Плазменная резка металла таблица
Обновлено: 21.09.2024
Что предпочтительнее — плазменная или лазерная резка, зависит от марки и толщины разрезаемых металлов, от требований к точности реза и от финансовых возможностей заказчика. Эти факторы являются решающими, когда необходимо купить оборудование для резки металла.
В чем суть лазерной и плазменной резки
Обе технологии — извечные конкуренты (но никак не антагонисты!). Хотя, при определенных условиях, одна вполне заменит другую. Однако существуют случаи, при которых предпочтения отдаются лазеру или плазме.
При упрощенном рассмотрении лазерная резка осуществляется за счет сфокусированного лазерного луча, который, собственно, является режущим элементом. Во время непрерывной работы он раскаляет металл, в зоне своего присутствия, до температуры плавления. А расплавленный (по сути, жидкий металл), удаляется, подаваемой под высоким давлением, струей газа.
При сублимационной лазерной резке, под воздействием лазерного импульса, в зоне резания листовой металл испаряется.
В плазменной резке теплота, расплавляющая материал, возникает за счет генерации плазменной дуги. Удаление расплава также происходит за счет воздействия плазменной струи на жидкий металл.
За счет сжатия обычной дуги и одновременного вдувания плазмообразующего газа в плазмотроне происходит возникновение плазменной дуги.
Зависимость вида резки от толщины и марки раскраиваемого листа
Главным отличием лазерной резки металла от плазменной является точность перпендикулярности образуемых, в процессе раскроя, кромок и толщины прорезей. Так, сфокусированный лазерный луч делает линию реза более тонкой. А значит, меньшая зона листа нагревается в процессе резания. Это, в свою очередь, объясняет практически отсутствующую контурную деформацию получаемых заготовок.
Лазерная резка имеет приличную производительность при высочайшей точности получаемых деталей. Она обеспечивает идеальное вырезание небольших, но сложных по конфигурации фигур и высокую точность углов.
Однако данная технология наиболее эффективна при разрезании листов, толщина которых меньше или равна 6 мм. В этом случае на заготовках полностью отсутствует окалина, а кромки деталей идеально гладкие и прямолинейные.
При резке более толстых листов кромки скашиваются до 0,5 градусов. Поэтому диаметры отверстий, полученных лазерной резкой в нижней части, всегда имеют несколько больший размер, чем в верхней. Правда, качество реза и форма всегда остаются безупречными.
Лазерные станки редко применяются для раскроя листов толщиной 20-40 мм. А для более толстых — вообще не используются.
В отличии от лазерного, плазменное оборудование дает более качественный рез при обработке листов:
- из алюминия и его сплавов (толщиной до 120 мм);
- из меди (толщиной до 80 мм);
- из углеродистых и легированных сталей (толщиной до 150 мм);
- их чугуна (толщиной до 90 мм).
При этом для раскроя тонколистовых металлов (до 0,5 мм) плазменная дуга используется очень редко — из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок.
Кроме того, в процессе работы на таком оборудовании образуется конусность реза, варьирующая в пределах 3-10 градусов. Поэтому при вырезании отверстий в толстых металлах нижний диаметр меньше входного. Так, круг, вырезанный из 20 миллиметровой стали будет иметь разницу диаметров в 1 мм.
Плазменная резка имеет ограничения по диаметру вырезаемых отверстий. Идеальными получаются отверстия, диаметр которых в 1,5-2 раза больше, толщины разрезаемого листа. При этом образуется небольшая, легко удаляемая, окалина.
Ниже представлена сравнительная таблица функциональности лазерных и плазменных станков:
Отличие плазменной резки от лазерной по стоимости
Решая, что лучше — плазменная или лазерная резка металла, нужно понимать, что цена портальной плазменной установки в 5-6 раз ниже аналогичной лазерной. Однако при сравнении обоих видов оборудования следует учитывать не только стартовую стоимость, но и дальнейшие эксплуатационные расходы.
Сюда относят затраты на электроэнергию, вспомогательные газы и цену расходных материалов. Выбирая, что заказать — плазменную или лазерную резку металла, учтите, что в смету эксплуатационных расходов лазерной резки входят:
Стоимость газов:
- воздух или чистый кислород — для резки углеродистых сталей;
- азот — для получения заготовок из алюминия (его сплавов) и коррозионностойких сталей (например, нержавейки).
Энергозатраты:
- расходы на энергопотребление самой установки;
- электроэнергия для лазера и охладителя.
Расходные материалы:
- оптика (внутренняя и внешняя);
- сопла;
- фильтры.
В зависимости от интенсивности использования лазерного оборудования,
расходные материалы меняют раз в несколько недель или лет.
Но ответ на вопрос: «Чем отличается плазменная резка от лазерной резки?» был бы не полным без знаний об эксплуатационных расходах на установку плазменной обработки. Поэтому продолжим детально изучать затраты на альтернативное оборудование.
При плазменной резке используют кислород или воздух. Электроэнергия расходуется исключительно на питание самого станка и создание плазмы. Что до расходных материалов, то их не больше, чем в лазерном оборудовании. Так, в этот пункт входят:
- сопло;
- электрод;
- защитный экран.
Для уменьшения затрат в плазморезе можно использовать слаботочные сопла и электроды,
однако это снизит производительность станка, но не уменьшит качество реза.
Такой показатель, как количество отверстий, приходящихся на одну заготовку, снижают часовую стоимость работы плазмы. В этом батле победу одержит лазер, поскольку сопла и электроды, используемые в плазменных агрегатах, рассчитаны на заданное количество прошивок и стартов.
Чем больше отверстий нужно сделать, тем выше эксплуатационные расходы на плазменный станок.
Резюмируя вышеизложенное, можно прийти к следующему выводу: сказать заочно, что выгоднее приобрести — плазменную или лазерную резку, невозможно. Но если требуется раскрой металла до 6 мм, а особенно с большим количеством отверстий, тогда в фаворе будет лазер. При резании материалов от 6 мм, покупайте плазменные аппараты с ЧПУ.
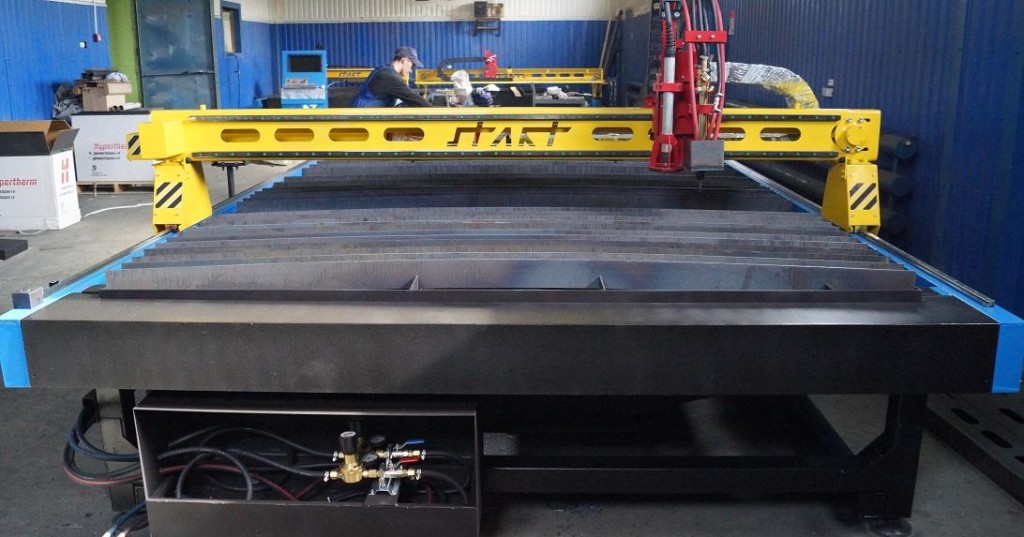
| Серия S-WT | Серия M30 | Серия L50 | Серия L100-COMBI |
 |  |  | 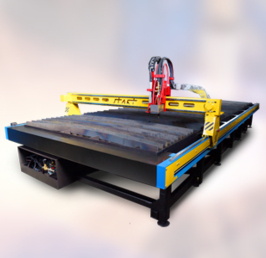 |
| Цена: от 230 000 руб. | Цена: от 470 000 руб. | Цена: от 700 000 руб. | Цена: от 860 000 руб. |
Если вы решили приобрести недорогие станки плазменной резки, обращайтесь в нашу компанию. Менеджеры детально изучат производственные требования и подскажут наиболее рациональную марку станка, необходимого для вашего предприятия. Звоните, нам есть что предложить по качеству, цене и функциональности.
Плазменная резка — как работает плазморез по металлу
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания; ;
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
![Конструкция и схема подключения плазмотрона]()
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
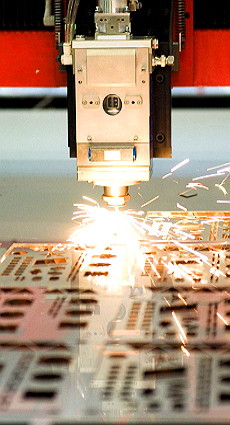
Принцип работы
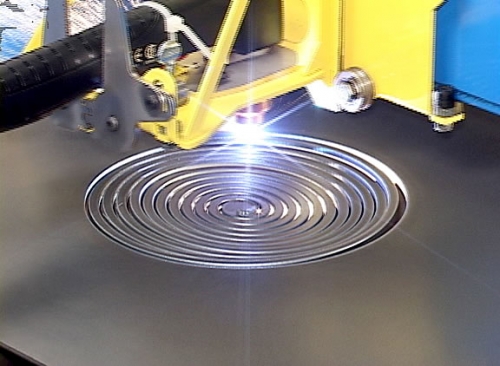
![Результат работы плазмотрона]()
Результат работы плазмотрона
Принцип действия плазмотрона заключается в следующем. Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Технология плазменной резки металла вкратце может быть описана следующим образом. Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги (между наконечником форсунки и неплавящимся электродом. От искры загорается поток газа, здесь же он ионизируется, превращаясь в управляемую плазму (с крайне высокой, 800 и даже 1500 м/с скоростью выхода).
В выходном отверстии, от сужения, происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20 0000с. Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Плазменно-дуговой способ используется с замыканием обрабатываемой поверхности в проводящий контур. Другой вид резки (плазменной струей) — работает при наличии стороннего (косвенного) образования высокотемпературного компонента в рабочей схеме плазмотрона. Нарезаемый металл не включен в проводящий контур
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток. При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует. Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резке подвергаются токопроводящие материалы. При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы. Последняя образуется за счет поступления газа, его нагрева и ионизации. Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование. Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл. Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу. Кроме того, она охлаждает компоненты плазмотрона и поглощает вредные выделения.
Основанная на указанных принципах плазменная резка обеспечивает не только высокопроизводительное производство, но и совершенно пожаробезопасное: применяемые в технологии материалы не огнеопасны.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка:
Принцип работы воздушно-плазменной резки металла
Воздушно-плазменная резка: на чем основан принцип осуществления. Плазма, производящая резку, является разогретым газом с высоким значением электропроводности . Его еще называют ионизованным. Генерируется плазма специальным дуговым элементом. Принято называть этот способ резки плазменным.
Обычная дуга сжимается плазмотроном. Ионизованный газ вдувается в нее, с помощью чего она может генерировать горячий воздух. Она способна производить обработку, при помощи повышенной температуры. Металл разрезается, плавясь при этом.
Осуществление обработки металла происходит благодаря, как плазменной дуге, так и струе. В первом варианте на металлическое изделие оказывается прямое воздействие, во втором — косвенное. Наиболее распространенным и действенным является метод резки с помощью действия напрямую. Для материала, который не обладает электропроводностью (как правило это неметаллические изделия) применяют способ непрямого влияния. При любом из вариантов разрезаемый материал не теряет агрегатного состояния и его конструкция слабо подвергается деформации.
Принцип работы плазменного резака
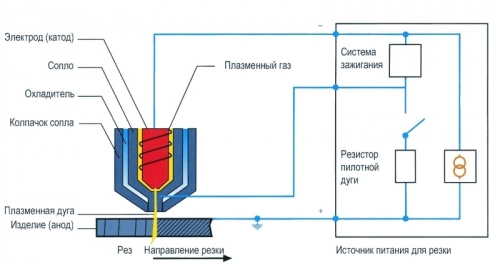
Плазмотрон – это техническое устройство, которое образует электрический разряд между электродом (катодом) и поверхностью обрабатываемого изделия (анодом), это происходит в потоке газа который образует плазму.
Принцип работы устройства: для охлаждения применяется вода или газ, для получения плазмы используется плазмообразующий газ. Поток входящего в камеру газа подвергается нагреванию до высоких температур после чего ионизируется, тем самым приобретает свойства плазмы. Плазмообразующий газ и охлаждающий подаются в различные каналы плазматрона. При подаче питания между катодом и соплом образуется так называемый вспомогательный разряд, визуально её можно видеть как небольшой факел.
Основная (рабочая дуга) образуется при касании второстепенного разряда обрабатываемой поверхности, которая в данном случае выполняет роль анода (плюс). Стабилизация разряда может осуществляться магнитным полем, водой либо газом, зачастую стабилизирующий газ является и плазмообразующим. После этого можно проводить резку материала, нанесение покрытий, сварку, наплавку или даже добычу полезных ископаемых, путём разрушения горных пород.
Условно конструкцию плазмотрона можно представить как несколько основных элементов:
- изолятор;
- электрод;
- сопло;
- механизм для подвода плазмообразующего газа;
- дуговая камера.
Конструкция и принцип работы плазмотрона с совмещенным соплом и каналом
Особенностью плазмотрона, использующего воздушно-плазменную резку является совмещение канала и сопла. Воздух проходит через канал сопла наружу. Принцип работы схож, при подаче электропитания промеж катодом и соплом образуется вспомогательный разряд. Воздух закрученный по спирали, стабилизирует и сжимает столб рабочего разряда. Он же предотвращает соприкосновение электрической дуги стенок соплового канала.
Типы плазмотронов
Плазмотроны можно условно разделить на три глобальных типа
- электродуговые;
- высокочастотные;
- комбинированные.
Устройства работающие на основе электрической дуги оснащены одним катодом, который подключен к источнику питания постоянного тока. Для охлаждения применяют воду, которая находится в охладительных каналах.
Можно выделить следующие виды электродуговых аппаратов
- с прямой дугой;
- косвенной дугой (плазмотроны косвенного действия);
- с использованием электролитического электрода;
- вращающимися электродами;
- вращающейся дугой.
Автомат: принцип работы
Станок плазменной автоматической резки имеет:
- пульт управления,
- плазмотрон
- рабочий стол для заготовок.
На пульте управления происходит корректировка предварительно установленных программ, если резка отклоняется от установленных параметров. Для оперативного исправления в процессе работы и выбора оптимальных режимов резания.
Через установленный на рабочем столе лист, пропускается электрический ток. Между поверхностью листа и плазмотроном пробегает первичная электродуга. В которой сжатый воздух, разогревается до состояния плазмы. Первичная дуга скрывается в раскаленной ионизированной струе, которая и режет металла.
Резка начинается с середины или с края. Чем чаще происходит прерывание дуги и зажигание новой искры, тем меньше становится ресурс сопла и катода. Грамотный оператор автоматической резки выбирает режимы резания по таблице и отталкиваясь от конкретных условий (толщина металла, диаметр сопла). Благодаря чему можно добиться значительного сокращения расходов. По окончанию операции, автомат самостоятельно оповестит оператора, выключит и отведет плазмотрон от материала.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Важно! Для некоторых марок металла недопустимо применение определенных плазмообразующих смесей (к примеру, для резки титана нельзя использовать смеси, содержащие в составе азот или водород).
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- Труб;
- Листового металла;
- Чугуна;
- Стали (в т.ч. нержавеющей);
- Бетона;
- Отверстий;
- Фигурной и художественной резки.
Характеристики плазморезов позволяют выполнять обработку нержавеющей стали, что недоступно кислородным горелкам. Плазморезы практически незаменимы для обработки тонкой листовой стали. Особого внимания заслуживают ручные устройства, которые отличаются компактными размерами и экономичным потреблением электроэнергии. Технология плазменно-дуговой резки особенно ценится за выполнение чистого среза без «наплывов», что положительно влияет на скорость и точность выполнения работ, а также на производственные возможности предприятий.
Методические рекомендации по подбору технологических параметров резки.
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струёй режущего кислорода.
Металл, подвергаемый резке кислородом, должен удовлетворять следующим требованиям: температура воспламенения металла в кислороде должна быть ниже температуры его плавления; окислы металла должны иметь температуру плавления ниже, чем температура плавления самого металла, и обладать хорошей жидкотекучестью; металл не должен иметь высокой теплопроводности. Хорошо поддаются резке низкоуглеродистые стали.
Для кислородной резки пригодны горючие газы и пары горючих жидкостей, дающие температуру пламени при сгорании в смеси с кислородом не менее 1800 гр. Цельсия. Особенно важную роль при резке имеет чистота кислорода. Для резки необходимо применять кислород с чистотой 98,5-99,5 %. С понижением чистоты кислорода очень сильно снижается производительность резки и увеличивается расход кислорода. Так при снижении чистоты с 99,5 до 97,5 % (т.е. на 2 %) - производительность снижается на 31 %, а расход кислорода увеличивается на 68,1 %.
На машинах МТР "Кристалл" применяется резак "Эффект-М". Особенность резака - наличие штуцера для сжатого воздуха, который, пройдя через внутреннюю полость кожуха, истекает через кольцевой зазор над мундштуком и создает колоколообразную завесу, что локализует распространение продуктов сгорания и защищает элементы конструкции машины от перегрева.
Параметры режимов резки низкоуглеродистой стали приведены ниже в таблице 1:
1. Толщина разрезаемого металла
5. Давление кислорода
6. Скорость резки
7. Расход кислорода
8. Расход пропана
9. Ширина реза
10. Расстояние до листаВоздушно-плазменная резка
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл - анод). Сущность процесса заключается в местном расплавлении и выдувании расплавленного металла с образованием полости реза при перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод - разрезаемый металл), с помощью осциллятора зажигается вспомогательная дуга между электродом и соплом - так называемая дежурная дуга, которая выдувается из сопла пусковым воздухом в виде факела длиной 20-40 мм. Ток дежурной дуги 25 или 40-60 А, в зависимости от источника плазменной дуги. При касании факела дежурной дуги металла возникает режущая дуга - рабочая, и включается повышенный расход воздуха; дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором в качестве плазмообразующего газа используется сжатый воздух, открывает широкие возможности при раскрое низкоуглеродистых и легированных сталей, а также цветных металлов и их сплавов
Преимущества воздушно-плазменной резки по сравнению с механизированной кислородной и плазменной резкой в инертных газах следующие: простота процесса резки; применение недорогого плазмообразующего газа - воздуха; высокая чистота реза (при обработке углеродистых и низколегированных сталей); пониженная степень деформации; более устойчивый процесс, чем резка в водородосодержащих смесях.
![Схема подключения плазмотрона к аппарату плазменной резки.]()
Рис. 1 Схема подключения плазмотрона к аппарату.![Фазы образования рабочей дуги]()
Рис. 2 Фазы образования рабочей дуги
а - зарождение дежурной дуги; б - выдувание дежурной дуги из сопла до касания с поверхностью разрезаемого листа;
в - появление рабочей (режущей) дуги и проникновение через рез металла.Технология воздушно-плазменной резки. Для обеспечения нормального процесса необходим рациональный выбор параметров режима. Параметрами режима являются: диаметр сопла, сила тока, напряжение дуги, скорость резки, расстояние между торцом сопла и изделием и расход воздуха. Форма и размеры соплового канала обуславливают свойства и параметры дуги. С уменьшением диаметра и увеличением длины канала возрастают скорость потока плазмы, концентрация энергии в дуге, её напряжение и режущая способность. Срок службы сопла и катода зависят от интенсивности их охлаждения (водой или воздухом), рациональных энергетических, технологических параметров и величины расхода воздуха.
При воздушно-плазменной резке сталей диапазон разрезаемых толщин может быть разделён на два - до 50 мм и выше. В первом диапазоне, когда необходима надёжность процесса при небольших скоростях резки, рекомендуемый ток 200-250 А. Увеличение силы тока до 300 А и выше приводит к возрастанию скорости резки в 1,5-2 раза. Повышение силы тока до 400 А не даёт существенного прироста скоростей резки металла толщиной до 50 мм. При резке металла толщиной более 50 мм следует применять силу тока от 400 А и выше. С увеличением толщины разрезаемого металла скорость резки быстро падает. Максимальные скорости резки и сила тока для различных материалов и толщины, выполненные на 400 амперной установке приведены в таблице ниже.
Скорость воздушно-плазменной резки в зависимости от толщины металла: таблица 2
Режимы. таблица 3
Режимы воздушно-плазменной резки металлов. таблица 4
![Области оптимальных режимов воздушно-плазменной резки металлов для плазмотрона с воздушным охлаждением (ток 40А и 60А)]()
Рис. 3 Области оптимальных режимов резки металлов для плазмотрона с воздушным охлаждением (ток 40А и 60А)![Области оптимальных режимов воздушно-плазменной резки металлов для плазмотрона с воздушным охлаждением (ток 90А).]()
Рис. 4 Области оптимальных режимов для плазмотрона с воздушным охлаждением (ток 90А).![Зависимость выбора диаметра сопла от тока плазмы.]()
Рис. 5 Зависимость выбора диаметра сопла от тока плазмы.![Рекомендуемые токи для пробивки отверстия.]()
Рис. 6 Рекомендуемые токи для пробивки отверстия.Скорость воздушно-плазменной резки, по сравнению с газокислородной, возрастает в 2-3 раза (см. Рис. 7).
![Скорость резки углеродистой стали в зависимости от толщины металла и мощности дуги.]()
Рис. 7 Скорость резки углеродистой стали в зависимости от толщины металла и мощности дуги.
Пологая нижняя линия - газокислородная резка.При воздушно-плазменной резке меди рекомендуется применять силу тока 400 А и выше. Замечено, что при резке меди с использованием воздуха во всём диапазоне толщины и токов образуется легко удаляемый грат.
Хорошего качества реза при резке алюминия, с использованием воздуха в качестве плазмообразующего газа, удаётся достигнуть лишь для небольших толщин (до 30 мм) на токах 200 А. Удаление грата с листов большой толщины затруднительно. Воздушно-плазменная резка алюминия может быть рекомендована лишь как разделительная при заготовке деталей, требующих последующей механической обработки. Припуск на обработку допускается не менее 3 мм.
Параметры плазменной резки
Существуют определенные параметры, определяющие процесс плазменной резки. На него влияют многие факторы, в том числе факельный зазор (зазор межу листом и соплом), состав плазмообразующего газа, скорость перемещения резака, сила тока дуги. Причем одни из них напрямую зависят от других.
Плазмообразующий газ
Считается, что в ручной плазморезке наиболее эффективно в качестве плазмообразующего газа использовать обычный воздух. И это отлично – ведь что может быть доступнее и дешевле? Вот только воздушная смесь хорошо зарекомендовала себя при раскрое листов толщиной до 25 мм. Причем использование воздуха приводит к азотированию кромки. Такое явление наблюдается при насыщении кромки реза входящим, в состав воздуха, оксида азота.
При автоматической плазменной резке, как правило, применяют двойной газ. Листы толщиной +/-25 мм раскраивают с помощью водяного тумана (дополнительного газа) и азота (основного). К сожалению, на более тонких листах водяной пар достаточно интенсивно охлаждает рез. При этом не обеспечивается прогрев близлежащих участков металла. В результате на нижней поверхности образуется шлак, а кромка получается слишком грубой.
Для раскроя листов толще, чем 25 мм, большинство производителей плазменных резок рекомендуют использовать водород или аргон в качестве основного газа, а двуокись углерода или азот – как дополнительный. Применение водородно-азотистой смеси приводит к минимизации нитрирующего эффекта.
Углекислый газ значительно дороже азота. Но он незаменим, когда необходимо получить чистые кромки и максимально уменьшить вредные испарения, сопровождающие процесс резки металла.
Следует отметить, что процесс раскроя стальных листов зависит не только от выбора плазмообразующих газов. Важное значение здесь играет оптимальное давление, под которым находится газ. От этого параметра зависит срок службы сопла и качество реза.
Так, если давление повышено, в начале процесса не удается получить качественной кромки. При пониженном же давлении наблюдается недостаточное охлаждение плазмотрона. А это приводит к раздвоению дуги и разрушению сопла. В таблице ниже показано, как действуют различные газы на процесс резания металлов:
Ток дуги
![parametry-plazmennoy-rezki-2]()
От этого параметра напрямую зависит толщина раскраиваемого металла и срок эксплуатации сопла и электродов. Каждый комплект сопло-электрод имеет свое значение номинального тока. При резке металла на плазменной установке допустимый ток дуги составляет до 95% от номинального. Увеличивая ток дуги, необходимо синхронно увеличивать размер выходного диаметра сопла.
Факельный зазор
От данного параметра зависит:
- перпендикулярность образуемых
кромок; - плотность плазменной дуги;
- ее устойчивость.
Чем меньше факельный зазор, тем меньше угол кромки. Оптимальным считается расстояние от сопла до листа
в диапазоне от 1,5 до 10 мм. Данное расстояние выставляется индивидуально для каждого случая и указывается
в руководстве по эксплуатации источника плазмы.Чтобы избежать кромочных дефектов, необходимо выдерживать постоянным факельный зазор. Уменьшение его величины приведет к преждевременному сгорания и электрода, и дорогостоящего сопла. Особенно опасным является контакт сопла и листа, когда факельный зазор равен нулю. Чтобы избежать разрушения сопла по этой причине,
плазменные установки, выпускаемые компанией «ТеплоВентМаш», оборудованы датчиками контроля высоты. Такие стабилизаторы позволяют автоматически поддерживать оптимальный, заданный оператором, факельный зазор.Скорость плазменной резки
Именно скорость перемещения резака определяет качество реза. От нее зависит присутствие шлака под листом и на сложность его удаления. Если скорость невелика, возникнет перерасход плазмообразующего газа. А на нижней части листа появится легко удаляемый «низкоростный» шлак.
При повышенной скорости перемещения сопла линия реза становится волнистой. На нижней же части листа появляется плохо отделимый «высокорослый» шлак.
Идеальной скоростью резания листового металла считается такое перемещение резака, при котором угол отставания между прорезанием верхней и нижней кромок не превышает 5 градусов.
Угол наклона кромок и ширина реза
![parametry-plazmennoy-rezki-03]()
ГОСТ 14792-80 определяет четыре главнейших параметра, влияющих на качество раскроя листового металла. К ним относятся:
- линейное отклонение;
- неперпендикулярность торцовой
поверхности; - её шероховатость;
- зона термического воздействия.
На точность и качество реза определяющее влияние оказывает угол наклона кромок и ширина реза. А вот форма кромок и размеры реза зависят от тока и напряжения дуги, скорости перемещения плазмотрона и расхода плазмообразующего газа.
На ширину реза влияют ток дуги и размер выходного отверстия в сопле. Стоит хоть немного увеличить эти параметры, как тут же ширина реза увеличится. Чтобы оценить ширину шва, можно увеличить диаметр выходного отверстия в сопле в 1,5 раза.
Для получения точных размеров вырезаемых заготовок, необходимо сдвинуть плазмотрон «в металл» на полуширину реза. Если
купить станок плазменной резки с ЧПУ, это произойдет автоматически. В нашем оборудовании встроены специальные корректоры (или компенсаторы реза). Они устанавливают эквидистантную траекторию перемещения инструмента.Вырезаемая деталь будет меньше положенного (если рез широк) из-за частичного разрушения электрода, повышенного тока дуги, завышенного факельного зазора, низкой скорости резки или уменьшенный расхода плазмообразующего газа.
Причиной узкого реза (и, соответственно, больших размеров заготовки) являются малый факельный зазор, пониженная дуга тока, перерасход плазмообразующего газа и завышенная скорость перемещения резака.
Углом наклона кромок считают угол, образованный перпендикуляром к поверхности листа и обработанной плоскостью. Если подвод плазмообразующего газа тангенциальный, правая и левая кромки реза отличаются углами наклона. Закручивание газового потока по часовой стрелке приводит к тому, что, по ходу движения плазмотрона угол правой кромки составит от 1 до 3 градусов, а левой – от 3 до 8. Если угол кромки превышает 5 градусов, следует пересмотреть параметры резки.
Плазменная резка металла: принцип работы, технология, системы
Вся статья написана на бытовом языке, без сложных технических терминов, и поэтому она доступна для понимания любому заинтересованному посетителю, в том числе, не связанному с металлообработкой.
![Принципы работы плазменной резки металла]()
Содержание:
1. Технология плазменной резки
1.1 Принцип работы плазменной резки
Начнем мы с краткой расшифровки такого слова «плазма». Итак…
![плазма]()
Плазма – представляет собой ионизированный квазинейтральный газ, образующий нейтральные молекулы и заряженные частицы. Плазма возникает при нагреве квазинейтрального газа (например кислорода) до достаточно высокой температуры при его активной ионизации. За счёт подвижности частиц в газе, плазма имеет свойство проводить электрический ток.
Много непонятных слов? Не страшно! Это определение нужно только для понимания сути – нагреваем газ примерно до 10000 о С, создаем давление и ионизацию – получаем плазму. Далее переходим к определению плазменной резки.
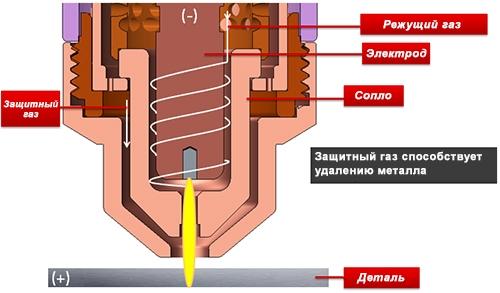
Плазменная резка – это один из способов раскроя металла, при котором в качестве режущего инструмента выступает струя плазмы. Между электродом и соплом зажигается электрическая дуга, в сопло подается газ (воздух или кислород) в 6-8 атмосфер, при взаимодействии с электрической дугой газ нагревается до температуры 5000-30000 о С и превращается в плазменную струю.
![устройство плазменной резки]()
Итак, сейчас, я думаю, у Вас должно уже появиться представление, относительно того, что есть плазменная резка. Если нет, то предлагаю Вам посмотреть материал, в котором подробно все рассказывается.
1.2 Газы, используемые в плазменной резке
Теперь давайте остановимся поподробнее на газах, используемых в плазменной резке.
Воздушно-плазменная резка
В данном случае, в качестве плазмообразующего газа используется воздух. Это, пожалуй, самый дешевый вариант плазменного раскроя. Воздух подходит для резки почти всех видов металлов: чёрная сталь, нержавейка, медь, латунь и др. Воздух дает средние показатели относительно качества и скорости раскроя и подходит для большинства пользователей плазменной резки. Подробнее об этой резки можно почитать здесь.
Кислородная плазменная резка
Кислород используется в более профессиональных системах плазменной резки, где необходимо получить наилучшее качество и наибольшую скорость раскроя. Говоря о качестве, мы имеем ввиду перпендикулярность реза и минимальное количество шлака (облоя) с нижней стороны вырезаемой детали.
Плазменная резка с использованием защитных газов
Данная технология используется в передовых профессиональных системах плазменного раскроя. Комплексы такого оборудования стоят от 5 до 12 млн. рублей. В качестве режущего газа могут быть использованы: Кислород (О2), Азот (N2), Аргон (Ar) и воздух. Эти же газы могут использоваться как защитные, в определенных пропорциях. Использование защитных газов позволяет приблизить плазменную резку толстых заготовок (до 50 мм) к качеству лазерной.
Наиболее часто используемые показатели плазменной резки:
Толщина разрезаемого металла 0,5-70 мм Зависит от тока резки Толщина плазменной струи 0,5-2 мм Зависит от толщины металла Скорость плазменной резки 250-10000 мм/мин Зависит от тока резки и толщины металла Давление газа 5-12 Атм Зависит от мощности источника плазмы Ток плазменной резки 20-800 A Зависит от толщины металла 1.3 Раскрой разных видов металлов
Плазменная резка подходит для раскроя почти всех металлов, но в отдельности для каждого вида металла существуют свои особенности. Рассмотрим наиболее востребованные металлы.
Плазменная резка стали
Существует много видов стали, мы не будем углубляться в марки и состав. Основное значение для плазменного раскроя имеет содержание в стали углерода – именно этот параметр определяет качество, которого получится добиться при плазменной резке.
Низкоуглеродистая сталь наиболее подходит для плазменного раскроя. Именно на неё ориентируются все производители источников плазмы создавая карты резки и табличные значения тока и скорости раскроя для разных толщин стали.
Высокоуглеродистая сталь (в том числе оцинкованная сталь) так же поддается плазменной резке, но тут для получения качественного реза нужна будет тонкая настройка оборудования и эксперименты с режимами раскроя.
Легированные стали так же можно резать плазмой (наиболее известная — нержавеющая сталь). Поскольку легированные стали используются в промышленности гораздо реже, табличных показателей для их раскроя производители аппаратов плазмы не предоставляют. Но по опыту, можем сказать, что показатели отличаются от раскроя низкоуглеродистой стали, в ту или иную сторону, в пределах 20%. Высоколегированную толстостенную сталь рекомендуют резать не воздухом, а смесью газов: азота, аргона и в некоторых случаях водорода, дабы не повредить её структуру вокруг реза.
Плазменная резка цветных металлов
![цветные металлы]()
При раскрое цветных металлов, таких как: алюминий, медь, титан, для получения качественного реза используют так же смесь газов: азота, аргона и водорода. Это связано с высокой стоимостью цветных металлов – не стабильный раскрой может привести к существенным денежным потерям в виде испорченных заготовок. Воздухом резать данные материалы тоже возможно, но как правило, в небольших объемах и со средним качеством кромки.
2. Ручная плазменно-дуговая резка металлов
![источник плазменной резки металла]()
Ручная плазменная резка производится при помощи портативных (мобильных) аппаратов плазменной резки, состоящих из:
- Основного аппарата, содержащего трансформатор и выпрямительную подстанцию.
- Силового кабеля питания.
- Шлангопакета, идущего от аппарата до плазменного пистолета. Шлангопакет содержит воздушный шланг и силовой кабель.
- Плазматрона (плазменного пистолета) – в нём происходит формирование плазмы.
Существует два основных способа ручного плазменного раскроя:
- Косвенная резка плазменной струей. Данный метод используют в основном для резки не
металлических материалов. Электрическая дуга, формирующая плазму, в этом случае загорается между электродом и соплом плазматрона. Разрезаемый материал в формировании плазмы не учувствует, а резка осуществляется вырывающейся из резака плазменной струей. - Прямая плазменно-дуговая резка. Это как раз наш случай, так как данный метод используется для резки металлов. Он используется как в ручной, так и в механизированной плазменной резке. Электрическая дуга загорается между электродом и разрезаемым металлом и совмещаясь со скоростным потоком воздуха образует плазму. Получаемая плазменная струя обладает такой мощностью, что буквально испаряет металл в процессе резки.
Ручная плазменно-дуговая резка на столько хорошо себя зарекомендовала, что применяется сейчас почти на всех предприятиях, имеющих цех металлообработки. Большое количество частников предлагают выездные услуги плазменной резки, т.к. ручные аппараты очень мобильны, их можно переносить в руках или на плечевом ремне.
Основные преимущества ручных плазменных аппаратов:
![ручной плазменный аппарат]()
- Мобильность, портативность (ручные аппараты малой и средней мощности весят от 10 до 25 кг).
- Доступность использования (работают от 220 V, сила тока зависит от мощности аппарата).
- Универсальность (возможность резки всех видов металлов).
- Доступная цена (ручные аппараты плазменной резки российского производства стоят от 15000 до 70000 руб.
3. Автоматическая плазменная резка
С появлением ручной плазменной резки данную технологию начали использовать совместно со станками с ЧПУ (числовое программное управление). Использование станков ЧПУ совместно с плазменным резаком позволяет производить раскрой листового металла, круглых и профильных труб с высокой точностью (±0,25-0,35 мм) и скоростью (до 7 м/мин).
![газоплазменный станок резки металла]()
Наиболее распространена автоматическая плазменная резка листового металла. Плазменные аппараты средней мощности режут листовой металл до 30 мм на пробой. Более профессиональные и мощные аппараты могут разрезать листы до 70 мм с высоким качеством.
Один и тот же аппарат плазменной резки может использоваться как для ручной резки, так и для автоматического раскроя, за исключением плазмотронов, которые разделяются на ручные и механизированные.
Для раскроя с ЧПУ как правило используются более мощные плазменные аппараты, чем для ручной резки. Наиболее востребованы аппараты мощностью от 65 до 125 А, питание у которых происходит от 380 V.
Плазменная резка на станке с ЧПУ позволяет резать металл толщиной до 60 мм с высоким качеством.
4. Применение плазменной резки
В силу своей универсальности и доступности плазменная резка сегодня применяется почти на всех средних и крупных предприятиях, занимающихся металлообработкой.
С применением плазменной резки изготавливаются металлоконструкции и изделия: двери, ворота, калитки, заборы, художественные орнаменты, узоры и флюгера, вешалки, отводы вентиляции, сваи и другие металлоизделия.Многие предприниматели строят бизнес на плазменной резке, имея у себя оборудование и принимая заказы на раскрой металла.
5. Преимущества и недостатки плазменной резки
Чтобы говорить о преимуществах плазменной резки и ее недостатках, нужно определиться с чем мы будем сравнивать. У плазменного раскроя есть три основных конкурента – газо-кислородная резка, лазерная резка и гидроабразивная резка. Каждый из четырех видов раскроя имеет свою специфику применения. Подробное сравнение мы привели в предыдущей статье, рекомендуем Вам с ней ознакомиться.
Здесь же мы распишем основные преимущества и недостатки плазменной резки с практической точки зрения предприятий, которые ее используют. Итак…
Преимущества плазменной резки
- Раскрой металла от 0,5 до 50 мм;
- Раскрой всех видов металлов (алюминий, медь, титан, нержавейка, сталь и т.д.);
- Точность плазменной резки 0,25-0,35 мм;
- Скорость раскроя тонких металлов до 7 м/мин, быстрый пробой металла;
- Мобильность ручных плазменных аппаратов;
- Высокая степень готовности деталей (минимальная очистка от шлака).
Недостатки плазменной резки
- Относительно высокая стоимость качественных плазменных аппаратов;
- Высокая стоимость расходных материалов (сопло, электрод, защитный экран);
- Наличие минимальной конусности реза;
Вот, в общем-то, все основные моменты, которые нужно знать, если Вы планируете использовать плазменную резку металлов в своих задачах.
По всем вопросам мы с радостью проконсультируем Вас по телефону 8 (800) 500-33-04!
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!
![]()
Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Читайте также: