Плавление и кристаллизация металла шва
Обновлено: 21.09.2024
Существует три состояния вещества, отличающиеся между собой силами взаимодействия атомов и молекул: твердое, жидкое и газообразное. Переход вещества из одного состояния в другое сопровождается большими затратами энергии, прикладываемой извне. Для твердого и жидкого состояния характерны небольшие расстояния между молекулами, между которыми действуют силы взаимного притяжения. По мере перехода вещества в жидкое, а затем в газообразное состояние эти расстояния увеличиваются, а силы их взаимодействия снижаются. Этот процесс наглядно представлен во время сварки, когда металл плавится, частично переходит в газообразное состояние, а затем возникают обратные процессы, именуемые кристаллизацией.
Процесс плавления металла в зоне сварочного шва приводит к возникновению сложных физико-химических процессов и к образованию характерного соединения, отличающегося по своей структуре от основного металла.
Под физическими понимают процессы, которые не меняют строения элементарных частиц и не приводят к изменению химических свойств основного металла. К таким процессам относятся:
- прохождение электрического тока и тепловые колебания кристаллической решетки;
- переход основного и электродного вещества из твердого состояния в жидкое (плавление), перемешивание их между собой, кристаллизация металла в зоне сварочной ванны;
- напряжения и деформации, возникающие в кристаллической решетке сварочного шва и прилегающей к нему зоны основного металла.
Химические процессы меняют свойства основного металла, в результате чего получаются новые соединения, имеющие отличные свойства. К основным химическим процессам относятся:
- химические реакции, возникающие в газовой и жидкой фазах и на их границах;
- образование оксидов, шлаков и других соединений, отличающихся своими химическими свойствами от основного металла.
Влияние физико-химических процессов, происходящих в сварочном шве на прочность соединения настолько велико, что следует рассмотреть этот вопрос более подробно.
Плавление металла
Плавление основного и присадочного материалов в процессе сварки происходит под действием концентрированной энергии, вызванной сварочной дугой, пламенем горелки или одним из других способов, о которых мы расскажем ниже. Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения. Но чаще сварочная ванна получается смешиванием основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т.д. Сливаясь и перемешиваясь между собой, основной и присадочный металл образуют общую сварочную ванну, границами которой служат оплавленные участки основного металла. Расплавленный в зоне подачи концентрированной энергии металл кристаллизуется, образуя сварочный шов.
Сварочный электрод плавится за счет тепла, сконцентрированного на его конце в приэлектродной области дуги. Количество тепла, выделяемого в этой области, напрямую зависит от силы тока и электрического сопротивления промежутка, образовавшегося между электродом и основным металлом. И чем больше вылет электрода, тем больше его сопротивление, и тем больше выделяется тепла. Нагреваясь до температуры 2300 — 2500°С, конец электрода плавится, а образовавшиеся при этом капли металла переносятся через дуговое пространство и попадают в сварочную ванну. Этому процессу способствуют электростатические и электродинамические силы, поверхностное натяжение, тяжесть металлической капли, давление газового потока, реактивное давление паров металла и т.д. Все эти силы, взаимодействуя между собой, формируют характер капельного переноса, который может быть крупнокапельным, мелкокапельным и струйным (рис.1).
Рис. 1. Расплав и перенос электродного материала: А — метод короткого замыкания; Б — капельный метод; В — cтруйный метод
Крупнокапельный перенос металла характерен для ручной дуговой сварки, мелкокапельный — для сварки под флюсом или в среде углекислого газа, а струйный - для сварки в среде аргона.
Силы поверхностного натяжения формируют каплю на конце электрода и направлены внутрь нее. В отрыве и переносе капли участвуют электродинамические силы и давление газовых потоков. И чем больше сила тока, тем больше эти силы и тем меньшими по размеру будут капли расплавленного металла. При этом происходит электрический взрыв перемычки, образованной между отделяющимся каплей и торцом электрода. Этот взрыв сопровождается выбросом части металла за пределы сварочной ванны (так называемым разбрызгиванием, когда сварочный процесс сопровождается фонтаном искр).
Основной металл плавится под воздействием сконцентрированного в активном пятне тепла, возникающего под воздействием дуги или газопламенной обработки. Электромагнитные силы, вызывающие осевое давление плазменного потока на сварочную ванну, будут пропорциональны квадрату тока, создающего электрическую дугу. Поэтому, меняя силу тока электрической дуги, меняют размеры сварочной ванны в зависимости от толщины свариваемых деталей. Зависимость размеров сварочной ванны от величины напряжения можно выразить уравнениями:
где В — ширина сварочной ванны, L — длина сварочной ванны, Н — глубина сварочной ванны, vсв — скорость сварки, S — толщина свариваемого металла, К — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и т.д.
Процесс формирования сварочной ванны, происходящий под действием силы тяжести расплавленного металла «Рм», давления сварочной дуги «Р » и сил поверхностного натяжения «Рн», представлен на рис.2.
Рис.2 Силы действующие в сварочной ванне и формирование шва: А — нижнее положение; Б — вертикальное; В — горизонтальное; Г — потолочное; Vcb — направление сварки; 1 — порез; 2 — наплыв
Формирование вертикального шва может происходить по двум направлениям - снизу вверх и сверху вниз. Когда шов формируют снизу вверх, то есть сварка выполняется на подъем, жидкий металл удерживается в ванне только силами поверхностного натяжения, а при сварке сверху вниз к этим силам добавляется давление дуги. Горизонтальный шов на вертикальной плоскости имеет свои особенности. В данном случае при неправильно выбранных режимах сварки жидкий металл может концентрироваться на нижней плоскости шва, нарушая симметрию, что в конечном итоге снижает прочность сварки.
При потолочной сварке силы, действующие на жидкую фазу металла, должны не только удерживать ее от стекания вниз, но и перемещать электродный металл в направлении, противоположном силам тяжести. Во всех указанных случаях следует ограничить размеры сварочной ванны и тепловую мощность дуги.
Кристаллизация металла
Затвердевание расплавленного металла, происходящее в хвостовой части ванны, называется кристаллизацией. Под действием сварочной дуги основной и дополнительный металлы, расплавленные в головной части ванны, перемещаются в ее хвостовую часть, где при снижении температуры подвергаются кристаллизации. Динамика этого процесса такова: сварочная дуга, направленная в головную часть ванны, повышает в этой области температуру, в результате чего происходит плавление основного и электродного металлов.
Механическое давление, оказываемое дугой на жидкую фазу основного и дополнительного металлов, вызывает их перемешивание и перемещение в хвостовую часть ванны. Таким образом, давление, вызванное дугой, приводит к вытеснению металла из основания ванны и открывает доступ к следующим слоям, где поддерживается необходимая для плавления температура. По мере удаления металла от зоны плавления отвод тепла начинает преобладать над его притоком, и температура жидкой фазы снижается.
Расплавленные фазы основного и электродного металла перемешиваются между собой и, затвердевая, образуют общие кристаллы, что обеспечивает монолитность сварочного соединения.
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
Формирование и кристаллизация металла шва, строение зоны термического влияния
Дуга в процессе сварки оказывает давление на сварочную ванну. Это приводит к тому, что жидкий металл из-под основания дуги вытесняется, дуга несколько погружается. При ручной сварке толстопокрытыми электродами глубина погружения дуги составляет 3—4 мм, при сварке под флюсами - 8—10 мм. По мере продвижения дуги в хвостовой части зоны плавления металла происходит интенсивный отвод тепла в массу холодного металла. Кристаллиты растут в направлении, перпендикулярном к поверхности теплоотвода. Кристаллизация металла шва, т. е. переход из жидкого состояния в твердое, протекает с остановками. После охлаждения первого слоя происходит некоторая задержка кристаллизации из-за ухудшения теплоотвода и выделения скрытой теплоты кристаллизации первого слоя. После некоторой задержки вследствие непрекращающегося теплоотвода в глубь основного металла начинает кристаллизоваться второй слой и т. д. Таким образом, периодически происходит кристаллизация по всему продольному и поперечному сечению металла шва. Толщина кристаллизационных слоев может колебаться от десятых долей миллиметра до нескольких миллиметров. Закристаллизовавшийся металл однопроходного шва имеет столбчатое строение, это обусловлено тем, что в направлении отвода теплоты (перпендикулярно границе плавления) кристаллиты растут быстрее, чем в других направлениях. Наибольшая толщина кристаллизационных слоев наблюдается в металле шва при электрошлаковой сварке. Ось каждого кристаллита обычно не прямая, она несколько изогнута в направлении вершины шва (рис. 17).
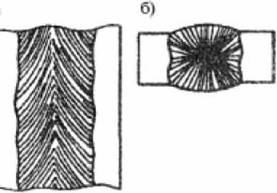
Рис. 17. Направление столбчатых кристаллитов в швах,
выполненных электрошлаковой сваркой: а - разрез вдоль шва; б - разрез поперек шва
При сварке под флюсом уменьшается скорость охлаждения шва, это создает благоприятные условия для удаления газов из металла шва и всплывания шлаковых включений, но размер кристаллитов резко увеличивается, что ухудшает прочностные свойства металла шва. Чтобы избежать ухудшения свойств, необходимо измельчить структуру шва. Для этого в жидкий металл вводятся добавки (модификаторы) - алюминий, титан или ванадий. В процессе кристаллизации металла шва возникает неравномерное распределение составляющих сплава. Это в металловедении называют ликвацией. Ликвация - это прежде всего неоднородность по химическому составу. Ликвация зональная характеризуется различием химического состава периферийной зоны и центральной части металла шва. Дендритная (внутрикристаллическая) ликвация характеризуется неоднородностью химического состава отдельных кристаллов. Центральная часть дендритов состоит, как правило, из чистого твердого раствора, а граница между дендритами наиболее загрязнена вредными примесями, поэтому разрушение металла шва чаще всего происходит по границам зерен. Чтобы избежать вредного влияния ликвации (особенно при сварке легированных сталей) необходимо производить термическую обработку для выравнивания химического состава металла. На свойства сварного соединения наряду с химическим составом металла шва значительное влияние оказывает и структура металла шва, а также структура зоны термического влияния околошовной зоны. В процессе сварки нагревается основной металл и в нем происходят структурные изменения под воздействием высоких температур. Область нагрева называют зоной термического влияния. В дальнейшем применяется сокращенное название ЗТВ. Температура, до которой нагреваются отдельные участки ЗТВ, изменяется от температуры плавления до окружающей температуры. Рассмотрим структуры ЗТВ для сталей, наиболее распространенных при сварке конструкций (до 0,20 % углерода) (рис. 18).
°) Наплавленный металл б)
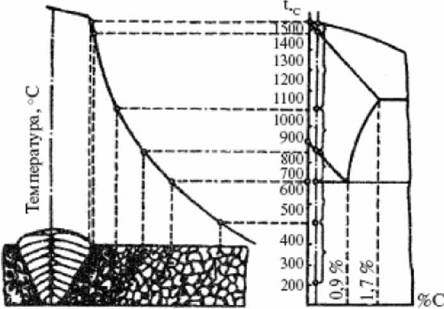
Рис. 18. Схема изменения структур околошовной зоны
однопроходного шва: а - температурные границы участков околошовной зоны; б - часть диаграммы состояния сплавов Fe-C
В зависимости от температуры нагрева, структурных и физико-механических изменений в ЗТВ различают следующие участки: 1) неполного расплавления; 2) перегрева; 3) нормализации; 4)
неполной перекристаллизации; 5) рекристаллизации; 6) синеломкости. Участок неполного расплавления является переходным от наплавленного металла к основному, его часто называют переходной зоной. В процессе сварки этот участок находится в твердожидком состоянии, и поэтому переходная зона отличается по химическому составу как от основного, так и от наплавленного металла. Свойства этого участка оказывают в большинстве случаев решающее влияние на работоспособность сварной
конструкции. Участок перегрева определяется температурными границами: от температуры участка неполного расплавления до
температуры около 1100 °С. В некоторых случаях при ручной сварке в зоне перегрева сталей с повышенным содержанием углерода образуется крупнозернистая структура, которая заметно снижает пластичность металла и увеличивает его хрупкость. Ударная вязкость снижается на 25 % и более. Участок нормализации охватывает металл, нагреваемый в процессе сварки от температуры несколько выше линии критических превращений до температуры ниже 1000 °С. На этом участке происходит образование мелкозернистой вторичной структуры. Механические свойства металла на участке нормализации обычно выше свойств основного металла в его исходном состоянии. Участок неполной перекристаллизации для низкоуглеродистой стали определяется температурным диапазоном от 725 до 850 °С. Металл на этом участке подвергается только частичной перекристаллизации. Наряду с зернами, образовавшимися в результате перекристаллизации, присутствуют зерна исходного металла. Участок рекристаллизации наблюдается при сварке стали, подвергшейся пластической деформации (прокат). На этом участке в интервале температур 450—700 °С наблюдается некоторое измельчение зерен, что не изменяет механических свойств ЗТВ металла. Участок синеломкости охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла. При сварке низкоуглеродистых сталей на участке наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки.
Особенности кристаллизации и формирования первичной структуры металла шва
В результате воздействия сварочного источника теплоты свариваемый металл расплавляется. Металл, ограничиваемый изотермической поверхностью Т = 7’пл, образует сварочную ванну.
Сварочная ванна перемещается по свариваемому изделию вместе с источником теплоты. После затвердевания расплавленного металла сварочной ванны образуется шов. Поперечное сечение переплавленного металла условно делят на площадь наплавки Fв и площадь проплавления основного металла F0 (рис. 12.13). Очертания зоны проплавления основного металла характеризуется коэффициентом формы проплавления - фпр == = b/h или относительной глубиной проплавления h/b, а также коэффициентом полноты проплавления (ХпР= Fc/(bh). Очертание зоны наплавки характеризуется коэффициентом формы валика фв=: Ь/с и полноты валика р.„ = F„/(bc). Глубина и форма проплавления зависят от сосредоточенности источника теплоты, определяемой способом сварки и силой сварочного тока. Так, заглубление сварочных ванн имеет место при электронно-лучевой и лазерной сварке, а также при дуговой сварке легких металлов с использованием тока большой плотности. На рис. 12.14 показаны формы поперечных сечений швов при различных способах сварки.
На кристаллизацию расплавленного металла сварочной ванны оказывают влияние следующие условия:
1. Наличие в ванне центров кристаллизации в виде зерен основного металла на границе сплавления (гетерогенный характер кристаллизации).
2. Одновременный с кристаллизацией ввод теплоты в сварочную ванну движущимся сварочным источником энергии, скорость движения которого определяет скорость перемещения фронта кристаллизации.
Рис. 12 13. Схема поперечного Рис 12.14. Поперечные сечения швов сечения шва при дуговой сварке на больших токах
(а), малых токах (б) и при электрои - но-лучевой сварке (в)
3. Малый объем и непродолжительное существование расплавленной ванны, большие средние скорости роста кристаллов.
4. Значительный градиент температур в ванне, большой перегрев металла в центре шва.
5. Интенсивное перемешивание металла ванны.
6. Воздействие иа кристаллизующийся металл термодеформационного цикла сварки.
В процессе кристаллизации металла шва формируется его первичная структура, определяемая формой, размерами, взаимным расположением кристаллитов, характером дендритных образований и фазовых выделений.
Форма и размеры кристаллитов шва представляют собой как бы макроэлементы первичной структуры и их часто называют макроструктурой.
Анализ процесса кристаллизации сварного шва, его макроструктуры позволяет установить направление роста, форму и характер смыкания кристаллитов в шве. Оценка параметров концентрационного переохлаждения, распределений температурных градиентов и скорости кристаллизации в различных зонах шва необходимы для определения типа образующейся первичной структуры.
СХЕМА КРИСТАЛЛИЗАЦИИ ШВА
В процессе кристаллизации форма межфазной поверхности фронта кристаллизации может быть плоской (линейный процесс кристаллизации при стыковой сварке стержней), цилиндрической (плоский процесс при сварке пластин встык с полным проплавлением) и пространственной (объемный процесс при наплавке или сварке массивного изделия).
Пространственный фронт кристаллизации широкого класса сварочных ванн, встречающихся в практике, можно описать уравнением эллипсоида с полуосями I, р и А:
Xі/I2 + у2/р2 + г2/А2 = 1. (12.20)
Значения I, р и А соответствуют длине, полуширине и глубине фронта кристаллизации.
Направление роста кристаллитов нормально к фронту кристаллизации. Поэтому при линейном процессе кристаллизации оси кристаллитов направлены по прямой, перпендикулярной плоскому фронту кристаллизации. Такая макроструктура называется линейной.
При плоском процессе кристаллизации оси кристаллитов лежат в плоскости, перпендикулярной цилиндрической поверхности фронта кристаллизации. Макроструктура этого типа называется плоской.
При объемном процессе кристаллизации оси кристаллитов представляют собой пространственные кривые. Такая макроструктура называется объемной. При больших скоростях сварки
объемная макроструктура приближается к плоской, а плоская к линейной.
Рнс. 12 15 Схема сварочной ванны (/ — ось кристаллита)
В микроскопическом масштабе процесс кристаллизации всегда объемный, так как направления роста отдельных граней кристалла в каждый момент времени различно ориентированы в пространстве.
Рассмотрим плоский процесс кристаллизации. При сварке в пределах сварочной ванны (рис. 12.15) одновременно осуществляются два процесса: плавление (NON — фронт плавления) и кристаллизация (NMN— фронт кристаллизации). Сварочная ванна и связанная с ней изотерма кристаллизации перемещаются вдоль оси шва со скоростью сварки.
Под схемой кристаллизации понимают форму осей кристаллитов и значение угла 2а между касательными к осям (см. рисунок). Ось кристаллита /—воображаемая линия, определяющая форму и направление границ кристаллитов. Форма, ориентировка и размеры кристаллитов могут изменяться в широких пределах в зависимости от технологии сварки и оказывать существенное влияние на деформационную способность металла шва.
Направление роста кристаллита совпадает с направлением максимального теплоотвода, т. е. с нормалью к изотерме кристаллизации. Следовательно, ось кристаллита, определяющая форму и направление его границ, представляет собой ортогональную траекторию семейства изотерм плавления (см. рисунок).
С точностью, достаточной для инженерных расчетов, кривую NMN можно описать уравнением эллипса:
Уравнение семейства эллипсов, сдвинутых вдоль оси Ох, можно представить в виде
где с — параметр семейства (расстояние между соседними эллипсами вдоль оси Ох).
Дифференциальное уравнение ортогональной траектории семейства эллипсов (12.22) можно записать в виде
dy _ dF/dy _ (ОМ)2 у, ] п 9
dx dF/dx (ON)1 X + с ' '
Дифференциальное уравнение оси кристаллита как ортогональной траектории семейства изотерТи получается исключением 448
параметра с из системы уравнении:
(ж + с)2 /(ОМ)2 + у2/(ON)2 - 1 = (Ь dy/dx — [(ОМ)2 /(ON)2)y/(х + с). і
В результате получим уравнение оси кристаллита в виде
х==іш[ V (0N)2 - У2-ON In ON + (12.25)
Зададим координату у в долях полуоси ON, т. е. у = kyON. Уравнение (12.25) примет вид
тр = /r^-in-L+J^L Уравнение оси кристаллита примет вид
Выразив из уравнения (12.22) значение х + с и подставив его в уравнение (12.23), получим выражение для определения тангенса угла а, образованного касательной к оси кристаллита с осью Ох
Введем обозначение s: fe"
а = arctg [(ОМ / ON)q], (12 29)
Значения коэффициентов яр и g для различных ky приведены в табл. 12.1.
Таблица 121 Значения коэффициентов фи;
Рис. 12 16 Изменение угла а по ширине шва
Рис. 12 17. Зависимость параметра ka от скорости сварки
Для суммарной оценки схемы кристаллизации используется критерий ka, который позволяет судить о преимущесвенном направлении осей кристаллитов при данном режиме сварки:
где dky — бесконечно малый элемент ширины шва.
Таким образом, схема кристаллизации оценивается совокупностью углов, под которыми участки кристаллитов наклонены к оси Ох. На рис. 12.16 показаны распределения угла а по ширине шва от его оси (ky = 0) до линии плавления (ky — 1) при различных скоростях сварки и q/v = const. Зависимость параметра ka от скорости сварки показана на рис. 12.17. С ростом погонной энергии сварки значение ka увеличивается.
Используя выражение (12.28), можно получить уравнение для определения скорости кристаллизации, т. е. скорости роста кристаллов на различных участках их длины при сварке. Под скоростью кристаллизации здесь понимается скорость затвердевания, т. е. скорость перемещения межфазной поверхности в макромасштабе.
Вектор скорости кристаллизации направлен по нормали к изотерме кристаллизации. Скорость кристаллизации vx?— AB/At, где АВ—длина закристаллизовавшегося участка (рис. 12.18); At — время кристаллизации.
Рассмотрим фигуру ABC. Так как размеры бесконечно малы,
Рис. 12.18. Схема расчета скорости кристаллизации
можно считать ее прямоугольным треугольником и принять АС = Ах. Тогда АВ = AC cos а = Ах cos а и окр = —(Ах/At) cos а; так как v — Ax/At — скорость сварки, то
окр = v cos а. (12.31)
Выразив cos а через tg а и используя (12.28), найдем
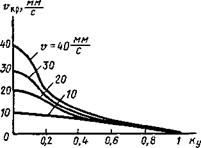
Рис. 12.19. Изменение скорости кри - Рис. 12 20 Расчетная (сплошная)
сталлизации по ширине шиа при и экспериментальная (штриховая
q/v = const линия) изотермы плавления
На рис. 12.19 показаны распределения скорости кристаллизации по ширине шва при различных скоростях сварки.
С увеличением скорости сварки изотермы вытягиваются, скорость кристаллизации и угол а возрастают. На оси шва vKp—v, у линии сплавления укр=0.
Для использования формул (12.27), (12.29), (12.32) необходимо знать размеры отрезков ОМ и ON (рис. 12.20). Их можно определить, если известны очертания изотермы плавления, так как точки М и N — характерные точки этой изотермы.
Рассмотрим температурное поле мощного быстродвижущегося точечного источника на поверхности полубесконечного тела (6.42). Температурное поле будем рассматривать в Системе координат х'у', так как источник теплоты находится в точке О', при ЭТОМ 2 = 0.
Запишем выражение (6.42), введя обозначение t — — x'/v: Т=- ~2^p - е~ vyl/>4ax’]- (12.33)
На изотерме плавления Т = Тпл.
Определим значение ОМ. ОМ = 'М — 0'\ 0'М = х' при у = 0, откуда
С учетом Т = 7'пл запишем выражение (12.33) в виде
Прологарифмировав левую и правую части выражения (12.35), найдем
ОО' — х'о при у - у шах, т. е. при ду/дх' = 0.
Продифференцируем выражение (12.36) по х' и, приравняв нулю результат, найдем значение х'0:
*'о = 00'= -5(12.37) Отсюда с учетом направления оси Ох'
Значение ON найдем, подставив значение х'о по формуле (12.37) в формулу (12.36). ON = утах при х' — х'о
Уравнение (12.27) оси кристаллита с учетом выражений (12.38) и (12.39) примет вид
х — 2,328 (а/о)ф. (12.40)
Расчетная ванна по форме и размерам несколько отличается от реальной, форму и размеры которой определяли экспериментально (см. рис. 12.20). С учетом экспериментально установленных корректировочных коэффициентов т0 и По получим
х =2,328 (то/til) (а/о)ф. (12.41)
Для стали СтЗ тй = 1,67-Q~zq/v «о = 1,2-10_3^/и + 0,2, где q/v в кДж/м.
Аналогичные преобразования можно выполнить для расчетной схемы мощного быстродвижущегося линейного источника в пластине, описываемой формулой (6.45). В этом случае уравнение оси кристаллита имеет вид
х =1,164 (то/пі) (а/о)ф. (12.42)
Практический интерес для анализа процесса кристаллизации металла шва представляет расчетное определение поля градиентов температуры.
Градиент температуры в направлении нормали п—п к фронту кристаллизации будет равен
Для сварочных ванн, изотерма плавления которых описывается температурной зависимостью (6.42) для случая мощного быстродвижущегося источника на поверхности полубесконечного тела,
дТ _ Ту дп 2 ах
Для случая мощного быстродвижущегося линейного источника в пластине
дп 2xf ^
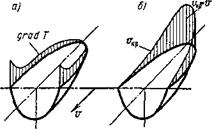
Рис. 12.2,1. Распределение градиента температур (а) и скорости кристаллизации (б) вдоль фронта кристаллизации
ЫлПГТМ Л2 , y2v2no
В формулах (12.44) и (12.45) T — температура точки, в которой рассчитывается градиент температур. Распределение градиента температур и скорости кристаллизации вдоль фронта кристаллизации показано на рис.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПЕРВИЧНУЮ СТРУКТУРУ
Изложенные в п. 12.2 общие положения теории кристаллизации и основные закономерности формирования первичной структуры справедливы и для процессов формирования первичной структуры сварного шва.
При затвердевании расплавленного металла сварочной ванны преобладает гетерогенный процесс кристаллизации и только в центральной части ванны в очень редких случаях возможна гомогенная кристаллизация.
Под влиянием конкретных тепловых и кинетических условий кристаллизации металла шва, химического состава сплава, градиента температур, скоростей сварки и кристаллизации в различных зонах шва возможно образование разной первичной структуры — столбчатой, полиэдрической. Столбчатая и полиэдрическая структура, в свою очередь, могут быть ячеистыми, ячеисто-дендритными, дендритными. Все эти структуры в шве можно не только получить, но и управлять их развитием, изменяя условия роста, как это следует из теории концентрационного переохлаждения. Такие параметры роста кристалла, как скорость кристаллизации икр и градиент температур в жидкой фазе grad Тф, оказывающий наиболее существенное влияние на образующуюся структуру, можно рационально подбирать и изменять при сварке. Температурный градиент в жидкости может быть повышен увеличением тепловой мощности дуги путем повышения напряжения или силы тока или может быть понижен путем предварительного подогрева. Скорость кристаллизации можно регулировать изменением скорости сварки.
На тип структуры шва большое влияние оказывает концентрационное переохлаждение. Это влияние можно оценить, рассматривая длину зоны переохлаждения Ь, максимальное переохлаждение AT max и расстояние m от фронта кристаллизации
до зоны максимального переохлаждения (см. рис. 12.10), а также учитывая концентрацию примесей С0 и градиент температур grad Гф
При малом Ь, т — 0 и Со -> 0, т. е. при кристаллизации почти чистых металлов в отсутствие концентрационного переохлаждения происходит плоская кристаллизация. Криволинейные очертания межфазной границы в сварочной ванне сглаживаются, так как выступающие зоны попадают в область более высоких температур и скорость их кристаллизации уменьшается. Структура получается столбчатой. Такой тип структуры существует вблизи зоны сплавления, так как здесь концентрационное переохлаждение равно нулю.
При небольшом концентрационном переохлаждении (малых С0, т, b) и большом grad Тф получается ячеистая структура.
В случае значительного концентрационного переохлаждения (большие значения Со, т, Ь) для роста выступов фронта кристаллизации в ванне создаются благоприятные условия.
У кристаллов появляются ветви второго порядка, свойственные дендритному строению. Последние порции расплава могут оказаться настолько концентрационно переохлажденными, что в них зарождаются новые кристаллы, которые, препятствуя росту столбчатых кристаллов, образуют в центре шва зону с равноосной структурой.
Полиэдрическая структура образуется при большой протяженности Ь, очень больших значениях m и малом grad Тф. В этих условиях перед фронтом кристаллизации в зоне максимального переохлаждения возможно самостоятельное зарождение центров кристаллизации, образование кристаллов, их развитие и встречный рост в направлении растущих кристаллитов движущегося фронта кристаллизации.
* Обобщенная зависимость типа структуры от содержания примеси С и значения критерия концентрационного переохлаждения Ф представлена на рис. 12.22.
Из рисунка видно, что при кристаллизации металлов с малым содержанием примесей в случае больших значений Ф в шве образуется ячеистая структура. При сварке сплавов в зоне сплавления структура также ячеистая, а в центре шва возможно образование дендритной структуры. Ячеисто-дендритная структура образуется при значительном содержании примесей и существенном удалении зоны максимального концентрационного переохлаждения Рис. 12.22. Зависимость типа струн - от фронта кристаллизации, туры от содержания примеси и pja тип первичной структуры
критерия концентрационного пере - r J
охлаждения оказывают влияние способ И ре-
жим сварки, так как в зависимости от химического состава стали, способа и режима ее сварки рассмотренные выше особенности кристаллизации, эффекты концентрационного переохлаждения могут быть разными.
Так, тип первичной микроструктуры в центральных зонах швов сварных соединений стали зависит от состава и скорости сварки. При изменении скорости сварки от 1,4 до 14 мм/с низколегированных сталей с 0,1. 0,25% С первичная структура изменяется от неустойчивой ячеистой до ячеисто-дендритной, а при сварке среднелегированных сталей с 0,3% С и более — от ячеисто-дендритной до развитой равноосной дендритной.
Первичную структуру сварного шва можно регулировать, используя различные металлургические и технологические приемы.
Подавление столбчатой структуры с целью получения равноосных кристаллов в швах осуществляется:
а) введением элементов — модификаторов 1-го рода (Ті, V, Nb, Zr и др.);
б) введением модификаторов 2-го рода — поверхностно-активных примесей;
в) введением элементов, образующих избыточные фазы в твердых растворах (a-фаза, первичные карбиды и др.);
г) воздействием на сварочную ванну ультразвуковых колебаний, механических вибраций или электромагнитным перемешиванием металла ванны;
д) термической и термомеханической обработкой, прокаткой сварных швов для получения равноосной структуры.
Презентация "Кристаллизация металла шва"

Сварочная ванна условно делится на две части: переднюю (главную) и хвостовую. В передней части плавится металл, а в хвостовой — происходит кристаллизация (формирование шва).
По линии АБВ ванны протекает процесс плавления основного металла, а по линии ВГА — кристаллизации металла шва.
1-основной металл; 2- шлак;
3-жидкий металл шва;
4-затвердевший металл шва
Кристаллизация металла шва

Сущность кристаллизации состоит в следующем:
в жидком металле атомы непрерывно движутся, по мере понижения температуры движение замедляется, атомы сближаются и группируются в кристаллы, которые называют центрами кристаллизации. Далее к этим центрам присоединяются вновь образующиеся кристаллы. Одновременно появляются новые центры. Таким образом, кристаллизация состоит из двух стадий: образования центров кристаллизации и роста кристаллов вокруг этих центров.
Кристаллизация металла шва

Кристаллизация металла шва


Схема кристаллизации расплава в зависимости от формы сварочной ванны:
а - узкая сварочная ванна с глубоким проплавлением;
б - широкая сварочная ванна
Кристаллизация металла шва

Первичной кристаллизацией называется переход металла из жидкого состояние в твердое, во время которого создаются кристаллиты (зерна).
Существует первичная и вторичная кристаллизация.
Во время понижения температуры проходит изменение кристаллической решетки, которое сопровождается изменением строения металла.
Это явление называется вторичной кристаллизацией, или перекристаллизацией.
Вторичная кристаллизация начинается с распада первичной структуры и заканчивается при низких температурах с образованием стойких структур.
Кристаллизация металла шва

Кристаллическое строение металла или сплава называют структурой. Строение металлов, видимое невооруженным глазом или в лупу, называют макроструктурой, строение же металлов, которое можно увидеть только с помощью микроскопа, называют микроструктурой.
Различают зернистую, столбчатую и дендритную структуры в зависимости от формы и расположения зерен металла.
При большом объеме сварочной ванны и низкой скорости охлаждения увеличивается размер зерен и снижаются механические свойства шва. Чтобы измельчить структуры в жидкий металл вводят модификаторы (титан, алюминий, ванадий и др.).
Кристаллизация металла шва


СТРОЕНИЕ СВАРНОГО ШВА
1 - основного металла;
2 - наплавленного металла сварного шва;
3 - зоны сплавления;
4 - зоны термического влияния.

СТРОЕНИЕ СВАРНОГО ШВА

Зоны термического влияния
Участок неполного расплавления является переходным от зоны наплавленного металла шва к основному металлу, представляет собой область основного металла, нагретого несколько выше температуры плавления, и находится в твердожидком состоянии

Участок перегрева является областью сильно нагретого (1100-1500 °С) основного металла с крупнозернистым строением и пониженными механическими свойствами

Участок нормализации является областью основного металла, нагретого в пределах от 930 до 1100 °С.
Основной металл находится при таких температурах сравнительно недолго и в процессе перекристаллизации при охлаждении приобретает мелкозернистую структуру с высокими механическими свойствами, как правило, выше свойств основного металла в его исходном состоянии.

Зоны термического влияния
Участок неполной кристаллизации является областью основного металла нагретого до 720—850 °С.
Эта область характеризуется неполной перекристаллизацией, при которой вокруг крупных зерен феррита, не прошедших перекристаллизацию, находятся более мелкие зерна феррита и перлита, образовавшиеся в процессе перекристаллизации.

Зоны термического влияния
Участок рекристаллизации является областью основного металла, нагретого в пределах от 450 до 720 °С.
Этот участок наблюдается при сварке сталей, подвергавшихся пластической деформации (например, прокату), и характерен восстановлением формы и размеров разрушенных при деформации зерен металла.

Зоны термического влияния
Участок синеломкости располагается за участком рекристаллизации и лежит в интервале температур от 200 до 450°С.
На этом участке наблюдаются синие цвета побежалости, откуда и название.
Основной металл в этой зоне не имеет видимых структурных изменений, однако характеризуется снижением пластических свойств.

Образование трещин и газовых пор в металле шва
в зависимости от температур, при которых они образуются, трещины разделяют на две группы:
горячие (высокотемпературные);
холодные (низкотемпературные).

Образование трещин в металле шва
Горячие трещины представляют собой хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в процессе кристаллизации в твердожидком состоянии, а также при высоких температурах в твердом состоянии.
Образованию горячих трещин способствует содержание в металле шва примесей - серы, фосфора.

Образование газовых пор
в металле шва
Поры в сварных швах возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры представляют собой полости в швах, заполненные газом, имеющие сферическую, вытянутую или более сложные формы. Поры могут располагаться по оси шва, его сечению или вблизи границы сплавления.
Поры при сварке в основном возникают за счет газов водорода, азота и оксида углерода, образующихся в результате химических реакций с выделением газовых продуктов, выделения газов в связи с разной растворимостью их в жидком и твердом металле, захватом газа из окружающей среды при кристаллизации сварочной ванны.

Показатели качества сварки деталей

Вопросы:
Что такое кристаллизация металла шва?
На какие части делится сварочная ванна?
Какие кристаллы называют зернами?
Что называют макроструктурой? Что называют микроструктурой?
Какие виды кристаллизации бывают?
Что называют первичной кристаллизацией?
Какие структуры в зависимости от формы и расположения зерен металла Вы знаете?
Что называют вторичной кристаллизацией?
Рабочие листы и материалы для учителей и воспитателей
Более 3 000 дидактических материалов для школьного и домашнего обучения
Читайте также: