Плавка металла в тигле
Обновлено: 18.05.2024
Тиглями называются горшки, наполняемые подлежащим плавке материалом и помещаемые для нагревания в печи особого устройства, называемые тигельными печами или тигельными горнами.
Устройство тиглей. Тигли изготовляют из смеси шамотной глины с графитом. Применяют также тигли чугунные и клепаные из железа (для расплавления легкоплавких сплавов).
Продолжительность службы тигля зависит при правильном обращении, как показывает опыт, от того, какой металл в нем плавится, например графитовый тигель выдерживает около 25 плавок бронзы, 3 плавки стали, 3 плавки никеля.
Вместимость тиглей принято определять марками: одна марка соответствует 1 кг вместимости стали (приблизительно). На фиг. 166 приведен чертеж тигля на 130 марок.
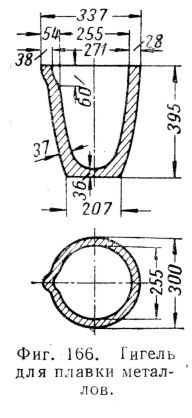
Для печей простых конструкций обычно применяются тигли емкостью до 100 кг; в специальных опрокидывающихся переносных горнах она достигает 300 кг.
Применение тиглей. Обычно в тиглях плавят сплавы цветных металлов, реже — сталь и весьма редко — чугун.
Положительной стороной тигельной плавки является незначительное изменение химического состава расплавляемого материала во время плавки вследствие изолированности материала от топлива и продуктов горения, а также от атмосферного воздуха.
Отрицательной стороной тигельной плавки является дороговизна, обусловленная низким к. п. д. тигельных печей и большими расходами, вызываемыми непродолжительностью службы тиглей.
Тигельные печи могут работать на всех видах топлива.
На фиг. 167 показано устройство газового тигельного горна.
Воздух поступает в шахту тигельного горна через камеру, покрытую решеткой. Тигли ставят не прямо на колосниковую решетку, а на особую подставку, сделанную из огнеупорного материала высотой 80—150 мм. Это предохраняет тигли от охлаждения притекающим через решетку воздухом.
Ввиду того что температура тигельных печей должна быть достаточно высокой и около стенок тигля должна доходить до 1600°, воздух должен вводиться
в печи с значительной скоростью. Это достигается или устройством достаточно высоких дымовых труб (самодувныё печи), или же устройством для механического вдувания воздуха. В целях уменьшения сопротивления, испытываемого воздухом при поступлении под колосники, камеру перед шахтой делают просторной и покрывают большой решеткой.
Существенным недостатком тигельных горнов, показанных на
фиг. 167, является трудность обслуживания и переменное нагревание и остывание тиглей ведущее к излишнему расходу топлива и порче тиглей.
Эти недостатки устранены в тигельной печи, показанной на фиг. 168.
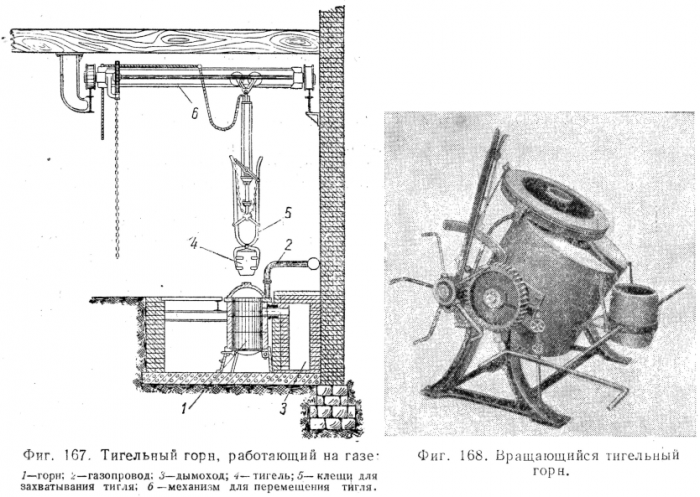
Тигель помещается внутри цилиндра, поворачивающегося вместе с ним на шипах; дутье подводится по трубе; маховичок служит для поворачивания печи. Когда металл готов, печь поворачивают и, не вынимая тигля, выливают металл в ковш.
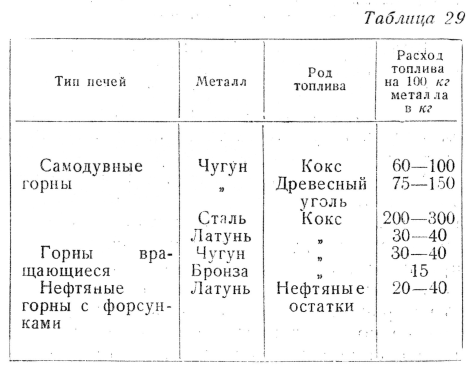
Расход горючего при тигельной плавке. Расход горючего при тигельной плавке зависит от конструкции печи, рода топлива и расплавляемого металла; приблизительные цифры расхода топлива в различных тигельных печах приведены в табл. 29.
Ведение плавки в тиглях.
При загрузке тигля нужно как можно плотнее укладывать куски металла, так как в противном случае между ними образуются пустоты, заполненные воздухом, который будет окислять плавящийся металл.
Время плавки зависит главным образом от размера тигля и свойств расплавляемого металла (для латуни и бронзы 1 1 /2—2 часа).
Для возможного предохранения металла от окисления плавка цветных металлов в тиглях производится под слоем древесного угля.
В целом при тигельной плавке состав металла меняется очень мало; незначительные изменения происходят в результате взаимодействия между металлом, с одной стороны, и воздухом, находящимся в тигле, и материалом тигля - с другой.
Тигель для плавки металла: виды тиглей, как плавить металл в тигле
Плавка металла требует определенных условий, при которых расплав будет подвергаться минимальному окислению и засорению сторонними примесями. Для этой цели обычно используют специализированные тигли.

Первые упоминания о тигельной плавке датируются XI веком. Технология плавки в тигле появилась в Иране. Тигельная плавка использовалась для получения булатной оружейной стали.
Тигель – специальная емкость из огнеупорного или жаростойкого материала. Тигельная плавка металла позволяет хорошо дегазировать расплав и разрушить кристаллическую решетку на атомарном уровне.
В обзоре пойдет речь о том, как выбрать тигель.
Сфера применение тигля
Тигли используются на различных этапах технологического процесса получения чистых металлических отливок, различных заготовок и металлоизделий. Тигли применяются в следующих случаях:
- Расплав чистых металлов перед отливкой
- Проведение окислительно-восстановительных реакций
- Отжиг и отпуск металлоизделий
- Получение формованных металлических отливок в тигле-форме
Тигли для плавки металла нашли широкое применение в ювелирном деле. Благодаря огнеупорным формам можно осуществлять расплав лома драгоценных металлов с минимальными потерями на окисление.
Тигли применимы при выплавке изделий из: стали, чугуна, меди, алюминия, золота, серебра, свинца, сурьмы, цинка и многих других металлов и сплавов.
Разумеется, тигли используются не только для плавки и получения металлоизделий. Существует специальная серия тиглей для химической обработки металлов кислотами и прочими реагентами. Дополнительно различают тигли для выращивания технических, полудрагоценных и драгоценных кристаллов.
Какие виды тиглей существуют.

Разновидности тигля
Существует широчайшее разнообразие тиглей. Емкости могут различаться между собой:
При выборе тигля для плавки металла следует учесть все вышеперечисленные факторы. При неправильном подборе материала или формы чаши металлическая отливка может получить дефекты и загрязниться на химическом уровне.
Нередко страдает и сама долговечность тигля.

Материал изготовления тигля
Наиболее широкое распространение получили следующие варианты тиглей:
Каждая из разновидностей тигля применима в определенных условиях и при использовании определенных металлов.
Как выбрать тигель из керамики.

- Керамика – такие тигли отличаются хорошими огнеупорными свойствами. Керамическая форма легко выдерживает нагрев свыше 2000 С.
Ключевой особенностью керамики является возможность использования таких тиглей в индукционной печи. Керамика не взаимодействует с электромагнитной силой, что обеспечивает плавке высокий уровень КПД.
Керамические тигли часто используются для плавки лома драгоценных металлов. Возможность косвенного нагрева, без прямого контакта с нагревательным элементом, позволяет расплаву сохранять изначальную пробу, какой обладал лом драгметалла.
Керамика является абсолютно инертной по отношению к металлам. Расплав остается чистым, без дополнительных примесей.
Конечно, в керамических тиглях для плавки металла не обошлось без существенных недостатков. Дело в том, что такие формы являются весьма хрупкими. В процессе плавки металлический расплав может повредить стенки тигля.
Керамические формы обычно рассчитываются на 10-30 плавок. После этого керамический тигель требует замены.
Какие еще виды тиглей существуют.

- Разновидностью керамики является керамо-графит. Керамические тигли с добавлением графита обладают более высокой прочностью. В таких формах можно плавить практически любые металлы и сплавы.
Керамический графитовый тигель допустимо использовать в индукционной печи. Но в этом случае придется заметно увеличить мощность нагрева. Ведь графит проводит ток, а значит форма будет взаимодействовать с электромагнитными силами.
Как правило, мощность нагрева индукционной печи приходится увеличивать в 2 раза, по сравнению с простым керамическим тиглем для плавки металла.
- Графит – такие тигли получили широкое распространение при плавке лома как цветных, так и драгоценных металлов.
Графитовые тигли хорошо совместимы с плавкой при помощи прямого нагрева. Данный метод плавки идеально подходит для лома старого серебра. Газ и графит позволяют серебру полностью восстановить окислы, что увеличивает массовый выход драгметалла.
Если керамику или керамо-графит можно изготовить в домашних условиях, то графитовые тигли создаются лишь в заводских условиях.
Графитовые тигли для плавки металла демонстрируют неплохую долговечность. Рабочего ресурса такого тигля обычно хватает на 100 плавок, а в некоторых случаях и более того.
- Чугун – такие тигли отлично подходят для плавки меди. В чугунном тигле можно получить высококачественную бескислородную медь. Чугун из формы хорошо поглощает кислород.
Чугунные тигли физически не рассчитаны на большое количество плавок. В среднем такие формы используются до 30 раз. После этого чугунные стенки формы практически полностью утрачивают атомарный углерод.
Как выбрать тигель из стали.
- Сталь – такие тигли рассчитаны на плавку алюминиевых и магниевых сплавов. Стальные формы весьма долговечны и достаточно просты в изготовлении.
Как изготовить керамический тигель
Многие сталевары смотрят в сторону керамических тиглей для плавки металла. Особенно актуальна керамика в тех случаях, когда нужно плавить драгоценные металлы: золото, серебро, палладий и пр.
Разумеется, керамические инертные тигли продаются в любом специализированном магазине, да и стоят они весьма недорого. Но иной раз универсальные формы не подходят для плавки, так как изделию нужно придать определенный профиль.
В данном случае следует изготовить тигле-форму.
В основе керамического тигля находятся следующие компоненты:
- Шамотная глина (7 частей)
- Вода (2 части)
- Жидкое стекло (10 столовых ложек на 1 кг смеси)
Шамотную глину обычно берут из шамотного кирпича. В данном случае шамот следует подвергнуть тонкому помолу. Чем тоньше помол шамота, тем на больше плавок хватит тигля.
При серийном изготовлении тиглей для плавки металла нередко используют шариковую дробильную машину. Специализированное оборудование дает возможность превратить шамот в пыль.
- Этап замеса – шамот смешивают с водой. Консистенция должна получиться такой, чтобы ком смоченного шамота не распадался, но и не продавливался сквозь пальцы.
Далее в шамотную консистенцию вводится жидкое стекло. Замешать шамот нужно до однородного состояния. Данный этап замеса является весьма трудоемким. Будет хорошо, если вымешивать раствор в специальной месильной машинке или хотя бы при помощи кухонного блендера.
- Этап отбивания – следующим шагом после замеса является извлечение из консистенции воздуха. Дело в том, что если в стенках формы окажется хотя бы 1 пузырек воздуха, то тигель лопнет уже на первой плавке.
Отбивать шамотную массу просто. Нужно слепить шар, который будет помещаться в ладони. Далее шар просто бросается на твердую поверхность. Поверхность лучше застелить полиэтиленовой пленкой.
Отбивать следует интенсивно и длительно. Массу без воздуха определяют по гладкой влажной поверхности.
- Этап настаивания – после извлечения из консистенции воздуха шамотную смесь нужно выдержать в прохладном месте. Обычно массу помещают в стеклянную закрывающуюся крышкой емкость.
В процессе настаивания масса становится еще более однородной.
- Формование тигля – из сырой массы делают форму будущего тигля для плавки металла. Для формования массы обычно используют пластиковую емкость и груз с обтекаемой конструкцией. Груз должен быть меньше по размеру, чем основная емкость.
Шамотную смесь равномерно распределяют по емкости и придавливают сверху сферическим грузом. Внутреннюю поверхность тигля можно доработать вручную, при помощи скребка и прочих инструментов.
В этом случае можно изготовить уникальную форму, которая даст возможность получить полностью сформованное металлоизделие.
Некоторые мастера отдают предпочтение ручной лепке. Керамические тигли лепятся по такой же технологии, как и кувшины.
- Этап сушки — сырой керамический тигель нужно хорошо высушить. Обычно сушка производится просто в теплом сухом помещении. Можно сушить и на открытом воздухе, если на улице теплая сухая погода.
- Обжиг – данный этап изготовления керамического тигля является завершающим. Для обжига потребуется муфельная печь.
Температура отжига керамического тигля для плавки металла должна находиться в пределах 800 С. Именно при такой температуре жидкое стекло набирает свои эталонные свойства. В данном случае стекло спекается, превращаясь с шамотом в огнеупорную керамику повышенной прочности.
Как сделать тигель или плавильную печь своими руками

Практически каждый предмет имеет несколько видов и назначений, так и печи. Есть печи для обогрева помещений, для приготовления еды, а есть специальные устройства для плавления металлов или для их хранения уже в расплавленном виде. Такие устройства называют тигельными плавильными печами. Они имеют специфическое предназначение и поэтому список предприятий, где они нашли свое применение, совсем невелик. В основном это заводы и лаборатории. Но что же делать, если нужно для каких-либо целей дома переплавить металл? Покупать такое оборудование очень дорого, но его вполне реально изготовить своими руками. Для этого необходимы минимальные знания в этой области, желание и время.
Виды тиглей

Тигельная печь – это емкость, выполненная из огнеупорного материала в которой, нагревая до определенной температуры, плавят металл. Основные материалы, из которых изготавливаются тигли:
Используются тигельные печи как на заводах, где изготавливаются больше металлические изделия, так и на малых предприятиях, например, для изготовления ювелирных изделий.
Керамические печи – это оптимальный вариант. При плавке металлов в керамическом тигле в самом веществе не происходят никакие изменения. Поэтому в таких тиглях без проблем можно плавить даже неблагородные металлы или сплавы из кобальта, хрома или палладия.
Графитовые тигли. Такие печи отличаются долгим сроком эксплуатации и высокой сопротивляемостью перед окислением, что делает их универсальными для плавления любых металлов и особенно сплавов на основе цинка и латуни. Кроме того их часто используют в индукционных печах. Графитовые тигли могут выдержать очень высокие температуры, например, восемьсот градусов для плавления алюминия.
Чугунные тигли, пожалуй, худшие из трех перечисленных. У них высокая реактивность, быстрое окисление и взаимодействие с другими металлами, а также чугун плохо сопротивляется высокой температуре. По этим причинам чугунные тигли очень редко встречаются, но они недорогие и вполне доступные.
В этой статье будут рассмотрены способы изготовления трех видов самодельных тиглей.




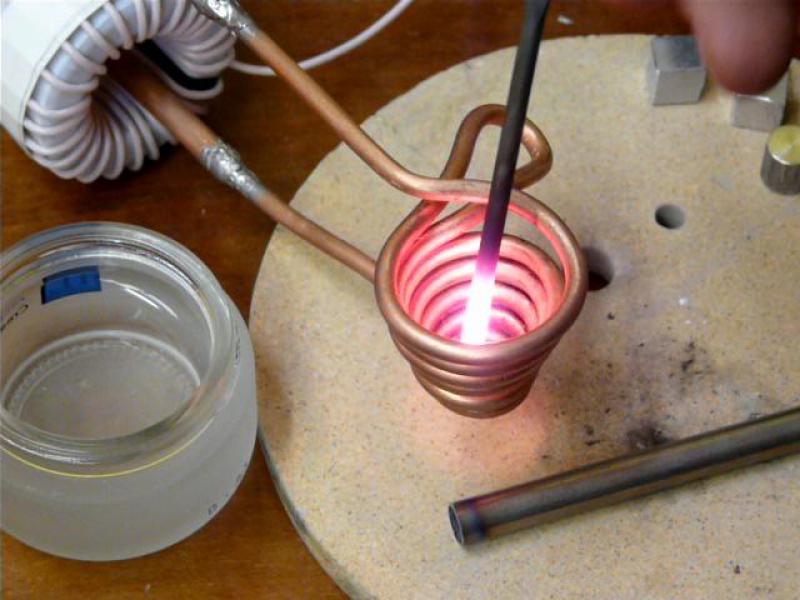









Сборка индуктора

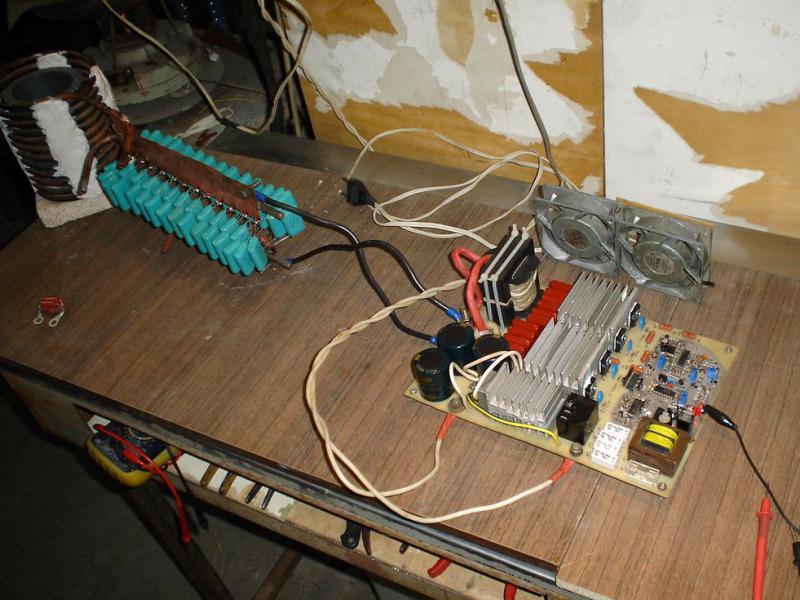
Нагревательным элементом тигельной плечи в домашних условиях обычно является индуктор. Он имеет цилиндрическую форму с полостью внутри. В эту полость и помещается самодельный тигель с металлической стружкой. Индуктор изготавливается из огнеупорного материала, внутри него обмотка из проволоки, чаще всего используется медная проволока. При помощи специального генератора в эту обмотку подается ток, который и создает электромагнитное поле. Что, в свою очередь, создает вихревой ток в тигле и в помещённом в него металле. Они и плавят стружку. Сам индуктор собирается из 4 электронных ламп с параллельным соединением. Такой индуктор можно подключить к обычной розетке.
Есть еще один вариант сборки индуктора своими руками из электромагнитного сердечника и двух слоев обмотки. Первый слой – 10 витков медной проволоки с толщиной 4 мм, а второй – один виток, материалом для которого служит металлическая пластина с сечением 15*5 миллиметров. Электромагнитный сердечник имеет П-образную форму и представляет собой набор стальных пластин. Вокруг пластин делается первая обмотка, которая помещается в изолированный корпус, вторичная обмотка соединяет сердечник и металлические бруски, между которыми должно быть расстояние равное размерам тигля. Вся эта конструкция помещается в корпус печи.
Итак, получается печь, в которой расположен индуктор. От индуктора идут провода к розетке. В эту печь помещается тигель таким образом, чтобы замкнуть собой бруски. Если он помещен правильно, то раздаться гудение, сообщающее о том, что появилось напряжение и плавление началось. Если звука нет, то при помощи ручки нужно подвинуть тигель до полного замыкания цепи.
Сборка чугунного тигля
Берется металлический кожух и в него помещается стакан, сделанный из чугуна. Между ними засыпается смесь из песка и глины. Сбоку к нему крепится ручка. После одного-двух нагреваний смесь расплавится и закаменеет. Тигель готов. В него засыпают стружку и помещают в индуктор.
Изготовление тигля из глины

Можно изготовить тигель из шамотной глины. Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Итак, понадобится шамотная глина (продается в мешках в строительных магазинах), жидкое стекло (продается там же) и молотый шамот. Его можно купить или изготовить из шамотного кирпича.
Для того чтобы сделать смесь, из которой в будущем будет вылеплен тигель, берется 7 частей глины, 3 части шамота и на литр сухой смеси 10 ложек жидкого стекла. Смешивается шамот и глина до однородного состояния. После этого потихоньку доливается вода. Чтобы не испортить заготовку можно часть смеси отсыпать, а в случае большого количества воды — добавить сухого порошка. Месить нужно до момента, когда глина перестанет липнуть к рукам.
Только после того, как будет замешана глина нужной консистенции, можно добавлять стекло. При добавлении стекла нужно тщательно все вымешивать до состояния, когда глина перестанет трескаться. Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Глина есть, теперь чтобы изготовить тигель нужно взять форму, самый простой способ – это использование гипсовой формы. Как сделать такую форму можно найти на любом сайте по лепке из гипса. Итак, непосредственно изготовление тигля.
Перед началом лепки нужно отбить весь воздух из глины, для этого на пол можно постелить газету и несколько раз с силой бросить ком на него, раз десять будет достаточно. Теперь берется ком глины и тщательно вминается в дно формы, после этого небольшими комочками формируются стены изделия. Их толщину можно контролировать по краю формы. Очень важно тщательно приминать глину к форме, чтобы там не образовалось воздушных подушек. После того как тигель вылеплен, нужно сделать ровной внутреннюю поверхность. Для этого достаточно смочить глину водой.
После этого наступает момент сушки. Форма с глиной помещается картонную коробку и накрывается крышкой. Часов через семь вся вода из глины испарится и форма будущего тигля немного «сядет», так что достать ее из формы не особо сложно. После этого тигель продолжает сушиться в той же коробке, по мере сушки все дефекты сами собой устранятся и горшочек приобретет серый окрас. Иногда могут появиться небольшие трещинки. Их можно замазать мокрой глиной. Далее горшки обжигаются при температуре 800 градусов в муфельной печи. После обжига тигель готов к использованию.
Графитовый тигель
Графит — это материал, у которого есть множество уникальных свойств. Положительные качества графита:
- устойчивость к воздействию расплавленными металлами;
- увеличение прочности с повышением температуры;
- высокие термостойкость и теплопроводность;
- небольшой удельный вес.
Для изготовления тигля из этого материала понадобятся:
- графитовый порошок;
- цельный графит;
- фетр;
- графитовая трубка;
- шамотный мертель;
- магнезит.

Некоторые из этих материалов можно использовать как самостоятельные единицы. Например, графитовая трубка по сути уже является тиглем, достаточно лишь сделать в ней дно.
Принцип изготовления из всех материалов одинаков. Рассмотрим на примере мертеля. Делается две формы. Можно скрутить из плотной бумаги, чтобы проще потом было удалить. Внешняя форма имеет конфигурацию полого цилиндра, а внутренняя просто цилиндр. Вставляется малый цилиндр в более широкий. Между ними будет заливаться смесь. Форма ставится в пластиковый стаканчик и в нее засыпается порошок мертеля. Засыпать нужно с горкой, так как он сядет, когда нужно будет утрамбовывать. В этот порошок при помощи шприца заливается 15 кубиков жидкого стекла. Все перемешивается и получается консистенция песочного теста. Небольшими порциями набивается в форму.
В итоге получается что-то вроде перевёрнутого вверх дном стаканчика. Чтобы форма не прилипла к столу лучше всего делать всю процедуру на целлофане. Затем форма переворачивается дном вниз и извлекается внутренний цилиндр. Его тоже лучше всего проклеить изначально целлофаном или скотчем. Тогда при извлечении форма тигля не пострадает.
После того как тигель подсох его нужно поместить в индуктор и прогреть. Это нужно делать при небольших температурах, так как должна выпариться вся вода, несмотря на то, что внешне кажется, как будто ее там совсем нет. Если тигель предварительно не прогреть и сразу начать в нем плавить, то он, скорее всего, лопнет. После прогревания при постукивании по тиглю, он издаст звонкий звук. Это говорит о том, что тигель сделан хорошо.
Следуя представленным инструкциям, можно довольно просто обзавестись самодельной плавильной печью, которая прослужит ничуть не меньше, чем покупная. Главное, не торопиться, соблюдать аккуратность в работе и не нарушать технологий изготовления.
Индукционный тигель с холодными стенками — технология плавки металлов

Реакционно-способные (химически активные), а также тугоплавкие металлы, подобные титану, танталу, ниобию, молибдену, невозможно плавить внутри тиглей из керамики или графита. Крайне сложно сохранять высокую чистоту сплава. Между тем от нежелательных примесей помогает избавляться технология индукционный тигель с холодными стенками, применяемая к работе по тугоплавким (химически активным) металлам.
Конструкция индукционного тигля с холодными стенками
Химические реакции с керамикой или графитом образуют примеси в расплаве. Эти примеси способствуют характерной деградации металлов при последующем использовании. Например, плавка титана (сплавов) внутри тигля на основе оксидной керамики сопровождается поглощением кислорода из материала. Это приводит к дефекту охрупчивания металла.
Совсем иное дело — медный тигель индукционного нагрева с водяным охлаждением (картинка ниже). На границе контакта металлического расплава и стенки тигля тепло резко отбирается от расплава, за счёт чего образуется твёрдый металлический слой — барьер между стенкой тигля и металлическим расплавом.
Промежуточный слой исключает непосредственный контакт рабочего металла с материалом тигля, предотвращает ход химической реакции. Соответственно, исключается диффузия примесных элементов. Таким образом, тугоплавкие металлы успешно обрабатываются установкой подобного типа без нарушения чистоты расплава.

Примерно такой выглядит конструкция палисада тигля (сегментированная), благодаря которой удаётся осуществлять работу с тугоплавкими металлами без потерь чистоты сплава
Плавление металлов внутри тиглей с холодными стенками представляет собой особый вид нагрева электропроводящих материалов переменными электрическими полями. Согласно теории Ампера, электрический ток, следующий по виткам индукционной катушки, создаёт магнитное поле, действующее на электрический проводник. В данном случае проводник, — это холодная стенка медного тигля, помещаемого во внутренней области катушки индуктивности, через которую пропускается переменный ток.
Что даёт простое решение формы палисада (сегментации) тигля?
Простейшая конструкция тигля с холодной стенкой выполнена кольцеобразной формой, выстроенной одиночными медными столбами (сегментами), закреплёнными на нижней плите (своего рода палисад).
Охлаждаемые водой сегменты из меди электрически не контактируют один с другим. Потоком индуцированных токов в области палисада создаются единичные магнитные поля, формирующие общее переменное магнитное поле.
Этим общим переменным магнитным полем, воздействующим на материал, генерируется тепло в рабочем материале по закону омических потерь. Образующийся твёрдый металлический слой («скорлупа») на границе раздела расплава и стенки тигля, действует как слой изоляции.
На картинке ниже показан схематический чертёж тигля с холодной стенкой внутри индукционной катушки – инструмент работы над тугоплавкими металлами.

Схематичное изображение конструкции: 1 – вход охлаждающей жидкости; 2 – выход охлаждающей жидкости; 3 – основание палисада; 4 – катушка индуктивности; 5 – сегменты палисада; 6, 7 – расплавляемый металл
Достаточно высокая приложенная мощность (интенсивные магнитные поля) – электромагнитные силы Лоренца по кругу палисада, приводят к образованию так называемой подушки расплава.
То есть расплав металла физически не контактирует напрямую с палисадом тигля. Здесь демонстрируется явное преимущество в отношении характеристик плавления для достижения высокой чистоты материала и снижения тепловых потерь.
Применение технологии индукционный тигель с холодными стенками
Несмотря на существенное энергопотребление и низкую энергетическую эффективность, плавка металлов внутри индукционного тигля с холодной стенкой быстро набирает индустриальную популярность.
Тугоплавкие металлы и сплавы (3000ºC и выше) высоко агрессивные в жидком состоянии, расплавляются таким способом практически без технологических отходов.
Исключается риск загрязнения расплава тигельными материалами, плюс допускается произвольный перегрев. Технология индукционного тигля с холодными стенками также успешно применяется для испарения загрязнений в материалах, требующих высокой чистоты. Например, в области промышленного производства полупроводников.
Технология тиглей с холодными стенками хорошо зарекомендовала себя в работе с титаном и сплавами, поэтому находит широкое индустриальное применение в этом направлении. Кроме того, плавление внутри тигельной печи с холодной стенкой – одна из наиболее перспективных технологий переплавки и стеклования ядерных отходов.
Поскольку исключается какое-либо загрязнение, вызванное материалами тигля, а также, учитывая, что тигель с холодной стенкой допускается использовать многократно, образуется крайне незначительное количества отходов и загрязнений в процессе производства.
Наиболее подходящее внедрение технологии медных тиглей
Плавление металлов внутри индукционного тигля с холодной стенкой особенно подходит для материалов, электрическая проводимость которых значительно увеличивается с повышением температуры. Например, такими материалами выступают стекло или оксид циркония (ZrO 2 ).
Исходный материал, электроизоляционный в условиях температуры окружающей среды, помещается внутрь тигля с холодной стенкой в виде порошка. Этот материал предварительно нагревается с целью достижения достаточной электрической проводимости при повышении температуры.

Сегментированный медный тигель – как часть полной конструкции плавильной печи, предназначенной для работы с тугоплавкими или химически активными металлами
Соответственно, материал, который можно легко нагревать путём индукции при комнатной температуре, добавляется в качестве токоприёмника внутрь тигля. В случае с оксидом циркония (ZrO 2 ) это может быть реализовано добавлением куска металлического циркония или в случае стекла — куска графита.
В обоих случаях порошок нагревается за счёт теплопроводности в непосредственном окружении токоприёмника до момента, пока не приобретёт достаточную проводимость под непосредственный индуктивный нагрев. В зависимости от материала, температурный диапазон нагрева составляет 600-1200°C.
Исходный материал окисляется при высоких температурах и в атмосфере воздуха. Например, тот же цирконий до ZrO 2 или графит до CO 2 , что не оставляет следов на материале в виде газа.
Тем не менее, если существует опасность загрязнения, «исходный материал» также допускает кристаллизацию и удаление из тигля после предварительного нагрева. Поскольку электропроводность оксидных материалов, как правило, низкая, достаточно глубокое проникновение достигается только путём увеличения необходимой рабочей частоты в диапазоне МГц.
В настоящее время получаемый таким способом оксид циркония (ZrO 2 ) является количественно наиболее важным монокристаллическим материалом после кремния и сапфира. Из-за высокого показателя преломления и высокого блеска, оксид циркония используется в качестве драгоценного камня (искусственный алмаз).
Разработки печей на индукционных тиглях с холодными стенками
Лабораторные печи на индукционных тиглях с холодными стенками, с объёмом плавления 2-20 мл (16-160 г нержавеющей стали), достаточно широко представлены на коммерческом рынке. Кроме того, имеются печи для плавления в количествах более объёмных (объём индукционного тигля с холодной стенкой 30 дм 3 , что соответствует 240 кг нержавеющей стали).
Пример — печи с электрическим нагревом производства компании «LHT – Linn High Therm». Для индукционных тиглей с холодными стенками, малых по размерам, необходим совершенно иной подход конструирования, чем для габаритных производственных индукционных машин аналогичного типа.
Важной деталью для малой конструкции плавильной печи является поверхность тиглей, от которой требуется отводить более 90% введённой энергии. Отведение энергии в данном случае достигается за счёт организации охлаждения индукционного тигля с холодной стенкой водяным потоком.
Расход охлаждающей жидкости (воды) зависит от давления на палисаде. Соответствующие поперечные сечения мощности и тока необходимы такие, чтобы избежать турбулентности и мёртвых зон.
Энергия, создаваемая индукционной катушкой, не может изменяться непрерывно, как при плавлении обычным тиглем. Электромагнитная мощность имеет решающее значение для предотвращения контакта между жидким расплавом и боковой стенкой индукционного тигля с холодной стенкой.
Магнитное поле, формируемое в тигле, зависит от положения индукционной катушки над донной областью тигля. В случае описанных размеров и конструкций, оптимальное положение катушки определяется посредством обширных испытаний.
Индукционные лабораторные тигли с холодной стенкой
В зависимости от применения, тигли с холодной стенкой, а также соответствующие индукционные печи, допустимо производить разных размеров. Для испытаний на плавку в лабораторном масштабе, в основном, достаточно небольших объёмов тигля, составляющих всего несколько см 3 .
Однако частотный диапазон необходим максимально широкий, по причине возможной изменчивости материала и последующего широкого диапазона необходимой рабочей частоты.

Действующая лабораторная плавильная установка золота, конструкция которой построена с применением медного тигля, дополненного системой водяного охлаждения
Для лабораторных испытаний, а также для изготовления прототипов подходят размеры тиглей от 25 до 1000 см 3 . На картинке выше представлен один из действующих лабораторных вариантов рассматриваемой конструкции тигля с холодной стенкой и катушкой индуктивности.
Для уменьшения среднего времени плавления, соответственно для увеличения производительности, такие печи также могут быть оснащены несколькими независимыми системами с рабочей катушкой и тиглем.
Широкий диапазон характеристик тигля с холодной стенкой и катушки индуктивности позволяет плавить различные материалы, например:
- нержавеющую сталь,
- титан,
- титановые сплавы.
Эти печи могут быть адаптированы для иных применений с помощью ряда опций:
- устройства подачи газа,
- пирометра,
- стенда вакуумных насосов.
В результате интенсивных испытаний с различными печами и индукционными тиглями с холодными стенками, получен ряд необходимых применимых характеристик в зависимости от объема тигля.
Некоторые из используемых тиглей, объёмом 25-500 см 3 демонстрируются в качестве примера. Диапазон флуктуаций является результатом влияния различных плавящихся материалов и, следовательно, связанных различных технологических температур.
Завершающий штрих
Реализация индукционных тиглей с холодными стенками в лабораторных и / или производственных масштабах требует адаптации к соответствующим требованиям, касающимся размера загрузки и состава расплавляемого материала. В зависимости от спецификации в основном необходимы различные концепции.
Например, чтобы гарантировать достаточное охлаждение тигля, иметь возможность использовать электрические токи, индуцированные в индукционном тигле с холодной стенкой, для полного и стабильного магнитного поля.
КРАТКИЙ БРИФИНГ
Использование тиглей

/manufacturers/mars-tiegel/ Плавка металлов в тиглях имеет давнюю историю. Все началось в Древнем Египте и продолжается в наши дни. Плавка металлов в тиглях особенно популярна в странах, которые находятся на пороге индустриализации. В настоящий момент нельзя отрицать, что изобретены и широко используются процессы плавки металлов без использования тиглей, но литейные предприятия, работающие более, чем с одним видом металла нуждаются в тиглях для плавки и удержания в них металлов.
Для оптимального выполнения различных задач разработаны тигли определенного состава со специальными покрытиями. Традиционно, предпринимались попытки найти один универсальный тип тиглей, который будет являться подходящим под любой тип печей. Тем не менее, данное предположение никогда не оправдывалось, несмотря на то, что при определенных обстоятельствах оно могло бы соответствовать действительности.
По правде говоря, небольшие литейные производства, которые работают с бронзой, латунью или алюминием зачастую производят все операции в одном и том же тигле, при этом соблюдая определенную последовательность. Сперва они плавят метал с наиболее высокой точкой плавления, например, никелированное серебро или бронзу, затем они плавят латунь и, в последнюю очередь, алюминий.
Большинство литейных производств, тем не менее, используют различные типы тиглей – каждый специально под определенный метал.
С изобретением кремний-карбидных тиглей на карбоновой связке в США в двадцатых годах прошлого века и, в последствии в 60-х – 70-х годах в Европе, было принято считать, что это и есть универсальный тигель. Но все-таки слоган тех лет что, «Тигли SiC(карбид-кремния) являются универсальными, забудьте о тиглях на графитовой связке» был тем не менее ошибочным.
В некоторых случаях, таких как плавка в индукционной печи или в процессе производства цинковой пыли(порошка), оксида цинка первенство по использованию держат именно графитовые тигли на глиняной связке. Также, предпочтительно использование глиняных тиглей на графитовой связке на предприятиях по литью алюминия, т.к. данные тигли стоят дешевле, что отражается на себестоимости продукции. Другой причиной использования таких тиглей является тот факт, что литье в глиняном тигле на графитовой связке оставляет меньше т. н. «трудных мест», чем если бы плавка происходила в тиглях из карбида-кремния. По этой причине снижается выбраковка конечной продукции.
В результате все производители теперь предлагают оба типа тиглей. AUG GUNDLACH производит и реализует под маркой MARS CRUSIBLES тигли обоих видов различных модификаций, а также дополнительные аксессуары к ним: стенды, желоба, трубки пирометров, форсунки, ограничители т. д.
Индукционные печи для цветных металлов в основном имеют среднюю частоту (400-3000Hz). В подобных условиях тигли на глиняной связке затрачивают меньше энергии на разогрев, чем тигли из карбида-кремния. Тем не менее, оба вида тиглей могут быть использованы в печах с низкой частотой(50-400Hz).
В отличии от правил разогрева для индукционных печей, в которых рекомендуется сначала разогревать пустые тигли в печи, в настоящее время даже рекомендуется заполнять новый тигель металлом, в особенности металлическими блоками, расположенными вертикально вдоль стенок тигля. Подобное расположение позволяет избежать разницы температур в центре стенок тигля.
Для производства цинкового порошка(пыли) и оксида цинка предпочтительно использовать графитовые тигли на глиняной связке, т.к. покрытие данных тиглей меньше вступает в реакцию с цинковой пылью, что обеспечивает удобство при очистки тигля после использования. Для плавки и литья цинка предпочтительны тигли из карбида кремния, т.к. они имеют защиту от оксидации, что обеспечивает лучшую защиту от воздействия кислорода при низких температурах (450-500 град. Цельсия). Это также относится к операциям с наиболее агрессивным воздействием на тигель, таким как переработка анодов и катодов.
Вышеназванное покрытие тиглей из карбида-кремния является еще одной из причин их применения при работе с алюминием, как при нагреве открытым пламенем, так и при нагреве в электрических печах. Тем не менее, при правильном использовании и обслуживании графитовые тигли показывают такую же высокую производительность.
Раньше для плавки латуни использовались исключительно глиняные графитовые тигли. Главными причинами для этого являлись значительно меньшая степень формирования шлака и удобство очистки тигля. Позже, появились специальные кремний карбидные тигли Х , XO, которые также могут быть использованы для плавки латуни. При правильном и регулярном уходе за такими тиглями, преимуществом их использования является их более высокая теплопроводность. Для плавки меди на высоких температурах рекомендуется использовать тигли из карбида-кремния.
Для плавки чугуна возможно использовать тигли обоих видов. Учитывая высокие температуры и повышенный износ тиглей при работе с чугуном, срок службы тиглей будет ниже, чем при работе с цветными металлами. Таким образом, использование тиглей из карбида кремния или на глиняной связке для плавки железа является скорее исключением.
Несколько лет назад по экологическим причинам, а также с целью повышения качества продукции AUG. GUNDLACH было принято решение пересмотреть использование смол и дегтя в качестве связки для тиглей. Данные материалы были заменены на синтетические смолы. Они имеют более стабильные свойства, более высокие связующие качества и способствуют меньшему загрязнению окружающей среды.
Тигли из карбида-кремния с подобной связкой маркируются литерами “X” или “XO” и они соответственно подходят для использования в условиях высоких температур.
Все тигли MARS имеют защитное покрытие. Для плавки алюминия тигли могут быть покрыты специальным дополнительным покрытием. К сожалению, не существует какого-либо универсального покрытия, которое будет оптимальным, как для высоких, так и для низких температур. Для выбора правильного тигля необходимо знать, какой рабочий материал будет использоваться, а также тип печи.
Читайте также: