Пластиковое покрытие на металл
Обновлено: 04.10.2024
Для защиты металлов от коррозии широкое применение находят полимерные покрытия. Они не только защищают металл от коррозионных и прочих химических воздействий, но и придают изделию отличные электроизоляционные, декоративные, антисептические и другие свойства. По сравнению с лакокрасочным и эмалевым полимерные покрытия имеют ряд преимуществ. Они более прочны, эластичны, лучше связаны с металлом; в процессе эксплуатации стираются и растрескиваются значительно меньше, чем эмали.
Металлопласты состоят из основы, металлической подложки и полимерного покрытия. Материалами основы чаще всего являются стальные или алюминиевые листы, придающие металлопластом необходимую прочность и жесткость. Достоинство стальных листов — высокая прочность и незначительный по сравнению с алюминием коэффициент температурного расширения. По сравнению со стальными алюминиевые листы имеют незначительную массу и более гладкую поверхность, более высокую стойкость в кислой среде и промышленной атмосфере.
К полимерным покрытиям предъявляются чрезвычайно высокие требования. Пластик должен быть стоек к истиранию, ударным нагрузкам, действию химических реагентов, температурным и климатическим условиям эксплуатации. Последнее требование является очень важным, поскольку все полимерные материалы в большей или меньшей мере подвержены атмосферному старению. При старении значительно ухудшаются диэлектрические свойства полимера, изменяется естественная окраска и снижается устойчивость к действию различных химических реагентов.
Кроме вида полимера, используемого при изготовлении металлопласта, очень важным является выбор типа (состояния) материала, изготовленного для нанесения на металл. Применяются четыре типа: пластизоль, органозоль, готовая пленка, порошок.
Пластизоль — это свободная или почти свободная от растворителей смола, дисперсированная в веществах, называемых пластификаторами. Пластизоль имеет пастообразный вид и применяется для нанесения толстых (свыше 80 мкм) покрытий. Наличие пластификаторов придает поверхности из пластизолевого покрытия относительную мягкость.
В органозоле количество пластификаторов меньше, а растворителя больше. Толщина покрытия органозолем составляет 30-50 мкм. Поверхность покрытия в этом случае тверже, чем при нанесении пластизоля.
Покрытие пленкой имеет ограниченное применение. Оно используется для изделий, эксплуатирующихся преимущественно внутри помещений, с целью улучшения декоративных свойств. Толщина пленки составляет 50-500 мкм.
Порошкообразные вещества, используемые для покрытий, относятся к системе покрытий без растворителя. Достоинством этого вида покрытия является полноценное использование материала и возможность доведения толщины покрытий до 150 мкм при отсутствии пористых участков и трещин.
Наиболее широко распространен в качестве покрытия для металлов поливинилхлорид (ПВХ). Он обладает рядом ценных качеств. Поливинилхлоридное покрытие позволяет получать толщины широкого диапазона и цветовой гаммы. Оно стойко к кислотам, щелочам, растворителям, имеет хорошие диэлектрические свойства, довольно высокую прочность и эластичность. Недостатком ПВХ является низкая теплостойкость. Максимальная температура длительной эксплуатации +80 ºС, кратковременная +100 ºС. Применяются три основных типа виниловых покрытий: органозоли, пластозоли и пленки.
Применение органозолей и пластозолей обусловлено их высокими физико-механическими свойствами, атмосферостойкостью, химической стойкостью и хорошей антикоррозионной защитой. Большим достоинством этих материалов является высокое содержание сухого вещества (в пластиках 95-100 %, в органозолях до 60 %), что позволяет при нанесении одного-двух слоев материала получать покрытия толщиной 60-300 мкм и более (пластизоли) и 50-80 (органозоли).
Пленочный ПВХ — это пластифицированная поливинилхлоридная смола с добавлением стабилизаторов, наполнителей и пигментов. Молекулы пластификатора, распределяясь между молекулами полимера, уменьшают силы сцепления в пленке (отсюда снижается прочность пленки) и придают молекулам полимера большую свободу передвижения. При этом повышается эластичность пленки.
Кроме пленок ПВХ в качестве покрытий применяются полиэтиленовые пленки. У них высокое сопротивление большинству агрессивных сред и их паров, растворителей, масел и т. п. Полиэтилен
незначительно адсорбирует влагу, в него почти не проникают водяные пары (примерно в 10 раз меньше, чем в поливинилхлоридные пленки). Диэлектрические свойства также намного превосходят показатели поливинилхлорида. Полиэтиленовая пленка практически не горит, а при высоких температурах только плавится.
2. Способы нанесения полимерных покрытий
Разработаны и реализованы следующие основные технологические принципы получения металлопластов:
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
- плакирование полимерной пленкой металла, предварительно покрытого адгезионным подслоем;
- плакирование металла полимерной пленкой, в состав которой входят компоненты, обеспечивающие прочную и долговечную связь покрытия с подложкой;
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
Технологическая схема процесса покрытия листовой стали и алюминия включает следующие основные группы операций:
- подготовка поверхности полосы;
- нанесение, полимерных покрытий и отделку поверхности покрытия.
Для нанесения покрытий типа пластизолей и органозолей применяются валковые машины (рис. 6.7). Наносимый материал, находящийся в желобе между двумя дозирующими валками 3, 4, захватывается и передается непосредственно на формообразующий валок 2. Зазор между дозирующим валком и формообразующим определяет толщину слоя покрытия металлической ленты 1.
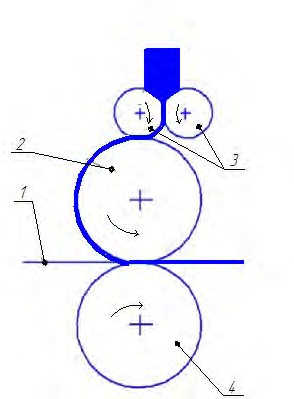
Рисунок 6.7 — Схема валковой машины для нанесения покрытий: 1 — металлическая лента; 2 — наносящий валок;3 — дозирующие валки; 4 — опорный валок
Валковые машины обеспечивают высокую скорость процесса нанесения покрытия (до 90 м/мин) и применяются для непрерывной обработки лент и рулонов. Эти машины включают несколько валковых агрегатов; позволяют без остановки всей машины переходить на формование покрытий другого типа, разных толщин, а также покрывать обе стороны металла. Валковые машины обычно размещают в отдельных изолированных боксах, где создается повышенное давление воздуха (0,7 МПа).
После нанесения на полосу пластизоля она поступает в сушильные печи, где происходит удаление растворителя. Время сушки в зависимости от материала и толщины покрытия, скорости движения ленты составляет 0,5 до 2 мин.
Плакирование металла полимерной пленкой осуществляется по следующей технологической схеме: подача ( сматывание с рулона) металла, подготовка поверхности металла, нанесение подслоя ( грунта) с одной или обеих сторон, нанесение основного ( отделочного) слоя покрытия, сушка, сматывание в рулоны.
Предварительная подготовка поверхности может включать щеточную обработку, химическое или электролитическое обезжиривание, травление, промывку.
Однако предварительная обработка металлических поверхностей может быть недостаточна для надежного сцепления термопластов. Необходимо еще нанесение слоя грунта, в качестве которого применяются сополимеры термопластичных и термореактивных смол. Термореактивная часть сополимера хорошо сцепляется с металлом, а термопластичная перемещается по поверхности и хорошо совмещается с наносимым термореактивным покрытием. Толщина грунтового слоя зависит от состава и может изменяться от 50 мкм до 0,3 мм. Схема установки для нанесения покрытия представлена на рисунке 6.8.
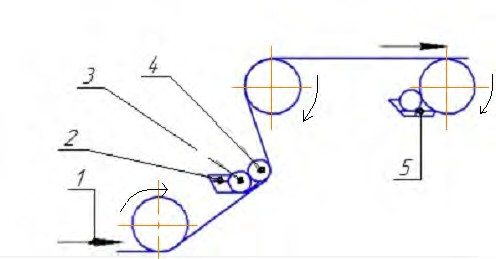
Рисунок 6.8 – Схема установки для нанесения покрытия: 1 — покрывающий валок; 2 — емкость с грунтом; 3 -вспомогательный валок; 4 — натяжной валок; 5 — устройство для нанесения покрытия на нижнюю сторону полосы
Металл после грунтовки имеет температуру 160 ºС, пленка при этом тоже может быть нагрета до 40-50 ºС. Накладывается пленка двумя валками, покрытыми резиной (рис. 6.9). Скорость наложения может быть от 6 до 30 м/мин.
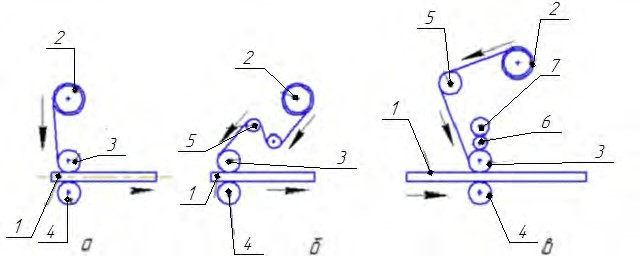
Рисунок 6.9 — Схемы расположения валков для покрытия металлической ленты полимерными пленками: а — без натяжных роликов; б- с натяжными роликами; в — с натяжным и нижним опорным роликом; 1 — лента; 2 — разматыватель с рулоном пленки; 3 — накатывающий валок; 4 — опорный валок; 5 — натяжной ролик; 6 -промежуточный ролик; 7 — верхний опорный валок
Нанесение порошковых полимеров на поверхность металлических материалов может осуществляться различными способами, основным из которых является электростатический.
Сущность электростатического способа напыления состоит в том, что заряженные частицы полимера под воздействием сил электрического поля движутся к изделию и осаждаются на его поверхности. Между напыляемым изделием и распылителем создается поле высокого напряжения, в котором частицы полимера электризуются.
Заряженные частицы образуют облако, которое осаждается на поверхности изделия. В зависимости от величины напряжения и давления воздуха частицы имеет различную степень проникновения в углубления изделия и разную рассеивающую способность. Порошок не осевший на изделие улавливается регенерирующим устройством и вновь используется.
Способом электростатического напыления наносят порошковые полимеры, лаки, эмульсии, смолы, фторопласт и др. На рисунке 6.10
приведена схема установки для напыления полиэтилена на поверхность стальной ленты.
Первой стадией процесса является подготовка поверхности ленты, заключающаяся в промывке и травлении. После этого лента поступает в камеру предварительного индукционного нагрева. Нагретая лента подается в ионизационную камеру, в которой специальные распылители наносят порошок на непрерывную движущуюся ленту. Далее полоса поступает на оплавление в горизонтально расположенные индукторы, на выходе из которых охлаждается воздушными форсунками и наматывается в рулон.
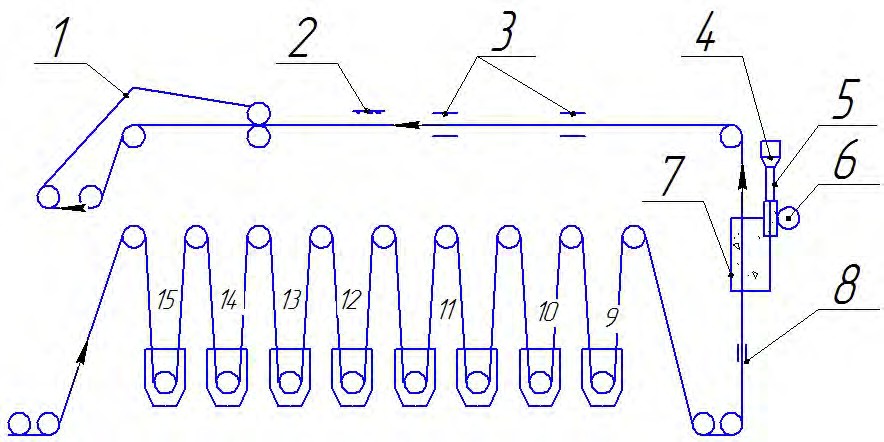
Рисунок 6.10 — Схема установки для получения полимерных покрытий электростатическим напылением: 1 — система наматывания полосы в рулон; 2 — воздушные форсунки; 3, 8 — индукторы; 4 — бункер; 5 — дозатор; 6 — распылитель; 7 — ионизационная камера; 9,14 — ванны промывки горячей водой; 10,12 — ванны струйной промывки; 11 — ванны хромирования; 13 — ванна травления; 15 — ванна обезжиривания
Применение полимерных покрытий
Широкое использование листового проката с полимерными покрытиями связано с его высокими антикорризионными свойствами в разнообразных условиях и широкой цветовой гаммы. Возможность переработки листов с полимерными покрытиями: применение гибки, профилирование, штамповка и др.
В зависимости от предполагаемой области применения могут быть усилены те или иные свойства: погодостойкость, химическая стойкость, стойкость к истиранию.
Листы из профилированного штампованного материала могут служить облицовкой или же входить в состав трехслойных панелей.
В авиа-, вагоно- и судостроении металлопласт используется для внутренней обшивки, отделки, изготовления перегородок.
Металлопласт нашел применение для изготовления кожухов бытовых приборов, холодильников, стиральных машин, торгового оборудования.
Полимерные покрытия с проводящим слоем нашли широкое применение в электро- и электронной промышленности при производстве печатных схем конденсатора.
Изготовление жидкого пластика для антикоррозионных покрытий своими руками
Во время ремонта своего автомобиля столкнулся с необходимостью защиты деталей кузова от ржавчины, при этом доступные мне материалы либо дороги, либо недостаточно эффективны. После нескольких дней поисков возник вопрос, а что мне мешает приготовить состав для антикоррозионного покрытия своими руками. По большому счету такие материалы – это жидкие пластики, иными слова это полимеры, растворенные в органических растворителях.

Дело в принципе несложное. На первом этапе необходимо подобрать пластик и растворитель для него, на втором измельчить сырье и добавить реагент. Что вышло в результате реализации этой задумки: читаем в обзоре.
Используемые материалы и инструменты
- Две баночки для анализов с плотно закручивающимися крышками.
- Для больших объемов в качестве тары можно использовать бутылку (ПЭТ) от уксуса или растворителя.
- Куски различных видов пластика: в нашем случае черный – это фрагмент корпуса зарядного устройства, прозрачные – оргстекло, серый – от какого-то электронного устройства.
- Растворители трех видов: «646-ой», ацетон и ксилол (для автоэмалей).
Процесс приготовления жидкого полимера
Руками или при помощи пассатижей крошим черный пластик, чем мельче будут фрагменты, тем лучше. В идеале его необходимо превратить в порошок (хлопья) рашпилем.


Измельченное оргстекло заливаем «646-ым» растворителей, а пластик – ксилолом.
Жидкости наливаем столько, чтобы она полностью закрывала полимерное сырье с небольшим запасом. Из оргстекла получается неплохой лак, для замедления его полимеризации можно добавить немного ксилола.


Емкости с нашими составами хорошенько встряхиваем, и оставляет на пару суток в каком-нибудь теплом помещении. Тара должна быть плотно закрыта, чтобы исключить возможность испарения растворителя.

По истечении этого срока производим вскрытие емкостей и наблюдаем результат. Пластик и оргстекло полностью растворились и стали пригодны для антикоррозионной обработки металлических деталей.

Проверяем свойства получившегося состава: опускаем в него металлический пруток и видим, что жидкий пластик обладает высокой адгезией к его поверхности.
Антикоррозионный состав кистью наносим на детали автомобильного кузова, нуждающиеся в защите от ржавчины. Покрытие лучше сделать двух- или трехслойным с промежуточным выдерживанием каждого слоя до полного высыхания.

В процессе работы необходимо соблюдать меры безопасности с активными химическими жидкостями. Используемые при этом растворители имеют резкий запах и помещение, в котором вы проводите эксперименты должно иметь хорошую вентиляцию. Наливая его в тару нужно быть очень осторожным, чтобы избежать попадания на кожу и на слизистые.
Смотрите видео
Полимерное покрытие: виды, свойства, нанесение
Применение полимерных покрытий позволяет защитить металлические поверхности от коррозии, механических повреждений, внешних, химических и других воздействий. Они представляют собой порошкообразные вещества на основе различных смол и полимеров.
Полимерные покрытия: виды
Для создания полимерных покрытий применяются следующие материалы:
Рассмотрим их подробнее.
Пластизоль
В состав данного покрытия входит поливинлхлорид (ПВХ) и вещества-пластификаторы. Слой нанесенного материала составляет 200 мкм, благодаря чему обеспечивается очень высокая степень защиты от механических воздействий. Помимо этого, ПВХ устойчив к агрессивным погодным условиям и химическим веществам.

Существует ограничение на применение пластизола в жарком климате, что обусловлено низкой термостойкостью покрытия – да +80 °C. Такое покрытие также склонно к быстрому выцветанию, поэтому для него используются только светлые тона, которые обладают высокими светоотражающими свойствами, меньше нагреваются и выгорают.
Покрытия на основе пластизола применяются для создания тисненых, фактурных оснований и штампованных рисунков. Благодаря таким декоративным свойствам они могут образовывать древесную, кожаную и другие виды текстур.
Полиэстер
Полиэстеровые покрытия – самая дешевая и распространенная разновидность материалов. Они медленно выгорают, что позволяет им длительное время сохранять свой цвет, и устойчивы к воздействию ультрафиолета. Такие покрытия обладают высокими антикоррозионными свойствами и не разрушаются от перепадов температур.

Отрицательной чертой полиэстера является невысокая прочность, которая является побочным эффектом тонкого слоя материала на поверхностях. Материал очень легко царапается и повреждается. Решить это возможно посредством обработки кварцевым песком. Но такая дополнительная процедура сделает процедуру нанесения дороже.
Существует две разновидности полиэстеровых покрытий: глянцевая и матовая. Они различаются только по свойствам. Матовое покрытие имеет шероховатую поверхность, может применяться для имитации текстуры и рельефа древесины, кирпича или камня, наносится толстым слоем, поэтому, в отличие от глянцевого, срок службы такого материала может достигать до 40 лет.
Пурал
Для изготовления пурала используется полиуретан и модифицированный полиамид. Данное покрытие имеет шелковисто-матовую поверхность и отличается невосприимчивостью к резким температурным передам и высокой термостойкостью.
Это очень долговечный материал – он может прослужить до 50 лет. Не смотря на тонкий слой (до 50 мкм), пурал очень трудно повредить. Помимо этого, данный вид покрытий не выцветает и выдерживает длительное воздействие агрессивных веществ.

Из минусов пурала можно выделить высокую стоимость и меньшую, чем у пластизоля, стойкость к пластическим деформациям. Но, несмотря на это, данный материал более оптимален по соотношению характеристик и стоимости.
Покрытия на основе пурала применяются на производствах кровельных элементов из оцинкованного металла. Они имеют красивый внешний вид, устойчивы к воздействию ультрафиолета и прекрасно защищают от коррозии.
ПВДФ (полвинилденфторид) – одно из популярных видов полимерных покрытий. В его состав входит поливинилхлорид (80 %) и акрил (20 %). Благодаря стойкости к выцветанию и блестящей поверхности ПВДФ используется в декоративных целях: для придачи основаниям эффекта «металлик, глянцевого блеска, серебристых или медных металлических оттенков.

Покрытие обладает очень высокой стойкостью к механическим повреждениям и имеет наибольший срок службы. Оно также подходит для обработки изделий, работающих в агрессивных условиях.
Антифрикционные покрытия как разновидность полимерных
Особый вид полимерных покрытий – антифрикционные твердосмазочные покрытия (АТСП). Они похожи на краски, но краситель в них заменен на мельчайшие истицы твердых смазок, распределенных по объему связующего вещества и растворителя.
Для производства полимерных АТСП используется политетрафторэтилен (тефлон, ПТФЭ), дисульфид молибдена, графит и другие твердосмазочные вещества. В качестве связующего могут выступать как органические, так и неорганические материалы: титанат, эпоксидная смола, акриловые, полиамид-имидные, фенольные и т.п. компоненты.
В России разработкой и изготовлением таких материалов занимается компания «Моделирование и инжиниринг». В линейку продукции входят антифрикционные твердосмазочные покрытия, предназначенные для решения различных задач, очистители и специальные растворители.
Полимерные покрытия MODENGY – MODENGY 1010, MODENGY 1011, MODENGY 1014 и другие – отлично зарекомендовали себя в подшипниках скольжения, направляющих скольжения, зубчатых передачах, других средне- и тяжелонагруженных узлах трения скольжения, крепеже и резьбовых соединениях, деталях двигателей транспортных средств (штоки клапанов, юбки поршней, дроссельные заслонки, коренные вкладыши, шлицевые соединения), трубопроводной арматуре, металлических и пластиковых элементах автомобильной техники (скобы, пружины, петли, замки, механизмы регулировки и т.п.), а также других парах трения металл-полимер, металл-резина, металл-металл, полимер-полимер.

Преимущества полимерных покрытий MODENGY:
Работоспособность в запыленной среде, вакууме и радиации
Низкий коэффициент трения
Высокие противоизносные, антикоррозионные и противозадирные свойства
Широкий диапазон рабочих температур
Устойчивость к кислотам, органическим растворителям, щелочам и прочим химикатам
Способность создавать на деталях тонкий защитный слой, практически не меняющий их исходный размер
Полимерные покрытия MODENGY позволяют эффективно управлять трением, повысить ресурс и эффективность оборудования, обеспечить поверхностям деталей необходимый набор защитных и триботехнических свойств.
Благодаря применению АТСП MODENGY можно полностью отказаться от пластичных масел и смазок. Технология твердой смазки позволяет создать узел трения, которому не требуется обслуживания. Антифрикционные покрытия наносятся однократно и обеспечивают смазывание и защиту различных деталей в течение всего срока их службы.
Особенности полимерных покрытий
К полимерным покрытиям предъявляют достаточно серьезные требования. Во-первых, они должны обладать очень высоким сцеплением с поверхностью, так как они связываются с металлическим основанием на молекулярном уровне, а не просто его покрывают. Второе – устойчивость к различным деформациям, которая не позволяет покрытию разрушиться при механических воздействиях.
В-третьих, такие материалы не должны терять своих свойств при длительном воздействии воды, щелочей, растворителей, различных химикатов, высоких температур, УФ-излучения. Если покрытие отвечает всем этим запросам, область его применения существенно расширяется.
Преимущества:
Возможность выбрать практически любой цвет
Устойчивость к агрессивным веществам и воде
Поговорим о минусах полимерных покрытий. Главный из них – высокая стоимость, которая складывается из количества материала и применения специального оборудования. Но, наряду с этим, полимерный слой наносится на весь срок эксплуатации, а также не требует обновления или подкрашивания слоя. Поэтому окупаемость такого покрытия происходит очень быстро.

Сложное удаление с поверхности, в то же время, является и минусом. От них очень сложно очистить основания деталей, так как полимерные составы слабовосприимчивы к механическому воздействию и химикатам. Ввиду того, что специальных очистителей для удаления подобных материалов не существует, просто так стереть такой слой не получится. Это также обусловлено связью полимерного покрытия с поверхностью на молекулярном уровне. Чтобы его удалить, потребуется специальный инструмент.
Полимерные покрытия не получится нанести самостоятельно. Технологический процесс включает в себя применение определенного оборудования, которое можно найти только на предприятиях или специалистов, занимающихся выполнением подобных работ. При попытке нанесения с использованием подручных средств ничего не получится, а израсходованные средства будут потрачены впустую.
Ну и последний минус – нанесение полимерных покрытий, кроме антифрикционных, возможно только на металлы, которые хорошо проводят электричество. Это обусловлено применением технологии магнитной индукции для создания слоя покрытия.
Технология нанесения
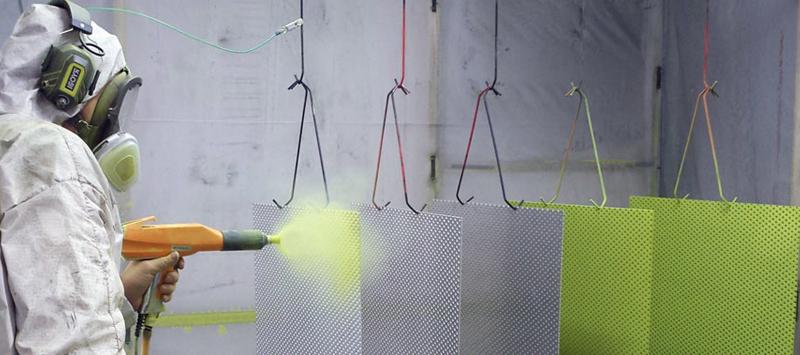
Оборудование играет главную роль при нанесении, особенно краскопульт. Его особенность состоит в том, что кроме распыления материала, он заряжает его электричеством. На окрашиваемую деталь подается отрицательный заряд, а на бак краскопульта – положительный. Магнитная индукция возникает при контакте краски и поверхности покрываемого элемента. По своей природе она схожа с дуговой сваркой при замыкании электрода.
Нанесение состоит из нескольких этапов. Их качество напрямую зависит от умений маляра. Даже малейшие отклонения от технологии могут привести к порче изделий, а также полностью лишить полимерное покрытие рабочих характеристик.
В первую очередь производится подготовка окрашиваемых поверхностей. С них нужно удалить все возможные загрязнения и окислы, а затем обезжирить. Участки деталей, которым не требуется окраска, закрываются.
Следующий этап – нанесение. Сюда входит грунтование, окрашивание и лакирование. Все эти действия выполняются в специальных камерах, которые изолированы от проникновения пыли и других частиц. Сама камера должна иметь хорошее освещение, так как мастеру в процессе работы нужно видеть поверхность детали при любом ракурсе, чтобы правильно нанести покрытие. Сами детали подвешиваются на специальных крюках и на них подается отрицательный заряд. После этого следует нанесение. Вследствие того, что по технологии покрытие следует нанести одним слоем за один раз, этот процесс занимает очень много времени. При каких-либо паузах при нанесении полимерный слой будет неравномерным.

Далее следует отверждение покрытия. Детали медленно нагреваются в специальной камере с максимальной температурой +200 °C в течение 60 минут. Время и температура зависят от слоя. Так, например, для грунта нужно меньше времени и невысокие температуры, чем для отверждения лака. Правильность полимеризации также зависит от скорости повышения температуры в печи. Все дело в том, что при нагреве краска растекается по поверхности изделий и заполняет все труднодоступные места, а для этого нужно медленное и равномерное нагревание.
На следующем этапе детали охлаждаются. Для этого температура постепенно снижается до +100 °C. Для этого не требуется специальных приспособлений, так как печь остывает без постороннего вмешательства. При резком падении температуры до 100 °C покрытие на поверхности деталей может растрескаться. По этой же причине запрещается открывать печь.
После охлаждения изделий они извлекается из печи и доставляются в камеру покраски для напыления следующего слоя покрытия. Последний слой – декоративный, и его нанесение необязательно. Он лишь усиливает эстетичные свойства краски, а для обеспечения оптимальных защитных параметров достаточно двух слоев покрытия.
Защитные покрытия для металлов

Различные покрытия металлов используются для изоляции этих материалов от агрессивной окружающей среды. Чтобы выполнять свою основную функцию, покрытия должны быть сплошными, непроницаемыми, равномерно распределяющимися по поверхности. Также они должны обладать хорошей адгезией, высокой износостойкостью, жаростойкостью и твердостью.
Защитные покрытия подразделяют на металлические и неметаллические. Рассмотрим подробнее обе категории.
Металлические защитные покрытия
Металлические покрытия наносятся на различные поверхности (не только на металл, но и на стекло, керамику, пластмассу и др.) в целях их защиты от коррозии, придания твердости и износостойкости, электропроводящих и декоративных функций.
Для придания поверхностям антикоррозионных свойств покрытия наносятся следующими способами:
- Гальванизацией (электролитическим методом): металл или сплав осаждается на поверхность в виде водных растворов солей путем постоянно пропускания тока через электролит
- Газотермическим напылением: расплавленный металл распыляется на обрабатываемую поверхность с помощью струи воздуха
- Окунанием: горячий способ нанесения покрытия методом погружения изделия в ванну с расплавленным металлом
- Плакированием (термомеханическим методом): на поверхность основного металла наносится другой, более устойчивый к агрессивной среде, путем литья, совместной прокатки, прессования или ковки
- Термодиффузионным методом: покрытие проникает в поверхностный слой основного металла под воздействием высокой температуры
По способу защиты металлические покрытия подразделяют на анодные и катодные – в зависимости от того, анодом или катодом является металлопокрытие к обрабатываемому изделию.
Электрохимическую защиту от коррозии осуществляют исключительно анодные покрытия, имеющие более отрицательный электрохимический потенциал. Под воздействием окружающей среды они постепенно разрушаются, но при этом сохраняют целостность изделий.
Хорошим примером анодного покрытия металлов является цинковый защитный слой не железе.

Катодные защитные покрытия, имеющие положительный электродный потенциал, используются намного реже, так как защищают детали лишь механически. Основной металл изделия, являющийся анодом, при подводе к нему влаги начинает интенсивно разрушаться, поэтому катодное покрытие должно быть сплошным, без малейших пор и царапин. Примером такого покрытия служит оловянная или медная защита на железе.
Гальванические покрытия
Гальванизация относится к электрохимическим методам нанесения металлических покрытий.
Получаемый защитный слой предупреждает коррозию и окисление, улучшает износостойкость и прочность изделий, придает им эстетичный внешний вид.
Гальванические покрытия распространены в строительстве, авиа- и машиностроении, радиотехнике и электронной промышленности.
В зависимости от назначения они бывают защитными, защитно-декоративными и специальными. Назначение первых двух понятны уже из названий. Специальные наносятся на изделия для придания им повышенной твердости и износостойкости, улучшенных электроизоляционных, магнитных и других свойств.

Разновидностями гальванизации являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение, покрытие оловом.
Газотермическое напыление
Газотермическое напыление – это метод переноса расплавленных частиц на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия, образованные газотермическим способом, обладают износостойкостью, коррозионной устойчивостью, антифрикционными, противозадирными, термостойкими, электропроводными и другими свойствами.
В качестве напыляемого материала используются проволоки, шнуры и порошки из металлов, керамики или металлокерамики.
Существуют следующие методы газотермическогого напыления:
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговое напыление: применяется для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Газопламенное напыление: самый простой и недорогой метод в плане внедрения и эксплуатации; используется для защиты больших поверхностей от коррозии и восстановления геометрии деталей
- Напыление с оплавлением: металлургически связывает покрытие с основанием; применяется в тех случаях, когда отсутствует риск деформации деталей или этот риск оправдан
Окунание в расплав
При использовании данного метода деталь окунается в расплавленный металл: олово, цинк, алюминий или свинец. Перед погружением поверхности обрабатываются флюсом, состоящим из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая обработка позволяет удалить солевые и оксидные пленки, а также защитить расплав от окисления.

Данный метод не слишком распространен, так как расходует большое количество защитного покрытия, при этом не обеспечивая его равномерную толщину и не позволяя наносить металл в узкие зазоры.
Термодиффузионное покрытие
Данный вид обработки поверхностей по отношению к черным металлам является анодным и обеспечивает эффективную электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
Одной из самых современных и высокотехнологичных разновидностей полимерных покрытий являются антифрикционные покрытия (АФП).
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Например, в России такие покрытия разрабатывает компания «Моделирование и инжиниринг».
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.

Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.
Какой краской можно покрасить пластиковые окна

Краска по пластику может пригодиться в разных случаях. Она применима для пластиковых поверхностей в помещение, так и для тюнинга автомобиля. Изменить интерьер, привнеся в него новые яркие элементы, может помочь окрашивание предметов из пластмассы. Чем красить пластик будет рассказано в статье.
Общая специфика окрашивания АБС- и ПВХ-пластиков
Верная методика окрашивающих работ по пластмассе зависит от ее параметров. Но всегда следует начинать с подготовительного этапа. Только тщательно приготовив поверхность можно ожидать красивого результата. В связи с тем, что краска для ПВХ нехорошо фиксируется на пластике, необходимо выбирать специальные краски, способные закрепиться на нем. Проще окрашивать жесткую пластмассу так, как с изделий, которые часто сгибаются, краситель может просто отойти. Если требуется покрасить мягкую поверхность, то желательно воспользоваться эластичной эмалью. Для очень жестких изделий идеальным будет универсальная акриловая эмаль. Более подробно о моделях красок, и какой еще краской можно покрасить пластиковые поверхности будет рассказано далее. Для очень жестких изделий идеальным будет универсальная акриловая эмаль.
Особенности
Краска для пластика отличается от составов, которые наносят на другие материалы. Применение ее тоже имеет свою специфику. К примеру, пластмасса на базе АБС и ПВХ до окраски должна покрываться особой грунтовкой, которую следует покупать в автомагазине или магазине лакокрасочных материалов. Смесь распыляют и протирают, обработанная поверхность сохнет минимум 60 секунд.
Основные требования при окрашивании:
- тщательная сушка и очистка поверхности, освобождение ее от смазочных масел, пылевых частиц и так далее;
- предварительная подготовка необходима во всех случаях, за исключением нанесения акриловой водной краски на полистирол либо АБС;
- температура пластмассы, красителя и оборудования, которым его наносят, должна тщательно балансироваться;
- желательно подогревать воздух до 18 градусов и выше, осушать его следует до 80% и менее;
- необходимо наносить только один слой, толщина которого составляет в среднем 60 мкм;
- при сушке пластмассовые изделия выдерживают при температуре от 18 до 60 градусов, в зависимости от того, насколько толстый слой нанесен.
Очень тонкий лакокрасочный слой не слишком прочен и слабо удерживается на поверхности. Если же нанести больше 120 мкм краски, она будет медленно сохнуть, а декоративные качества резко ухудшатся. Процесс полимеризации проходит обычно за 5 — 7 дней. Однако при недостаточной температуре, солидной влажности и повышенной толщине слоя может потребоваться несколько недель.
Сфера применения
Практически любое изделие из пластика может быть окрашено специальными красящими смесями. Подоконники и окна ПВХ покрывают одними составами, стеклопластик и иные пластмассы — совершенно другими. Поливинилхлорид часто обрабатывают полиуретан-акриловой водной краской. Она не дает матового эффекта и хорошо проявляет себя даже на значительных площадях.
Те же лакокрасочные материалы пригодятся, если надо обработать:
Виды красок для пластиковых поверхностей
Краски для работы с пластиком изготавливают с разным химическим составом.

Водостойкая акриловая эмаль
Водные двухкомпонентные полиуретан-акриловые краски прекрасно ложатся на окрашиваемый материал, устойчивы к выцветанию и ультрафиолетовым лучам. Их базовым компонентом является сама краска. А второй компонент – это отвердитель, формирующий химическую и механическую стойкость акриловых водных эмалей. Этот полимер придаёт краске свойства хорошего лакового покрытия: декоративный вид, однородность слоя, устойчивость к атмосферным и механическим воздействиям.
Эти краски отличаются высоким качеством. Краска устойчива к воде, не смывается. Она покрывает обрабатываемую поверхность защитным слоем. Краска сочетает в себе функции грунтовки и красителя. Она применяется при покраске больших поверхностей. Ею можно красить сайдинг, сэндвич-панели, жёсткий ПВХ, строительный профиль, металлопластиковые двери и пластиковые оконные рамы.

Виниловая краска
Виниловые краски имеют невысокую цену, они экологически чисты. Но прочность у них низкая, их в настоящее время применяют всё реже.
Полиуретановая краска
Полиуретан-акриловую эмаль в аэрозольных баллончиках производят 2 видов:
- Структурная краска софт-тач (soft-touch), дающая при высыхании чуть шероховатую «мягкую» поверхность, позволяющую скрывать различные дефекты окрашенной поверхности. Также пригодна для оригинального декора.
- Монадная, которая применяется для окраски пластмассы в глянцево-яркий цвет, хорошо отражающий солнечные лучи.
Ассортимент выпускаемых красок достаточен для подбора нужного аэрозоля, необходимого для различных видов пластика.

Полиуретан-акриловая эмаль в аэрозольных баллончиках
Структурная краска
На поверхности пластмассы краской можно создавать разнообразные эффекты, имитирующие текстуры ткани, дерева, штукатурки. Для этого в базовую часть пасты вносятся специальные текстурные добавки.

Краска, создающая эффект структурированной поверхности
Матовая краска софт-тач
Матовая краска для пластика софт-тач приятна на ощупь, радует глаз. При изготовлении в неё добавляется некоторое количество резины. Лучше всего она смотрится в чёрном цвете. Её рекомендуется использовать для окраски предметов, которые часто приходится держать в руках – зажигалки, мобильники, футляр для очков и т. п. Очень износостойкая, хорошо сглаживает острые углы.

Аэрозольная краска софт-тач
Аэрозольная краска
Краски, выпускаемые в виде аэрозолей, очень удобны в эксплуатации. При работе с ними не нужны кисти, валики, ванночки. Ими легко покрывать большие площади ровным слоем. Структурированные аэрозольнные краски допускают имитацию различных структур. Цвета сохраняются долгое время. Остатки в баллончиках хранятся длительный срок.
Выпускается два типа аэрозольных красок. Матовая софт-тач и монадная эмаль, которая придаст глянец поверхности.

Прочие разновидности
Имеется популярный экономичный универсальный вариант краски – жидкий пластик ПС-160. Краситель производится из смеси полистирола, органического растворителя, специальных и пигментных веществ. Применяется для окрашивания сайдинга, жёсткого ПВХ, сэндвич-панелей, пластиковых оконных рам и пластиковых дверей. Используется при покраске металла, кирпича, бетона, штукатурки, дерева.
Цвета
Сегодня специалисты могут порекомендовать потребителям огромное разнообразие красок необычных цветов. С помощью таких покрытий вы сможете задекорировать практически любую вещь. Наиболее оригинальными и интересными вариантами являются золотая, коричневая, черная, серебряная, бронзовая, серебристая краски.
Многие дизайнеры советуют использовать при оформлении разных декоративных элементов из пластика краску, которая дает поверхности эффект хрома. Такой материал может прекрасно вписаться во многие интерьеры и именно это покрытие нередко используют для автомобильных изделий.
Существуют краски, которые позволяют придать разным предметам оттенок серебра. Их также применяют для оформления автомобильных частей.
Какую пластмассу можно красить
Прежде чем наносить краситель, нужно обратить внимание на маркировку детали, которая обозначает материал изготовления.
- PS, PC, PE, PP (полистирол, поликарбонат, полиэтилен, полипропилен, соответственно) – материалы не поддаются окрашиванию.
- ABS, PVC (АБС-пластик, ПВХ). Можно красить, но перед покраской пластик нужно грунтовать.
Детали автомобиля обычно делаются из пластика, который можно покрасить, а вот грунтовка в таких случаях нужна не всегда. Определить, нужно ли грунтовать изделие, можно двумя способами:
- Деталь кладется в воду. Пластик утонул, тогда грунтовать не нужно. Если не тонет, грунтовать поверхность обязательно.
- Берется очищенный кусок детали, поджигается. Когда пламя спокойное, нужна грунтовка. Если идет черный дым, красить пластик можно без грунтования.
Условия успешного окрашивания
- Пластик, подлежащий окрашиванию, должен быть чистым и сухим.
- Предварительно пластмассу нужно прогрунтовать. Используется грунт с высокими адгезионными способностями. Можно наносить втиранием или распылением. Окрашивать приступают только после окончательного высыхания грунтовки.
Чтобы краска не слезла и надежно закрепилась, нужно соблюдать нижеприведенные правила.
- Проводить покраску при влажности воздуха не более 80% и при температуре выше +18 °C.
- Использовать краситель такой же температуры, как и сама пластмасса.
- Краситель наносить слоем в 60-120 мкм. Слишком тонкая прослойка снизит устойчивость, а более толстая будет долго сохнуть и отразится на визуальном виде пластика.
- Высыхание краски должно проходить при температуре +18…+60 °C.
- На полное высыхание нужно дать минимум 5 дней. Чем выше влажность и холоднее воздух, тем дольше длится сушка. До начала полимеризации сильно охлаждать и увлажнять окрашенный предмет не рекомендуется.
- Мягкий пластик лучше красить эластичными эмалями, содержащими пластификаторы, тогда слой не растрескается при изменении формы предмета/детали.
- Твердую пластмассу можно красить эмалями на основе акрила.
Какую выбрать?
Сегодня существует большое разнообразие красок для пластика. Но нельзя забывать о том, что для каждого типа пластмассы походит свой определенный вид покрытия. Поэтому перед тем, как красить элементы, подробно изучите материал, из которого сделана деталь, а также состав основы, на которую вы хотите ее нанести.
Для вспененного ПВХ лучше всего подходит акриловая эмаль на водной основе. С помощью такого состава вы сможете сделать пластиковую вещь еще более устойчивой к каким-либо повреждениям. Также подобная основа прекрасно подойдет для покраски оконных рам и подоконников. После высыхания, как правило, этот материал придает пластмассовой поверхности приятный глянцевый оттенок.
Для покрытия автомобильных элементов и для создания на предметах зеркального эффекта многие специалисты советуют использовать аэрозоли и спрей. На сегодняшний день они позволяют делать покраску красивых бронзовых, серебристых и золотистых оттенков. Подобные покрытия отлично держатся на пластмассе. Достаточно часто такую краску распыляют с помощью краскопульта.
Для некоторых автомобильных деталей, сделанных из пластмассы, отлично подходит и матовая краска soft touch. Чаще всего ее применяют для того, чтобы скрыть на поверхности всевозможные повреждения и царапины.
Стоит отметить, что такая основа также является идеальным вариантом для декорирования. Ведь это покрытие создает приятный и красивый матовый окрас.
Промышленное окрашивание
Промышленное «валовое» покрытие водными полиуретан-акриловыми красками производится методом распыления красящего вещества на грани и вертикальные поверхности материала толщиной в 80-120 мкм. Этого вполне достаточно, если нанести краску после обработки специальным очистителем ПВХ, снимающим электростатическое напряжение с поверхности, а также обезжиривая её, чтобы краска не полопалась и не слезла.
После того как непосредственно покраска пластмассы завершена, изделие подвергается форсированной сушке при +50 градусах непрерывно в течение 2-6 часов. Время просушки зависит от наполнителя и текстуры краски, каждому из видов подходит свой режим.
Уже почти получен ответ на вопрос, как правильно красить пластик, осталось добавить, что перед окрашиванием смесь из базы и отвердителя тщательно и интенсивно перемешивают, добиваясь абсолютной однородности, при необходимости разводя её водой для получения промышленной вязкости.
Такой краской можно пользоваться в течение 3-5 часов после приготовления, наносится она с помощью пульверизатора и образует долговечное покрытие, которое легко моется водой.

А как покрасить пластик в домашних условиях? Возможно ли это? – Да! Для этого существуют различные аэрозольные эмали, надо лишь найти ту, на которой значится: «для пластмассовых поверхностей или пластика».
Дополнительные рекомендации
- Поверхность, которую предстоит покрыть из аэрозольного баллона должна быть чистой от грязи и промытой от жира. В идеале нужно использовать изопропиловый спирт, но обычная жидкость для мытья посуды вполне сгодится.
- Определитесь с видом пластика, который вы собрались красить и, при необходимости, выберите подходящий грунт.

- Краску для пластика на основе ацетона выбирать не стоит, несмотря на её привлекательную цену. Ацетон может разъесть пластик, и красивой благородной окрашенной поверхности вы не получите. Дождитесь тёплой, безветренной погоды, если в помещении работа с краской невозможна.
- При покрытии большой площади сразу запаситесь нужным количеством баллонов одной партии. «Лишнюю» площадь закройте старыми простынями или газетами (помните о широком спектре распыления). Аэрозоль несколько секунд энергично встряхиваем перед самым началом окрашивания.
Технология покраски пластика
Пластик обладает неудобным для технологов свойством – к нему плохо прилипают клеи и краски. Технологи разработали много способов преодоления этого неприятного свойства. Один из них – предварительная грунтовка. Но она нужна не для каждого вида материала. Проверяется это так. Надо кусочек этого пластика поджечь и посмотреть – если горение будет с густой копотью, то грунтовка не требуется. Тот же вывод делается, если пластик не тонет в воде.
Инструменты и материалы
Перед началом работы следует приготовить всё необходимое:
- выбранную краску в нужном количестве;
- баллончик акриловой краски;
- white-spirit либо растворитель в бутылке;
- защитные аксессуары;
- малярный или бумажный скотч;
- мелкая наждачка;
- ведро с водой и тряпочки.

Инструменты для покрасочных работ
Очистка и шлифовка
Красить нужно только чистую поверхность. Дефекты поверхности шпаклюются и зашкуриваются.
Обезжиривание и грунтовка
Сначала нужно провести обезжиривание изопропиловым спиртом. Другой тип обезжиривателя нужно проверить на отсутствие в его составе ацетона. Далее на деталь наносится 2-3 слоя грунта и выполняется сушка примерно 1 час. Затем кистью или из баллончика наносится 2-3 слоя акриловой краски. Сушка длится 30 мин. После этого окрашенную поверхность следует покрыть лаком. Финишная операция – полировка.

Грунтовка для пластика под краску
Технология окраски пластмассы
Во время покраски желательно поддерживать температуру в районе рабочего места +18 ° С. Сушка выполняется при температуре от +18 до +60 ° С.
Нанесение красящего средства при помощи кисти
На кисть из ванночки набирается небольшое количество краски и лёгким движением размазывается по детали вдоль её длинной стороны. Так промазывается вся площадь. При нанесении первого слоя не надо бояться непрокрасов. Они закроются при втором и третьем покрытиях. Нужно следить за тем, чтобы не было подтёков краски. Поэтому деталь по возможности нужно держать горизонтально и медленно вращать.
Процесс работы баллончиком
Баллончик с краской следует держать на расстоянии 25-30 см и без остановки проводить его вдоль окрашиваемого места. Нажимать на клапан нужно до начала движения руки. Так же следить за предотвращением подтёков и непрокрасов. Сушка длится 30-40 минут.
Техника безопасности при работе с краской
Краски для пластика легко воспламеняются и испаряют вредные вещества. Поэтому необходимо выполнять требования пожарной безопасности и использовать индивидуальные средства защиты − респиратор, очки и перчатки. Покрасочные работы следует проводить в проветриваемом помещении или на открытом воздухе.

При окраске пластмассовых деталей необходимо соблюдать все правила технологии. Но эта работа доступна любому аккуратному человеку. А итоговый результат долго будет радовать глаз умельца и его друзей.
Краска латексная: достоинства и недостатки
Водоэмульсионная краска: достоинства и недостатки , состав, виды, фото, свойства
Краска для внутренних работ: виды, критерий выбора, производители
Краска для стен: достоинства и недостатки, виды, назначение, производители, фото, видео
О том, как покрасить пластик баллончиком, смотрите в следующем видео.
Читайте также: