Печать на металле в домашних условиях
Обновлено: 05.10.2024
Всем привет! Я покажу вам способ электрохимической гравировки, с помощью которой можно перенести рисунок, распечатанный на лазерном принтере на нож, тесак, любую другую металлическую поверхность. Я буду переносить рисунок с компьютера на шпатель для наглядности процесса.
Поиск рисунка
Для работы нам понадобится изображение, которое мы будем переносить. Найти его несложно во всемирной паутине. Но тут есть определенные требования – оно должен быть монохромным, черно-белым, без плавных переходов, только четкие грани. Если вы не нашли такой рисунок в интернете, то можно привести его к такому виду с помощью фоторедактора.
Печать рисунка
Для печати нам потребуется специальная бумага. В идеале подойдёт подложка от клеевой пленки, которую обычно выбрасывают. Она имеет такое покрытие, типа воска, на которая сама клеящая пленка не приклеивается. На худой конец можно использовать страницы глянцевых журналов. Кто хоть раз травил платы сам, должен понять без проблем.
В общем, вырезаем из такой подложки формат под принтер «А4» или «А5» и вставляем в принтер. Принтер обязательно должен быть лазерный, с порошковой краской.
Печатаем рисунок на максимальном качестве, с отключенной функцией экономия чернил. После печати лишние грани бумаги отрезаем.

Перевод картинки на металл
Для перевода понадобится обычный утюг. Он хорош тем, что точно поддерживает заданную температуру, что очень важно. Переворачиваем его и устанавливаем на 130-150 градусов Цельсия.
Пока нагревается утюг, обезжирим поверхность металла, куда будет наноситься картинка. Это можно сделать ватным тампоном, смоченным ацетоном, спиртом или бензином.


Через несколько минут прикладываем изображение к месту. Делать это нужно очень аккуратно, не смазав рисунок.


Под температурой чернила расплавляются, и прилипают к металлу.
Аккуратно разглаживаем картинку, через ватный тампон. Сильно нажимать не нужно – есть опасность, что бумага съедет и смажет все. Проглаживаем все около 1-2 минуты. Будьте аккуратны – не обожгитесь.


Затем убираем шпатель в сторону и ждем пока остынет. После остывания аккуратно отклеиваем бумагу. Если вы использовали глянцевый журнал, замочите в воде на некоторое время, а затем аккуратно отлипайте.
У вас должна получиться четкая картинка на металле. Если есть расплавы или утолщения, то можно стереть чернила ацетоном и вновь повторить операцию.


Электрохимическое травление рисунка

Для того чтобы не протравить лишнего я сделаю из пластилина своеобразный барьер для раствора. Также поверхность вокруг рисунка я обклеил скотчем, чтобы не травить лишнего.

- - вода 50 мл.
- - соль, обычная кухонная - половина чайной ложки.

И минусовым электродом (я использую обычный саморез), травим, погружая электрод в раствор. Время травления небольшое: 20-30 секунд. По моим наблюдениям увеличение времени травления не совсем хорошо сказывается на рисунке.


Ватным диском, смоченным в ацетоне удаляем чернила принтера. И видим, что у нас получилась отличная гравировка. Очень чёткая, так как у меня уже достаточно большой в этом опыт. Даже усы животного видно!



Итог переноса рисунка на металл

Послесловие
Травление можно проводить и без электричества, используя другой химический раствор.
Так же травление можно проводить без всяких пластилиновых барьеров, намочив просто ватную палочку солевым раствором и приложив к ней электрод, напрямую воздействовать на металл. Но я не люблю такой способ, так как контакт осуществляется на прямую, что может стереть мелкие детали чернил.
Посмотрите видео процесса - ТУТ
Если у вас не получилось сделать все с первого раза – не переживайте. Пробуйте ещё, это не сложно.
Декоративное травление металла
Как известно, металл довольно трудно обрабатывать в домашних условиях без специальных навыков и инструментов, тем более, если это такой твёрдый металл, как сталь. Тем не менее, можно призвать на помощь химию: существует такой химический процесс – электролиз. Он протекает на электродах при прохождении электрического тока через растворы электролитов. Т.е. если в качестве электрода взять металлическую заготовку, в качестве электролита использовать обычную солёную воду, то при прохождении через неё тока металл начнёт стравливаться, проще говоря, атомы с поверхности металла начнут «улетать». Таким образом, для обработки металла не всегда нужны какие-то особые навыки и инструменты, ведь за нас всё может сделать электричество.
- Пластиковая или стеклянная ёмкость.
- Поваренная соль.
- Металлическая пластинка.
- Источник питания 5 - 12 вольт.
- Соединительные провода.
Электрохимическая гравировка на металле
Шаг 1. Из металлической пластинки вырежем прямоугольный кусочек, который на котором и будет в дальнейшем вытравлена надпись. Достать металлическую пластинку толщиной 1-2 мм можно в любом строительном магазине, я купил самую дешёвую стальную проушину.
Шаг 2. Тщательно зашкуриваем поверхности заготовки, сначала крупной наждачной бумагой, затем мелкой. Поверхность должна стать блестящей, покрытой множеством мелких царапин. Также нужно пройтись наждачной бумагой по краям и рёбрам пластинки. После зашкуривания металл необходимо обезжирить спиртом, растворителем или просто тщательно промыть горячей водой с мылом. После этого прикасаться к поверхностям жирными руками нельзя.
Шаг 3. На лазерном принтере распечатываем рисунок, который будет увековечен на металле и переносим на металл с помощью лазерно-утюжной технологии, которая не раз описывалась в интернете. Распечатывать нужно в зеркальном отображении. Если под рукой нет лазерного принтера, с тем же успехом можно нарисовать рисунок лаком для ногтей или несмываемым маркером. Закрашенная область останется нетронутой, а голый металл подвергнется электролизу, т.е. попросту стравится.
Шаг 4. Теперь, когда заготовка полностью готова к травлению, нужно взять неметаллическую ёмкость, налить в неё воды и насыпать соли. От концентрации соли сильно зависит скорость травления, чем больше соли – тем быстрее идёт процесс. При слишком большой скорости травления есть риск повреждения защитного слоя лака или тонера от принтера, рисунок получится не качественным. Оптимальное соотношение – столовая ложка соли на стакан воды.
В ёмкости нужно закрепить анод, т.е. саму металлическую заготовку и катод – простой кусок металла. Чем больше его площадь, тем выше будет скорость травления. Наглядно установка для травления показана на картинке ниже:
Плюс от источника питания (анод) подключается к заготовке, а минус (катод) в раствор. При этом желательно установить несколько минусовых контактов со всех сторон от заготовки, тогда травление пройдёт равномерно со всех сторон.
Несколько слов об источнике питания. Я использую компьютерный блок питания, а точнее его 12-ти вольтовую линию. Чем больше напряжение – тем выше скорость травления. Можно использовать и обычное зарядное для сотового телефона, на его выходе 5 вольт, этого напряжения будет вполне достаточно. Не стоит повышать напряжение более 12-ти вольт, иначе процесс будет идти слишком активно, защитный слой лака отпадёт, а раствор перегреется.
Правильно подключив все провода, включаем блок питания. От минусового контакта (катода) сразу же начнут идти пузыри, это означает, что процесс идёт. Если пузыри стали идти от заготовки, значит нужно поменять полярность питания.
После нескольких минут травления на поверхности раствора образуется пенка противного жёлто-зелёного цвета.
Минут через 30-40 заготовку можно доставать из раствора, предварительно отключив питание. Она будет вся покрыта чёрным налётом, это нормально.
Шаг 5. Теперь остаётся лишь очистить металл от налёта, стереть тонер или лак, по желанию ещё раз зашкурить поверхность. Чёрный налёт легко удаляется под струёй обычной воды, лак или тонер смывается ацетоном либо жидкостью для снятия лака. Теперь чётко видно, что буквы на металле стали рельефными, сама металлическая поверхность после травления стала матовой.
Как печатать на металле
wikiHow работает по принципу вики, а это значит, что многие наши статьи написаны несколькими авторами. При создании этой статьи над ее редактированием и улучшением работали авторы-волонтеры.
Печать на металлической поверхности является прекрасной заменой рисованию на холсте. Однако цена рисунков на металле нередко довольно высока. Вы можете напечатать на поверхности металла в домашних условиях, воспользовавшись струйным принтером и съемным листом переводной бумаги. Но помните, что данный метод требует предварительных испытаний для того, чтобы проверить его действенность и отрегулировать настройки вашего принтера.

Удостоверьтесь, что у вас есть подходящий струйный принтер. Для данного проекта чем шире принтер и более гибкий механизм подачи, тем лучше. Если же вы испытываете трудности при печати на открыточной бумаге и наклейках, этот принтер вряд ли подойдет.


- Вырезанный фрагмент должен проходить в лоток подачи принтера.

Выберите сторону, на которую вы хотите нанести рисунок. Вынесите лист металла наружу и положите кверху стороной, на которой собираетесь печатать.

Обработайте поверхность металла ручной плоскошлифовальной машиной. Необходимо ободрать с металла внешнее покрытие. Используйте среднюю и мелкую наждачную бумагу, обработав каждый сантиметр поверхности.

Очистите поверхность металла отбеливающим средством, например, отбеливающей губкой либо раствором Мистер Клин. Теперь, когда водонепроницаемая пленка удалена с поверхности металла, можно использовать чернила.

Занесите лист в помещение. Возьмите широкий двусторонний скотч и обклейте им рабочую поверхность металла, очищенную ранее.
Приобретите и используйте стандартную грунтовую краску, предназначенную для струйного принтера. Перед печатью необходимо покрыть всю рабочую поверхность металла ровным слоем грунтовой краски.

Вылейте на поверхность металла достаточное количество грунтовой краски. Затем грунтовочным шпателем равномерно размажьте краску по поверхности.

Используйте специальный грунтовочный шпатель. Он может быть как деревянным, так и пластиковым; подобные шпатели применяют при трафаретной печати.

Поместите грунтовочный шпатель на пролитую краску и, скользя им по поверхности металла, равномерно размажьте краску. Если поверхность не удалось покрыть полностью, вы использовали недостаточное количество грунтовой краски.

После нанесения грунтовой краски не прикасайтесь к обработанной поверхности. Снимите скотч, аккуратно взявшись за его края.

Подготовьте изображение к печати. Заранее удостоверьтесь, что оно имеет подходящий размер. Для ровной печати поместите боковые ограничители лотка подачи в правильную позицию.

Наклейте двусторонний скотч на лист бумаги точно такого же размера, что и лист металла. Поместите металл сверху на бумагу, приклеив его так, чтобы рабочая сторона была обращена кверху.

Поместите бумагу с металлом на лоток подачи принтера. Нажмите "печать". Если принтер не сможет распечатать изображение, вам понадобится следующий шаг с использованием переводной бумаги для струйной печати.

Подождите, пока лист металла пройдет через принтер. После окончания печати, выждав еще несколько секунд, возьмите лист металла за края и отложите в сторону, чтобы краска полностью высохла.

Подождите несколько часов. После этого для большей сохранности можно покрыть изображение прозрачным герметиком.
Если у вас не получилось распечатать изображение предыдущим методом, можно использовать другой способ. Приобретите несколько листов переводной бумаги для струйного принтера, подходящей для нанесения изображений на металл. Например, такие компании как Lazertran утверждают, что их переводная бумага пригодна для нанесения изображения на поверхность любого материала [1] X Источник информации .


Обработайте поверхность металла наждачной бумагой и отбеливающим средством, удалив с нее водонепроницаемый слой.

Аккуратно приложите переводную бумагу к металлу. Чтобы разместить ее ровно и без складок, вам, возможно, понадобится предварительная тренировка либо чья-то помощь.

Подождите, пока рисунок высохнет, и если это рекомендуется, покройте его прозрачным герметиком. Теперь можно вставить лист металла с изображением в рамку или повесить на стену.
Как перенести рисунок с бумаги на металл: простейшая методика, доступная каждому
Надписи на металле сразу превращают самое простое изделие в оригинальную вещицу или небанальный подарок. Чтобы сделать четкую и нестираемую надпись, можно использовать способ электрохимического гравирования. Методика простая и быстрая, не требует специальных знаний и художественных навыков, при этом дает отличный результат. С помощью электрохимической гравировки можно перенести любой рисунок на нож, топор, шпатель, другое металлическое изделие, заранее распечатав из интернета.

Электрохимическая гравировка к содержанию ↑
Как найти подходящий рисунок?
Тематику картинки нужно определить самостоятельно, так же как и ее конкретный вариант. Размер изображения должен соответствовать габаритам изделия, что надо учесть при распечатке (при желании, можно уменьшить копию рисунка во время печати или изменить в фоторедакторе).
К готовой картинке есть несколько важных требований – она должна быть:
Рисунок распечатывают на особой бумаге, которая имеет покрытие, напоминающее восковое. Если не удается найти подобный материал, берут любую подложку от клеевой пленки, которую снимают перед наклеиванием (на ней тоже есть необходимое покрытие). В крайнем случае, применяют обложку от глянцевого журнала.
Подготовка рисунка
Из подготовленного листа бумаги вырезают кусок, соответствующий размеру А4 или тому, с которым работает принтер.
Важно! Что касается самого печатного устройства, то подходит только лазерный агрегат с порошковой краской. В противном случае нужный эффект не будет получен.

Для распечатки устанавливают функцию максимальной четкости без экономии чернил. После завершения печати края бумаги обрезают, оставляя только само изображение.
Перенос на металл
Для перевода картинки на изделие потребуется утюг, который нагрет строго до температуры +130…150 градусов, не более. Пока утюг греется, обрабатывают поверхность металлической вещицы любым обезжиривающим раствором – спиртом, ацетоном, растворителем.
После делают так:
- Кладут нож или другой предмет на подошву утюга, дают ему немного нагреться.
- Убирают изделие с утюга и сразу же накладывают рисунок на выбранный участок, причем осторожно, чтобы он не смазался.
- Дают чернилам хорошо расплавиться и отпечататься на металле.
- Проглаживают картинку ватным кружком или тряпочкой, но без сдвигания и сильного нажима.
- Убирают предмет и дают ему остыть, утюг тоже выключают.
- Бумагу осторожно отсоединяют и убирают (при необходимости, немного сбрызгивают ее водой и только потом отрывают).
- Все неаккуратные линии, потеки, пятна оттирают спиртом, ацетоном.
Основной этап
Когда рисунок уже нанесен на металлическое изделие, можно приступать непосредственно к травлению. Для защиты окружающих участков делают «барьер» из пластилина. Им оклеивают прилегающие зоны так, чтобы они не контактировали с жидкостью. Раствор для травления должен содержать ½ чайной ложки соли на каждые 50 мл воды.

Подготавливают источник питания с напряжением 12 В или батарею аккумулятора. Плюсовой провод подводят к металлической поверхности и приклеивают скотчем. Сверху вливают раствор и помещают в него минусовой провод.
Важно! Процесс травления металла занимает около половины минуты. Если он будет длиться дольше, это плохо отразится на внешнем виде картинки.
Завершающие работы
После того как предмет извлечен из раствора, его поверхность станет темной – значит, результат соответствует задуманному. С металла убирают пластилин, а затем спиртом или ацетоном оттирают чернила, которые еще остались на поверхности. По мере очищения металла становится видно, что рисунок превратился в красивую гравировку.
На картинке заметно даже мельчайшие детали, поэтому она смотрится натурально и потрясающе. Качество изделия будет очень высоким, оно сразу станет эксклюзивным, резко отличающимся от продукции серийного производства.
Перенос рисунка на металл: простой способ травления в домашних условиях Перенос рисунка на металл: простой способ травления в домашних условиях
Превращаем пластмассу в металл
Сегодняшний пост будет посвящен работе с выжигаемым фотополимером. В процессе напечатаем модель на 3D принтере, а затем превратим ее в изделие из металла. Будем лить серебро, бронзу и латунь. Посмотрим на сколько важен режим прокалочного цикла и к чему может привести его нарушение. Выжигаемый фотополимер оказался довольно специфичным в отличии от инжекторного воска, что требует понимания многих протекающих там процессов.

Марка конкретного выжигаемого фотополимера GORKY LIQUID CASTABLE LSD. Цвет смолы - прозрачно желтый, производитель заявляет, что она замечательно подходит для изготовления моделей зубных имплантатов и ювелирных изделий. В одном из предыдущих постов мы рассматривали тонкости и нюансы печати различными фотополимерами, каждая смола оказалась по своему уникальна, потому тем кто не видел рекомендую к просмотру.
Сегодняшней задачей у нас будет отливка брелка на ключи в виде знака радиохазарда взятого с ресурса Thingiverse. Модель изначально имеет довольно крупные размеры, что потребует большего количества серебра. В программе уменьшаем габариты изделия на 30% и отправляем файл на печать. Высота слоя тут 50 микрон, время печати около часа на фотополимерном принтере CREALITY HALOT-SKY. Промываем его в ультразвуковой ванне и смотрим что получилось.
На начальном этапе подготовки к отливке, на изделия необходимо установить литники из инжекторного воска. Дело в том, что этот фотополимер не плавится, а на жале паяльника сразу превращается в легкий дымок, минуя жидкую фазу. Литники из воска сделать довольно просто, достаточно завулканизировать пару прутиков необходимого диаметра. Конкретное исполнение довольно кривое, но на результат отливок это никак не повлияет.
За пару часов на столе насобиралась горсть моделей, готовых к труду и обороне. Вся операция проходила под сериал "Очень странные дела" в компании хорошего французского зеленого чая. Параллельно подготавливаются другие восковки для отливок исторических предметов по просьбе знакомых.

Пожалуй это была самая массовая литейка за всю историю канала с подготовкой сразу нескольких выпусков наперед. Параллельно с печатью выжигаемого фотополимера была попытка завулканизировать модель для получения точного слепка но, к сожалению остатки ювелирной резины оказались просроченными и вся работа пошла коту под хвост.
Под старыми роликами часто спрашивают чертежи и электрическую схему вулканизатора. Вот архив с необходимыми файлами. Схему управления построена на базе микроконтроллера Attiny2313 и цифрового датчика температуры DS18B20. Эта же схема используется в качестве автоматики в процессе ректификации этилового спирта в домашних условиях.

Перед заливкой опоку необходимо обмотать скотчем, иначе формовочный состав при вакуумировании весь убежит. Установленную в пластилин модель накрываем куском трубы и заполняем ее формовочной смесью. Часто вижу комментарии "что за гипс я использую"? Это не гипс, а специальная ювелирная смесь, хоть бы не ленились и гуглили время от времени в промежутках между тиктоком. Конкретная смесь Prestige ORO, соотношение воды и порошка 1 : 2.5. Состав подобран специально для минимальной усадки в процессе прокалки. Засыпаем порошок в воду, после чего быстро и тщательно все перемешиваем, комки тут недопустимы.
Время жизни этого коктейля восемь минут. За это время нужно успеть все перемешать, несколько минут завакуумировать состав чтобы избавится от лишних пузырей, разлить всё по опокам и снова завакуумировать все это болото. Скажу наперёд, что данная процедура полностью исключает корольки на отливках. Раньше без такого оборудования с этим у меня были проблемы.

Подготовка опок перед отливкой. Снимаем скотч, так как он нам больше не понадобится. Литники в виде гвоздей проще удалять, если их заранее окунуть в воск, а внешний нагрев позволит извлечь металл без повреждения каналов. Сверлом делаем небольшую зенковку отверстий. Важно чтобы мусор не попал внутрь. Опоки обязательно подписываем. Если не сделать данную процедуру потом, фиг пойми что-где находится, однажды обжегся на этом этапе.
Прокалочный цикл. Термопара K-типа крайне коварная вещь, тонкая - после нагрева постоянно ломается и требует ремонта, а толстая - как на зло имеет просто колоссальную инерцию и теплопотери через металлические контакты выступающие с внешней части корпуса.

Это приводило к тому, что вместо установленных 700 градусов в печи были все 830. Полный беспредел. Порой это приводило к тому, что открытие дверцы печи испепеляло тебя как Сару Коннор во время ядерного апокалипсиса. Такой режим прокалки никуда не годится, так как формовочная смесь может потрескаться и дать облои на отливках. Молчу уже про обгорание проводов на критических температурах, контакты необходимо располагать как можно дальше от места нагрева.

Простой пример как врёт толстая термопара. Разброс свыше 20 градусов на первой полки прокалки. Экспериментальным путем пришлось проводить корректировку температур. Каждый раз вспоминаю Тимофея с литейной мастерской ARIMF когда запускаю прокалку на этой печи. Термоконтроллер - это его детище, зарекомендовавшее себя во многих литейных мастерских. Недавно у него вышел новый ролик на канале, всем рекомендую к просмотру!
После подбора температур, необходимые 740 градусов достигаются при 655. Измерения совпали как на независимом термометре с термопарой, так и с пирометром.

К каждой формовочной смеси производитель прилагает инструкцию с прокалочным циклом. Вот простой пример для нашего состава. Тут видны конкретные полки по температурам в определенное время. Весь процесс занимает 15 часов. Сильно удивил синий график для фотополимеров, дело в том, что при моментальном нагреве в 500 градусов, опоку, в теории должно разорвать на части из-за огромного количества влаги внутри. А в инструкции для фотополимера Gorky Liquid, цикл отличается от того, что заявляет производитель формофочной смеси Prestige ORO. И вот фиг пойми кому верить. Пойдем как всегда опытным путем.

Для начала нужно определить при какой температуре выгорает фотополимер. Для этого в печке для плавки металла будем плавно поднимать обороты и смотреть, когда ювелирное кольцо начнёт испарятся. Изменение цвета модели начало меняться при 350 градусах. При том выглядело это крайне мистически, кольцо постепенно темнело оставаясь в первоначальной форме до тех пор, пока не превратилось в кучу угля, который больше не выгорал.
Как же так, в прошлом посте я показывал что эта смола сгорает без остатка малейшего следа, а тут такое. Не паникуем. Повторил эксперимент положив кольцо в уже разогретую печь. Изделие за пару часов исчезло, оставив после себя только черный потек на дне тигля. Похоже, что фотополимер при плавном нагреве аннигилирует при доступе кислорода. Много раз пришлось открывать печку в процессе первого эксперимента и это превратило изделие в угли.

Печатаем дополнительные модели для опытов. Возьмем брошь в стиле викингов и установим ее для заливки вместе с обыкновенной восковой моделью. Банка с под оливок будет выступать в качестве опоки. Проверялись разные циклы прокалки и следовательно я попросту не успевал находить металлические банки на местных мусорках.
Весь процесс должен проходить в хорошо проветриваемом помещении, иначе дух исходящий из щелей печи завоняет всё. Потому прокалка проходит под кондиционером. Нечего коробке лишний раз перегреваться. Это всего лишь одна треть из тех опок, которые готовились к отливкам, массовое производство так сказать.

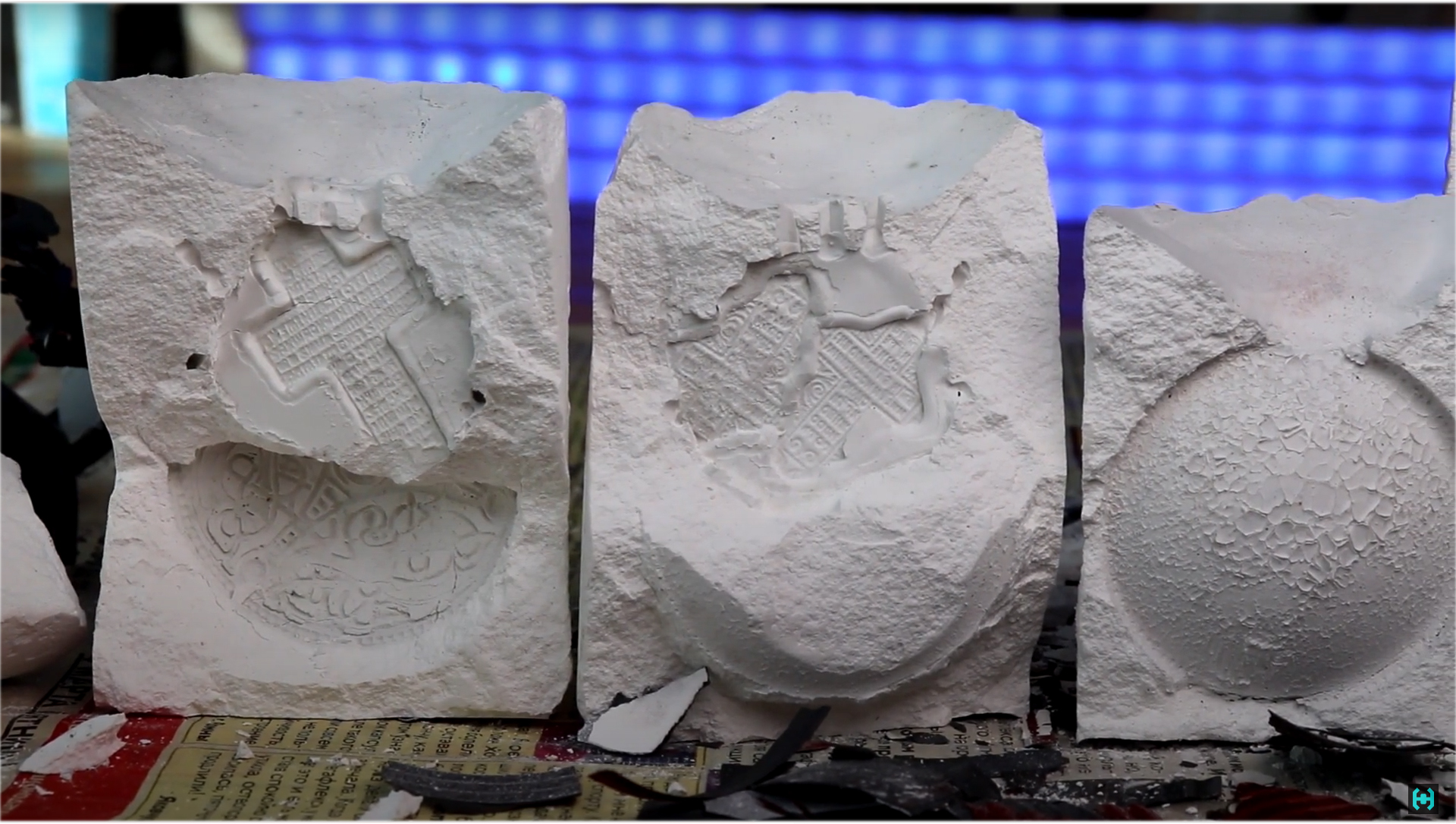
У нас есть три опоки. На последней меньше всего трещин и это неспроста, давайте разбираться. Первый образец. Банка с под оливок хрустит в руках как чипсы во время футбола. Сталь превратилась в труху. Ломаем получившиеся блюдо на две половины и смотри что там внутри.
Данный цикл прокалки длился 7 часов и дело было до коррекции температуры печи. Поверхность формомассы здесь похожа на побелку потолка в погребе, все потрескалось. Теперь самое интересное. Добравшись до изделия из инжекторного воска тут предстала совсем другая картина. Ему абсолютно все равно на нарушение прокалочного цикла, поверхность тут ровная и не имеет видимых дефектов.
Вскрываем вторую опоку, время прокалки 8 часов, температура подбиралась из рубрики пальцем в небо. Что интересного оказалось внутри? Один и тот же крест из инжекторного воска на общей основе показал непредсказуемый результат, одна поверхность идеальная, а вторая покрылась перхотью. Также один из крестов дал трещину.
Вскрываем последнюю банку из-под кукурузы. Этот цикл длился 10 часов и был где-то близко к рекомендациям производителя. Этот образец лучшим образом поясняет, почему фотополимер разрушает внутреннюю поверхность. Дело в том, что при недостаточной просушке опоки в составе остается небольшое количество влаги, при выгорании смолы и контакте с водой поверхность смеси разрывает на колбасу.
Потому отсюда следует вывод, что начальные полки просушки следует продлить как минимум на пару часов поверх рекомендуемых инструкцией, особенно это актуально для больших опок.
Коэффициент металла для ювелирного воска и серебра 1 к 11. То есть, если восковка весит 1.56 грамм, то умножаем цифру на 11 плюс пару грамм на литник и получаем количество необходимого серебра для будущего изделия. Для фотополимера это соотношение 1 к 7.5, он значительно плотней в отличии от воска.

Ну что ж приступаем к литейному ремеслу. Рекомендую обзавестись термостойкими перчатками для таких дел, так как инфракрасное излучение муфельной печи запекает руки до состояния шашлыка за пару секунд, а в воздухе стоит отчетливый аромат паленых волос.
Чтобы металл не окислялся во время плавки посыпаем его бурой, она как попкорн при нагреве разбухает и разлетается по окрестностям. Если количество металла большое, то оно прогревается двумя горелками. Ну а дальше как всегда по классике в работу вступает кружка и центробежное литье.

Первый блин комом. Недолив из-за того, что неправильно рассчитал коэффициенты серебра и фотополимера. Или серебра пожлобился, уже не вспомню. Вторая попытка и тоже недолив, в этот раз серебро пробило дно опоки и частично вылилось в кружку. Малость не долил формовочной смеси.
Для плавки металла используется MAPP газ, дающий максимальную температуру пламени примерно 1900 градусов. Честно, таких температур не замечал, но жарит она хорошо по сравнению с обычной бутановой горелкой.

На этот раз серебра положил с запасом. Посыпаю содержимое бурой чтобы метал не окислялся в пламени горелки и прогреваю его несколько минут чтоб был запас по температуре. Самый волнительный момент. Так как это была не первая попытка отливки, на правой руке начали образовываться мозоли, а супруга сейчас в отъезде)
Водные процедуры показали, что на свет появилось новое изделие, нужно его извлечь и промыть в воде. На удивление, модель полностью пролилась всего лишь с третей попытки, что не может не радовать.

Дальше использовал оплавки античной бронзы, которая использовалась в одном из прошлых фильмов, где мы отливали бронзовый кельт. Как найти такую бронзу не спрашивайте, это долгая история и тут есть о чем поговорить.
Плавим бронзу с помощью двух газовых горелок параллельно присыпая содержимое бурой и выливаем всё в графитовую изложницу. Коэффициент бронзы и фотополимера не знаю, количество металла брал на глаз. Машем кружкой. Однажды, увидел соседа в окне, который наблюдал за этим процессом из соседнего дома. Он явно не понимал что происходит, но при этом прожигал меня взглядом. Нефиг заглядывать в чужие окна!
Отливка на удивление получилась со второго раза, на первом забыл включить видеозапись на камере, но там было всё печально, недогрел металл.

Так же попробуем отлить его из латуни. Литейную латунь можно раздобыть из сантехнических фитингов, в конкретном случае это заглушка для трубы. Прогрев пару минут, изделие начало сдаваться и стекать каплями на дно тигля. С детства мечтал приручить металл и превратить его в что-то необычное.

При плавке латуни мне вспомнилась школьная дискотека 2000-х, там играли песни группы "Руки вверх", стоял дымогенератор и стробоскоп, который мигал в толпу обдолбанных малолеток не понимающих суть своего бессмысленного существования. Я часто спрашиваю себя: Что останется от всего этого через миллиард лет? Явно ничего хорошего. С этой мыслью просыпаюсь каждое утро.
Латунь вроде пролилась и оставила на поверхности красочные ярко желтые следы. Дышать цинком очень полезно, потому проводить такую терапию регулярно не рекомендую! Остужаем опоку в холодной воде. С первого взгляда всё замечательно. Видно знак радиохазарда. Но по факту нас ждёт разочарование. Такое чувство, что металл застыл в опоке прямо в процессе маханием кружкой. Всё пролилось кроме верхушки, явно недогрел металл.

В результате насобиралась вот такая коллекция замечательных разношерстных изделий. Некоторые уйдут на переплавку, а некоторым предстоит дальнейшая обработка. Вывариваем заготовки в лимонной кислоте. При детальном осмотре металла, в глаза бросаются края изделий. На серебре они острые, правильные. На бронзе углы вялые, сглаженные. Текучесть серебра явно выше.

Обработка изделий. В ход идёт грубая артиллерия в виде напильников и надфилей. Необходимо убрать остатки литниковой системы и выровнять все плоскости. При детальном осмотре в металле была обнаружена раковина с обратной стороны изделия. Заделаем её припоем для пайки с трёх процентным содержанием серебра. По цвету металл будет отличатся, но это не критично. Алмазной насадкой убираем облои в каньонах рельефа. Ровные плоскости выводим на наждачной бумаге. В начале используем крупное зерно, а затем мелкое по убывающей.
В самом конце использовался мелкозернистый водный камень, поверхность оставил сатинированую с мелкими царапинами. Такой метод обработки часто применяется для клинков ножей. Вся серебряная пыль в процессе обработки металла не выбрасывается, а собирается в отдельный пакетик для последующей переплавки. В результате из этого мусора получилась капля в пару грамм. Отходы превращаем в доходы как говорится.
Параллельно на наждачной бумаге выводим плоскость на бронзовой заготовке. Поверхность в этот раз сделаем матовую с использованием 30% азотной кислоты. Десять минут и готово. Такие изделия в итоге получились. Одно из серебра, а второе из бронзы пролежавшей в земле несколько тысяч лет.

Перейдем к самой интересной глава повествования. Превращение изделия в артефакт. Для этого нам нужен светящиеся в темноте порошок. Достать его можно из старых советских часов или рубильников. Собираем светомассу постоянного действия на основе радия 226 в отдельный пакетик и . Да шучу я! Такой светонакопительный пигмент продается на алиэкспресс.
Разводим его с эпоксидной смолой, а с помощью шприца заливаем состав в углубление брелка. Эпоксид довольно жидкий и сам растечется по всему объему рисунка. Через сутки получаем два светящихся артефакта. Пару минут работы и брелки можно цеплять на ключи. Удивительно как простая модель напечатанная домашнем на 3D принтере может превратится в изделие из металла.
Пока заряжал люминофор ультрафиолетовым фонариком, заметил, что формовочная смесь на заднем плане начала флюоресцировать красивым желтым цветом. Места где находились восковые модели светятся значительно меньше. Любопытно, но свежая формовочная смесь не обладает подобными свойствами, они проявляются только после прокалки и на этом кадре это хорошо видно.

Для справки. Съемка этого выпуска заняла чуть больше месяца. Пришлось повторять 3 полных цикла прокалки опок, чтобы понять из-за чего шелушится поверхность выжигаемого фотополимера. Платформа на которой проходила прокалка, после всех экспериментов рассыпалась в труху, металл стал похож на засохшую лепешку которая легко ломается руками. Получившийся брелок полностью безопасен, его фон не превышает радиационные поля в Чернобыле.
Параллельно проводилась съемка литья изделий для будущих проектов. В общей сложности использовалось больше сотни грамм античного серебра. В процессе получил пару ожогов горелкой. В дальнейшем планируется модернизация литейного оборудования, будет собран восковой инжектор с подогревом и вакуумный литейный стакан предназначенный для вакуумного литья.
Читайте также: