Плавка металла в печи
Обновлено: 05.10.2024
В металлургии электродуговая печь является незаменимым оборудованием. Основное ее назначение – это переплавка металлов под воздействием высокой температуры. Такие тепловые агрегаты бывают различных видов. Они отличаются своими конструктивными характеристиками и особенностью использования.
Сфера применения
Первые дуговые печи изобрели еще в девятнадцатом веке. Использовались они для выплавки металлов. Со временем оборудования существенно усовершенствовали. На сегодняшний день дуговые печи стали незаменимыми в металлургической промышленности.
Процесс переплавки стали в дуговых печах осуществляется за счет высокого температурного режима, который достигается посредством электрической дуги. Таким образом, происходит преобразование энергии электрической в тепловую.
Благодаря высоким техническим характеристикам дуговые печи применяют для создания различных сплавов, которые используют в своих нуждах оборонные и авиационные структуры. С помощью такого теплового оборудования можно получить однородные сплавы любых металлов.
Некоторые виды дуговых печей используют для определения физико-химических анализов. Такие исследования в основном проводятся для выявления количества составляющих различных материалов.
Устройство электродуговой печи
Независимо от конструктивных особенностей все дуговые печи устроены практически одинаково. Тепловые сталеплавильные агрегаты состоят из таких основных элементов:
- механическое устройство;
- электрический отдел;
- автоматизированное управление системой;
- приспособление для подачи в рабочую часть материалов;
- емкость, в которой осуществляется плавка;
- система удаления отходов;
- газоочистка.
Цилиндрической формы корпус печи включает в себя разъемные части – кожух и днище. Каркас имеет высокую устойчивость к значительным температурным воздействиям.
Конструкция имеет держатели, в которые устанавливаются графитированные электроды. К ним подсоединены подающие электроэнергию кабели. В процессе работы печи между электродами образуется постоянная дуга. Благодаря ей в устройстве возникают температура, которая обеспечивает плавку металлов.

Как выглядит электродуговая печь
К закрытом корпусе печной конструкции встроены приборы, предназначенные для автоматического управления всей системой. Контроль процесса плавки осуществляется с помощью дверок. Для удаления шлаков в каркасе находится несколько полостей. Через них также осуществляется внос различных добавок для корректировки состава металла.
Погрузка шихты в печь может осуществляться через рабочее окно или сверху. Устройства с подачей материала через специальный проем обычно небольшого размера. Загружать металлический лом в такие агрегаты модно ручным способом с помощью широкой лопаты.
Печи с верхней подачей шихты – это более мощные и габаритные устройства. Они имеют достаточно сложную конструкцию. Механизм устройства может быть трех видов:
- поворотный свод;
- выкатывающийся корпус;
- откатываемый свод.
Наиболее распространены дуговые агрегаты с поворотным механизмом.
Принцип работы сталеплавильных электродуговых агрегатов
Основной функцией дуговых печей является выделение тепла дуге, за счет высокого скопления электроэнергии. Благодаря этому выполняется плавка металла со значительной скоростью нагрева.
Гореть дуга может как в парах перерабатываемого материала, так и в обычной атмосфере. Самыми востребованными в промышленной сфере являются электродуговые сталеплавильные печи. Для производства стали расходуется вторичное сырье – лом. Процесс его расплавки состоит из нескольких этапов:
- подымается свод;
- загружается в печь шихта с помощью специального крана;
- свод закрепляется на место;
- подается электрическое питание на электроды;
- электропроводники касаются загруженного в агрегат лома;
- образуется межфазное замыкание;
- срабатывает автоматический подъем держателей с электродами;
- происходит загорание электрической дуги.
Таким образом, начинается работа печи, которая происходит при высокой температуре мощности. Состоит она из таких основных стадий:
- Расплавление металлического лома. Накаленная шихта покрывается защитной пленкой, которая преграждает к материалу доступ вредных газов. При этом осуществляется впитывание различных плохо влияющих на качество металла веществ.
- Процесс окисления. Происходит корректировка вредных элементов. В это время повышается температура в агрегате. Ее значение становится на 120 градусов выше установленного для плавки металла предела. Фосфор и сера должны занимать в общем составе не более 0,15 процентов. Также осуществляется контроль уровня водорода и азота.
- Восстановление. С материала устраняются элементы серы, и состав металла доводится до нормативных показателей.
Процесс работы печного устройства во многом зависит от его конструктивных и функциональных особенностей.
Виды и характеристика электродуговых печей
Современные дуговые печи бывают различных размеров и имеют отличительный набор функций.
Дуговые печи косвенного действия
Горение дуги в таких печах происходит между электродами, которые находятся над расплавленной массой. За счет этого осуществляется тепловой обмен между материалом и источником передачи энергии. Излучение, исходящее от дуги, а также конвекция позволяет нагреть металл до необходимой для его плавки температуры.
Дуговые печи косвенного действия оснащены таким электрооборудованием:
- электропривод механизма подач расходуемых электродов;
- трансформатор;
- регулировочное устройство.
Такие печи бывают емкостью 0,5 и 0,25 тонн. Максимальная мощность силового трансформатора может быть 600 КВ/А.
Поступление тока от трансформаторной подстанции к электродам осуществляется посредством гибких кабелей. Регулировка дистанции между электрическими проводниками производится за счет автоматизированного управления.
В электродуговых печах косвенного действия невысокий коэффициент выделения угара и испарения металла. Снижение выхода парообразных веществ достигается за счет высокого расположения эклектической дуги от материала для расплавки.
Используют дуговые косвенные печи для переплава различных цветных металлов и их сплавов. Часто такое тепловое оборудование при выплавке некоторых видов никеля и чугуна.
Косвенные дуговые печи сравнительно небольшие и в них невозможно осуществлять все процессы переплавки металлов, так как некоторые сплавы требуют большей мощности и более высокого температурного режима.
Дуговые печи прямого действия
В таких печных устройствах дуга образуется между электрическим проводником и расплавленным металлом, который благодаря этому нагревается. За чет прямого контакта между электродом и материалом происходит высокое испарение металла.
Электродуговые печи прямого действия являются достаточно мощным оборудованием, которое способно работать на трехфазном токе. Они выделяются высокой производительностью и применяются в основном для выплавки в слитки различных тугоплавких металлов, включая конструкционные и высоколегированные стали.

Электродуговая печь прямого действия
Электропечь оснащена механизмами с гидравлическим или электромеханическим приводом, которые позволяют осуществлять наклоны для слива расплавленной стали, поворачивать и поднимать свод, а также перемещать электроды. К держателям проводников ток поступает за счет охлаждаемых воздух медных труб или шин.
Процесс зажигания электродов производится посредством снижения их к расплавленному металлу. После этого во время подъема проводников образуется электрическая дуга.
Дуговые печи сопротивления
Особенностью печей сопротивления является то, что дуга образуется внутри переплавляемого материала. Шихта может быть направлено относительно электрического разряда параллельно или последовательно.
Дуговые печи сопротивления не имеют функции наклона. Расплавленная масса проходит через специальное отверстие – летку. Электроды расположены в конструкции вертикально. Они имеют сравнительно большие размеры. Благодаря этому агрегат может работать с большой мощностью и при значительной величине тока.
В печах данного вида плавка металлов происходит с высоким показателем удельного сопротивления. Такое оборудование используется для плавления и восстановления руды. С помощью дуговых печей сопротивления можно получить сплавы чугуна, карбида, абразивов, кальция, а также никелевого штейна. Тепловые установки сопротивления в отличие от других видов дуговых печей способны доводить температурный режим до запредельных показателей.
Вакуумные дуговые печи
Такие агрегаты относятся к оборудованию прямого действия. Дуга в вакуумных печах горит в парах или инертном газе переплавляемого металла. Процесс происходит при низком давлении. Различают два типа вакуумных печей:
- С расходуемым электродом. Дуга в таких устройствах горит между переплавляемым электрическим проводником и ванной жидкого металла.
- С нерасходуемым электродом. Электрический разряд возникает между графитовым электропроводником и металлом, который расплавляется.
Как в первом, так и втором варианте плавление осуществляется в вакуумной камере. Все нагревающиеся элементы такого оборудования охлаждаются с помощью воды. Благодаря этому в вакуумных печах можно осуществлять различные действия при достаточно высоких температурах.
Агрегаты с нерасходуемым электродом практически не используются в промышленности. Основным их назначением является выплавка небольшого размера слитков в лабораторных условиях. Они являются хорошим инструментом для проведения различных анализов.

Пример электродуговой печи
Дуговые вакуумные печи с расходуемым электродом обширно применяются в промышленных целях. В таких устройствах во время работы с металлом происходят такие процессы:
- плавление;
- восстановление;
- раскисление;
- кристаллизация.
При этом при высокой температуре газовые летучие примеси удаляются, и происходит распад неустойчивых соединений. Благодаря этому в вакуумных дуговых печах можно получить материал с низким содержанием неметаллических примесей и газов.
Вакуумные печи используют в промышленных целях в таких отраслях как ракетостроение и атомная энергетика. С помощью такого оборудования можно получить слитки массой более 50 тонн.
Плазменно-дуговые печи
В таких установках металл нагревается за счет проходящей вместе со струей плазмы инертного газа электрической дуги. Такой процесс обеспечивает чистоту расплавляемого материала, а также позволяет значительно увеличить производительность печного оборудования.
В плазменно-дуговых печах происходит выплавка металлов с невысоким содержанием кислорода. Процесс плавления осуществляется в нейтральной атмосфере, что позволяет создать все условия для максимального выхода газов. Выплавка металла происходит с высокой скоростью.
Пламенно–дуговые печи используют для изготовления стали и сплавов высокого качества. Их применение обходится намного дешевле выплавки металла в вакуумных печах.
Преимущества и недостатки
Применение электродуговых печей для выплавки стали широко используется в металлургической промышленности. Основными преимуществами использования такого оборудования является возможность проведения таких операций:
- расплавка шихты независимо от ее состава;
- быстрый нагрев металла в печи;
- регулировка температурного режима;
- раскисление металла и получение в результате материала с низким содержанием примесей.
При переплавке стали в печном агрегате создаются все условия для снижения угара легирующих компонентов. Это обеспечивает снизить потери металлов в результате окисления при высоких температурах.
Электродуговые агрегаты широко используются в промышленных целях для переплавки различных металлов. С их помощью можно получить качественные крепкие стальные сплавы. Эффективность работы дуговой печи во многом зависит от качества теплового прибора. Поэтому приобретать следует надежное оборудование у известных и проверенных производителей.
Плавка в печах сопротивления
Плавка в электрических печах наиболее прогрессивный метод плавки металлов и сплавов. По сравнению с методами плавления в топливных печах, метод плавки в электрических печах обладает следующими основными преимуществами:
1) возможность получения высоких температур (до 5000 °С);
2) простотой регулирования мощности и, следовательно, температурой печи;
3) отсутствие воздействия печных газов на поверхность металла;
4) возможностью производить нагрев в любой газовой среде, а также в вакууме;
5) возможностью быстрого расплавления и нагрева металла => высокая производительность печи;
6) минимальным угаром металла;
7) высоким коэффициентом полезного действия печи;
8) м получения высококачественного сплава с минимальной степенью загрязненности неметаллическими включениями;
9) компактностью, чистотой, удобством обслуживания.
Широкому производственному применению плавильных электропечей обычно препятствует высокая стоимость, а в некоторых случаях дефицит электроэнергии.
При электрическом методе плавки нагрев и плавление шихтовых материалов производится благодаря преобразованию электрической энергии в тепловую.
В настоящее время известны следующие способы превращения электрической энергии в тепловую:
а) способ электросопротивления:
Сущность этого способа превращения электрической энергии в тепловую основан на способности материала, через который пропускают электрический ток, сопротивляться его прохождению, в результате чего в материале – проводнике выделяется тепло, которое по закону Джоуля-Ленца пропорционально квадрату силы тока (I 2 ), сопротивлению проводника (R) и времени прохождения тока (τ).
Q = 0,24 ·I 2 ·R·τ, Дж
б) Индукционный способ:
Этот способ основан на том, что материал помещенный в переменное магнитное или электрическое поле, нагревается индукционными в нем токами.
в) Способ электрической дуги:
Этот способ основан на возникновении горячей электрической дуги в газообразной среде. Электрическая дуга, образуемая между электродом и нагреваемым материалом (прямой нагрев) или между электродами (косвенный нагрев), представляется собой одну из разновидностей газового разряда.
В зависимости от способа преобразования электрической энергии в тепловую плавка металлов и сплавов в электрических печах имеет следующие разновидности:
1. плавка в печах сопротивления;
2. плавка в индукционных печах;
3. плавка в дуговых печах;
4. плавка электронным лучом.
Плавка в печах сопротивления
Этот метод электроплавки может осуществляться в печах тигельного и ванного типа с металлическими и неметаллическими нагревателями. Наибольшее промышленное применение нашли печи с металлическими нагревателями. В качестве металлических нагревателей в тигельных электропечах сопротивления для плавки цветных металлов с температурой нагрева до 1000 °С применяют лучшие сорта нихрома, фехраля, молибдена, которые выполняются в виде спирали, лент, полос. Рабочая температура – до 1000 °С. Применяются для плавки алюминиевых и магниевых сплавов.

Рис. 5.1. Печь электросопротивления тигельная:
1 – кожух; 2 – футеровка; 3 – нагреватели; 4 – раздвижная крышка; 5 – металл; 6 – тигель
Недостаток этих печей заключается в сравнительно медленном нагреве шихты, а также в ограниченной температуре максимального нагрева.
Тигельные электропечи сопротивления с неметаллическими нагревателями обеспечивают более быстрый нагрев и плавление шихты. Они просты в наладке и эксплуатации. В качестве нагревателей для печей рассматриваемого типа применяют уголь, графит, криптон (графитовый кокс) и силит, основой которого служит карборунд.
Как расплавить железо в домашних условиях
Так как для расплавления железа в домашних условиях требуется источник тепла с высокой температурой, конструкцию самодельной печи выбирают исходя из этого условия. Она должна соответствовать требованиям экологической безопасности, не занимать много места в мастерской или гараже. Этим требованиям в полной мере отвечают установки, в которых даже тугоплавкий металл плавится электрическим током.

Делаем печь для плавки металла
Если есть свободное место для размещения, делают стационарную печь на солярке или угле из шамотного кирпича. Для подачи воздуха потребуется установка вентилятор. Компактная электропечь создает температуру до 3000⁰C за счет протекания тока между двумя электродами через слой углеграфитового порошка. В ней ведется плавка небольших порций любых металлов. Недостатком считается длительный период нагрева до температуры плавления и необходимость ручного переворачивания металла для равномерного прогрева.
Индукционная печь нагревает металл по всему объему за счет наведения в нем вихревых токов магнитным полем катушки (индуктора), подключенной к генератору. К достоинствам относят:
- равномерное и быстрое нагревание металла;
- высокий КПД, так как нагревается только объект плавки, а не детали установки;
- нет испарения легирующих добавок:
- перемешивание металла, когда идет плавка, происходит естественным путем;
- регулирование температуры нагрева;
- за счет высокой производительности возможна плавка небольших порций расплавленного металла через короткие отрезки времени;
- плавка проводится в соответствии с требованиями экологической безопасности.
Из недостатков следует отметить:
- более низкую температуру шлака по сравнению с металлом, так как в нем не наводятся вихревые токи;
- при плавке возможны затруднения при удалении серных и фосфорных примесей из некоторых видов металла.
В зависимости от места расположения нагреваемого объекта индукционные установки бывают:
- Канальными, когда емкости, где происходит плавка металла, сделаны в виде каналов, которые установлены вокруг катушки с внутренним сердечником. Применяются на промышленных предприятиях, когда нужна плавка больших объемов чугуна, стали, цветных металлов.
- Тигельными со съемной емкостью из жаропрочного материала ― тигля, который помещается внутрь катушки. Такая конструкция получается компактной и удобной для домашнего применения.
Готовую индукционную печь можно купить или при наличии навыков работы с электроникой сделать своими руками.
Самодельная тигельная установка обойдется на порядок дешевле.
Генератор собирают по транзисторной или ламповой схеме, либо подключают индуктор к сварочному инвертору. При изготовлении самодельной установки следует учитывать, что на продолжительность переплавки металла влияют:
- мощность и частота генератора;
- величина потерь вихревых токов;
- помехи от близкорасположенных металлических предметов.
Индукционная печь из сварочного инвертора
Такой вариант прост для самостоятельного изготовления и безопасен при эксплуатации, так как инверторы оснащены защитой от короткого замыкания, перегрузки, перегрева. Для сборки печи достаточно сделать индукционную катушку. Ее наматывают медной трубкой с тонкими стенками диаметром 8 — 10 мм на цилиндрическом шаблоне с шагом 5 — 8 мм. Число витков, от 7 до 12, выбирают в зависимости от параметров инвертора. Следует учитывать, что при низком сопротивлении индуктора плавка будет часто прерываться из-за срабатывания защиты от перегрузки.

Готовую катушку устанавливают на жаростойкую поверхность или помещают в корпус из графита либо текстолита. Если использовать токопроводящий материал, плавка будет выполняться дольше, так как часть энергии магнитного поля будет тратиться на проход вихревых токов через стенки корпуса. Для подключения сварочного инвертора устанавливают розетку, выдерживающую максимальный ток, потребляемый оборудованием.
Важно!
Корпус инвертора должен быть заземлен.
Индукционная печь на транзисторах
Несложную по схеме печь для плавки металла на транзисторах можно собрать из доступных деталей:
- двух полевых транзисторов IRFZ44V;
- пары диодов UF4007 (допускается замена на UF4001);
- двух резисторов номиналом 470 ОМ, 1 Вт;
- нескольких пленочных конденсаторов с рабочим напряжением 250 В, чтобы суммарная емкость была 4,7 мкФ;
- медного провода с эмалевой изоляцией диаметром 1,2 и 2 мм;
- двух ферритовых колец для дросселей (покупают в магазине радиотоваров или снимают со старых компьютерных блоков питания).
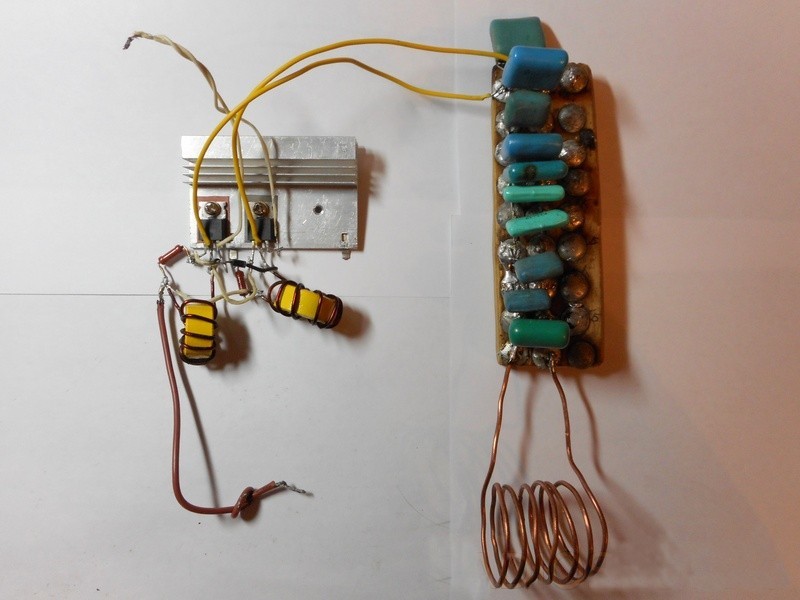
Сборку проводят в следующем порядке:
- Поскольку транзисторы, когда идет плавка, будут сильно греться, их устанавливают на радиаторах. Чем больше площадь охлаждения, тем лучше. При размещении на общем радиаторе транзисторы изолируют от поверхности пластиковыми прокладками с высокой теплопроводностью.
- Дроссели наматывают проводом 1,2 мм на ферритовых кольцах. 7 — 15 витков равномерно укладывают по окружности на одинаковом расстоянии друг от друга.
- Пленочные конденсаторы спаивают параллельно в батарею;
- Индукционную катушку наматывают проводом 2 мм на шаблоне диаметром немного больше чем у тигля. После 7 — 8 витков оставляют концы для подключения к генератору.
- Подготовленные детали устанавливают на плату и соединяют между собой как показано на схеме:
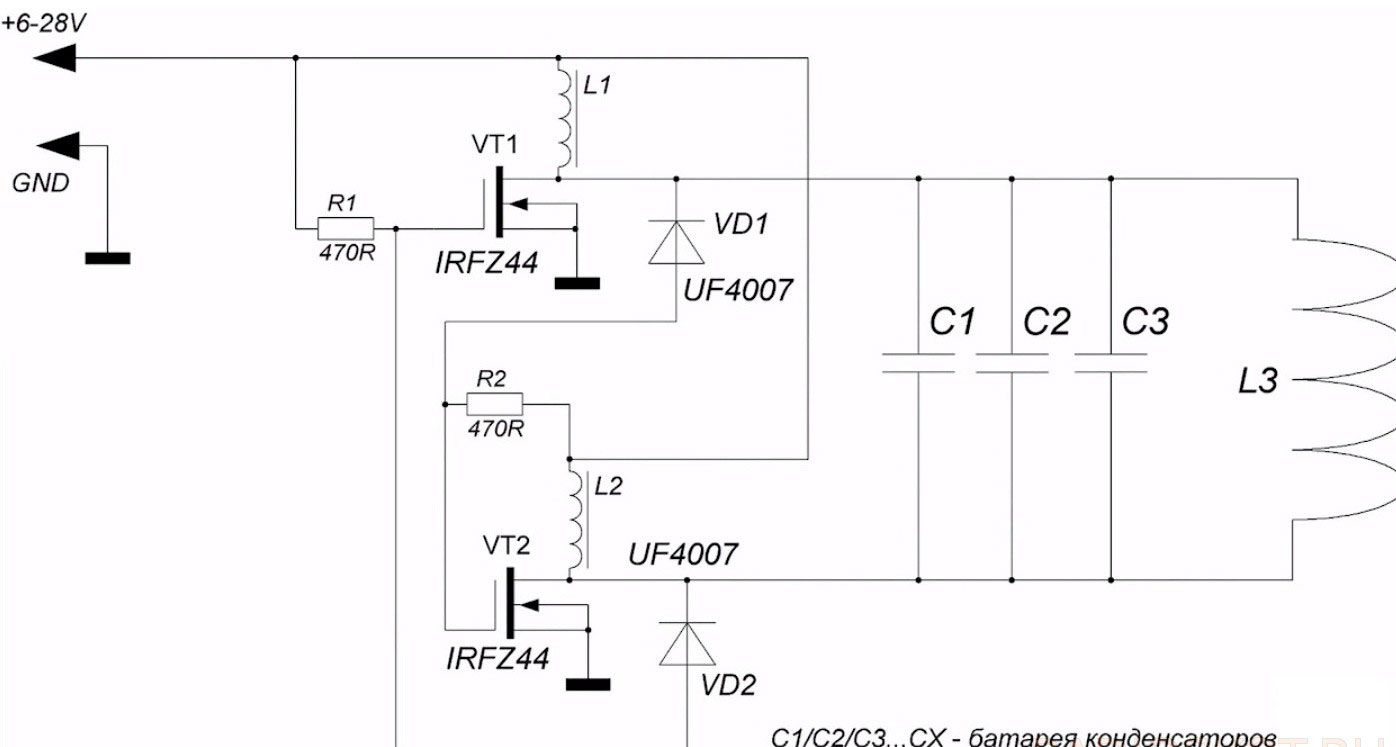
Напряжение подают с 12-тивольтового аккумулятора емкостью 7,2 А/час. При нагрузке 10 А в рабочем режиме заряда хватит на 30 — 40 минут плавки. Аккумулятор можно заменить источником питания, подключаемого к электросети, с выходным напряжением 10 — 20 В и током не меньше 10 А. При желании для установки делают корпус из термостойкого диэлектрического материала. Для регулирования мощности меняют количество витков катушки и/или ее диаметр. Но проще сделать несколько сменных индукторов с разными параметрами.
Индукционная печь на лампах
Когда требуется плавка большего объема металла, для увеличения мощности индукционной установки собирают ламповый генератор по схеме на рисунке.
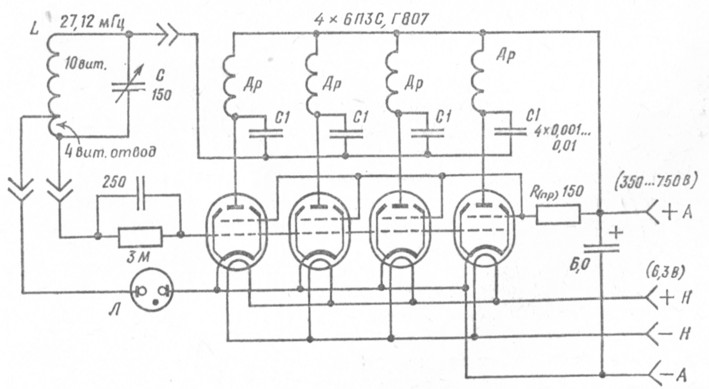
На индуктор L подается ток частотой 27,72 МГц. Выходную мощность генератора регулируют переменным конденсатором за счет изменения частоты. Для сборки печи нужно запастись:
- четырьмя электронными лампами (тетродами) 6L6 или заменить на 6П3, Г807;
- четырьмя дросселями Др с индуктивностью 100 — 1000 мкГн;
- четырьмя конденсаторами емкостью 0,001 мкФ;
- неоновой лампочкой для сигнализации о готовности печи к работе;
- переменным конденсатором емкостью 25 — 150 пФ;
- медной трубкой диаметром 10 мм.
- Из медной трубки делают спираль диаметром 80 — 150 мм из 15 витков с шагом 5 мм. Тигель, в котором будет собираться расплавленный металл, должен свободно входить внутрь индукционной катушки.
- Делают корпус для размещения установки из не электропроводного материала, способного выдерживать высокую температуру нагретого воздуха или из листового металла. Но тогда необходимо обеспечить надежную тепловую и электрическую изоляцию стенок от деталей.
- Из ламп, конденсаторов, дросселей собирают 4 каскада, соединенных параллельно.
- Неоновую лампочку и переменный конденсатор устанавливают на переднюю стенку корпуса и подключают к схеме.
Охлаждение
При работе на большом токе, например, при плавке стали в домашних условиях, активные элементы индукционной печи могут перегреться и выйти из строя. На заводских моделях для защиты от перегрева установлены охлаждающие системы с принудительной циркуляцией воды или антифриза. Можно, конечно, сделать такую систему и в домашних условиях, но придется потратиться больше, чем стоит печь.
Так как плавка на дому непродолжительна по времени для охлаждения самодельной установки достаточно обычного вентилятора. Но ставить его нужно на некотором удалении. Иначе КПД печи снизится, так как часть мощности будет тратиться на вихревые токи через обмотку электродвигателя и металлические детали вентилятора.
Чтобы повысить эффективность охлаждения деталей схемы, на стенках корпуса просверливают вентиляционные отверстия.
Как плавить металл в домашних условиях
Металл помещают в чашку или тигель и переносят в печь. Сначала происходит плавка крупных кусков, затем добавляют маленькие. Мелкими стружками и опилками заполняют сразу всю емкость. Для получения отливок без вредных примесей и уменьшения потерь нужно знать, в чем плавить металл разных видов. Драгметаллы кладут в стеклянные ампулы от лекарственных растворов и плавят вместе с ними. Стеклянная корочка, которая образуется на поверхности отливок, растрескивается и осыпается после охлаждения водой. Цветные металлы плавят в железных емкостях, а сталь, чугун, железо в графитовых тиглях.
Чтобы получить сплав, сначала расплавляют компонент с самой высокой температурой плавления (медь), затем добавляют нужное количество легкоплавкого (олово, алюминий). Для улучшения характеристик стали плавку выполняют с флюсом, содержащим легирующие добавки. Для удаления пустот и неоднородностей после плавки железа в домашних условиях отлитые заготовки необходимо проковать. Их неторопливо расклепывают ударами небольшого молотка. Обработку выполняют несколько раз, чередуя нагрев до красного каления с охлаждением холодной водой.
Запрещена плавка дома магния, кадмия, цинка и его сплавов (цинковой латуни, мельхиора). Плавка контактов реле, пускателей, радиоэлектронных деталей может окончиться тяжелым отравлением. Содержание кадмия в них доходит до 50%, процесс выгорания которого сопровождается образованием ядовитого газа желтого цвета.
Меры безопасности
Приступая к эксплуатации самодельной печи, следует учитывать угрозы, которые возникают при плавке:
- Брызги расплавленного металла и нагретые части установки часто становятся причиной сильного ожога.
- На случай возгорания рядом с рабочим местом должно стоять ведро с холодной водой.
- Ламповую схему необходимо помещать в корпус, чтобы исключить возможность случайного прикосновения к деталям, на которые подано высокое напряжение.
- Зона действия электромагнитного поля не ограничена размерами корпуса. Поэтому, прежде чем начнется плавка, нужно снять все украшения из металла и подальше убрать электронные приборы. При нахождении рядом с печью мобильный телефон, цифровая камера, MP3 плеер могут выйти из строя. Людям с вживленным кардиостимулятором не рекомендуется находиться рядом с индукционной установкой, когда ведется плавка.
В домашней печи выполняется не только плавка, но также нагрев деталей перед лужением, формовкой, закалкой. Несмотря на простоту рассмотренных схем, самодельные индукционные установки по основным характеристикам не уступают заводским моделям бытового назначения. При необходимости их несложно настроить для решения конкретной задачи путем изменения параметров индукционной катушки и выходного сигнала генератора.
Европейская металлургия от костра до мартена

На протяжении всей истории человечества образ хозяйствования нашей цивилизации определяли металлы. Вообще говоря, все первые металлы, открытые человечеством, стоят правее водорода в электрохимическом ряду напряжений металлов. Это так просто потому, что все остальные по закону неумолимой термодинамики будут окислены во влажных и окислительных условиях атмосферы и литосферы. Точнее говоря, те, что правее водорода, тоже будут окислены – но сильно позже. А пока что встречайте: медь, серебро, золото, сурьма!

Справа все интересующие нас металлы, а заодно ртуть и платина. Не влезли палладий и висмут, но они встречаются реже метеоритов
Все эти элементы при определенной доле удачи могут быть встречены в самородном виде – неслыханное счастье для тех, кому до того предстояло пользоваться каменными орудиями труда. Металлу можно придавать почти любую форму, он не раскалывается, а деформируется при ударах, а еще его можно затачивать и делать качественно лучшие орудия труда. Золото, серебро и медь уже к позднему неолиту вовсю использовались для изготовления украшений, а в 6 тысячелетию человечество открыло для себя медные инструменты. Однако самым лучшим доступным металлом было, конечно, железо. Для того, чтобы найти его в чистом виде, нужно поистине дьявольское везение – оно встречается только в упавших метеоритах и является настоящей царской прерогативой (так, кинжал из гробницы Тутанхамона сделан именно из такого железа).
Новую веху в истории обработки металлов ознаменовала восстановительная металлургия. Люди открыли, что, если спекать некоторые минералы с углем, в камешках получившегося шлака заблестят кусочки меди. Это позволило человечеству перейти на небывало высокий по сравнению с неолитом уровень технологий. Новые медные инструменты и так были на порядок лучше каменных, но теперь они стали по-настоящему доступны. Вскоре появились первые печи для плавки меди, которые, например, можно найти в древних городах Анатолии. Так, первое найденное литое изделие датируется 5000 г. до н. э.

диаграмма Эллингема
Теперь сделаем небольшое отступление обратно к современности и обратим свои взоры на диаграмму Эллингема. Эта диаграмма показывает нам, насколько при разных температурах стабильны различные оксиды. Также она позволяет легко определить, восстановит ли углерод или угарный газ нужный оксид до металла при данной температуре – для этого всего лишь нужно посмотреть, в какой точке линия С и СО становится ниже линии соответствующего металла. Из нее можно понять, например, что даже при небольшом нагревании и углеродом, и угарным газом медь восстановится со свистом, а вот чтобы восстановить железо, придется хорошенько постараться (но все же меньше, чем для многих других металлов).
Проблема состоит не только в этом. Мало просто восстановить металл, необходимо его еще и расплавить, иначе вместо слитка, которому можно придать любую форму, получится просто серый (в случае железа) или красный (в случае меди) порошок. Поэтому для эффективного изготовления железных изделий нужна такая печь, которая сможет расплавить железо. Однако построить ее не так-то просто, первые железоделательные печи появились на территории той же Анатолии у хеттов примерно к 1200 г. до н. э. До этого человечество обходилось медью или бронзой – сплавом меди с мышьяком или оловом (бронза была попрочнее меди, дольше изнашивалась и плавилась при меньшей температуре).

Сыродутная печь
Такие требования сформировали облик европейской железной металлургии на многие века. Схема печи оставалась общей: высокая глиняная/земляная труба, в которой вперемежку уложены слои железной руды (как правило, болотной бурой слизи или каменной руды) и древесный уголь. Все это мероприятие было крайне малопрофитным в смысле целевого продукта, в железо превращалось около 30% руды в лучшем случае. Несмотря на это, железные орудия были на порядок выгоднее орудия из любого другого металла, доступного европейцам, из-за не в пример большего качества.
Описанный выше способ выплавки железа назывался сыродутным. Получившийся кусок железа содержал крайне большое количество шлаков, поэтому его проковывали большое количество раз. При этом получившееся железо обладало существенным недостатком. При получении оно было крайне твердым и незатачиваемым (так как содержало большое количество углерода), а при дальнейшем выгорании – очень мягким. Поэтому единственным способом получить нормальное, функциональное изделие было сваривание нескольких пакетов железа методом проковки сложенных слоев железа, просыпанных между собой бурой. Усовершенствовав технологи многократной проковки заготовки до предела и чередуя мягкие и твердые слои железа, человечество научилось изготавливать булатную сталь – один из лучших видов металлургической продукции своего времени.
Одним из основных шлаков в металлургическом производстве Средневековья был чугун. Он выплавлялся из руды раньше всех, потому что в нем больше углерода, а, чем больше в каком-либо твердом веществе примеси, тем ниже его температура плавления. Также чугун крайне хрупок и тяжел, что затрудняло его применение в металлургии. Довольно большая часть железа всегда уходила в шлаки в виде чугуна, откуда его было уже не выдернуть. В больших по размеру печах (штукофенах и блауофенах) с четырех-пятиметровыми «резервуарами» для руды и угля в чугун и шлак уходило просто огромное количество железа. Обычно из чугуна потом изготавливали низкотехнологические изделия типа кувалд, ядер и прочего. Забавный факт – и по сей день шлаки металлургического производства используются в дорожном строительстве как материал для брусчатки.

Схема современной доменной печи
Следующей вехой развития железного производства стали доменные печи. Человечество догадалось, что, если печь сделать достаточно большой, можно будет подбрасывать в нее уголь и руду прямо в процессе плавки, а железо, сталь, чугун и шлаки сливать из нее через отдельные летки. Этот процесс в 15-16 вв. стал очередным технологическим бумом для Европы – несмотря на то, что доменную печь нельзя было останавливать, а угля и руды она жрала абсолютно непомерное количество, она позволила европейцам превзойти весь мир по выплавке металла на душу населения, а, следовательно, по артиллерийской мощи.
С учетом роста населения и постоянно растущего спроса на железо его производство на душу населения в 11-13 вв. достигало порядка килограмма на человека в год. Для сравнения – современный небольшой ножик весит порядка 200 граммов, лезвие небольшого топора – около 700 граммов, а ведь еще нужно на чем-то готовить, чем-то строить, опять же всяческие метизы типа гвоздей, скоб, крюков и прочего. В итоге мы понимаем, что уровень сыродутной металлургии даже с учетом перекрытия некоторых потребностей другими металлами давал ужасающе мало.
Ситуация менялась, как ни парадоксально, с увеличением количества металлических изделий – можно было срубать больше деревьев, прокапывать более глубокие шахты, возводить более сложные конструкции. Производство росло в геометрической прогрессии – размер печей для выплавки железа все увеличивался, увеличивался от простой сыродутной печи к штукофену и блауофену и наконец-то вырос до настоящей домны с непрерывным циклом выплавки. И тут понеслась – положительная обратная связь сделала свое дело.
Всеевропейское внедрение в 15-16 веках доменной печи сразу, буквально за несколько десятилетий, увеличило количество производимого на душу населения железа втрое, а то и вчетверо. Нашей цивилизации впервые стали по-настоящему доступны каменные железные руды. Забегая вперед, скажу, что в Швеции, стране, которая на тот момент поставляла больше половины всего европейского железа, к 18 веку производство достигло невероятных 20 кг железа на человека. Впрочем, до обогащения и прочих технологических процессов мы пока еще не дошли – пока что это просто загрузка печи камнями руды, углем и флюсом – специальным веществом, чтобы снизить количество примесей в плаве и уменьшить температуру плавления.
Проблемой доменного производства была необходимость в огромном количестве качественного древесного угля – каменный уголь содержал много вредных для железа примесей, поэтому деревья приходилось вырубать в огромных масштабах. Об экологии тогда никто не заботился, но бескрайние леса были, очевидно, не во всех странах. Также откровенным минусом все еще был уход огромного количества железа в чугун, хрупкий и потому не годный для создания инструментов и метизов. Единственной масштабной отраслью применения чугуна было артиллерийское дело – на отливку пушек и ядер шли многие тонны чугуна. И вот тут человечество сделало пока чисто эмпирическое, но очень важное открытие – из чугуна при высокой температуре может выгорать углерод. Естественно, ни о каком углероде речь тогда не шла, но этот факт позволил железоделательному производству перейти еще на один технологический уровень выше.
Все помнят, как в морозилке замерзает соленая вода? Образуется большая ледышка, самого рассола становится меньше, концентрация соли в нем растет. Похожий процесс происходит и при плавлении чугуна на воздухе. Углерод из него частично выгорает, частично переходит в жидкую фазу, а на дне печи начинают образовываться кристаллы железа. Это явление заметил английский металлург Генри Корт, и вскоре практика пудлингования – перемешивания расплава чугуна вошла в Британии в крайне широкое распространение.

Печь для пудлингования. 1) Под 2) Труба с клапаном для регулирования силы тяги 3) Порог, отделяющий металл в рабочем объёме от топлива 4) Колосниковая решётка, на которой находится горящее топливо (уголь) 5) Боковое окно для пудлинговщика 6) Окно для заброса топлива
Как происходило пудлингование? Сначала в печи, обложенной огнеупорной футеровкой (отделка печи, позволяющая оградить тело печи от разрушительного влияния расплавов) без доступа открытого пламени расплавлялся чугун. По прошествии некоторого времени рабочие засовывали в расплав огромные железные штанги (около 40 килограммов весом) и начинали интенсивно перемешивать его. Вскоре на штангах выкристаллизовывалось чистое железо, температура плавления которого намного выше, чем у чугуна. Далее получившуюся крицу вынимали из расплава, проковывали и разделяли на слитки.
Естественно, процесс этот был далеко не из самых легких, однако он позволил высвободить для промышленности огромное количество чистого железа и разом решить проблему переизбытка чугуна. Процесс пудлингования доминировал в металлургии на протяжении практически ста лет, после чего был вытеснен сразу тремя способами – бессемеровским (открытым Генри Бессемером в 1856 году), томасовским (открытым в 1878 году Сидни Гилкристом Томасом) и мартеновским.

Принцип работы любого конвертера
Бессемеровский и томасовский процессы довольно схожи. В качестве основного реактора используется веретенообразная печь с огнеупорной футеровкой (в случае бессемеровского процесса – кислой, содержащей SiO2, в случае томасовского – основной, содержащей доломит CaCO3xMgCO3). В процессе плавки печь нагревается, опять же, без доступа открытого пламени, после чего продувается сжатым воздухом через сопла, расположенные в дне печи. Расплав поддерживается в горячем состоянии из-за процесса окисления примесей руды, проходящего с выделением температуры. Далее полученное железо подвергается дополнительному науглероживанию с образованием стали. Основное отличие двух способов состоит в химическом составе плава.
В томасовском процессе могут быть использованы загрязненные серой и фосфором руды – продукты окисления фосфора и серы связываются материалом футеровки, давая окисляющий железо углекислый газ. У этого способа есть недостаток – фосфор и сера удаляются из плава не в полном объеме, поэтому железо получается более ломким. В бессемеровском же процесса футеровка печи не позволяет использовать основные флюсы, что делает его более требовательным к качеству руды. Однако этот способ дает более качественное железо, что и определило его производственное преимущество в долгосрочной перспективе.

Настало время сказать несколько слов и про мартеновский процесс. Он был открыт в 1864 году французским инженером Пьером Мартеном. Основное его отличие от бессемеровского и томасовского способов состоит в том, что газообразное топливо (обычно природный газ или коксовый газ) подаются прямо в зону плавки, где расплавляют чугун и одновременно окисляют его. Мартеновский процесс получил особенно широкое распространение в качестве способа передельной металлургии, которая использует для выплавки новой стали железный лом.
Сейчас практически все процессы старины глубокой (кроме доменной выплавки, конечно) уже ушли в прошлое. Их заместили новые гиганты – конвертерно-кислородный (переиначенный бессемеровский) и электродуговой способы выплавки стали. Однако история их, как мне кажется, довольно увлекательна, чтобы помнить ее и интересоваться ей.

Божественно прекрасный томасовский конвертер
Автор: Павел Ильчук
VPS серверы от Маклауд быстрые и безопасные.
Зарегистрируйтесь по ссылке выше или кликнув на баннер и получите 10% скидку на первый месяц аренды сервера любой конфигурации!
Плавка металлов за 9 минут в микроволновке и другие интересные штуки: обзор ТОП7 самоделок + еще одна
Микроволновые печи… Они достаточно давно вошли в нашу жизнь и занимают в ней прочное место, благодаря своим уникальным качествам, которые дают возможность любому пользователю быстро и беспроблемно согревать любые продукты, а также производить их готовку.
Однако, многие даже не догадываются, что их обычный бытовой аппарат — способен на гораздо большие «подвиги», чем принято считать. Вот об этом мы и поговорим ниже.
Автор статьи также является многолетним владельцем микроволновой печи, впрочем, как и достаточно большое число людей в России (рискнем сделать такое смелое предположение).
Как и у любой техники, у микроволновой печи существует свой срок эксплуатации, по истечении которого, она выходит из строя или подаёт симптомы к скорому наступлению данного события.
На написание такой статьи автора подтолкнуло то, что его микроволновая печь стала подавать явственные признаки, что конец её близок. В нашем случае, это заключается не в выходе из строя электронной части, а скорее в физическом износе самой камеры нагрева: износилось лакокрасочное покрытие, ввиду чего, есть риск получить пищу, с кусочками краски в её составе (Ммм вкуснотишша! Всё, как мы любим! Sarcasm mode: off).
Справедливо рассудив, что этот ингредиент никоим образом не может улучшить вкус приготовляемых продуктов, а встроенная на уровне прошивки жаба не даёт автору выкинуть микроволновку, — он решил «пуститься во все тяжкие». А именно: посмотреть, а что ещё можно сотворить на базе микроволновки, если её полностью разобрать или же использовать как-то в других целях. Для этого было решено «прошерстить» просторы YouTube, который дал пищу для размышлений относительно того, какую судьбу для микроволновки стоит выбрать…
Следствием данных поисков стал личный хит-парад поделок, среди которых наблюдаются весьма любопытные применения микроволновой печи. Предлагаем вам тоже знакомиться с данными «поделиями».
Сразу оговоримся, что данная подборка не претендует на исключительную полноту и корректность ранжирования. Возможно даже, кто-то может посчитать мнение автора некорректным. Будем рады, если Вы выскажите своё мнение в комментариях к статье.
Автор также предупреждает, что для выполнения всего нижеописанного строго обязательно выполнение техники безопасности. Осуществляя какие-либо эксперименты, описанные в статье, вы делаете это на свой страх и риск,
автор не несёт ответственности за последствия.
▍ Итак, начнем!
Проводя любой поиск на тему самоделок, на основе микроволновки, любой исследователь обязательно натолкнется на такого известного блогера, как «Креосан». Это имя является нарицательным и широко известно на просторах Рунета. Поэтому он не нуждается в специальном представлении. Мнения относительно его опытов, как правило, достаточно полярны. Однако сейчас мы сосредоточимся не на особенностях рассмотрения субъективных оценок его опытов.
В своё время он провел достаточно любопытный опыт, который поднял широкую волну на просторах интернета. Опыт заключался в том, что магнетрон микроволновки был использован в качестве излучающего устройства, которое позволяло (по утверждениям его автора) создать некую дальнобойную микроволновую пушку. Ввиду запрета на встраивание видео, вы можете его посмотреть по ссылке, на youtube.
Видео вызвало нешуточный вал споров. Вал дошел даже до зарубежного сегмента интернета и ряд блогеров, в частности, известный блогер Allen Pan взялся проверить утверждения, изложенные в ролике выше.
Судя по анализу этого блогера, показанное в рассматриваемом ролике — «не совсем соответствует» реальности :-).
Но автор статьи решил пойти дальше, так как не планировал поджаривать соседей микроволновой пушкой.
Следующее видео, которое заставляет задуматься, это рассказ о том, как на основе трансформатора микроволновки сделать свой сварочный аппарат.
Кстати, если интересно, можно ознакомиться с устройством типичного трансформатора микроволновки:
Хммм уже интересней… Если кратко обобщить изложенную информацию, то переделка трансформатора под сварочный аппарат, как правило, заключается в том, что видоизменяется вторичная обмотка, в целях понижения напряжения и увеличения силы тока.
Однако, ввиду того, что у автора уже есть хороший сварочный аппарат инверторного типа, — такие самоделки его не заинтересовали. Это связано с тем, что современные инверторные сварочные аппараты дают своему пользователю достаточно широкие возможности по регулировке как силы тока, так и обеспечивают его интеллектуальными алгоритмами зажигания дуги. Не говоря уже о том, что физические размеры таких аппаратов весьма скромны и цена их более чем приемлема.
А вот следующая поделка , является достаточно полезной и заинтересует многих: создание аппарата точечной сварки. Для любого домашнего мастера, такой аппарат является весьма полезным, так как позволяет быстро соединять различные детали. Аппарат точечной сварки может быть весьма полезным в разработке собственных блоков питания (пауэрбанков), для чего потребуется быстрая приварка контактных пластин к различным аккумуляторным батареям, в частности, литий-ионным. Батареи такого типа весьма не рекомендуется перегревать, ввиду чего, в заводских сборках широко используется точечная сварка для прикрепления контактов:
Как можно было легко понять из предыдущих опытов, трансформатор микроволновки является достаточно мощным и легко переделывается в целях разнообразных самоделок. Благодаря этому, он является частой основой для создания разнообразных систем питания, таких широко известных и эффектных конструкций, работающих на основе токов высокого напряжения, — как катушка Тесла и лестница Иакова:
Говоря о первой самоделке, — катушке Тесла, можно сказать, что она является весьма частой в изготовлении различными «энтузиастами высокого напряжения». Такая катушка позволяет производить разнообразные интересные опыты, в числе которых широко известный опыт по созданию «поющего» разряда:
Этот опыт широко вышел за пределы разнообразных лабораторий и комнатушек самодельщиков, с применением данного эффекта проводятся даже разнообразные шоу (весьма эффектные, надо сказать):
Если кто заинтересовался этой темой, то по следующему адресу можно найти достаточно подробное описание по созданию катушек Тесла, с длиной получаемых разрядов до полутора метров!
И потихоньку, мы начинаем приближаться к самым интересным, на взгляд автора, самоделкам на базе микроволновки, — первой из которых является способ плавления стекла.
Способ выглядит так — предварительно измельченное стекло помещается в специальный теплоизолированный корпус печки для плавления, в котором и происходит его последующее спекание:
Работа печей для фьюзинга базируется на 2 различающихся способах:
1) на дно специальной камеры для плавления укладывается кружок из карбида кремния или несколько подобных кружков. Они и являются тепловыделяющим(и) элементом(элементами), которые преобразуют энергию микроволн — в тепло;
2) камера плавления представляет собой герметичную теплоизолированную камеру, которая изнутри выложена слоем карбида кремния. Данное покрытие также играет роль тепловыделяющего элемента, который и нагревает собственно камеру — изнутри.
Это занятие является достаточно увлекательным и занимаются им широкие слои, преимущественно женского, населения и их можно понять!
Если посмотреть на результаты удачных примеров «фьюзинга», то бишь спекания стекла, — то они поражают своей эстетической красотой и осознанием того факта, что подобные изделия могут быть получены в домашних условиях!



Если вы всерьез заинтересовались этим занятием, то на известном сайте имеются наборы начинающего.
При анализе информации, доступной в интернете по теме фьюзинга, была выявлена явная проблема , с которой сталкивается большинство энтузиастов этого дела: отсутствие четко контролируемого процесса нагрева и охлаждения. Такая проблема приводит к тому, что в получившемся изделии остаются остаточные напряжения, которые могут в любой момент привести к неожиданному его разрушению. Легко представить себе последствия, если предположить, что данное изделие является некой декоративной подвеской на шее, или серьгами в ушах!
Поэтому, здесь наблюдается явная возможность для знатоков программирования и физической «железной» части, такой, как плата Arduino или более продвинутой версии — esp32. С использованием данного подхода, можно, после проведения ряда тестовых итераций, разработать соответствующую программу оптимального нагрева и охлаждения, которая позволит получать достойные стеклянные изделия с минимальным содержанием остаточных напряжений или совсем без оных.
И наконец, мы подошли к самому интересному моменту нашего хит-парада: плавление металла в обычной микроволновке! (на этом месте автор начинает ходить из угла в угол, с безумным взглядом, что то бормочет и машет руками. Успокоившись – продолжает дальше…)
В это сложно поверить, однако существует способ, который позволяет легко плавить металлы, имеющие температуру плавления до 1200 градусов в обычной микроволновке, мощностью не менее 700 Вт!
Способ заключается в том, что для плавления используется тигель из графита, с покрытием из карбида кремния, который и является радиопоглощающим материалом, эффективно переводящим энергию микроволнового излучения — в тепло. Это позволяет плавить металлы (если на примере бронзы), — то в районе 80 грамм, за одну закладку.
Способ плавления металлов с использованием микроволновки является особенно интересным в связи с тем, что эта технология практически полностью укладывается в один из принципов ТРИЗ (теории решения изобретательских задач), который, утрированно, звучит примерно так: «идеальная машина — это та, которой не существует, однако её функции – выполняются».
Под этим подразумевается, что для плавления можно использовать специализированные устройства, однако лучше использовать обычное бытовое устройство, которое изначально не предназначено для данных целей и по сути, можно сказать, что мы «плавим металл в отсутствующей плавильной печи».
Рассмотренный в микроволновом способе плавки тигель у автора выдерживал 50 плавок без каких-либо признаков разрушения.
Там же, продаются доступные по цене комплекты для плавления. Да, конечно, можно приобрести на известном сайте Aliexpress «муфельную плавильную печь», однако она тоже не лишена существенных недостатков.
Если же брать индукционную плавильную печь, то она требует подключения воды — для охлаждения и так же не является слишком дешевой, а также требует времени на доставку.
Плавление же с использованием микроволновки является особенно интересным, если учесть возможность литья металла по выплавляемой модели, например, как в этой статье.
Или же в этих видео:
Единственной проблемой при таком подходе, на взгляд автора, является то, что при литье по выплавляемой модели, — требуется предварительно выплавить данную модель из подготовленных для литья форм. Даже если мы используем для предварительной 3D печати легкоплавкий пластик PLA, его удаление из готовой формы может стать определенной проблемой. А именно, потребуется достаточно высокая температура, чтобы выплавить его или даже выжечь из такой формы.
Проанализировав опыт других людей, автор пришел к выводу, что наиболее приемлемым подходом в данном случае является использование высокотемпературной горелки, в качестве которой можно воспользоваться, например, паяльной лампой.
Конечно, этот процесс вряд ли можно воспроизвести «в ванной комнате, пока жена спит» и потребуется, как минимум, выйти во двор.
Однако сама вероятность создания металлических изделий с использованием 3D принтера и имеющейся в наличии микроволновки, — является весьма примечательной и достойной внимательного рассмотрения!
Творчески сочетая 2 рассмотренных выше способа , а именно, — плавление металла и стекла, можно получать весьма интересные вещи, как например, заливка расплавленным стеклом — металлических форм. В итоге получаются практически ювелирные изделия. Способ базируется на заполнении пустот в металлической форме — специальной «горячей эмалью», которая представляет собой смесь стеклянного порошка различных цветов со связующим:
Освоив данную связку двух технологий, вы сможете делать весьма любопытные вещи, как в видео ниже. Автор для прогрева использует горелку, но у вас есть способ лучше — микроволновка! Это видео вы можете использовать для ориентира, что вообще возможно делать:
Примечание. Температура плавления силикатного стекла составляет в районе 425 — 600°C. Выше температуры плавления стекло становится жидкостью. Температура плавления металла, например, бронзы — составляет в районе 950°C.
Таким образом, зная температуру плавления металла, который вы используете и снимая показания температуры с помощью термопары (например), возможно плавить только стекло и не доводить до плавления металл. И стекло заполнит все нужные места в металле, а сам металл — не повредится!
▍ Бонус
Завершая рассказ, нельзя не упомянуть еще одну достаточно забавную поделку, которая была в своё время изготовлена упомянутым ранее блогером Allen-ом Pan-ом. Для её создания он использовал трансформатор от микроволновки, который был переделан в электромагнит.
Кроме того, в её составе были использованы следующие компоненты: плата Arduino Pro Mini, аккумулятор на 12 вольт, твердотельное реле, емкостной датчик, подключенный к рукоятке и сканер отпечатка пальца. Всё это было помещено в компактный корпус в форме молота («Мьёльнир»-а), принадлежащего Богу грома «Тору» (согласно Вселенной «Марвел»).
Работает устройство следующим образом: как только кто-либо берется за рукоятку, срабатывает емкостный датчик и включается электромагнит, благодаря чему молот намертво приклеивается к любой металлической поверхности, на которую он был предварительно установлен.
Любой, кто попытается оторвать молот от поверхности — потерпит неудачу, так как касание рукоятки включает электромагнит!
Оторвать же молот от поверхности и отключить его магнит, — может только хозяин, так как система откалибрована на распознавание отпечатка именно его пальца, которым он должен предварительно коснуться сканера. Получилось смешно:
Если кто-то задумает повторить такую самоделку, следующее видео может ему в этом помочь: здесь достаточно подробно показывается процесс изготовления электромагнита — из трансформатора микроволновки:
Также, в настоящее время возможно упростить конструкцию молота, если взять вместо платы Arduino Pro Mini — плату esp32: она содержит сенсорные пины, к которым можно подключить металлические площадки на рукоятке молота (предусмотрительно размещенные ранее). И вести обработку события «отпустить молот» исключительно логическим путём («если площадка 1 удерживается и по площадке 2 в этот момент — два раза постучали пальцем, то отпустить молот» и т.д.). В таком случае, самоделка будет еще привлекательней, так как пропадет существенный демаскирующий признак — сканер отпечатка пальца.
Как можно видеть из этого длинного рассказа, микроволновка, — это не только средство для приготовления и разогрева пищи, но и неисчерпаемый кладезь компонентов, которые позволят вам создать свои экспериментальные и даже вполне полезные вещи.
Для некоторых из этих неординарных применений, даже не требуется каких-либо её переделок!
Что же касается самого автора рассказа, то в списке его предпочтений, так сказать, «личного хит-парада», — первое место прочно занимает методика плавки металла в микроволновке.
К описанной технологии плавки хотелось бы добавить еще одно примечание, что в микроволновке плавится партия металла не более 80 грамм за один раз. Соответственно — для заливки такого объема металла не нужна слишком большая форма, и форма может быть легко обожжена на обычной бытовой газовой плите кухонного назначения (если у вас в наличии имеется таковая, а не электрическая плита).
При таком подходе, — процесс плавки металла становится поистине домашним и, можно даже сказать, уютным (в этом месте на заднем плане должен звучать зловещий хохот безумного учёного).
В любом случае, надеемся, что этот рассказ был для вас полезным и интересным, дав каждому читателю пищу для размышлений!
Читайте также: