплотворной способностью 7000 ккал/кг) в печах без использования тепла отходящих газов достигает 10 ÷ 12 % веса нагреваемого металла, а в печах с использованием тепла отходящих газов расход составляет 4,5 — 6%.
Как сделать кузнечный горн на газу своими руками: советы + чертежи в помощь домашним умельцам
Оборудование для термической обработки металлов – дорогостоящее удовольствие. Не каждый начинающий мастер готов выложить солидную сумму на его приобретение. Зато есть технологии, согласно которым кузнечный горн на газу своими руками соорудить можно без особых затруднений и трат.
В представленной нами статье вы найдете детальное описание сборки главного атрибута кузнечного промысла. Мы расскажем о том, как работает горн и о его конструктивных компонентах. Подскажем, каким образом добиваются необходимой для плавки и ковки заготовок температуры.
Самостоятельным домашним умельцам мы предлагаем ознакомиться с проверенными кузнечной практикой самоделками. Вы узнаете, какие материалы, готовые устройства и инструменты потребуются в изготовлении горна. Получите представление о непростом процессе и ценные советы.
Принцип работы и специфика конструкции
Кузнечный горн необходим для проведения ряда операций по подготовке металла к последующей обработке. Разогретой в нем заготовке придают запроектированную форму. С его помощью изготавливают популярные нынче кованые украшения, нужные в быту детали, утварь, предметы обстановки и т.д.
Горном пользуются во всех областях термообработки. Он может быть совсем миниатюрным, устанавливаемым буквально на стол, и стационарным, напоминающим традиционную кирпичную печку. Независимо от габаритов все модели действуют по единому принципу.
Кузнечный горн, установленный в гараже или подобном подсобном помещении, обеспечит достижение температурного фона в 1100-1200 градусов для разогрева, плавки и ковки металлов, цементирования, отлива стеклянных изделий
Горны для кузнечных работ бывают стационарными и переносными. Есть напольные виды для ковки крупных заготовок и настольные модели для изготовления оригинальных украшений
В упрощенном варианте кузнечный горн можно сделать из металлической емкости, в которую нужно поставлять топливо и воздух для поддержания горения
Предложенные промышленностью кузнечные горны нельзя назвать дешевым оборудованием. Но выход есть. Сделать его можно собственными руками
Как работает кузнечный горн?
Для подготовки металла к последующей ковке его нужно разогреть и в буквальном смысле «размягчить» в температурных условиях до 1100-1200ºС. Условия достигаются благодаря специфическим особенностям конструкции, обеспечивающей поставку в зону горения топлива и кислорода в нужных для процесса пропорциях.
Внутри газового или твердотопливного кузнечного горна проистекает характерная химическая реакция: перерабатывается углеводород. Углерод, получаемый при горении как газообразных, так и твердых углеводородов, вылавливает и присваивает себе из разогреваемого металла кислород. В итоге получается сталь без окисляющих примесей.

Сооруженный собственными руками кузнечный горн не позволит, конечно ковать булатные клинки и ажурные решетки для изысканной балюстрады, но для изготовления несложных бытовых вещей и оригинальных украшений вполне подойдет
Особенности кузнечного горна позволяют пользоваться восстановительным потенциалом углерода частично. Весь кислород не выжигается из разогреваемой заготовки. Благодаря частичному восстановлению металл не пережигается полностью и не становится хрупким, как это бывает с чугуном.

Для устройства миниатюрной домашней кузни не нужны особые материалы. Всем необходимым располагает практически каждый хозяин. Наверняка у него есть кирпичи и обрезки металлопроката, стальные трубы, анкера, хомуты
Кстати, чугунные изделия в промышленности после термообработки насыщают кислородом, чтобы избавиться от указанного недостатка или хотя бы минимизировать его.
В выпущенный промышленностью горн, оснащенный системой управления, нужный для горения воздух нагнетают так, чтобы его слегка не хватало. Самоделку таким устройством сложно снабдить, если не установить на нее, конечно, готовую газовую горелку с автоматикой.

Независимо от конструкции и типа работы кузнечного горна в его рабочей зоне перерабатывается углерод, выделяемый из углеводорода. Он притягивает к себе окислы, избавляя от них металл
Из-за невозможности регулируемой подачи воздуха, точнее содержащегося в нем кислорода, рукотворные кованые изделия нередко бывают пережжены. Так случается на первых этапах. Однако с опытом приходит и способность мастера чувствовать, когда надо перестать нагревать, а также знания, что нужно делать, чтобы избежать полной потери кислорода.
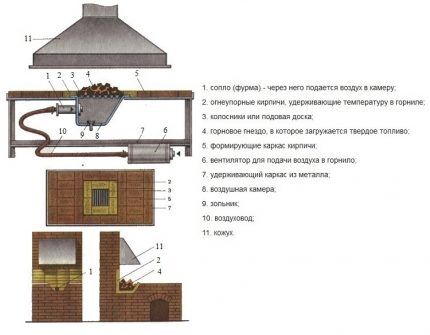
Устройство и рабочие составляющие
Вариантов изготовления самодельных моделей, проверенных кузнецами на практике, великое множество. Мы приведем только малую часть из них. Перед тем как решить, какой газовый горн лучше сделать своими руками, разберемся с типичными особенностями устройства.
По технической сути любой кузнечный горн – это своеобразная печь с характерными принадлежностями: топливником, колосниковой решеткой, воздушной камерой, именуемой в русских отопительных агрегатах поддувалом. В отличие от обычной печки воздушную камеру оборудуют дренажем для регулировки подачи воздуха и патрубком с вентилем.
Колосник усиливают так, чтобы он был способен сопротивляться немалому термомеханическому воздействию. Обычная решетка из металлических прутьев или обрезков уголка не подойдет. Нужно усиленное устройство. В идеале лучше, чтобы это было вмонтированная в рабочий стол панель из толстого металла с равномерно высверленными отверстиями.
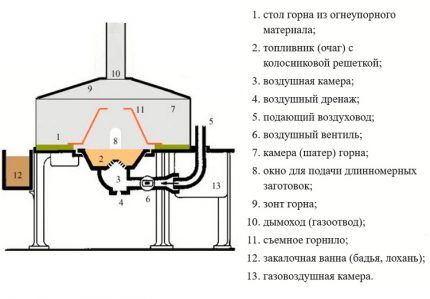
В конструкции кузнечного горна каждая конструктивная часть выполняет определенные функции, благодаря чему освобождение металла от примесей и разогрев для ковки производится в оптимальном режиме
Совокупность перечисленных составляющих называется фурмой. В комплектации горнов промышленного производства их несколько, чтобы можно было менять в зависимости от требующихся условий для выполнения определенной операции и от размера разогреваемой заготовки.
Фурму чаще всего устанавливают не в закрытый корпус, а монтируют на стол. Ему нужно быть достаточно устойчивым и защищенным от термического воздействия, для чего используется футеровка. В ряде конструкций в стол вмонтирована колосниковая решетка или вместо нее установлена металлическая перфорированная панель.
В футеровке стола для стационарного горна, который собираются активно эксплуатировать, используют огнеупорный кварцевый кирпич. Самоделки для разовых работ футеруют шамотным кирпичом. Найти его в продаже проще, да и цена пониже.
Камеру горения кузнечного горна укрепляют путем футеровки, которую выполняют огнеупорным или шамотным кирпичом, способным сопротивляться высоким температурам
Для полноценного сбора и отвода дымовых газов над столом с перфорированной панелью или над фурмой располагают шатер или зонт. Их соединяют с дымовым каналом, который сооружается по принципу дымохода для газового котла. Он должен безупречно работать, т.к. выделяемые при нагреве металла газы чрезвычайно токсичны.
Кроме основных конструктивных составляющих есть еще дополнительные приспособления. Обычно рядом с горном кузнецы ставят закалочную ванну, чтобы готовое изделие сразу окунать в охлаждающую и закаляющую его среду. Это в случае, если требуется термоударная закалка.

Обустраивая собственную кузню надо подумать не только об изготовлении оборудования для разогрева металла, но и о сопутствующем оборудовании: наковальне, ванны для закалки, газовоздушной камере, дымоходе и вытяжном зонте
Еще ремесленники в производственных масштабах пользуются газовоздушной камерой. В ней продукцию сушат от конденсата, вводят в состав присадки, которые можно добавить только в газообразном состоянии. Там же сушат воздух для получения определенных технологических условий.
Чтобы увеличить область предельно высокой температуры применяют горнило – расширяющийся к основанию колпак. Он нужен в основном при работах с цветными и драгоценными металлами. Кустарям зачастую ничего из дополнений не требуется, разве что ванна, под которую можно приспособить любую металлическую емкость достаточного объема.
Выбор голубого топлива для работы
Считается, что для работы кузнечного горна подойдет как магистральный, так и баллонный сжиженный газ. Разочаруем: пользоваться неочищенным природным вариантом нецелесообразно.
У отказа от природного топлива есть две весомые причины:
- Из трубы к нам поступает голубое топливо, представляющее собой некую смесь газообразных углеводородов. Их способности по теплотворности и удерживанию кислорода различаются. Потому настроиться на оптимальную поставку воздуха фактически невозможно.
- В газовой смеси для бытового использования всегда имеется пусть и незначительное, но влияющее на результат содержание примесей. Наличие фосфора с кремнием можно и не замечать, а вот сера точно приведет результат трудовых усилий в непригодность. Спасти сможет только переплавка.
Вдобавок бытовой газ одорируют – придают ему характерный запах, чтобы сразу же можно было обнаружить утечку. Эти вещества также негативно отразятся на качестве.
Для работы кузнечного горна не подходит бытовой газ, так как в его составе есть мешающие обработке металлов примеси. Газообразное топливо перед подачей в зону горения надо очищать или применять баллоны с промышленным моногазом
Отлично подошли бы промышленные сжиженные газы: поставляемые в баллонах пропан или бутан. Но только в случае, если это будут моногазы без сопутствующих примесей вообще.
Если купить очищенное голубое топливо не представляется возможным, провести очистку можно самостоятельно. Избавиться от серосодержащих соединений поможет емкость с нафталином, через которую надо пропустить газ перед подачей в горелку.
Кстати, если использовать горелку заводского изготовления, процесс сооружения горна будет проведен гораздо быстрее. Да и за результат можно не переживать работать все будет безупречно и безопасно. К тому же в горелке воздух с газом можно заранее смешать в нужных для работы пропорциях.
Технология сооружения кузнечного горна
Сразу оговоримся, что самодельный газовый горн, с чертежами и методами сборки которого мы вас познакомим, не пригоден для производственных целей. Однако уникальные украшения, интересные интерьерные вещицы, оригинальные металлические изделия с его помощью изготовить очень даже запросто можно.
Многие модели кузнечных горнов, разработанные под работу на твердом топливе, могут адаптироваться под работу на газе
Начнем с простейших вариантов, не требующих от исполнителя навыков в сварке и прочих строительных областях.
Элементарная конструкция с газовой горелкой
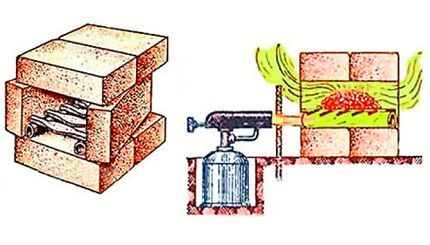
Простейший кузнечный горн для формирования красивых наконечников у металлического прутка, из которого планируется сварить симпатичный забор на даче, или для ковки украшений можно сделать из шести шамотных кирпичей.
Колосниковую решетку в этой модели варят на основе двух обрезков стальной трубы ВГП произвольного диаметра, но не слишком большого. К ним поперек приваривают закрученные по типу винта обрезки профильной трубы, уголка или полосы. Так нужно для захвата дутьевого потока.
Самый простой вариант кузнечного горна можно за полчаса собрать из шести кирпичей, нескольких обрезков стальной трубы и металлопроката
Из шамотных кирпичей складывают «топливник», у которого есть только основание, верхнее перекрытие, да по бокам две стенки. Устанавливают этот горн только на улице, так как система дымоудаления не предусмотрена. Со стороны наддува в земле выкапывают небольшой шурф для корпуса газовой горелки или паяльной лампы.
Для того чтобы во время работы этого горна из газовой горелки не произошел взрыв, перед входом в топливник лучше поставить перегородку из асбестового картона. Ведь исходящее из открытой топки тепло может вернуться и нагреть резервуар с газом.
В простейших кузнечных установках воздух для горения поставляется либо естественным образом, либо с помощью кузнечных мехов. в обоих случаях контролировать подачу кислорода невозможно
Вообще, в этом устройстве разогрев производится на углях или коксике (мелком коксе, выпускаемом целенаправленно для кузнецов). Газовую горелку или паяльную лампу применяют лишь для активизации процесса. Они разожгут и создадут дутьевую струю.
Мобильный вариант из гусятницы
Для устройства этой модели нужна отслужившая гусятница. В ее торцах прорезают отверстия для ввода самодельной или купленной газовой горелки. Над отверстиями вырезают два углубления. Эту модель так же как предыдущий тип можно эксплуатировать исключительно на свежем воздухе.
Футеровка самодельного горна производится смесью шамотного песка с кирпичным шамотным же боем. Приобрести для этого можно прямо готовую смесь. После нанесения ничего запекать специально не нужно. Отвердевание футеровочного состава произойдет во время использования приспособления.
Для наддува устанавливается подходящий по виду и мощности вентилятор, к примеру, от ручной сирены. Идеально подойдет дутьевая газовая горелка, которую можно снять с отслужившего турбированного котла, если она, конечно, в рабочем техническом состоянии.

Сделанная из старой чугунной посуды конструкция не позволит достичь температуры более 900º С, что существенно сужает сферу применения
В этом решении есть существенный недостаток – работать с ним можно только на улице, а если использовать дутьевую горелку, то потребуется электропитание. Т.е. придется запастись либо хорошим удлинителем достаточной мощности, либо рисковать, расположив устройство недалеко от дома.
Есть еще вариант – кузнечные меха, которыми пользовались кузнецы несколько столетий. Однако заметим, нагнетать воздух в топливник горна вручную вовсе не безопасно. Да и с производительностью будет все проблематично и неоднозначно.
Стационарное оборудование для мастерской
Модели, устанавливаемые в мастерских для постоянной работы, должны быть не только функциональны, но и эргономичны. Важно продумать и удобство работы, и безопасность, ведь раскаленная металлическая болванка представляет собой потенциальную угрозу. А получение тяжелых травм не входит в планы ни одного нормального мастера.
Размеры оборудования в этом случае не стоит брать стандартные, ведь все мы сложены и устроены индивидуально. Кузнечный горн должен быть удобен именно вам и тем, кто будет пользоваться вашей мастерской, если она взята в совместную аренду. Особенное значение имеет высота рабочего стола и его габариты.
Передвижной горн зимой можно использовать в мастерской, обустроенной вытяжной системой с зондом, а летом — на улице, перемещая внутрь постройки по завершению работы
Для определения размеров будущего горна поступим следующим образом:
- Выберем место в мастерской, позволяющее расположить все основное и дополнительное оборудование в местах, удобных для проведения всего спектра работы по разогреву, ковке и закалке.
- Определим свое место. Встанем, распределив ступни на ширине плеч. Рабочую (правую/левую) руку согнем в локте.
- Замеряем расстояние от локтя согнутой руки до плоскости пола. Это удобнее сделать напарнику. Потом так же получаем второй результат, если ковать будете не только вы. К среднему арифметическому от двух расстояний прибавляем 5-7 см – получаем высоту рабочего стола.
- Берем самые большие по габаритам клещи, чтобы замерить расстояние от живота до их самой крайней точки. К измеренному расстоянию прибавляем 10-12 см – получаем половину диагонали рабочего стола.
- Вычисляем длину стороны квадратного рабочего стола, учитывая полученную ранее половину диагонали.
Кузнечный стол обычно не делают круглым, т.к. он неудобен в работе, особенно, если работать предстоит с подручным.
Самодельный горн для собственной кузни изготавливают с учетом индивидуальных размеров и удобства пользования оборудованием
В центре рабочего стола кузнечного горна для регулярной работы располагают цельнолитую колосниковую решетку с равномерной перфорацией. Такой вариант меньше накапливает гарь, а если и собирает, то распределяет более равномерно, чем сборный колосник из прутка, полосы или уголка
В подобных конструкциях для наддува воздушной массы не используют пылесос во время работы на углях или коксе. Лучше подключить центробежный вентилятор-улитку от автомобильной печки
Устанавливаемые стационарно горны для частной кузни в обязательном порядке оборудуют системой сбора дымовых газов и удаления. В закрытом пространстве желательно кроме этого устроить еще и механическую вытяжную вентиляцию
Нагревательные печи кузнечно-штамповочных цехов
Нагревательная печь – это технологический энергетический агрегат, в котором в результате горения топлива или преобразования электрической энергии выделяется теплота, используемая для тепловой обработки металлов. Печи должны удовлетворять ряду основных требований, к которым относятся: обеспечение высокой производительности при заданных технологических условиях нагрева (температуре, перепаде температур по сечению заготовки и пространству печи); минимальный удельный расход топлива; возможность регулирования производительности; нагрев различных сортаментов; наличие механизации процессов загрузки и выгрузки; простота и безопасность эксплуатации и обслуживания; возможность автоматического управления процессами нагрева.
В кузнечных цехах используют большое разнообразие печей, что позволяет их классифицировать по технологическим, конструктивным и иным признакам. По технологическим признакам печи подразделяются на прокатные, кузнечные (для нагрева металла под ковку и штамповку) и термические. По конструктивным особенностям различают кузнечные горны, наочковые, щелевые, камерные, методические, полуметодические, карусельные и др. В кузнечных цехах массового и крупносерийного производств большое распространение получили печи, имеющие высокую производительность: методические, полуметодические и карусельные. В проходных печах (методических и карусельных) загрузка и выгрузка заготовок осуществляются непрерывно.
В цехах с индивидуальным и мелкосерийным производством, к каким относятся кузнечные цеха авиамоторостроительных предприятий, используют камерные и щелевые печи; в небольших кузницах – кузнечные горны и очковые печи. В камерных печах загрузка и выгрузка заготовок осуществляется через одно и то же окно, заготовки в процессе нагрева остаются неподвижными. Для нагрева цветных металлов и сплавов в кузнечных цехах авиационного производства применяют камерные электропечи, позволяющие выполнять процесс нагрева в защитных атмосферах.
По виду энергоносителя печи подразделяют на пламенные и электрические, а первые, в свою очередь, делят на газовые и мазутные. Иногда пламенные печи классифицируют по способу утилизации теплоты отходящих газов: рекуперативные и регенеративные.
Более общим признаком классификации печей служит температурный режим, в соответствии с которым все нагревательные печи подразделяют на три класса: с постоянной температурой рабочего пространства; с его переменной температурой и проходные печи. Для первого класса печей характерен одноступенчатый режим нагрева, для второго – многоступенчатый. В проходных печах могут быть реализованы как одно-, так и многоступенчатые режимы нагрева.
В зависимости от максимальной рабочей температуры камерные электропечи также можно подразделить на: низкотемпературные, с температурой рабочего пространства 650…700 °С (сушильные, отпускные, для нагрева цветных металлов и сплавов под горячую обработку давлением). В этих печах значительная часть теплоты заготовки передается конвекцией.
К среднетемпературным относятся печи с температурой рабочего пространства 700…1250 °С. В этих печах основной вид теплоотдачи происходит излучением. Печи с рабочей температурой >1250 °С относят к высокотемпературным.
Газовые камерные печи с постоянной температурой рабочего пространства предназначены для нагрева заготовок под высадку и штамповку массой до нескольких килограммов. Они имеют мощность в диапазоне 100…150 кВт, обладают высокой производительностью, но отличаются низким коэффициентом полезного действия (КПД), не превышающим 15 %. Рабочее пространство камерной печи характеризуется размерами: длиной А, шириной Б, высотой В. Номенклатурный ряд камерных печей представлен ниже:
На рис. 8 приведена схема камерной нагревательной печи.
Камерные щелевые печи используют для нагрева концов прутковых заготовок под ковку, штамповку, высадку и другие кузнечные операции. Схема камерной щелевой печи приведена на рис. 9. Применяется большой ряд типоразмеров рабочего пространства этих печей.
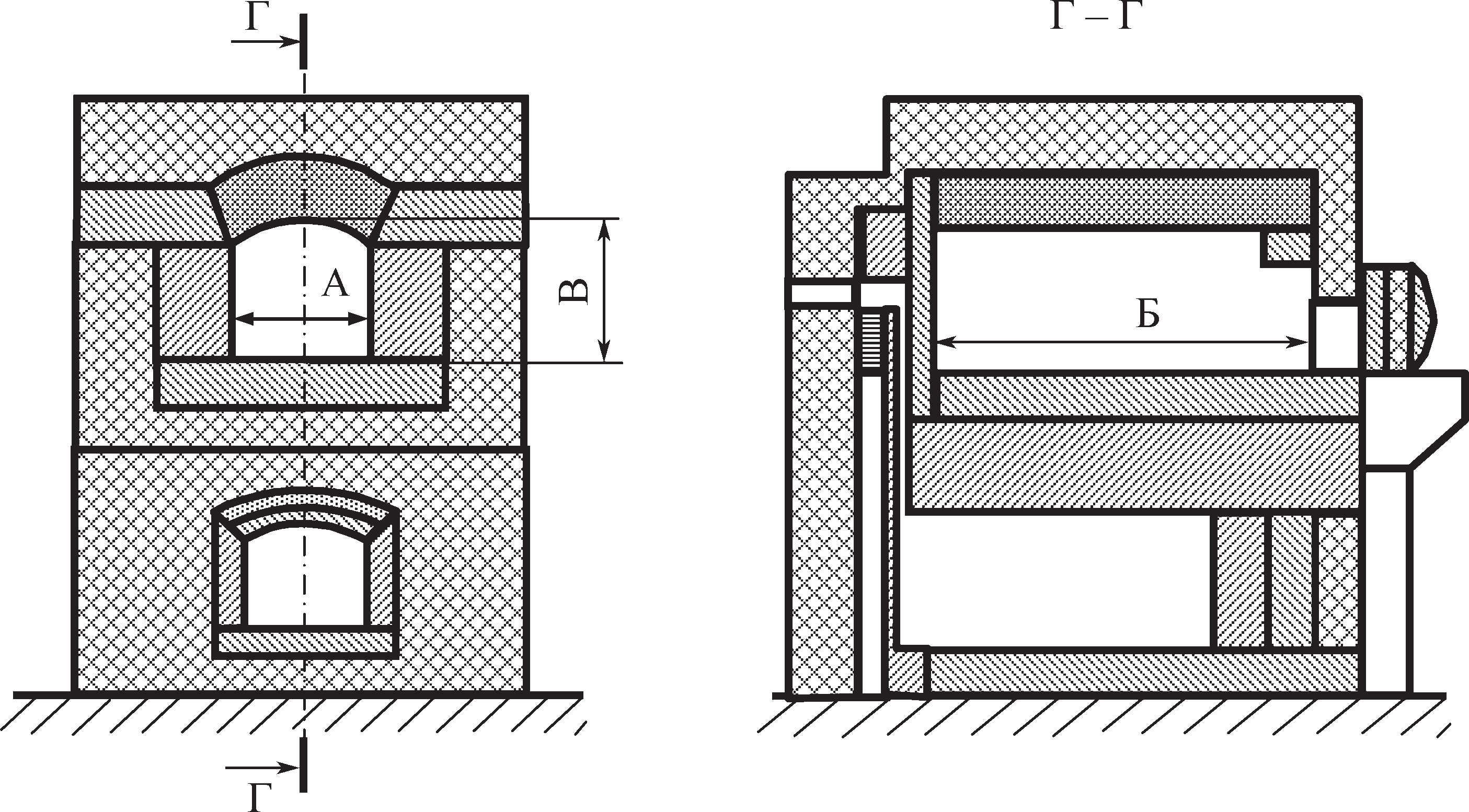
Рис. 8. Схема камерной нагревательной печи
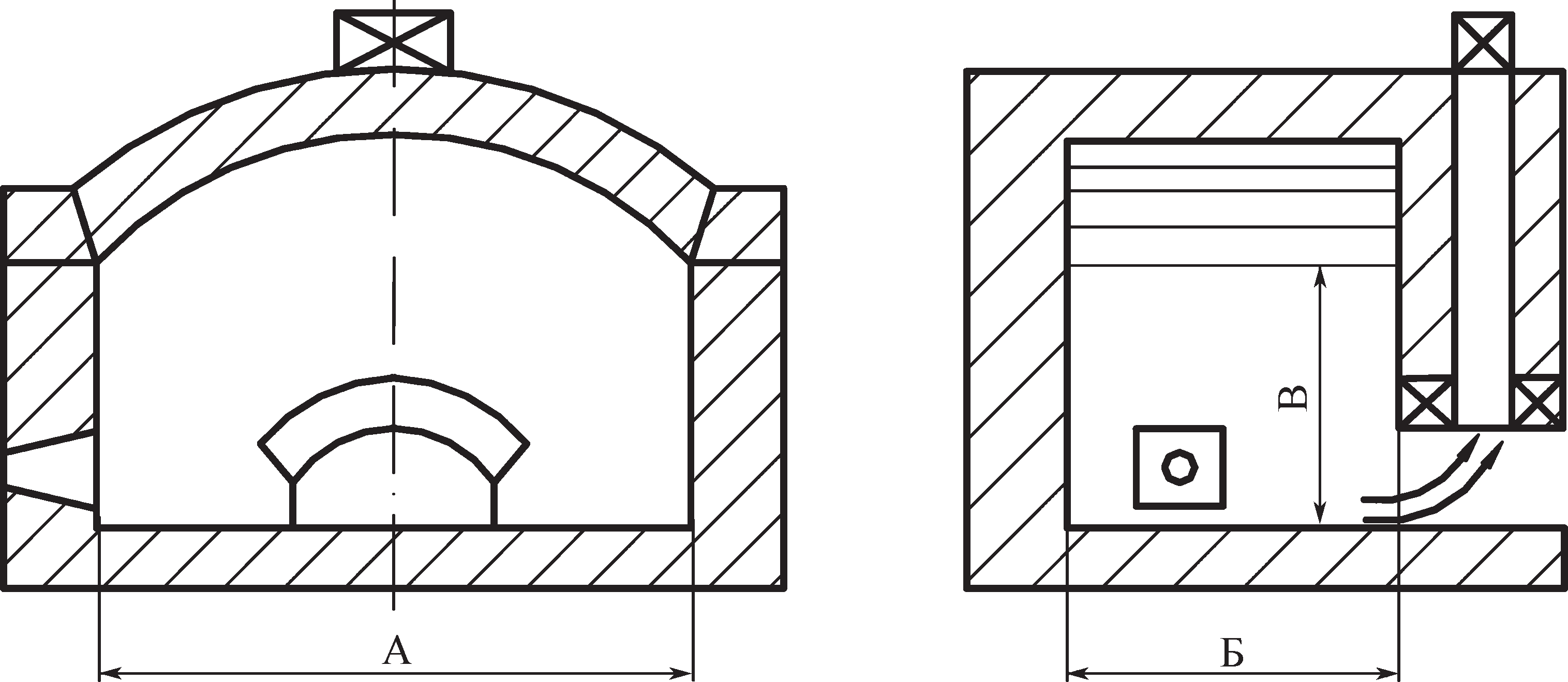
Рис. 9. Схема камерной щелевой печи
Номенклатурный ряд размеров рабочей зоны щелевых печей
Производительность печей при нагреве углеродистых и низколегированных сталей составляет ~400 кг/(м 2 ч). При нагреве легированных сталей она снижается в 2 раза.
Расход топлива: мазут 110…125 кг/т; природный газ 130…150 м 3 /т. При нагреве легированных сталей расход увеличивается вдвое.
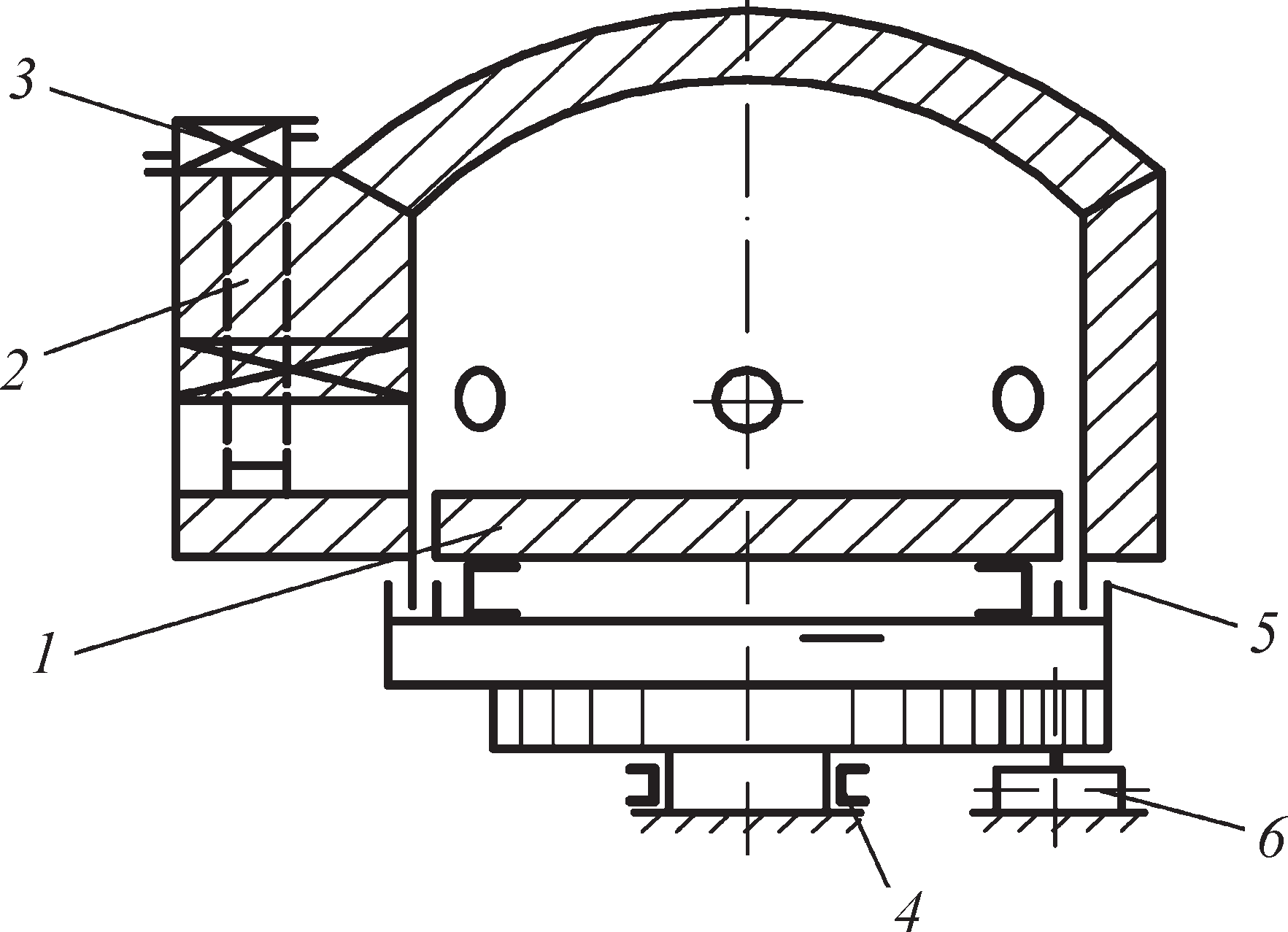
Рис. 10. Схема печи с вращающимся подом: 1 – под печи; 2 – каналы; 3 – рекуператор; 4 – пятовый упорный подшипник; 5 – водяной затвор; 6 – механизм вращения печи
Камерные печи с вращающимся подом (рис. 10) обычно используют для нагрева под ковку, штамповку заготовок небольшой массы. В данных печах удается получить высокую равномерность прогрева заготовок вследствие хорошего их промывания печными газами.
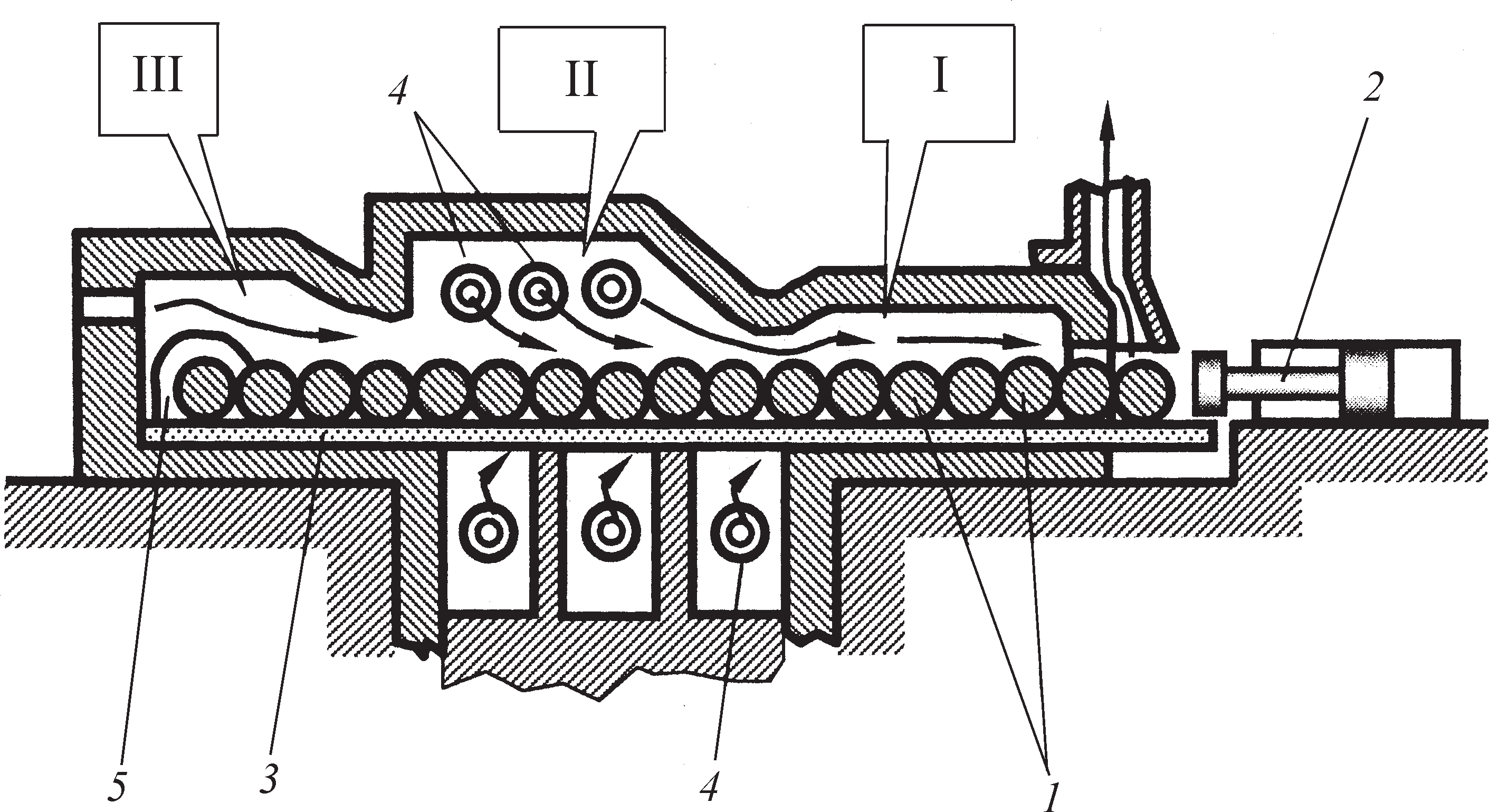
Рис. 11. Схема трехзонной методической печи: 1 – заготовки; 2 – толкатель; 3 – под печи; 4 – горелки; 5 – окно извлечения нагретых заготовок
Традиционно печи имеют шесть горелок, создающих равномерное температурное поле.
Для кузнечных цехов массового и крупносерийного производств целесообразно применение механизированных методических печей. На рис. 11 приведена схема трехзонной методической печи.
Рабочее пространство методической печи имеет вытянутую форму и включает в себя три (иногда две – полуметодические) зоны с различной температурой: I – зона подогрева (методическая) с температурой нагрева 600…800 °С, II – зона максимального нагрева (1250…1350 °С), III – зона выдержки (томильная)
Заготовки 1 проталкиваются толкателем 2 и, перемещаясь по поду 3 печи, последовательно проходят все три зоны нагрева. Горячий газ от горелок 4 подается навстречу движущимся заготовкам, которые извлекаются из печи через окно 5.
Благодаря встречному движению газов, имеющих высокую температуру, и нагреваемых заготовок температура уходящих газов используется более рационально, чем в обычных камерных печах, потери теплоты ниже, а коэффициент полезного действия выше и достигает 40…60 %.
Трехзонные методические печи позволяют нагревать заготовки толщиной (диаметром) > 100 мм. Их применение позволяет выровнять температуру нагрева заготовки по всему ее объему путем выдержки в томильной зоне.
В табл. 1 рассмотрены основные типы пламенных печей, применяемых в кузнечных цехах для нагрева заготовок под ковку и штамповку.
Камерные и карусельные электрические нагревательные печи сопротивления получили широкое распространение в кузнечно-штамповочных цехах авиационного производства для нагрева высоколегированных сталей, никелевых, титановых и алюминиевых сплавов. Камерные электропечи дают возможность получить любой
Таблица 1. Типы пламенных печей для нагрева заготовок под ковку и штамповку
температурный режим с обеспечением его автоматического регулирования. Электрическая энергия в печах сопротивления преобразуется в тепловую с помощью нагревательных элементов, изготавливаемых из материалов с высоким электрическим сопротивлением.
Как уже отмечалось, печи сопротивления подразделяют на низко-, средне- и высокотемпературные. В низкотемпературных печах основной теплообмен осуществляется путем конвекции, поэтому в них организуют искусственную циркуляцию печной атмосферы печными вентиляторами. В средне- и высокотемпературных печах основной теплообмен выполняется посредством излучения. Электронагреватели печей сопротивления изготавливают в зависимости от рабочей температуры из различных материалов. Материалы, применяемые для изготовления нагревателей, и их рабочие температуры приведены ниже.
Материалы нагревателей и рабочие температуры, С
Металлокерамический материал — До 1600
Дисилицид молибдена (MoSi2) — 1400…1450
Карбидокремниевые (корундовые SiC) — 1450…1500
Модели низко- и среднетемпературных камерных печей, выпускаемые отечественной промышленностью, приведены в табл. 2 и 3.
В качестве примера ниже представлена структура условного обозначения камерной электропечи модели СНО-3.4.3/6: С — нагрев сопротивлением; Н — камерная;
Таблица 2. Перечень выпускаемых низкотемпературных камерных печей
Таблица 3. Перечень выпускаемых промышленностью среднетемпературных камерных печей
О — среда в рабочем пространстве — окислительная (воздушная) (если вместо О стоит З, то в рабочем пространстве — защитная атмосфера); 4 — длина рабочего пространства в дециметрах; 3 — высота рабочего пространства в дециметрах; 6 — номинальная температура, сотни °С.
Некоторые технические характеристики выпускаемых промышленностью карусельных электропечей сопротивления приведены в табл. 4.
Таблица 4. Технические характеристики карусельных электропечей сопротивления с номинальной температурой нагрева 1100 °С
Печи для нагрева металла
Кузнечные печи
В кузнечно-штамповочном производстве применяют кузнечные печи с периодической и непрерывной загрузкой.
Во всех случаях, когда это возможно, следует предпочитать печи с непрерывной загрузкой, обеспечивающие непрерывность и определенный ритм производства, а следовательно, более высокую производительность, и позволяющие лучше использовать топливо.
Однако при мелкосерийном или единичном производстве (крупные поковки) возможность использования печей непрерывного действия ограничена и приходится применять камерные печи с периодической загрузкой. В крупносерийном и массовом производстве, где за определенными производственными агрегатами (молотами, прессами, ковочными машинами) закрепляется небольшое количество однотипных деталей, успешно применяют и автоматизированные печи с непрерывной загрузкой.
Таблица 1 . Типы кузнечных печей и условия их применения
Условия применения,
характеристика конструкции
Способ использования
тепла отходящих газов
Печи с периодической загрузкой
Кузнечные горны открытые
и закрытые ( рис. 1 и 2 )
Мелкое индивидуальное производство
(ремонтные работы); нагрев мелких
и средних заготовок
Преимущественно у горизонтально-
ковочных машин для нагрева концов
мелких и средних заготовок
Обычно не используется
То же, но возможен нагрев с подогревом.
Целесообразна при переменной загрузке
или нагреве высоколегированной стали
Рекуператор или исполь-
зование тепла на подогрев
нагреваемого металла
Мелкосерийное и штучное производство,
нагрев мелких и средних заготовок,
загружаемых в печь
Рекуператор или без
использования тепла.
Рекуператор или исполь-
зование тепла на подогрев
металла (двухкамерные
печи с переменной
работой камер)
Мелкосерийное и штучное производство,
нагрев небольших слитков и заготовок
разных размеров на переходах ковки
в прессовых цехах
Регенератор или
рекуператор
Производство крупных штучных поковок,
подогрев и нагрев крупных слитков и
заготовок по определенному режиму
Производство средних и крупных штучных
поковок; нагрев и подогрев средних и
крупных слитков н заготовок по
определенному режиму
Производство средних и мелких штучных
и мелкосерийных поковок
Высокотемпературный
рекуператор или
регенератор специальной
конструкции
Печи с непрерывной загрузкой
Нагрев в серийном и массовом
производстве заготовок квадратного и
прямоугольного сечений, допускающих
проталкивание.
Нагрев постепенный (методический)
Рекуператор или без
использовании тепла
Серийное и массовое производство,
нагрев концов заготовок
Нагрев небольших заготовок,
главным образом листовых
Нагрев небольших заготовок
разной формы
Нагрев концов заготовок
Редко рекуператор или
без использования тепла
Нагрев заготовок любой формы.
Для нагрева конца заготовки - тарельчатого
типа, для нагрева всей заготовки - кольцевого
Рекуператор или без
использования тепла
Нагрев в крупносерийном и массовом
производстве средних и крупных слитков
и заготовок цилиндрической или
неправильной формы
Серийное и массовое производство;
нагрей цилиндрических заготовок
Массовое производство; нагрев мелких
заготовок (толщиной до 100 мм)
Читайте также: