Плавка металлов и сплавов
Обновлено: 19.05.2024
Алюминий и его сплавы применяются практически во всех отраслях промышленности, а также при производстве предметов домашнего обихода.
При комнатной температуре алюминий покрывается тонкой пленкой окиси (А12 O 3 ), которая надежно предохраняет его от дальнейшего окисления. Скорость окисления алюминия с повышением температуры резко возрастает. Поэтому при плавке алюминия и его сплавов в плавильных печах поверхности расплавляемых кусков и зеркало ванны быстро покрываются слоем окиси.
Температура плавления окиси алюминия (2050° С) примерно в три раза выше температуры плавления металлического алюминия (660°С), а плотность окиси (3,9 г/см 3 ) примерно в 1,5 раза больше плотности жидкого алюминия (2,7 г/см 3 ).
Поэтому окись алюминия находится в ванне печи во взвешенном состоянии. Наличие окислов и карбидов резко ухудшает литейные свойства сплавов, а также снижает их антикоррозионные качества. Отливки, получаемые под давлением, часто имеют тонкие стенки, а окислы и карбиды закупоривают проходы и прекращают доступ жидкого сплава в узкие полости формы, вызывая литейный брак.
В настоящее время плавка алюминия проводится преимущественно в пламенных отражательных печах, работающих на углеродистом топливе, и в электрических печах. Естественно, качественные и экономические показатели при этом получаются не одинаковые.
При плавке алюминия в отражательных пламенных печах и в камерных электропечах сопротивления нагрев отдельных кусков садки начинается в зоне наиболее высоких температур, т. е. сверху. При этом поверхность садки быстро окисляется и поглощает значительное количество газов.
В тигельных индукционных электропечах для плавки алюминия при отсутствии «болота» (слоя жидкого металла, оставленного в тигле от предыдущей плавки) быстрому нагреву подвергается слой садки, расположенный возле внутренних боковых стенок тигля. Таким образом, в начальный период плавки, когда отдельные куски шихты еще не покрыты жидким металлом, они свободно соприкасаются с воздухом и подвергаются окислению, но в значительно меньшей степени, чем в пламенных отражательных или в камерных электропечах сопротивления.
Индукционные канальные электропечи со стальным сердечником при плавке алюминия и его сплавов имеют ряд ценных преимуществ, основные из которых перечислены ниже.
В канальной индукционной электропечи расплавление кусков алюминия происходит в зоне максимальных температур под слоем жидкого металла, поверхность которого закрыта пленкой окиси алюминия.
Зона максимальных температур в канальных электропечах находится в узком канале и в прилегающих к нему участках шихты.
Температура металла па поверхности шахты всегда имеет минимальное значение, в результате чего готовые отливки, получаемые из канальных электропечей, содержат меньшее количество окислов, чем отливки, полученные в печах других типов. Этим же преимуществом обладают тигельные индукционные электропечи, в которых по технологическим требованиям в тигле после каждой плавки оставляют часть жидкого металла 20—35% от емкости тигля печи.
Жидкий алюминий и его сплавы обладают способностью поглощать газы и особенно водород. В пламенных печах большое количество водорода находится в топочных газах. Кроме того, в плавильные печи всех типов он может быть занесен сырой шихтой.
Вода при высокой температуре и при наличии жидкого алюминия распадается на кислород и водород. кислород вступает во взаимодействие с алюминием по реакции
Выделившийся при этом водород поглощается сплавом, влияние энергоносителя и конструкции плавильной печи на степень насыщения алюминиевых сплавов водородом показано ниже:
Жидкий алюминий хорошо растворяет многие металлы и, в частности железо, образуя хрупкие соединения FeAl 2 и Fe 2 Al 7 , снижающие качество отливок.
Влияние времени выдержки жидкого алюминия в металлическом тигле на насыщение его железом показано ниже:
Плавка алюминия в канальных электропечах не лишена технологических недостатков. Образовавшаяся на поверхности жидкого металла пленка окиси, не смоченная жидким металлом, в результате сил поверхностного натяжения и сцепления пленки с футеровкой шахты, плотно закрывает зеркало ванны.
Однако если целостность пленки нарушить, то оголенные участки жидкого металла быстро окислятся, а изломанные куски пленки начнут оседать на дно ванны. При интенсивной циркуляции жидкого металла в печи куски окиси затягиваются в каналы и, оседая на его стенках, уменьшают его рабочее сечение. В практике это явление называется зарастанием канала.
Полностью избавиться от зарастания каналов в индукционных канальных печах практически невозможно, так как нарушение поверхностной пленки окиси может быть вызвано причинами, не зависящими от конструкции печи (отдельных ее узлов) и от технологических режимов.
Необходимо отметить, что очистка каналов связана с большими технологическими трудностями. Работа по очистке каналов чрезвычайно сложная и тяжелая, она влечет за собой вынужденные простои и уменьшение производительности печи, сокращение срока службы футеровки и загрязнение металла окислами.
Нормальная Работа канальной электропечи возможна только при условии, что в ней всегда будет оставаться некоторое количество (до 35% от полной емкости печи) жидкого металла.
В тех случаях, когда по технологическим требованиям необходимо изменить химический состав расплавляемого сплава, печь должна быть полностью освобождена от ранее выплавляемого сплава и залита жидким сплавом нужного химического состава. Это в значительной степени ограничивает производственные возможности электропечи и снижает ее экономические показатели.
Наиболее экономически эффективно эксплуатируются канальные электропечи при круглосуточной работе, выплавляя однородные сплавы, замена которых не требует полного освобождения электропечи от жидкого металла.
Тигельные электропечи для плавки алюминия этих недостатков практически не имеют, но они имеют худший к. п. д. и коэффициент мощности.
Магний принадлежит к группе легких металлов. В чистом виде он очень активен. Металлический магний в виде порошка или тонкой ленты быстро окисляется горит) па воздухе даже при комнатной температуре. : машиностроении магний используется в специальных сплавах.
Обычно магний и его сплавы выплавляются в тигельных или отражательных печах под слоем флюса, так ак обнаженный жидкий металл мгновенно воспламеняется.
Тигельные печи предпочтительнее, чем отражательные, потому что в них топочные газы не могут соприкасаться с флюсами, находящимися на поверхности жидкого магния. Для плавки магния и его сплавов в тигель ных печах рекомендуются стальные тигли, так как они не вступают в химические соединения ни с магнием ни с его флюсами. Графитовые тигли обогащают металл углеродом, а набивные из огнеупорных материалов вступают в химические соединения с флюсами.
Из сказанного следует, что тепловая энергия, необходимая для расплавления и особенно для перегрева жидкого металла, должна передаваться металлу с максимально возможной скоростью, и металл в тигле должен находиться в спокойном состоянии.
Полностью удовлетворяют этим условиям только тигельные индукционные печи промышленной частоты. Электрическая энергия в тигельных индукционных печах превращается в тепловую, главным образом в стальном тигле. Поэтому установки с тигельными индукционными печами имеют очень высокий к. п. д., до 85%, в то время как к. п. д. тигельных электропечей сопротивления колеблется в пределах 40—70%, а у тигельных мазутных печей он не превышает 10%.
Скорость нагрева садки в тигельных индукционных печах теоретически может быть очень большой, поэтому эти печи имеют большую производительность. Так, че-тырсхтонаня индукционная тигельная печь типа ИГТ-7 отечественного производства может при круглосуточной работе выдать до 60 т магниевого сплава.
В настоящее время для плавки магниевых сплавов изготавливают тигельные индукционные печи промышленной частоты емкостью до 16 г.
Плавка магния и его сплавов в тигельных печах сопротивления и в индукционных канальных электропечах в настоящее время почти не осуществляется, так как печи сопротивления имеют очень небольшую Скорость нагрева, а в канальных электропечах быстрее зарастают узкие каналы.
Цинк и его сплавы широко применяются как защитные покровы других легкоокисляющихся металлов и для изготовления архитектурных сооружений. Характерной особенностью цинка является его низкая температура кипения 916° С. Испарение цинка начинается при более низких температурах. Индукционные электропечи со стальным сердечником и с закрытыми каналами являются наилучшими печами для плавки цинка, так как только в канальных индукционных электропечах температура жидкого металла достигает своего максимального значения внутри печи (в узких каналах), где и происходит Испарение цинка. Но пары цинка, выходя из каналов, попадают в зону более низких температур, где происходит их конденсация. Этим и объясняется тот факт, что при плавке цинка и его сплавов в канальных индукционных электропечах выход металла составляет примерно 98,5%, тогда как в пламенных отражательных печах он не всегда достигает 94%.
Другой особенностью цинка является то, что его пары имеют значительное давление, благодаря чему они проникают в поры некоторых футеровочных материалов, где вступают в химическое взаимодействие с металлами, находящимися в футеровке, и разрушают ее. В настоящее время имеются массы для футеровок, лишенных названного выше недостатка. Примером такого состава является масса, содержащая 53% обожженной глины, 35% синей гончарной глины и 12% каолина.
Наиболее желательными компонентами в цинковых сплавах являются мышьяк, сурьма и железо. Первые два понижают антикоррозионную стойкость, а железо при высоких температурах образует с цинком хрупкое химическое соединение, которое, опускаясь на дно печи, попадает в каналы и засоряет их. Поэтому при плавке цинковых сплавов температуру жидкого металла повышать выше технологически установленной не рекомендуется.
В настоящее время отечественная промышленность серийно иготовляет канальные индукционные электропечи для переплава катодного цинка емкостью 25 и 40 т.
Медь представляет собой тягучий мягкий металл красного цвета, с высокими электро- и теплопроводностью. В технике медь получила широкое распространение как в чистом виде, так и в виде сплавов. На медной основе получают многие сплавы с ценными физическими свойствами, из которых основными являются латунь, бронза, томпак и др.
Основным потребителем как первичной, так и вторичной меди является электротехническая промышленность. Вся производимая отечественной промышленностью медь распределяется примерно так:
на изготовление токопроводящих деталей 50%; на производство сплавов на медной основе —40%; все прочие производства — 10%.
Для получения сплавов на медной основе наибольшее распространение получили индукционные канальные электропечи. В этих печах производятся сплавы, температура разливки которых не превышает 1300— 1400° С, так как физические свойства футеровки ограничивают возможность плавки сплавов, требующих более высоких температур. Для плавки специальных сплавов, имеющих температуру разлива выше 1400° С, используются тигельные индукционные электропечи промышленной и повышенной частоты, а также дуговые печи косвенного нагрева и барабанные электропечи сопротивления. Недостатком дуговых электропечей является несколько повышенный угар металла, вызываемый местным перегревом в зоне электрической дуги. Поэтому дуговые электропечи имеют ограниченное применение.
Для плавки меди и ее сплавов также применяются электропечи сопротивления барабанного типа. Эти электропечи могут быть использованы для плавки других сплавов цветных металлов с температурой плавления до 1500° С.
Никель отличается высокой антикоррозионной стойкостью и пластичностью при механической обработке. В технике он применяется как в чистом виде, так и в сплавах. Практически в настоящее время применяются никелевые сплавы высокого омического сопротивления. Кроме того, никель расходуется на антикоррозионные и художественные покрытия различных деталей.
Плавку никеля и его сплавов проводят в тигельных и канальных электропечах. При этом особое внимание следует обращать на качество футеровки, так как температура плавления никеля равна 1452° С, а разливка его осуществляется при 1550° С. Канальные электропечи, предназначенные для плавки никеля, должны иметь увеличенное сечение каналов, что объясняется большим удельным электрическим сопротивлением жидкого никеля. Жидкий никель очень интенсивно поглощает газы. Поэтому для получения качественных сплавов никеля с хромом с наименьшим количество углерода рекомендуется плавки проводить в вакуумных тигельных индукционных электропечах.
Однако до настоящего времени большинство сплавов на основе никеля типа Х15Н60, Х20Н80, ЭИ437, применяемых для нагревательных элементов электропечей сопротивления, выплавляется в обычных электродуговых печах с графитовыми электродами.
Титан — металл химически активный и тугоплавкий. Он плавится при 1667° С. С повышением температуры титана его химическая активность резко возрастает. Особенную активность он проявляет после перехода в жидкое состояние.
Жидкий титан хорошо взаимодействует с кислыми, основными и нейтральными огнеупорными материалами, применяемыми в настоящее время в металлургии. Поэтому титан и его сплавы в печах с обычной футеровкой практически получать невозможно. В открытых печах плавить титан нельзя, так как, находясь в жидком состоянии, он быстро окисляется и может полностью сгореть. Даже в вакууме при температуре, близкой к 2000° С, он хорошо взаимодействует с алюминием и углеродом, образуя карбиды титана, которые способствуют понижению пластичности и ухудшению обрабатываемости в холодном состоянии.
В настоящее время жидкий титан для получения фасонных отливок выплавляют только в вакуумных дуговых печах гарниссажного типа с расходуемым электродом.
При какой температуре плавится металл
При термическом воздействии на детали в процессе сварки важно учитывать температуру плавления металлов. От этого показателя зависят токовые параметры. Необходимо создать электрической дугу или пламя в газовой горелке такой тепловой мощности, чтобы разрушить молекулярные связи. Параметр, при котором сталь или цветной сплав плавится, учитывают при выборе конструкционных материалов для узлов, испытывающих силу трения или металлоконструкций, испытывающих термическое воздействие.

Процесс плавления
При термовоздействии на деталь изменение внутренней структуры происходит за счет накопления энергии молекулами. Скорость их движения возрастает. В критической точке нагрева начинается разрушение кристаллической структуры, межмолекулярные связи уже не могут удержать молекулы в узлах решетки. Взамен колебательным движениям в пределах узла происходит хаотическое движение, образуется ванна расплава в месте нагрева. Точку начала расплавления вещества в лабораторных условиях определяют до сотых долей градуса, причем этот показатель не зависит от внешнего давления на заготовку. В вакууме и под давлением металлические заготовки начинают плавиться при одной и той же температуре, это объясняется процессом накопления внутренней энергии, необходимой для разрушения межмолекулярных связей.
Классификация металлов по температуре плавления
В физике переход твердого тела в жидкое состояние характерен только для веществ кристаллической структуры. Температуру плавления металлов чаще обозначают диапазоном значений, для сплавов точно определить нагрев до пограничного фазового состояния сложно. Для чистых элементов каждый градус имеет значение, особенно, если это легкоплавкие элементы,
значения не имеет. Сводная таблица показателей t обычно делится на 3 группы. Помимо легкоплавких элементов, которые максимально нагревают до +600°С, указывают тугоплавкие, выдерживающие нагрев свыше +1600°С, и среднеплавкие. В этой группе сплавы, образующие ванну расплава при температуре от +600 до 1600°С.
Разница между температурой плавления и кипения
Точкой фазового перехода вещества из твердого кристаллического состояния в жидкое нередко называют температуру плавления металла. В расплаве молекулы не имеют определенного расположения, но притяжение удерживает их вместе, в жидком состоянии кристаллическое тело сохраняет объем, но теряет форму.
При кипении теряется объем, молекулы слабо взаимодействуют, хаотично движутся во всех направлениях, отрываются от поверхности. Температура кипения – это когда давление металлических паров достигает давления внешней среды.
Для наглядности разницу между критическими точками нагрева лучше представить в виде таблицы:
| Свойства | Температура плавки | Температура кипения |
|---|---|---|
| Физическое состояние | Сплав превращается в расплав, кристаллическая структура разрушается, исчезает зернистость | Переход в газообразное состояние, отдельные молекулы улетают за пределы расплава |
| Фазовый переход | Равновесие между жидкой и твердой фазами | Равновесие между давлением паров металла и внешним давлением воздуха |
| Влияние внешнего давления | Не меняется | Изменяется, падает при разряжении |
Таблицы температур плавления металлов и сплавов
Для удобства границы фазового перехода указаны по группам в порядке возрастания t фазового перехода из твердого в жидкое состояние. Из всех элементов выбраны часто встречающиеся.
Таблица плавления легкоплавких металлов и сплавов (расплавляются до +600°С).
Таблица плавления среднеплавких металлов и сплавов, диапазон фазового перехода от +600 до 1600°С.
Таблица плавления тугоплавких металлов и сплавов (свыше +1600°С).
Как расплавить железо в домашних условиях
Так как для расплавления железа в домашних условиях требуется источник тепла с высокой температурой, конструкцию самодельной печи выбирают исходя из этого условия. Она должна соответствовать требованиям экологической безопасности, не занимать много места в мастерской или гараже. Этим требованиям в полной мере отвечают установки, в которых даже тугоплавкий металл плавится электрическим током.

Делаем печь для плавки металла
Если есть свободное место для размещения, делают стационарную печь на солярке или угле из шамотного кирпича. Для подачи воздуха потребуется установка вентилятор. Компактная электропечь создает температуру до 3000⁰C за счет протекания тока между двумя электродами через слой углеграфитового порошка. В ней ведется плавка небольших порций любых металлов. Недостатком считается длительный период нагрева до температуры плавления и необходимость ручного переворачивания металла для равномерного прогрева.
Индукционная печь нагревает металл по всему объему за счет наведения в нем вихревых токов магнитным полем катушки (индуктора), подключенной к генератору. К достоинствам относят:
- равномерное и быстрое нагревание металла;
- высокий КПД, так как нагревается только объект плавки, а не детали установки;
- нет испарения легирующих добавок:
- перемешивание металла, когда идет плавка, происходит естественным путем;
- регулирование температуры нагрева;
- за счет высокой производительности возможна плавка небольших порций расплавленного металла через короткие отрезки времени;
- плавка проводится в соответствии с требованиями экологической безопасности.
Из недостатков следует отметить:
- более низкую температуру шлака по сравнению с металлом, так как в нем не наводятся вихревые токи;
- при плавке возможны затруднения при удалении серных и фосфорных примесей из некоторых видов металла.
В зависимости от места расположения нагреваемого объекта индукционные установки бывают:
- Канальными, когда емкости, где происходит плавка металла, сделаны в виде каналов, которые установлены вокруг катушки с внутренним сердечником. Применяются на промышленных предприятиях, когда нужна плавка больших объемов чугуна, стали, цветных металлов.
- Тигельными со съемной емкостью из жаропрочного материала ― тигля, который помещается внутрь катушки. Такая конструкция получается компактной и удобной для домашнего применения.
Готовую индукционную печь можно купить или при наличии навыков работы с электроникой сделать своими руками.
Самодельная тигельная установка обойдется на порядок дешевле.
Генератор собирают по транзисторной или ламповой схеме, либо подключают индуктор к сварочному инвертору. При изготовлении самодельной установки следует учитывать, что на продолжительность переплавки металла влияют:
- мощность и частота генератора;
- величина потерь вихревых токов;
- помехи от близкорасположенных металлических предметов.
Индукционная печь из сварочного инвертора
Такой вариант прост для самостоятельного изготовления и безопасен при эксплуатации, так как инверторы оснащены защитой от короткого замыкания, перегрузки, перегрева. Для сборки печи достаточно сделать индукционную катушку. Ее наматывают медной трубкой с тонкими стенками диаметром 8 — 10 мм на цилиндрическом шаблоне с шагом 5 — 8 мм. Число витков, от 7 до 12, выбирают в зависимости от параметров инвертора. Следует учитывать, что при низком сопротивлении индуктора плавка будет часто прерываться из-за срабатывания защиты от перегрузки.

Готовую катушку устанавливают на жаростойкую поверхность или помещают в корпус из графита либо текстолита. Если использовать токопроводящий материал, плавка будет выполняться дольше, так как часть энергии магнитного поля будет тратиться на проход вихревых токов через стенки корпуса. Для подключения сварочного инвертора устанавливают розетку, выдерживающую максимальный ток, потребляемый оборудованием.
Важно!
Корпус инвертора должен быть заземлен.
Индукционная печь на транзисторах
Несложную по схеме печь для плавки металла на транзисторах можно собрать из доступных деталей:
- двух полевых транзисторов IRFZ44V;
- пары диодов UF4007 (допускается замена на UF4001);
- двух резисторов номиналом 470 ОМ, 1 Вт;
- нескольких пленочных конденсаторов с рабочим напряжением 250 В, чтобы суммарная емкость была 4,7 мкФ;
- медного провода с эмалевой изоляцией диаметром 1,2 и 2 мм;
- двух ферритовых колец для дросселей (покупают в магазине радиотоваров или снимают со старых компьютерных блоков питания).
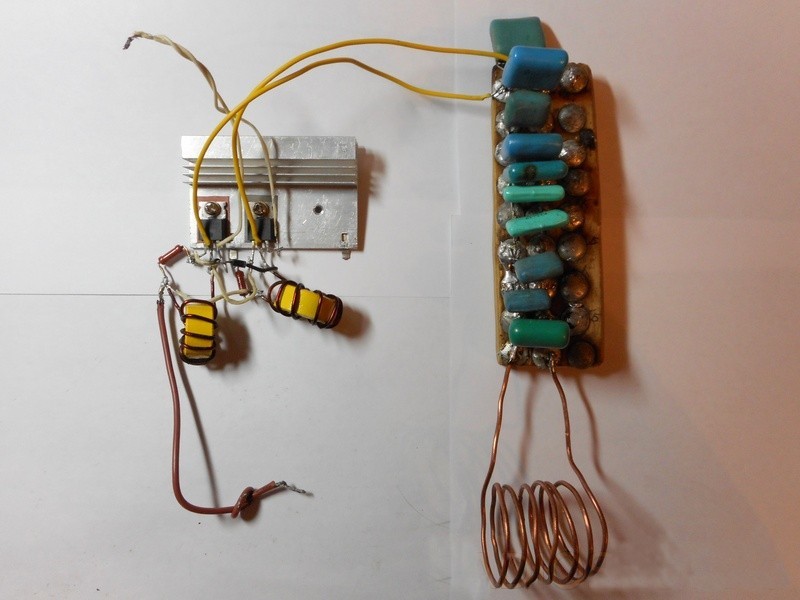
Сборку проводят в следующем порядке:
- Поскольку транзисторы, когда идет плавка, будут сильно греться, их устанавливают на радиаторах. Чем больше площадь охлаждения, тем лучше. При размещении на общем радиаторе транзисторы изолируют от поверхности пластиковыми прокладками с высокой теплопроводностью.
- Дроссели наматывают проводом 1,2 мм на ферритовых кольцах. 7 — 15 витков равномерно укладывают по окружности на одинаковом расстоянии друг от друга.
- Пленочные конденсаторы спаивают параллельно в батарею;
- Индукционную катушку наматывают проводом 2 мм на шаблоне диаметром немного больше чем у тигля. После 7 — 8 витков оставляют концы для подключения к генератору.
- Подготовленные детали устанавливают на плату и соединяют между собой как показано на схеме:
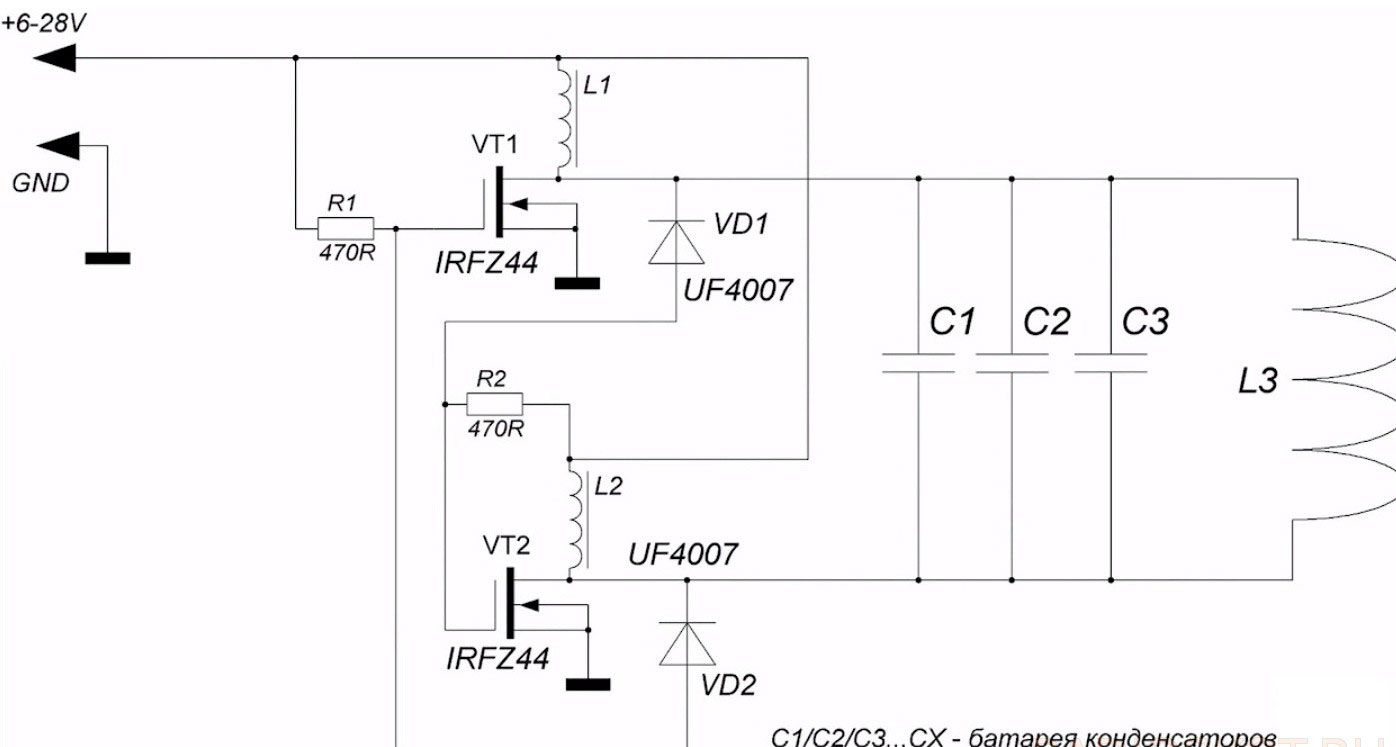
Напряжение подают с 12-тивольтового аккумулятора емкостью 7,2 А/час. При нагрузке 10 А в рабочем режиме заряда хватит на 30 — 40 минут плавки. Аккумулятор можно заменить источником питания, подключаемого к электросети, с выходным напряжением 10 — 20 В и током не меньше 10 А. При желании для установки делают корпус из термостойкого диэлектрического материала. Для регулирования мощности меняют количество витков катушки и/или ее диаметр. Но проще сделать несколько сменных индукторов с разными параметрами.
Индукционная печь на лампах
Когда требуется плавка большего объема металла, для увеличения мощности индукционной установки собирают ламповый генератор по схеме на рисунке.
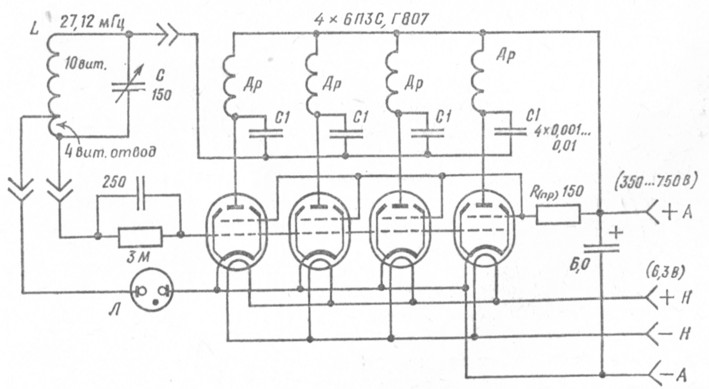
На индуктор L подается ток частотой 27,72 МГц. Выходную мощность генератора регулируют переменным конденсатором за счет изменения частоты. Для сборки печи нужно запастись:
- четырьмя электронными лампами (тетродами) 6L6 или заменить на 6П3, Г807;
- четырьмя дросселями Др с индуктивностью 100 — 1000 мкГн;
- четырьмя конденсаторами емкостью 0,001 мкФ;
- неоновой лампочкой для сигнализации о готовности печи к работе;
- переменным конденсатором емкостью 25 — 150 пФ;
- медной трубкой диаметром 10 мм.
- Из медной трубки делают спираль диаметром 80 — 150 мм из 15 витков с шагом 5 мм. Тигель, в котором будет собираться расплавленный металл, должен свободно входить внутрь индукционной катушки.
- Делают корпус для размещения установки из не электропроводного материала, способного выдерживать высокую температуру нагретого воздуха или из листового металла. Но тогда необходимо обеспечить надежную тепловую и электрическую изоляцию стенок от деталей.
- Из ламп, конденсаторов, дросселей собирают 4 каскада, соединенных параллельно.
- Неоновую лампочку и переменный конденсатор устанавливают на переднюю стенку корпуса и подключают к схеме.
Охлаждение
При работе на большом токе, например, при плавке стали в домашних условиях, активные элементы индукционной печи могут перегреться и выйти из строя. На заводских моделях для защиты от перегрева установлены охлаждающие системы с принудительной циркуляцией воды или антифриза. Можно, конечно, сделать такую систему и в домашних условиях, но придется потратиться больше, чем стоит печь.
Так как плавка на дому непродолжительна по времени для охлаждения самодельной установки достаточно обычного вентилятора. Но ставить его нужно на некотором удалении. Иначе КПД печи снизится, так как часть мощности будет тратиться на вихревые токи через обмотку электродвигателя и металлические детали вентилятора.
Чтобы повысить эффективность охлаждения деталей схемы, на стенках корпуса просверливают вентиляционные отверстия.
Как плавить металл в домашних условиях
Металл помещают в чашку или тигель и переносят в печь. Сначала происходит плавка крупных кусков, затем добавляют маленькие. Мелкими стружками и опилками заполняют сразу всю емкость. Для получения отливок без вредных примесей и уменьшения потерь нужно знать, в чем плавить металл разных видов. Драгметаллы кладут в стеклянные ампулы от лекарственных растворов и плавят вместе с ними. Стеклянная корочка, которая образуется на поверхности отливок, растрескивается и осыпается после охлаждения водой. Цветные металлы плавят в железных емкостях, а сталь, чугун, железо в графитовых тиглях.
Чтобы получить сплав, сначала расплавляют компонент с самой высокой температурой плавления (медь), затем добавляют нужное количество легкоплавкого (олово, алюминий). Для улучшения характеристик стали плавку выполняют с флюсом, содержащим легирующие добавки. Для удаления пустот и неоднородностей после плавки железа в домашних условиях отлитые заготовки необходимо проковать. Их неторопливо расклепывают ударами небольшого молотка. Обработку выполняют несколько раз, чередуя нагрев до красного каления с охлаждением холодной водой.
Запрещена плавка дома магния, кадмия, цинка и его сплавов (цинковой латуни, мельхиора). Плавка контактов реле, пускателей, радиоэлектронных деталей может окончиться тяжелым отравлением. Содержание кадмия в них доходит до 50%, процесс выгорания которого сопровождается образованием ядовитого газа желтого цвета.
Меры безопасности
Приступая к эксплуатации самодельной печи, следует учитывать угрозы, которые возникают при плавке:
- Брызги расплавленного металла и нагретые части установки часто становятся причиной сильного ожога.
- На случай возгорания рядом с рабочим местом должно стоять ведро с холодной водой.
- Ламповую схему необходимо помещать в корпус, чтобы исключить возможность случайного прикосновения к деталям, на которые подано высокое напряжение.
- Зона действия электромагнитного поля не ограничена размерами корпуса. Поэтому, прежде чем начнется плавка, нужно снять все украшения из металла и подальше убрать электронные приборы. При нахождении рядом с печью мобильный телефон, цифровая камера, MP3 плеер могут выйти из строя. Людям с вживленным кардиостимулятором не рекомендуется находиться рядом с индукционной установкой, когда ведется плавка.
В домашней печи выполняется не только плавка, но также нагрев деталей перед лужением, формовкой, закалкой. Несмотря на простоту рассмотренных схем, самодельные индукционные установки по основным характеристикам не уступают заводским моделям бытового назначения. При необходимости их несложно настроить для решения конкретной задачи путем изменения параметров индукционной катушки и выходного сигнала генератора.
Особенности плавки цветных металлов и сплавов
В большинстве случаев плавку цветных металлов ведут на воздухе. Металлические расплавы взаимодействуют с атмосферой и огнеупорными материалами, они по ходу плавки могут загрязняться различного рода примесями.
Газовой средой, с которой при плавке и разливке соприкасается металлический расплав, является не только обыкновенный воздух, но и продукты сгорания органического топлива, различные специально используемые газы (аргон, азот, гелий), т.е. в газовой среде над расплавом могут содержаться кислород, азот, пары воды, оксиды углерода (СО и СО2), сернистый газ SO 2 , метан СН4.
- первый тип - расплав не вступает во взаимодействие с газами и не растворяет в себе газ (полная инертность); так ведут себя все жидкие металлы в атмосфере инертных газов (аргон, гелий и др.). Практически полная инертность наблюдается между многими элементами и азотом (медь - азот, цинк - азот и др.), а также водородом (олово - водород, свинец - водород) и кислородом (золото -кислород);
- второй тип - образуется устойчивое соединение металл - газ; это происходит между кислородом и жидким алюминием, магнием, цинком, оловом. Расплав загрязняется частицами этих соединений;
- третий тип - в расплаве образуются растворы газа; подобный тип взаимодействия наблюдается во многих системах металл - водород (М§, Al , Cu , Ni , Fe ), металл - кислород ( Cu , Ni , Fe ).
Водород обычно составляет основную долю газов, обнаруживаемых в растворенном состоянии в металлах. Главный источник водорода - вода, которая реагирует с расплавом по реакции Ме + Н2О — МеО + 2[Н]Ме, т.е. металл восстанавливает водород, который в атомарном состоянии легко растворяется в расплаве (табл.1). Вода содержится в шихте, футеровке, шлаках.
Кислород активно взаимодействует с большинством металлов, образуя оксиды и растворы кислорода. Если кислород находится в растворенном виде, то необходимо раскисление, т.е. перевод кислорода в нерастворимую форму. Нерастворимые оксиды удаляются из расплава отстаиванием, фильтрованием и пр.
Легкоплавкие металлы , включая Mg и Al , не растворяют кислород (табл.1), их взаимодействие выражается только в образовании на поверхности расплавов пленки нерастворимых оксидов. Сплавы на основе легкоплавких металлов при любых легирующих элементах ведут себя с кислородом подобно чистым металлам.
Особенность поведения растворов кислорода в жидких металлах при плавке на воздухе состоит в том, что при охлаждении и кристаллизации расплава этот газ никогда не выделяется в свободном виде, а переходит либо целиком в твердый раствор (система Ti - O ), либо в твердые соединения - оксиды (системы Cu - O , Fe - O ).
Азот в легкоплавких металлах не растворяется (табл.1). Более тугоплавкие металлы, начиная с марганца, растворяют азот, причем в Mn , Ni и Fe при понижении температуры, особенно при кристаллизации, растворимость азота в металлах снижается, и это может вызвать появление газовой пористости азотного происхождения. В расплавах Ti , V и Cr , насыщенных азотом, наоборот, при снижении температуры азот полностью переходит в твердый раствор ( Ti - N ) или образует нитриды ( Cr - Ni ).
Азот, оставшийся в твердом металле, является причиной резкого снижения пластичности металла, особенно если образует хрупкие нитридные фазы.
Пары воды взаимодействуют почти со всеми металлами при тех температурах, когда они находятся в жидком состоянии. Легкоплавкие металлы не растворяют в себе ни кислород, ни водород. Следовательно, в жидком состоянии эти металлы будут окисляться парами воды и покрываться пленкой нерастворимых оксидов. Жидкий Mg и Al будут растворять выделяющийся водород. Поэтому плавка этих металлов в атмосфере, содержащей вредные пары, будет вызывать не только загрязнение расплава неметаллическими включениями оксидного характера, но и насыщать его водородом. Все остальные металлы (табл.7) способны растворять и кислород и водород. Поэтому при плавке в атмосфере, содержащей водяные пары, они будут загрязняться и водородом и кислородом.
Оксид углерода СО с легкоплавкими металлами (до алюминия) взаимодействует по реакции Ме + СО = МеО + С. Более активные металлы из данной группы ( Mg , Al ) будут окисляться в атмосфере СО при обычных температурах плавления. Поэтому атмосфера этого газа для данного металла является окислительной, вызывающей загрязнение расплава неметаллическими включениями.
Жидкие медь и серебро способны растворять кислород, но в контакте с СО расплавы устойчивы. Это объясняется тем, что реакция между металлом и СО практически не идет. Оксид углерода является надежной защитной средой при плавке этих металлов.
Все остальные жидкие металлы, указанные в табл. 1, растворяют и кислород и углерод. Поэтому они насыщаются при плавке растворенными углеродом и кислородом, и при кристаллизации в металле возникает пористость, образованная ионооксидом углерода.
Диоксид углерода (СО2) практически не взаимодействует с жидким металлом, обладающим малым сродством к кислороду ( Bi, Pb , Аg, С u ). Поэтому плавку этих элементов можно производить в среде СО2. Для всех остальных металлов чистый СО2 является окислительным газом.
Сернистый газ ( SO )2 c металлами, которые не растворяют кислород, но растворяют серу ( Sn , Рв, Al ), взаимодействуют по реакции
Следовательно, расплавы этих металлов будут загрязняться включениями оксидов и растворенной серой. Для металлов, способных растворять кислород и серу ( Ag , Cu , Mn , Ni , Fe ), реакция с SO 2 может быть записана в следующем образом:
При понижении температуры у всех металлов равновесие сдвигается вправо, в сторону разложения SO 2 . Исключение составляют медь и серебро, у которых снижение температуры смещает равновесие влево, в сторону образования SO 2.
Метан (СН4) может присутствовать в атмосфере газовых печей, работающих на мазуте и природном газе. Метан при температуре выше 1000 о С диссоциирует на элементы, что может вызвать насыщение расплава водородом и углеродом одновременно.
Жидкие металлы, находясь в плавильных печах и тиглях, соприкасаются с материалами, используемыми для футеровки ванн плавильных печей и разливочных ковшей, а также для изготовления плавильных тиглей. Эти материалы можно разделить на оксидные, оксидно-графитовые, чисто графитные, карборундовые, металлические.
Наиболее опасным является взаимодействие металлического расплава с оксидом футеровки по реакции Ме + RO ↔ Me + [ R ]. При таком взаимодействии не только разрушается футеровка, но и происходит загрязнение расплава восстановленным элементом R и оксидами Ме или растворенным кислородом.
Оксидно-графитовые материалы, представляющие собой смесь шамота с 30 - 40% графита, имеют огнеупорность 1300 - 1400 о С и используются для плавки металлов, не взаимодействующих с С и SiO 2 . Шамотно-графитовые тигли и спользуют для плавки алюминия, меди и их сплавов, а также сплавов на основе золота и серебра.
Графит на воздухе очень быстро сгорает, начиная с 600 - 700 о С, хотя сам по себе способен работать до 2500 о С. Графитовые огнеупоры пригодны для плавки легкоплавких металлов. Наиболее часто графит применяют для плавки меди и ее сплавов, однако, начиная с 600 о С, необходима защита от их окисления.
Карборундовые материалы (~ 80% SiC , остальное - тугоплавкие оксиды) очень огнеупорны (~ 2000 о С) и химически стойки. Карборундовая футеровка применяется для плавки алюминиевых и медных сплавов, которые практически не реагируют с SiC .
Металлические материалы используются для изготовления плавильных емкостей, предназначенных для выплавки сравнительно легкоплавких материалов. Этими материалами в основном являются чугун и сталь. Основной вид взаимодействия расплавов с подобными материалами - простое растворение железа, причем загрязнение железом некоторых металлов может быть достаточно велико, например: при 700 о С в алюминии может раствориться 2,5% Fe . Чтобы предотвратить насыщение расплавов железом, внутреннюю поверхность тиглей окрашивают специальным составом.
Таким образом, получаемые при плавке расплавы могут содержать различные примеси, которые вносятся исходными материалами (шихтой), появляются в ходе плавки в результате взаимодействия с атмосферой и огнеупорными материалами.
Примеси в металлических расплавах могут присутствовать в растворенном виде и в виде нерастворимых взвешенных частиц. К растворимым примесям относятся:
- металлы (Р b , Sn , Al в сплавах на основе железа, никеля и меди; Fe в сплавах на основе алюминия и магния);
Если при взаимодействии с воздухом на поверхности расплава образуются нерастворимые соединения и возникающая пленка этих соединений замедляет дальнейшее взаимодействие, то в этом случае плавку ведут при прямом контакте с атмосферой (например, плавление большинства алюминиевых сплавов). Если же образующаяся пленка непрочна и неспособна защитить расплав от дальнейшего взаимодействия, то принимают специальные меры, используя флюсы, шлаки или защитные атмосферы.
Защитные флюсы и шлаки - это сложные сплавы солей и оксидов, загружаемых на поверхность расплава. Флюсы вводят для образования жидких шлаков, очищающих металл от нежелательных примесей. В зависимости от назначения флюсы подразделяют на покровные (защитные), рафинирующие и универсальные. Флюсы и шлаки должны быть более легкоплавкими, чем защищаемый металлический расплав, менее плотными, чем жидкий металл и быть непроницаемыми для газов воздуха. Например, защитный шлак для плавки медных сплавов состоит из 73% SiО2 и 27% NaO и плавится при 795 о С (водный раствор этого соединения называют жидким стеклом). Недостаток - испарение.
В тех случаях, когда невозможно или нежелательно использовать шлак или флюс, например при приготовлении сложных сплавов с химически активными добавками, а также из-за опасности разъедания футеровки и загрязнения расплава используют защитные атмосферы, например аргон, или применяют плавку в вакууме (это наиболее надежный способ получения чистых металлов). Но, несмотря на защиту, металлические расплавы все же загрязняются различными примесями металлов и неметаллов, растворимыми и нерастворимыми в расплаве.
Растворимые примеси удаляют химическими способами, нерастворимые (неметаллические включения) примеси - механическими способами.
Рафинирование расплавов от растворенных примесей проводят во время приготовления сплава путем окисления, хлорирования, обработки флюсами или вакуумной дистилляцией.
Рафинирование окислением применяют в тех случаях, когда сплав способен растворять кислород. Этим методом можно очистить расплав от примесей, имеющих большее сродство к кислороду, чем основной компонент рафинируемого сплава.
Окислительное рафинирование проводят продувкой воздухом или введением в расплав окислителей. При контакте расплава с кислородом прежде всего происходит окисление основного металла, и расплав насыщается кислородом. После этого растворенные примеси, соединяясь с кислородом, образуют нерастворимые оксиды, которые переходят в шлак.
Хлорирование - это продувка расплавов газообразным хлором. Применяется для удаления примесей, обладающих большим сродством к хлору, чем основной металл и главные легирующие компоненты сплавов (например, удаление примесей Na и Mg из алюминиевых сплавов).
Рафинирование флюсованием применяют для удаления примесей, которые образуют летучие или легко шлакующиеся соединения с флюсом, не растворяющиеся в основном металле (например, очистка алюминиевых сплавов от магния криолитом).
Рафинирование вакуумной дистилляцией применяют для удаления примесей, имеющих большее давление пара, чем основной металл (например, удаление цинка из алюминия).
Нерастворимые примеси могут иметь самые разнообразные размеры - от долей микрометра до миллиметров. В основном это оксидные соединения, хотя могут быть нитриды, карбиды, карбонитриды. Их называют неметаллическими включениями. Они резко снижают пластичность металлов, особенно при ударных нагрузках и низких температурах, а также существенно понижают коррозионную стойкость сплавов.
Источниками этих включений являются частицы футеровки, шлака, флюса, шихты, продукты физико-химических процессов, протекающих в расплаве.
Неметаллические включения можно удалить отстаиванием, продувкой газами, вакуумированием, обработкой флюсами и шлаками, фильтрованием.
Отстаивание, как правило, процесс длительный. Крупные частицы (более 100 мкм) отделяются за несколько минут, средние (10 - 100 мкм) - за десятки минут, а мелкие (менее 5 мкм) практически невозможно отделить отстаиванием. Этот прием неспособен дать глубокую очистку, но из-за своей доступности применяется часто.
Сущность рафинирования путем продувки газами или обработкой летучими веществами заключается в том, что газовые пузыри, проходя через расплав, захватывают встречающиеся на своем пути инородные включения и выносят их на поверхность расплава. Продувка газами позволяет удалить как крупные, так и мелкие (до 1 мкм) частицы. Для продувки обычно применяют аргон или азот. Иногда к аргону добавляют хлор (например, при продувке алюминиевых сплавов). Хлор разрушает оксидную пленку на внутренней поверхности газового пузырька, в результате чего улучшается прилипание пузырьков к частицам. Вместо газов для рафинирования алюминиевых сплавов используются также летучие твердые соединения - хлориды алюминия и марганца, хлористый цинк, гексахлорэтан и др. При обработке расплавов хлоритсый алюминий AlCl 3 , хлористый аммоний NH 4 Cl возгоняются, так как имеют низкую температуру возгонки: первый 180 о С, второй 338 о С. Хлориды марганца и цинка вступают во взаимодействие с расплавом:
При вакуумном рафинировании используется флотирующее действие пузырьков газа, выделяющихся из раствора. Остаточное давление при вакуумировании составляет 500 - 1000 Па.
Рафинирование обработкой флюсами основано на переходе частиц нерастворенных примесей в шлак или флюса в результате растворения или смачивания. Флюсы содержат повышенное количество фтористых солей и оксида натрия в виде Na 2 CO 3 . При этом способе необходимо активное перемешивание расплава с флюсом или шлаком. После рафинирования проводят отстаивание для всплытия капель шлака или флюса.
Наиболее эффективным способом удаления из расплава частиц нерастворимых примесей является фильтрование.
Рафинирование расплавов от растворенных газов (дегазация) - это удаление из расплавов водорода, азота, оксида углерода. Удаление растворенного кислорода осуществляется раскислением. Дегазацию осуществляют вымораживанием, продувкой газами, вакуумированием, обработкой флюсами, различными физическими воздействиями на металл.
Дегазация вымораживанием основана на уменьшении растворимости газов с понижением температуры. В печи расплав медленно охлаждают (вплоть до частичной кристаллизации), при этом растворенные газы выделяются в атмосферу через открытую поверхность расплава. После этого металл снова нагревают с максимальной скоростью. Этот способ весьма длительный, но достаточно эффективный.
Дегазация расплавов продувкой нерастворимыми газами основана на том, что в пузырьке такого газа парциальное давление растворенного в расплаве газа равно нулю и растворенный газ переходит из расплава в пузырек. В этом случае необходима большая поверхность пузырьков, т.е. желателен наименьший их размер (не более 0,1 - 0,5 мм).
Для продувки используют аргон (все сплавы), азот (медные и алюминиевые сплавы), азот с хлором (алюминиевые сплавы). Иногда используют летучие соединения - хлористый марганец (для медных и алюминиевых сплавов), хлористый цинк и гексахлорэтан (для алюминиевых сплавов).
Наиболее надежно позволяет дегазировать металлические расплавы вакуумирование. Понижение давления над расплавом приводит к выделению газов не только через поверхность расплава, но и во всем объеме в виде пузырьков. Центрами выделения растворенного газа являются мельчайшие пары и трещины на поверхности частиц примесей, всегда присутствующих в расплавах. Поэтому вместе с газовыми пузырьками на поверхность расплава всплывают и частицы примесей.
При обработке расплавов шлаками и флюсами также происходит дегазация. Однако механизм такого воздействия до конца не изучен.
Установлено, что некоторые физические воздействия на расплав (например, ультразвуковые колебания или обработка постоянным током) приводит к дегазации. Точная природа этих процессов пока не выяснена.
Раскисление (удаление растворенного кислорода) производят лишь при плавке тех металлов и сплавов, которые способны, находясь в жидком состоянии растворять кислород. Из цветных металлов обязательному раскислению подвергают никель и сплавы никеля с медью, железом, хромом, марганцем при обычной плавке на воздухе. Чистую медь и сплавы меди с серебром и никелем также необходимо раскислять. Сплавы меди с такими активными по отношению к кислороду металлами, как Zn , Al , Cr , Zr , почти не способны растворять кислород и для них раскисление не имеет смысла.
Сплавы на основе алюминия, магния, цинка, олова, свинца никогда не раскисляют. Кислород присутствует в расплавах этих металлов и их сплавов в связанном состоянии в виде нерастворимых неметаллических включений.
Модифицирование - это изменение структуры твердого металла за счет введения специальных добавок или в результате определенных условий плавки и обработки расплава. При модифицировании, как правило, происходит измельчение структуры. Это приводит к улучшению технологической пластичности и повышению механических свойств.
Модифицировать можно путем перегрева расплава и быстрого его охлаждения. Такое модифицирование весьма эффективно для многих алюминиевых и медных сплавов. Наложение на кристаллизующийся расплав механических или ультразвуковых колебаний также приводит к измельчению структуры. Разработана так называемая суспензионная заливка - это вид модифицирования путем растворения в струе расплава твердого сплава того же состава.
Наиболее распространенный способ модифицирования - это введение добавок - модификаторов. Эти добавки или являются дополнительными центрами кристаллизации (например, AlP , Al 3 Ti , AsSc и др.), или затрудняют рост кристаллов (например, Na в алюминиевых сплавах).
Модифицирование с помощью добавок выполняют в конце плавки, так как модифицирующее действие добавок ограничено во времени. Количество добавок не превышает 0,1% от массы расплава.
Источник:
Л.П. Кочеткова «Металлургические процессы в машиностроительном производстве» Киров 2004
Плавка и литье жаропрочных сплавов и сталей в вакууме
Согласно исследованиям жаропрочных сплавов на никельхромовой основе, легированных алюминием и титаном, проведенным Э. В. Поляк и автором, макро- и микроструктура этих сплавов значительно отличается от структуры аналогичных сплавов, выплавленных в атмосфере воздуха.
В первую очередь обращает на себя внимание различие в макроструктуре. Величина макрозерна сплава, выплавленного и отлитого в вакууме, заметно больше зерна сплава, выплавленного и отлитого в атмосфере воздуха (при равных условиях заливки). Разница в атмосфере зерен увеличивается с увеличением степени вакуума. Чем меньше остаточное давление, при котором выплавлялся сплав, тем крупнее получается зерно в отливке.
На фиг. 11, а, б, в показано, как изменяется макроструктура сплава в зависимости от степени разрежения. В вакууме 10 -3 мм рт. ст. зерно курпнее, чем у сплава, отлитого при атмосферном давлении, а в вакууме 10 -6 мм рт. ст. размер его еще больше возрастает. Изменение величины зерна в зависимости от глубины вакуума обусловлено скоростью охлаждения сплава в процессе кристаллизации. Чем выше вакуум, тем меньше теплоотдача; сплав охлаждается медленно, и в процессе кристаллизации зерно получается крупнее.
Рост зерна с повышением степени вакуума вызван также удалением из сплава различных примесей. О более высокой чистоте сплава, выплавленного в вакууме, свидетельствует дендритная структура и структура границ зерен. У сплава, выплавленного и отлитого в вакууме, дендриты имеют более тонкое строение, чем дендриты сплава, выплавленного в атмосфере воздуха (фиг. 12).
По границам зерен сплава, выплавленного и отлитого в вакууме, располагаются более тонкие выделения, чем у сплава, выплавленного и отлитого в атмосфере воздуха (фиг. 13 и 13а). У сплава, выплавленного в вакууме, мелкие карбиды располагаются по границам зерен в виде прерывистых цепочек; у сплава же, выплавленного в атмосфере воздуха, на границах зерен часто встречаются крупные карбиды и карбонитриды и другие грубые выделения.
Различие в состоянии границ зерен и дендритного строения является наиболее важной структурной особенностью для сплавов, выплавленных в вакуумных печах, так как время до разрушения и пластические свойства жаропрочных сплавов при воздействии высоких температур и растягивающих напряжении в значительной мере определяются состоянием границ зерен, ибо разрушение при длительной работе происходит во времени по границам зерен. Следовательно, состояние границ зерен является одним из основных факторов, определяющих жаропрочные и пластические свойства сплава.
Сопоставление строения и дисперсности упрочняющей ннтерметаллидной α'-фазы в сплаве, выплавленном в вакууме и на воздухе, не дает существенного различия (фиг. 14). Дисперсность и форма α'-фазы при данном легировании зависит, как известно, не от условий плавки, а от скорости охлаждения после закалки. Поскольку режим термической обработки был одинаков для сплавов, выплавленных в вакууме и в атмосфере воздуха, то и в строении α-фазы разницы не наблюдается.
Исследование с помощью электронного микроскопа структурных изменений, происходящих при испытании на длительную прочность, позволяет косвенно оцепить сравнительную скорость диффузионных процессов в сплавах, выплавленных в атмосфере воздуха и в вакууме.
В структуре сплава, выплавленного в вакууме, во времени происходит ориентированный рост α'-фазы и вытягивание ее в длинные параллельные пластины.
Сопоставление структурных изменений сплава, выплавленного в вакууме, со структурными изменениями сплава, выплавленного в атмосфере воздуха, показывает, что коагуляция и вытягивание α'-фазы у сплава, выплавленного в атмосфере воздуха, происходит за более короткое время; причем эти структурные изменения протекают неравномерно: в зоне разрыва под влиянием максимальных растягивающих напряжений α'-фаза вытягивается сильно, тогда как вблизи головки образца α'-фаза имеет форму правильных кубиков. После испытания на длительную прочность границы зерен сплава, выплавленного в атмосфере воздуха, имеют значительно более грубее строение, чем у сплава, выплавленного в вакууме (фиг. 15). Устранение при плавке в вакуумных печах растворенных в сплаве газов, воздуха и восстановление окисных плен создает более- благоприятные условия для лучшего смачивания растущих в жидком металле кристаллов и для получения более плотного металла, что по-видимому, способствует снижению скорости диффузионных процессов в сплаве.
3. СТРУКТУРА И ПЛОТНОСТЬ ОТЛИВОК В ЗАВИСИМОСТИ ОТ УСЛОВИЙ ПЛАВКИ И РАЗЛИВКИ В ВАКУУМЕ
Плавка жаропрочных сплавов и отливка деталей в вакууме может производиться при различных условиях: в вакууме, в среде нейтрального газа и в вакууме с последующей кристаллизацией отливки в атмосфере окружающего воздуха.
По первому способу весь процесс плавки, разливки и кристаллизации осуществляют в вакууме; во втором случае расплавление металла происходит в вакууме, а разливка в среде нейтрального газа. Третий вариант состоит из плавки и разливки в вакууме с последующим быстрым заполнением вакуум-камеры плавильной печи атмосферным воздухом. В последнем случае еще не успевший затвердеть жидкий металл кристаллизуется в форме под давлением окружающего воздуха. Условия плавки и литья в вакууме выбираются в зависимости от требований, предъявляемых к деталям.
Плавки по первому варианту проводятся как с отключением насосов перед сливом металла, так и с работающими насосами во время слива и кристаллизации металла. В первом случае плавки проводятся по системе: металл расплавляют в вакууме и дают выдержку при определенной величине вакуума. По окончании выдержки насосы отключают и сливают металл в форму; при этом после отключения насосов вакуум падает за счет выделения газов
По второму варианту после расплавления металла и выдержки его в вакууме насосы отключают и заполняют вакуум-камеру аргоном или гелием до определенного давления. Слив металла и кристаллизация осуществляются уже в нейтральной атмосфере.
В третьем варианте после расплавления металла и выдержки его под вакуумом при работающих насосах заливают металл в форму. После этого быстро перекрывают насосы и в вакуум-камеру напускают воздух до давления одной атмосферы. В этом случае заливка металла осуществляется в вакууме, а кристаллизация его происходит в смеси воздуха с газами, выделяемыми формой, металлом и тиглем. Совершенно очевидно, что качество детали будет зависеть от разобранных вариантов проведения плавки и заливки в вакуумной печи.
Исследования, проведенные Э. В. Поляк и автором, свидетельствуют о том, что структура сплава также изменяется в зависимости от условий плавки, заливки и кристаллизации.
На фиг. 16 сопоставлена дендритная структура сплава, выплавленного на воздухе и в вакууме с различными способами разливки. Наиболее тонкая дендритная структура образуется при плавке и разливке в вакууме, а наиболее грубая — при плавке и разливке на воздухе. Промежуточное положение занимает разливка в среде нейтрального газа и разливка в вакууме с кристаллизацией в атмосфере воздуха. На фиг. 17 сопоставлена микроструктура сплава, выплавленного в вакууме при различных условиях заливки и в атмосфере воздуха. В сплаве, выплавленном и разлитом в вакууме, по границам зерен видны мелкие карбидные выделения, расположенные прерывистой цепочкой. Примерно такой же формы карбидные выделения наблюдаются на границах зерен сплава при плавке в вакууме и заливке в среде нейтрального газа. При плавке и разливке в вакууме, но с кристаллизацией на воздухе выделения по границам зерен утолщаются. Наконец, наиболее грубые выделения наблюдаются па границах зерен у сплава, выплавленного и отлитого в атмосфере воздуха. По границам зерен располагаются крупные карбидные и карбонитридные соединения.
Одной из трудных задач при литье в вакууме является вопрос получения плотной отливки. Как бы тщательно при плавке в вакууме не производилось удаление газов из металла, практически невозможно их удалить полностью. Поэтому в случае заливки формы в вакууме оставшиеся газы продолжают выделяться и образуют газовую пористость при кристаллизации отливки. Кроме того, отсутствие атмосферного давления затрудняет питание отливки, что ведет к образованию усадочной рыхлости. Таким образом, при плавке металла и заливке детали непосредственно в вакууме трудно добиться плотной отливки. Более выгодные условия для кристаллизации отливки создаются в случае расплавления металла в вакууме, а заливки в среде нейтрального газа давлением 1ат, В этом случае отливка получается наиболее плотной.
Читайте также: