Перечислите виды защитных покрытий наносимых на металлическую посуду
Обновлено: 16.05.2024
Защитные покрытия используют в противокоррозионной практике для изоляции металла от агрессивной среды. Чтобы обеспечить хорошую защиту от коррозии покрытие должно быть сплошным, иметь хорошую адгезию с основным металлом (сцепление), быть непроницаемым для агрессивной среды, равномерно распределятся по поверхности, обладать высокой износостойкостью, жаростойкостью и твердостью (в отдельных случаях).
Защитные покрытия подразделяют на металлические и неметаллические.
Металлические защитные покрытия
Металлические защитные покрытия наносятся на поверхности (металл, стекло, керамика, пластмассы и др.) для защиты их от коррозии, придания твердости, электропроводности, износостойкости и в декоративных целях.
Защита от коррозии металлическими покрытиями осуществляется следующими способами:
- металлизация напылением - распыление на обрабатываемую поверхность расплавленного металла при помощи воздушной струи;
- горячий способ нанесения защитного покрытия - окунание изделия в ванну с расплавленным металлом;
- гальванический (электролитический) - осаждение металла или сплава из водных растворов их солей на поверхность изделия, постоянно пропуская через электролит электрический ток;
- плакирование (термомеханический) - нанесение на поверхность основного металла - другого, более устойчивого к агрессивной среде, применяя литье, совместную прокатку или деформированное плакирование (прессование, ковка);
- диффузионный - суть способа заключается в проникновении металлопокрытия в поверхностный слой основного металла под воздействием высокой температуры.
По способу защиты металлические защитные покрытия разделяют на катодные и анодные. Характер такой защиты от коррозии обусловлен тем, что металлопокрытие, по отношению к покрываемому изделию, может быть анодом или катодом (зависит от электрохимической характеристики металла покрытия).
Электрохимическую защиту от коррозии осуществляют только анодные покрытия. На поверхности защищаемого изделия, при наличии влаги в окружающей среде, образуются замкнутый гальванический элемент. Металл с более электроотрицательным электрохимическим потенциалом (покрытие) будет играть роль анода, при этом подложка - катод.
Вследствии работы гальванического элемента металл, являющийся анодом, будет под воздействием окружающей среды постепенно разрушаться, этим самым защищая изделие.
При защите от коррозии с помощью анодных покрытий важным аспектом можно считать то, что металлопокрытие будет защитным даже при наличии на нем пор и царапин. Хорошим примером анодного покрытия является цинковое покрытие не железе.
Защита от коррозии катодными покрытиями осуществляется реже, так как катодное покрытие защищает изделие лишь механически. Катодное защитное покрытие имеет более положительный электродный потенциал. При этом основной металл изделия является анодом и при подводе к нему влаги начнется интенсивное его растворение. Именно поэтому катодное покрытие должно быть сплошным, без малейших признаков пор и, желательно, равномерное, относительно большой толщины. Примером катодного покрытия служит оловянный или медный сплошный слой на железе.
Неметаллические защитные покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий, их защиты от воздействия внешней среды (влаги), придания красивого вида.
Неметаллические защитные покрытия принято разделять на лакокрасочные, полимерные, покрытия резинами, смазками, силикатными эмалями, пастами.
Лакокрасочные защитные покрытия.
Лакокрасочные защитные покрытия широко распространены и применяются наиболее часто. В состав покрытия входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители, катализаторы. Покрытие такого рода не только хорошо защищает изделие в различных атмосферах, но и придают ему приятный внешний вид. Кроме того, варьируя состав и используемые материалы, получают покрытия с специфическими свойствами (токопроводящие, необрастающие, светящиеся, декоративные, с повышенной прочностью, жаростойкостью, кислотостойкостью и т.п.).
Лакокрасочные защитные покрытия в свою очередь подразделяются на лаки, краски, эмали, грунтовки, олифы и шпаклевки.
Полимерные защитные покрытия.
Полимерные защитные покрытия наносятся на поверхность изделия в виде горячей смолы с целью защиты его от внешней среды. Покрытие смолой может осуществляться окунанием, газотермическим или вихревым напылением, а также обычной кистью. После остывания на поверхности образуется защитная сплошная пленка из полимера, толщиной обычно пару миллиметров.
Наиболее распространенные полимеры, применяющиеся с целью защиты от коррозии, это: полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерные защитные покрытия могут быть применены в качестве футеровки химических аппаратов, резервуаров (емкостей).
Защитное покрытие резинами (гуммирование).
Защитное покрытие резинами (гуммирование) осуществляется резиной и эбонитом для защиты от воздействия внешней среды различных емкостей, трубопроводов, цистерн, химических аппаратов, резервуаров для перевозки и хранения химических веществ. Защитное покрытие может быть сформировано из мягкой (при воздействии на эксплуатируемое изделие ударных, растягивающих, колебательных и других видов нагрузок) или твердой резины (которые работают при постоянной температуре, не подвергаются нагрузкам). Мягкость резины контролируется добавками серы. Мягкая содержит от 2 до 4% серы, а твердая - 30 - 50%. Для получения прочного защитного покрытия часто применяют как резину, так и эбонит.
Наносят резину на предварительно очищенную и обезжиренную поверхность, сначала обрабатывая ее резиновым клеем, потом валиком выдавливая скопившийся воздух. Заключительным этапом в гуммировании является вулканизация.
Резиновые защитные покрытия являются хорошими диэлектриками, обладают высокой стойкостью во многих кислотах и щелочах. Разрушающие действие на резиновые покрытия оказывают лишь сильные окислители. Резиновые покрытия, как и все полимерные материалы, обладают негативным свойством - со временем стареть.
Защитные покрытия силикатными эмалями.
Защитные покрытия силикатными эмалями применяют для изделий, работающих при высоких температурах, давлениях, в очень агрессивных, химически активных средах. Формирование эмалевого защитного покрытия возможно двумя способами: сухим (наносят порошок) или мокрым (пасту).
Процесс нанесения эмали ведется в несколько этапов. Сначала наносят непосредственно на изделие порошкообразную грунтовую эмаль, которая улучшает адгезию, а также уменьшает термические и механические напряжения. Проводят спекание при температуре 880 - 920 о С. Далее покрывают слоем покровной эмали, потом спекают при температуре 840 - 860 о С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно еще несколько раз. Обычно изделия из чугуна покрывают двумя - тремя слоями силикатной эмали, общей толщиной до 1 миллиметра.
Основным недостатком эмалевого защитного покрытия можно назвать низкую прочность при воздействии ударных нагрузок, т.е. растрескивание, скалывание.
Защитные покрытия из паст и смазок.
Защитные покрытия из паст и смазок используют в основном при длительном хранении и перевозке металлоизделий. Пасты или смазки наносятся на поверхность защищаемого объекта распылением, кистью или специальным тампоном. После высыхания образуется защитная пленка. Она ограждает изделия от воздействия влаги, пыли, различных газообразных веществ.
Смазки изготовляются на основе минеральных масел (вазелинового, машинного) с примесью воскообразных веществ (воска, парафина, мыла). Если изделие стальное, то в смазку дополнительно вводят немного щелочи. Очень популярна смазка, в состав которой входит 5% парафина и 95% петролатума (смесь парафинов, масел, церезинов).
Из суспензий минеральных восков (церезина) или парафина и каучука, а также полиизобутилена в уайт-спирите изготавливают защитные покрытия на основе паст.
Защитные покрытия из паст и смазок очень эффективны, но главным их недостатком можно считать то, что целостность образовавшейся пленки очень легко нарушить.
Защитные покрытия металлов: как и для чего они создаются?

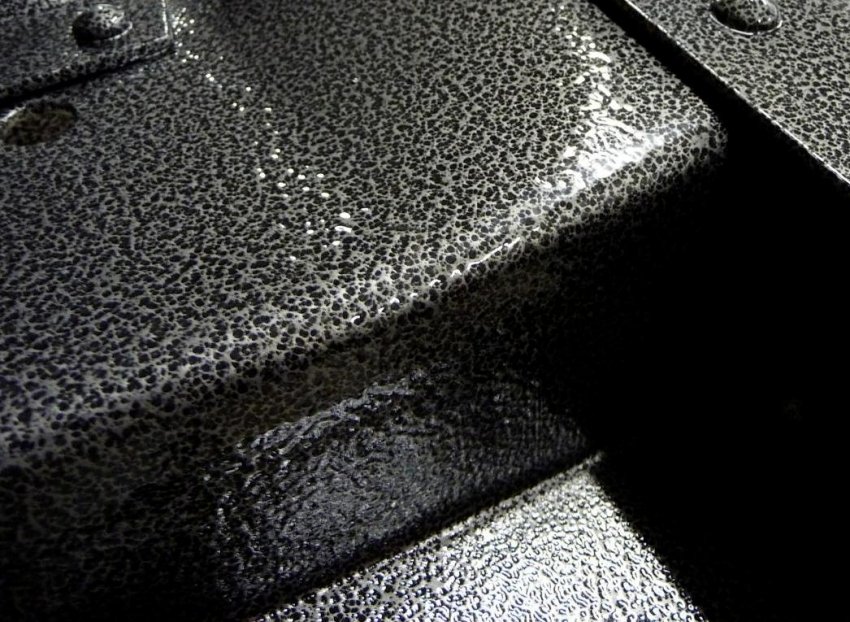
Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим все виды покрытий подробнее.
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.

Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от негативных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
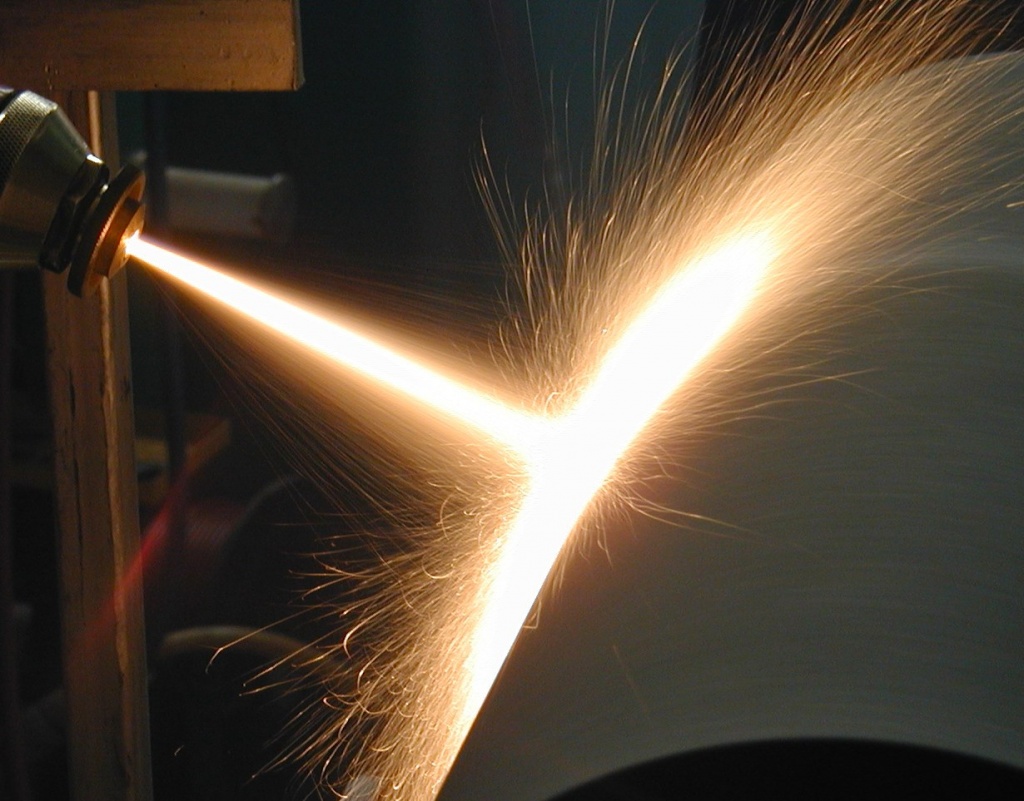
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
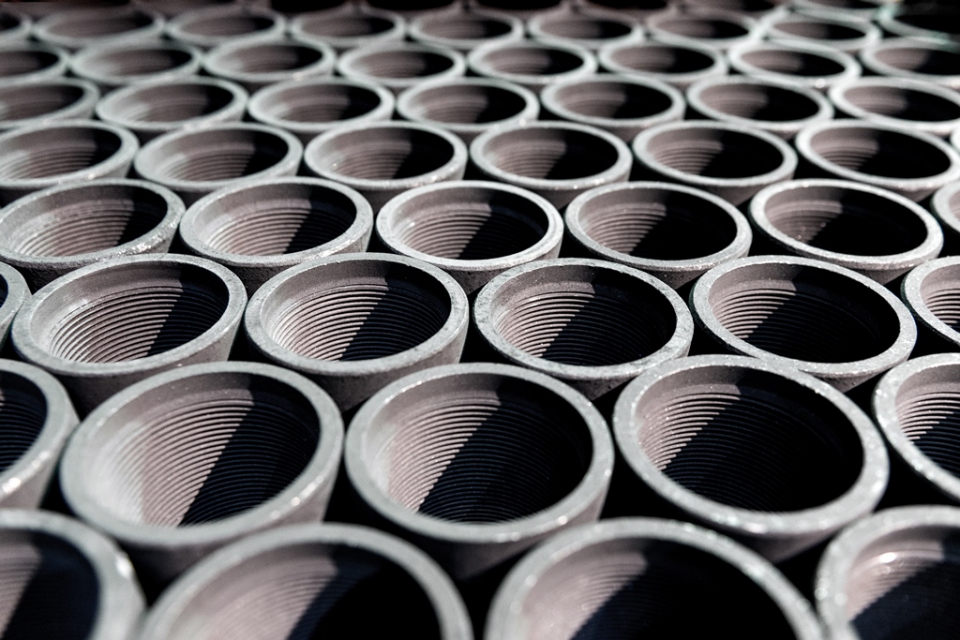
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки. В качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия, а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моденжи».
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Покрытия MODENGY наносятся однократно на весь срок службы деталей. С их помощью создаются узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума

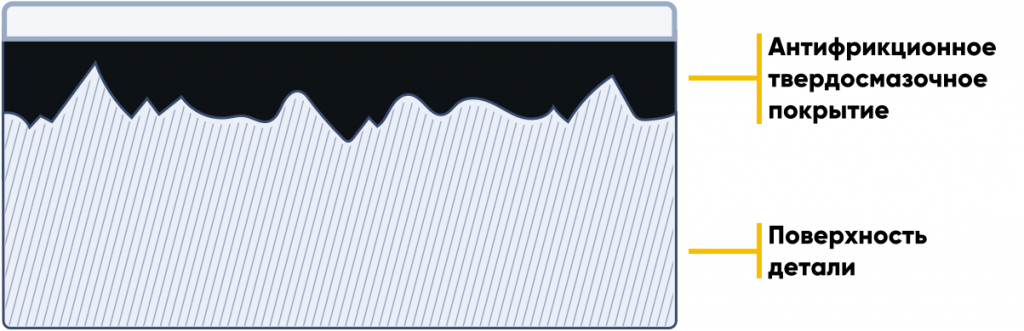
Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение материалов MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия

Гуммирование, или создание защитных покрытий из резины или эбонита, помогает защитить трубопроводы, химические аппараты, резервуары для перевозки и хранения химических веществ от воздействия агрессивных сред.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные твердосмазочные покрытия.
Все материалы сайта https://atf.ru/ принадлежат
ООО "НОВЫЕ РЕШЕНИЯ" ИНН 5751054390
Защитные покрытия для металлических поверхностей

Защитные покрытия металлов делятся на металлические и неметаллические. К первым относятся анодные и катодные покрытия, в которые входят гальванические, термодиффузионные, нанесенные газотермическим напылением, погружением в расплав и полученные плакированием.
Неметаллические покрытия включают в себя органические и неорганические материалы, куда входят лакокрасочные покрытия, смолы, пластмассы, полимерные пленки, резины, эмали, оксиды металлов, соединения фосфора, хрома и так далее.
Неметаллические покрытия
Неметаллические покрытия делятся на органические и неорганические. Их действие сводится к изоляции обработанных поверхностей от воздействия окружающей среды посредством создания тонкой инертной по отношению к агрессивным веществам пленки.
Среди неметаллических защитных покрытий выделяют полимерные и оксидные пленки, эмали, лаки, краски, пластмассы, резины.
Полимерные пленки
На сегодняшний день данный вид покрытий является наиболее популярной альтернативой лакокрасочным материалам, резинам, пластику и оцинковке. Обработанные поверхности приобретают эстетичный внешний вид, а также повышают электроизоляционные, высокотемпературные, противоизносные свойства и срок службы. Кроме этого стоимость нанесения полимерного покрытия достаточно низкая.

Нанесение происходит в три этапа: напыление, термообработка и отверждение.
В качестве напыляемых веществ выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид. Наиболее популярен полиэстер, который широко применяется для обработки металлочерепицы и профнастила.
Полимерные антифрикционные покрытия
Антифрикционные покрытия (АФП) являются разновидностью полимерных покрытий металлов. По структуре эти материалы схожи с красками, где красящий пигмент заменен на высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси растворителей и связующих веществ.
Основу полимерных покрытий может составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и другие вещества, которые равномерно распределены в среде полимерного связующего: эпоксидной смоле, титанате, полиуретане, акриловых, фенольных, полиамид-имидных и других специальных компонентов.

В качестве примера таких материалов рассмотрим полимерные покрытия MODENGY. Они применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.), деталях двигателей внутреннего сгорания (юбки поршней, подшипники скольжения, дроссельная заслонка), резьбовых соединениях и крепеже, трубопроводной арматуре, пластиковых и металлических деталях автомобилей и других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Применение полимерных покрытий во многих случаях позволяет полностью отказаться от масел и пластичных смазок, создав узел трения, не требующий обслуживания. Материалы наносятся однократно на весь срок службы детали, обеспечивая необходимую защиту и смазывание поверхностей.
Преимущества полимерных покрытий MODENGY:
Высокая несущая способность
Работоспособность в запыленной среде
Низкий коэффициент трения
Широкий диапазон рабочих температур
Высокая износостойкость, противозадирные и антикоррозионные свойства
Стойкость к воздействию кислот, щелочей, органических растворителей и других химикатов
Работоспособность в условиях радиации и вакуума
Тонкий слой покрытия практически не влияет на исходную точность размеров детали
Эмалирование
Эмаль представляет собой тонкое, похожее на стекло, покрытие на поверхности металла, которое получается благодаря высокотемпературной обработке стекловидного порошка. Данный порошок смешивается с водой до нужной консистенции и наносится на поверхность.

Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.
Существует химическое, анодное, термическое, плазменное, лазерное (доступно только на промышленных предприятиях) оксидирование.
Покрытие лакокрасочными материалами, резиной, пластиком

Данные виды покрытий металлов хорошо известны каждому. Их основная задача – защита поверхностей от коррозии и воздействия агрессивных сред. Как правило, у таких покрытий ограниченный функционал в плане термостойкости и износостойкости. Их очень легко повредить.
Основным преимуществом данных покрытий является низкая стоимость и достаточно простая технология нанесения. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы данных покрытий очень зависит от условий эксплуатации деталей, поэтому их не применяют в условиях высоких нагрузок и температур. Чаще всего их используют в качестве декоративного слоя.
Металлические покрытия
Как уже было сказано выше, металлические покрытия бывают анодными и катодными. Для создания первых используются металлы, электрохимический потенциал которых меньше потенциала обрабатываемого металла, а для катодных наоборот, потенциал используемого материала больше, чем у обрабатываемого.
Анодные покрытия благодаря электрохимическим процессам обеспечивают защиту металлических поверхностей от коррозии даже при нарушении целостности слоя.
Катодные покрытия из-за того, что их потенциал выше, чем у обрабатываемого металла, не обеспечивают электрохимическую защиту. Они образуют защитный механический слой, который препятствует попаданию агрессивных сред к основному металлу. По сравнению с анодными покрытиями, катодные лучше защищают поверхности от агрессивного воздействия, но только в том случае, если защитный слой покрытия не имеет повреждений. На чугуне и стали для нанесения катодных покрытий используются такие металлы, как олово, свинец, никель, медь и другие металлы, которые расположены в электрохимическом ряду напряжений правее железа.

Гальванизация – это электрохимический метод нанесения металлического защитного слоя, который защищает поверхности от коррозии и окисления, улучшает их износостойкость, прочность, а также придает эстетичный внешний вид. Покрытия, созданные при помощи данного способа, применяются в авиастроении, машиностроении, радиотехнической и электронной промышленности, строительстве.
В зависимости от назначения конкретных деталей гальванические покрытия бывают:
Защитными, которые служат для изоляции металлических деталей от механических повреждений и воздействия агрессивных сред
Защитно-декоративными, которые предназначены для придания деталям эстетичного внешнего вида и защиты от разрушающих внешних воздействий
Специальными, которые наносятся для придания обрабатываемым поверхностям улучшенных характеристик – повышенной износостойкости, электроизоляционных и магнитных свойств, твердости и т.д.
Меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение и серебрение, покрытие оловом – все эти операции являются видами гальванических покрытий. Разницу составляет используемый в качестве покрытия материал.

Газотермическое напыление – это метод переноса расплавленных частиц материала на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия металлов, образованные таким методом, могут быть износостойкими, коррозионностойкими, антифрикционными, противозадирными, термостойкими, термобарьерными, электроизоляционными, электропроводными и т.д. В качестве напыляемого материала служат проволоки, шнуры и порошки из металлов, керамики и металлокерамики.
Существуют следующие методы газотермическогого напыления:
Высокоскоростное газопламенное напыление. Используется для образования плотных металлокерамических и металлических покрытий.
Детонационное напыление. Применяется для напыления защитных покрытий и восстановления небольших поврежденных участков поверхности.
Плазменное напыление. Является достаточно энергозатратным методом, поэтом используется для создания тугоплавких керамических покрытий
Электродуговая металлизация. Менее энергозатратный способ нанесения покрытий, который используется только для нанесения антикоррозионных металлических покрытий на большие площади поверхности.
Газопламенное напыление. Самый простой и недорогой метод в плане внедрения и эксплуатации. Используется для защиты от коррозии крупных площадей поверхности и восстановления геометрии деталей.
Напыление с оплавлением. Используется в тех случаях, когда нет риска деформации деталей или такой риск оправдан. Метод металлургически связывает покрытие с основанием.
При использовании данного метода подразумевается окунание детали в расплавленный метал, в роли которого выступает олово, цинк, алюминий, свинец. Перед погружением поверхности следует обработать флюсом, который состоит из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая предварительная обработка позволяет защитить расплав от окисления, а также удалить солевые и оксидные пленки.

Данный метод не слишком экономичен, так как расходуется большое количество наносимого металла, неравномерность толщины покрытия, а также невозможность нанесения в узкие зазоры и отверстия, например, на резьбу и т.д.
Данный вид обработки поверхностей является анодным по отношению к черным металлам, и обеспечивает электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Данный метод представляет собой нанесение на поверхности деталей равномерного слоя металла при помощи пластичной деформации и сильного сжатия. Основу технологии составляет холодное сваривание. Чаще всего таким образом создают защитные, контактные или декоративные покрытия на деталях из стали, меди, алюминия и их сплавов.
Плакирование производится при помощи технологий прокатки, экструзии, штамповки, сваривания взрывом.
Гальваническое покрытие: что это такое и как его получить?

В современном мире большую популярность получила процедура обработки металлов различными веществами, которые изолируют их от агрессивного воздействия рабочих сред.
Очень часто для этих целей применяется гальванизация – электрохимический метод нанесения металлической пленки, препятствующей окислению и коррозии поверхностей, придающей им твердость, износостойкость и эстетичный внешний вид.
Гальванизация способствует лучшей термоустойчивости металлов, поэтому этот метод обработки широко применяется в тех отраслях промышленности, которые проводят технологические операции при высоких температурах.

В данной статье мы ответим на самые распространенные вопросы, связанные с гальваническим покрытием:
- Как оно появилось?
- Где применяется?
- Каким образом и какими материалами осуществляется?
История гальванического покрытия
Гальваническое покрытие открыл русский физик Борис Якоби в 1836 году. В процессе экспериментов он пропускал металлы через водные и соляные растворы под воздействием электрического тока.

Во время прохождения через солевые растворы металлы распадались на ионы с разными зарядами. Отрицательные оседали на аноде, положительные – на катоде (как раз его роль в гальванике играют металлы, нуждающиеся в защите).
Принцип гальванизации
Перед началом процесса металлические поверхности тщательно очищаются от загрязнений и обезжириваются.
Предварительная подготовка изделий очень важна, от нее зависит качество гальванизирования.

Для металлических поверхностей существуют специальные средства на основе органических растворителей, которые не вызывают коррозии металла.
Например, очиститель металла MODENGY обеспечивает удаление загрязнений различной химической природы – нефтепродуктов, силиконовых масел, консервационных составов, адсорбированных пленок газов, влаги и др.
В большинстве случаев подготовка изделия к гальванике не ограничивается только очисткой его поверхности и обезжириванием. Выполняются также пескоструйная обработка и последующая шлифовка с использованием наждачной бумаги, специальных паст.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому обрабатываемая деталь должна быть идеально подготовленной – без сколов, царапин и раковин.
Схема, по которой реализуется гальваническое покрытие металла, достаточно проста.
Очищенное изделие помещается в емкость с раствором электролита, на него подается отрицательный заряд (изделие становится катодом). Специальная металлическая пластина, которая послужит для образования покрытия, заряжается положительно и принимает на себя функции анода. При замыкании электрической сети металл анода (пластины) растворяется в электролите и устремляется к отрицательно заряженному изделию (катоду), на котором создает тонкую равномерную пленку.
Такой способ нанесения гальванических покрытий называется анодным. Благодаря ему при возникновении угрозы коррозии разрушению подвергается гальваническая изоляция, металл же длительное время остается нетронутым.
При катодном напылении, которое применяется значительно реже, малейшее нарушение целостности нанесенного слоя приводит к еще более интенсивному разрушению металла под ним, чему способствует сама технология покрытия.
Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей с этим веществом бывает разным и зависит от производственных задач.

Изделия больших размеров удерживаются в объемных ваннах навесу. Более мелкие детали получают гальваническое покрытие в емкостях барабанного типа, в которых отрицательный заряд подается на барабан, вращающийся в электролите. Для обработки очень мелких изделий (например, метизов или других крепежных элементов) существуют колокольные наливные ванны: в процессе работы они медленно вращаются, в результате чего детали равномерно покрываются защитным металлом.
Плотность тока, проходящего через электролит, имеет большое значение, так как влияет на структуру формируемого осадка. Эта величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
При низкой величине плотности осадка не образуется вообще, при слишком большой – порошковых отложений много, что негативно сказывается на качестве покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на готовых изделиях обычно составляет от 6 до 20 микрон и определяется особенностями материалов, участвующих в гальванизации. Уровень сцепления металлического сплава с поверхностями определяется специальными тестами.
Все ли металлы совместимы между собой?
При проведении процесса гальванического покрытия существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Однако существуют пары, которые соединять вместе нельзя.
Определенными трудностями сопровождается работа с алюминием и его сплавами, так как на их поверхностях присутствует окисная пленка, затрудняющая процесс гальванизации.
При гальванизации алюминия относятся сочетания: медь – никель – хром; никель – хром; свинец – олово; медь – олово. Допускается латунирование и цинкование алюминия.
В каких сферах гальваническое покрытие металлов наиболее актуально?
Благодаря своей прочности и износостойкости гальванические покрытия получили широкое распространение в таких отраслях промышленности как:
- Авиастроение
- Машиностроение
- Радиотехническая промышленность
- Электронная промышленность
- Строительство
Виды гальванических покрытий
В зависимости от целей применения готовых изделий гальванические покрытия подразделяются на защитные, защитно-декоративные и специальные.

Защитные изолируют металлические детали от воздействия агрессивных сред и предохраняют их от механических повреждений.
Защитно-декоративные препятствуют разрушению изделий под влиянием внешних факторов, а также придают им эстетичный внешний вид.
Гальванические покрытия специального назначения наносятся в целях придания деталям новых улучшенных характеристик: повышенной износостойкости и твердости, магнитных, электроизоляционных свойств.
В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия после его длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, отличающиеся даже очень высокой сложностью рельефа. Этот процесс называют гальванопластикой.
В зависимости от применяемых в качестве покрытий материалов выделяют следующие процедуры гальванизации.
Меднение
Гальваническое покрытие медью (медным купоросом) способствует упрочнению металлических изделий и повышению их токопроводящих качеств. Металлы с медным покрытием часто используют для производства электропроводников.
Однако в связи с тем, что омедненные детали плохо противостоят коррозии и со временем окисляются, процесс меднения чаще всего является промежуточным и предваряет наслоение другого покрытия.

Хромирование
Обработка металлов хромом делает их более прочными и устойчивыми к условиям агрессивной внешней среды, позволяет улучшить внешний вид и восстановить поврежденные детали до первоначальных параметров. Хром образует на поверхностях металлов тонкую пленку, которая обладает не только защитными, но и эстетическими качествами.
В зависимости от изменений технологического режима хромирования получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличивает твердость металла, но не способствует его износоустойчивости), блестящее (обеспечивает износостойкость и твердость изделий), молочное пластичное (способствует эстетичности, коррозионной устойчивости металлов, но не придает им твердости).
Цинкование
Самый популярный вид гальванизации. Тонкая пленка цинка на поверхности металлов придает им блеск и предотвращает образование ржавчины. Цинкование особенно популярно в автомобильной и строительной индустрии. Цинком обрабатывают детали кузовов автомобилей, трубопрокатную продукцию, емкости, кровельные, в том числе опорные конструкции.

Железнение
Применяют для усиления прочности легкоизнашиваемых деталей (например, медных). Железное гальваническое покрытие практически не поддается коррозии.
Никелирование
Использование данного метода обработки металлов является оптимальным для придания металлическому материалу устойчивости к внешним воздействиям окружающей среды. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.

Золочение и серебрение
Нередко применяются в электротехнической и радиоэлектронной отраслях, ювелирном деле. Золото и серебро придают металлическим изделиям более презентабельный внешний вид, высокие отражающие свойства, защищают их от неблагоприятных внешних факторов, предотвращают коррозию, увеличивают твердость и улучшают токопроводящие качества.
Гальваническое покрытие оловом
Олово придает металлическим деталям им прочность и твердость. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.

Другие способы защиты металлов
Для того чтобы увеличить прочность и коррозионную стойкость металлов, кроме гальванизации используется множество других методов обработки: закалка, рекристаллизация, чеканка, обкатывание, газопламенное напыление, наплавка и др.
Один из самых простых, эффективных и быстрых способов обеспечить прочность и износостойкость металлических деталей, предотвратить их коррозию и разрушение под действием агрессивных внешних факторов – применение специальных антифрикционных покрытий. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ.
Антифрикционные твердосмазочные покрытия образуют на поверхностях тонкую сухую пленку с очень низким коэффициентом трения и высокой несущей способностью. Это особенно важно для металлических деталей, эксплуатируемых в движущихся механизмах, подверженных воздействию экстремальных нагрузок, давлений, температур.
В России такие покрытия выпускаются под брендом MODENGY.
При нанесении на поверхность они заполняют все микронеровности, тем самым увеличивая ее опорную площадь и несущую способность. Благодаря технологии сухой (нелипкой) смазки материалы MODENGY работоспособны в запыленных средах. Они устойчивы к химически агрессивным веществам, обладают высокими противозадирными свойствами, выдерживают условия вакуума и радиации.
Компания "Моденжи" выпускает более 16 видов покрытий, содержащих твердые смазочные материалы различной химической природы: дисульфид молибдена, поляризованный графит, политетрафторэтилен (ПТФЭ), дисульфид вольфрама и др.

Гальваническое покрытие в домашних условиях
В отличие от антифрикционных покрытий, нанесение гальванических требует применения дополнительных приспособлений. Однако учитывая, что методы гальванизации на сегодняшний день достаточно хорошо изучены и отработаны, этот процесс осуществим даже в домашних (а точнее, в гаражных) условиях – конечно, при наличии необходимого оборудования, материалов и знаний об электролизе.
В качестве источника питания домашнего гальванического устройства может выступать выпрямитель электрического тока, оснащенный регулятором выходного напряжения (чтобы изменять мощность при необходимости).
Гальванической ванной может быть любая стеклянная или пластиковая емкость. Она должна вмещать обрабатываемую деталь и требуемое количество электролита, обладать достаточной прочностью и выдерживать высокую температуру (до +80 °С).

Выбирая аноды для гальванического аппарата, следует помнить, что их площадь должна быть больше площади покрываемой поверхности.
Для создания нужной температуры электролита в домашних условиях используется нагревательный прибор с регулировкой интенсивности – например, небольшая электроплитка или утюг.
Пожалуй, единственной сложностью при «домашней» гальванизации является приобретение химических реактивов для электролитического раствора. Организации, производящие и реализующие такие вещества, могут продавать их только тем, кто имеет соответствующие разрешительные документы. Для нанесения декоративных металлизированных покрытий в продаже имеются специальные комплекты, состоящие из всех необходимых компонентов.
Хранить химические реактивы и готовую смесь нужно в стеклянной посуде с притертыми крышками.
Для проведения гальваники в домашних условиях лучше отвести нежилое помещение – гараж или мастерскую, организовать в нем качественную вентиляцию, заземлить оборудование.
Личная безопасность – самое важное правило, которого следует придерживаться. Поэтому обязательным является использование при работе респиратора, резиновых перчаток, клеенчатого фартука и специальных очков.
Читайте также: