Подготовка металла под сварку реферат
Обновлено: 18.05.2024
Подготовка поверхности металла под сварку. При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса. Угловая сталь правится на правильных вальцах (прессах), двутавры и швеллеры - на приводных или ручных правильных прессах.
Разметка и наметка - это такие операции, которые определяют конфигурацию будущей детали. Механическая резка применяется для прямолинейного реза листов, а иногда для криволинейного реза листов с использованием для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезают газокислородной и плазменно-дуговой резкой. Эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться газофлюсовая или плазменно-дуговая резка.
Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
Подготовка кромок под сварку. К элементам геометрической формы подготовки кромок под сварку (рис. 25) относятся угол разделки кромок α, притупление кромок S, длина скоса листа L при наличии разности толщин металла, смещение кромок относительно друг друга б, зазор между стыкуемыми кромками а.
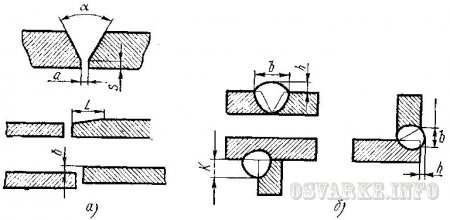
Рис. 25. Элементы геометрической формы подготовки кромок под сварку (а) и шва (б):
в - ширина шва, h - высота шва, К - катет шва
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, тем самым ухудшая прочностные свойства сварного соединения. Смещение кромок регламентируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получать монолитного сварного шва по сечению свариваемых кромок.
ГОСТ 5264-80 предусматривает для стыковых соединений формы подготовленных кромок, представленные на рис. 26; для угловых соединений - на рис. 27; тавровых – на рис. 28 и нахлесточных - на рис. 29.
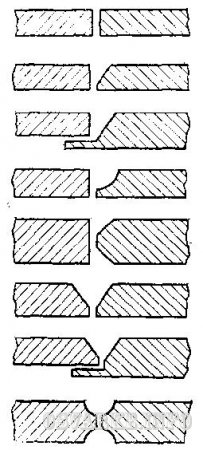
Рис. 26. Форма подготовленных кромок под сварку для стыковых соединений

Рис. 27. Форма подготовленных кромок под сварку для угловых соединений
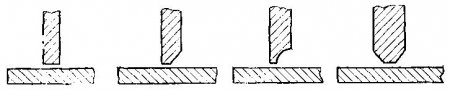
Рис. 28. Форма подготовленных кромок под сварку для тавровых соединений
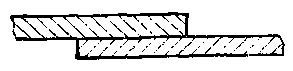
Рис. 29. Форма подготовленных кромок под сварку для нахлесточных соединений
Подготовку кромок под сварку выполняют на механических станках - токарных (обработка торцов труб), фрезерных, строгальных - обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
Требования к сборке металлических деталей перед сваркой. Применяемые сборочно-сварочные приспособления должны обеспечивать доступность к местам установки деталей и прихваток, к рукояткам фиксирующих и зажимных устройств, а также к местам сварки. Эти приспособления должны быть также достаточно прочными и жесткими, обеспечивать точное закрепление деталей в нужном положении и препятствовать их деформированию в процессе сварки. Кроме того, сборочно-сварочные приспособления должны обеспечивать наивыгоднейший порядок сборки и сварки: наименьшее число поворотов при наложении прихваток и сварных швов; свободный доступ для проверки размеров изделий и их легкий съем после изготовления; безопасность сборочно-сварочных работ.
Любая сборочная операция не должна затруднять выполнение следующей операции. Поступающие на сборку детали должны быть тщательно проверены; проверке подлежат все геометрические размеры детали и подготовленная форма кромок под сварку.
Сборка сварных конструкций, как правило, осуществляется либо по разметке, либо с помощью шаблонов, упоров, фиксаторов или специальных приспособлений - кондукторов, облегчающих сборочные операции. Подготовку и сборку изделий под сварку выполняют с соблюдением следующих основных обязательных правил:
притупление кромок и зазоры между ними должны быть равномерными по всей длине;
кромки элементов, подлежащих сварке, и прилегающие к ним места шириной 25-30 мм от торца кромки должны быть высушены, очищены от грата после резки, масла, ржавчины и прочих загрязнений;
во избежание деформаций прихватку следует выполнять качественными электродами через интервал не более 500 мм при длине одной прихватки 50-80 мм;
для обеспечения нормального и качественного формирования шва нужно в начале и в конце изделия прихватывать планки.
1. Для чего делают притупление кромок?
2. Как влияет смешение кромок на качество сварного соединения?
Уважаемый посетитель, Вы прочитали статью "Подготовка металла под сварку", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Подготовка металла под сварку
Сваркой называется процесс получения неразъемных соединений по средствам установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого.
В 1802г. впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В. Петров (1761-1834) открыл электрическую дугу и описал явление, происходящее в ней, а также указал на возможность ее практического применения.
Содержание работы
Содержание
Введение…………………………………. ……………………….…..1
Подготовка металла под сварку…………………….……..………….4
Сборка деталей под сварку.……………………………………..…. 7
Сборочно-сварочные приспособления…………………………. 8
Основные требования безопасности труда…………………………10
Литература……………………………………………………….……
Файлы: 1 файл
Подготовка металла под сварку..docx
Подготовка металла под сварку… ………………….……..………….4
Сборка деталей под сварку.………… …………………………..…. 7
Сборочно-сварочные приспособления…………………………. . 8
Основные требования безопасности труда…………………………10
Сваркой называется процесс получения неразъемных соединений по средствам установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого.
В 1802г. впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В. Петров (1761-1834) открыл электрическую дугу и описал явление, происходящее в ней, а также указал на возможность ее практического применения.
В 1881г. русский изобретатель Н.Н. Бенардос (1842-1905) применил электрическую дугу для соединения и разъединение сталей. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом. Присадочным прутком для образования шва служила стальная проволока, В качестве источника электрической энергии использовались аккумуляторные батареи. Сварка, предложенная Н.Н. Бенардосом, применялась в России в мастерских Риго-Орловской железной дороги при ремонте подвижного состава. Н.Н. Бенардосом были открыты и другие виды сварки: контактно-точечная сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу.
В 1888г. русский инженер Н.Г. Славянов (1854-1997) предложил дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г. Н.Н. Бенардос и Н.Г. Славянов положил начало автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли большого применения. Только после Октябрьской революции сварка получает распространение в нашей стране. Уже в начале 20-х годов под руководством профессора В.П. Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже - сварку судов и ответственных конструкций.
Развитие и промышленное применение сварки требовало разработки и изготовления надежных источников питания, обеспечивающих устойчивое горение дуги. Такое оборудование - сварочный генератор СМ-1 и сварочный трансформатор с нормальным, магнитным рассеянием СТ-2 было изготовлено впервые в 1924 году ленинградским заводом "Электрик". В том же году, ученый В.П.Никитин разработал принципиально новую схему сварочного трансформатора типа СТН.
В 1928 году Д.А. Дульчевский изобрел автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-х годов, когда коллективом института электросварки, АН УССР под руководством академика АН УССР Е.О. Патона был разработан промышленный способ, автоматической сварки под флюсом. Внедрение его в производство началось в 1940 году. Позже был разработан способ полуавтоматической сварки под флюсом
В конце 40-х годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологии машиностроения (ЦНИИТМаш) и Института электросварки им. Е.О. Патона (ИЭС) разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе. Огромным достижением сварочной техники явилась разработка коллективом ИЭС с 1949 года электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Впервые в мире космонавтики К.С. Шониным и Б.Н. Кубасовым была произведена сварка в космосе (сварка в вакууме).
В 1932 году К.К. Хренов разработал подводную электрическую сварку металлов, покрыв электрод специальной обмазкой (добился устойчивости газового пузырька).
Авторы сварки в углекислом газе плавящимся электродом и электрошлаковой сварки - К.М. Новожилов, Г.З. Волошкевич, К.В.Любавский удостоены Ленинской премии.
В последние годы в стране стали применяться: сварка ультразвуком, электронно-лучевая, плазменная, диффузионная, колодная сварка, сварка трением и т.д.
Большой вклад в развитие сварки внесли ученые : В.П Вологдин, В.П. Никитин, Д.А Дульчевский, Е.О. Патон, а также коллективы: ИЭС им. Е.О. Патона, ЦНИИТМаш, Московского Высшего технического училища (МВТУ)" им. Н.Баумана, Всесоюзного научно-исследовательского, проектно-конструкторского и технологического института электросварочного оборудования (ВНИИЭСО), Всесоюзного научно-исследовательского и конструкторского института автогенного машиностроения (ВНИИавтогенмаш) и др.
В промышленности Республики Беларусь эффективно применяются современные сварочные технологии. На многих предприятиях широко используется автоматизированная и механизированная сварка в среде защитных газов, контактная точечная сварка, различные, новые методы сварки, наплавки, напыления, резки. Идет внедрение робототехнологических комплексов, новейших средств технологического оснащения, а также современных методов контроля качества сварных соединений.
В машиностроении, строительстве, энергетике и других отраслях работают тысячи квалифицированных рабочих, техников и инженеров-сварщиков, которые вносят значительный вклад в развитие сварочного производства и подготовку кадров для промышленности Беларуси.
В Республике Беларусь в 1992 году в составе НПО порошковой металлургии создан Научно-исследовательский и конструкторско-технологический Институт сварки и защитных покрытий (НИИ СП). Основными направлениями деятельности НИИ СП являются руководство государственными программами в области сварки и покрытий, проведение фундаментальных и прикладных исследований, оказание практической помощи промышленным предприятиям и организациям по сварке.
В последние годы ученые-сварщики Беларусии работают над созданием ресурсосберегающих технологий, которые позволяют снизить потребление электроэнергии, уменьшить расход материалов, рационально использовать труд сварщиков при изготовлении различных конструкций, машин и изделий.
В настоящее время сваривают материалы толщиной от нескольких микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении) Наряду с широко применяемыми конструкционными сталями сваривают, специальные стали, сплавы на основе алюминия, меди, титана, циркония, ниобия и других металлов, а также разнородные материалы.
Существенно расширились условия проведения сварочных работ: сварку осуществляют в условиях высоких температур, радиации, под водой, в космосе. Сварные швы выполняют в любых пространственных положениях.
Сварка во многих случаях заменила такие трудоемкие процессы изготовления конструкций, как клепка, литье, соединение на резьбе, ковка.
Преимущества сварки над этими процессами:
- экономия металла - 10. 30% и более в зависимости от сложности конструкции;
- сокращение сроков работы и уменьшение стоимости изготовленных конструкций;
- возможность механизации и автоматизации сварочного производства;
- возможность использования наплавки для восстановления изношенных деталей;
- герметичность сварочных соединений выше, чем клепаных и резьбовых;
- уменьшение производственного шума и улучшение условий труда рабочих.
Подготовка металла под сварку.
Для правки металла применяются специальные станки. Например, листы выправляются пропусканием их через листоправильные вальцы, имеющие от 5 до 11 правильных валков. Чем меньше толщина выправляемого листа, тем большее количество валков должен иметь листоправильный станок.
Рис. Листоправильный станок
Уголки правят на углоправильных вальцах.
Рис. Углоправильный станок
Правка швеллерного и двутаврового профиля производится с помощью правильно-гибочных прессов.
Рис. правильно-гибочный пресс
При очень малых объемах производства и отсутствии правильного оборудования иногда приходится прибегать и к ручной правке металла на правильной плите.
После правки металл подвергается разметке, при которой на нем мелом, кернами и чертилкой наносятся размеры заготовки детали, подвергаемой затем сварке. При серийном производстве однотипных изделий для разметки широко применяются шаблоны из картона, фанеры или тонколистового металла, соответствующие по своей форме и размерам заготовляемой детали.
Режут металл на гильотинных и дисковых ножницах, дисковых пилах и прессах или ручными газокислородными резаками и машинами для газокислородной резки. Механическая резка применяется обычно для металла толщиной до 10—12 мм, а в отдельных случаях —до 25—30 мм. Более толстый металл, а также детали сложной формы, как правило, режут с помощью газокислородной резки.
Перед сваркой кромки деталей, если это является необходимым, подвергают обрезке, скосу и очистке. Скос кромок выполняется в соответствии с типом сварного соединения. Для получения ровной и чистой поверхности кромок их прострагивают на кромкострогальных станках, длина строгания на которых достигает нескольких метров.
На многих заводах громоздкие и дорогие кромкострогальные станки заменяют специальными машинами для кислородной резки, обеспечивающими чистую поверхность разреза, необходимую точность и высокую производительность резки.
Машинная кислородная резка является распространенным способом подготовки кромок листов под сварку, особенно при большой толщине свариваемого металла (деталей станин, листов, котельных барабанов и др.). Машинная кислородная резка должна применяться во всех случаях, когда это допустимо по техническим условиям на изготовление данного изделия. Для ускорения процесс резки и скоса кромок выполняют одновременно несколькими резаками, установленными на одной машине под соответствующими углами наклона.
Нельзя сваривать детали, кромки которых покрыты ржавчиной, маслом, краской и другими загрязнениями, так как это ухудшает условия горения дуги, вызывает пористость наплавленного металла и понижает прочность сварного соединения.
От загрязнений кромки очищают проволочными щетками, наждачным камнем, пескоструем, травлением. Для механической очистки применяют ручные переносные машинки с гибким валом, на конце которого укрепляется проволочная щетка или наждачный камень. Другой конец вала соединяется с электродвигателем, смонтированным на легкой передвижной тележке.
На кромках не должно быть зарезов глубиной более 1,5 мм, прямолинейность кромок должна быть проверена с помощью рейки ч измерительной линейки, а углы скоса кромок — шаблонами.
Литые заготовки перед сваркой должны быть тщательно очищены от остатков формовочной земли, а имеющаяся на поверхности литейная корка — снята наждачным камнем в тех местах, где будут накладываться сварные швы.
При изготовлении различных резервуаров, котлов и сосудов из листового металла последний подвергается вальцовке и штамповке. Для вальцовки применяются гибочные вальцы, а для штамповки — механические и гидравлические прессы. Гибке и вальцовке может подвергаться также и профильный прокат металла — полосы, уголки, швеллеры, двутавры и трубы. В зависимости от толщины и требуемой формы заготовки вальцовка и гибка металла производятся в холодном или горячем состоянии.
Сборка деталей под сварку.
Предварительно заготовленные и подготовленные к сварке детали затем поступают на сборку отдельных узлов и изделий в целом.
Сборка является весьма ответственной операцией в общем технологическом процессе изготовления сварных конструкций. При сборке важно обеспечивать требуемую точность пригонки и совпадения кромок свариваемых элементов.
Сварные конструкции собирают различными способами. В некоторых случаях собирают всю конструкцию, а затем ее сваривают. Но при этом цикл сварочных работ удлиняется, а сварка собранной конструкции в ряде случаев бывает затруднена, так как сварщикам не всегда приходится выполнять швы в наиболее удобном для сварки положении.
Поэтому широко распространен способ сборки и сварки крупных конструкций из предварительно сваренных узлов. В этом случае процесс изготовления ускоряется и улучшается качество выполнения сварочных работ, так как сварку узлов осуществляют в приспособлениях. Данный способ применяется при изготовлении, например, судов, вагонов, цистерн и резервуаров, мостов, каркасов зданий и др.
Использование приспособлений обеспечивает точность взаимного расположения собираемых и свариваемых частей, облегчает трудоемкость сборочных работ, сокращает продолжительность процесса сборки, облегчает труд сварщика при установке, прихватке и поворотах изделия. Некоторые приспособления препятствуют короблению деталей при сварке, так как обеспечивают жесткое закрепление свариваемых частей.
Точность сборки изделий под сварку зависит от их конструкции и назначения, а также способа сварки. Обычно она указывается на чертежах и в технических условиях на изготовление изделия.
Для проверки точности сборки деталей под сварку используются шаблоны, измерительные линейки и щупы, а также универсальные измерители швов.
При сборке необходимо учитывать возможность последующей деформации изделия под влиянием нагрева при сварке и усадке наплавленного металла. Поэтому, например, при сборке под сварку угловых швов прямой угол между деталями следует увеличивать на 2—3°, так как при усадке металла шва этот угол уменьшится.
Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. Некоторые типы сборочных приспособлений: струбцины - выполняют разнообразные операции по сборке углового металла, балок, полос и т. п.; клинья - используют для сборки листовых конструкций; рычаги — для сборки углового металла и других конструкций; стяжные уголки и угловые фиксаторы — для сборки листовых конструкций; домкраты — для стягивания обечаек, балок и других конструкций; прокладки с клиньями — для сборки листовых конструкций с соблюдением величины зазора; стяжные планки и угольники — для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
Рис. Универсальные сборочные приспособления:
а — клинья; б — упоры из листов и угловых профилей; в — угловая сталь на прихватках с болтом; г — стяжка винтовая; д — скобы; е — рычажно-винтовая стяжка; ж — струбцина откидная; з — домкрат
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах — плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах.
Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200—400 мм. При сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла — углового, двутаврового и т. п. кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Стыки конструкций по мере сборки закрепляют прихватками — короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними — не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними — не более 400 мм. При небольшой толщине собираемых деталей (4—6 мм) прихватки могут быть более короткими (20—30 мм) и расстояние между ними 200—300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Неудаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения.
Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов 6 —10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки.
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
Основные требования безопасности труда.
Администрация каждого предприятия несет ответственность за состояние охраны труда и техники безопасности. На предприятиях имеются специальные отделы техники безопасности, которые контролируют соблюдение правил по технике безопасности всеми работниками предприятия.
Все вновь поступающие на работу лица проходят вводный, а затем производственный инструктаж по технике безопасности. После каждого вида инструктажа рабочий расписывается в протоколе по технике. К выполнению сварочных работ допускаются лица не моложе 18 лет, прошедшие специальное обучение, имеющие удостоверение на право производства работ, и получившие вторую квалификационную группу по технике безопасности при эксплуатации электроустановок. При поступлении на работу, сварщики проходят предварительный медицинский осмотр, а в процессе работы проходят периодические медицинские осмотры.
При выполнении сварочных и сборочных работ существуют следующие основные опасности для здоровья рабочих:
Поражение электрическим током. Травма возникает при замыкании электрической цепи сварочного аппарата через тело человека. Причинами поражения являются - недостаточная электроизоляция аппаратов и питающих проводов, плохое состояние спецодежды и обуви сварщика, сырость и теснота помещений.
Для защиты от поражения электрическим током необходимо надежно заземлить корпус источника питания и свариваемое изделие, не использовать контур заземления в качестве сварочного провода, хорошо изолировать рукоятку электрододержателя, работать в сухой и прочной спецодежде и рукавицах (ботинки не должны иметь в подошве металлических шпилек, гвоздей). Прекращать работу при дожде и снегопаде (если нет укрытия), не производить ремонта оборудования, при работе внутри сосудов пользоваться резиновыми ковриками, переносной лампой не более 12В, должен иметься дополнительный дымоотсос.
Смертельным считается ток - 0,1 А.
Поражение органов зрения: спектр лучистой энергии, выделяемой сварочной дугой состоит из инфракрасных, световых и ультрафиолетовых лучей. Интенсивность излучения возрастает с повышением тока дуги. При сварке на постоянном токе интенсивность выше по сравнению, чем со сваркой на переменном токе. Для защиты органов зрения сварщики должны работать со светофильтрами. В заводских условиях сварщики работают в изолированных кабинах. При работе на открытом воздухе сварщик должен оградить место сварки. Стены и потолки сварочных помещений окрашиваются матовой краской темных тонов, для исключения отражения лучей дуги.
Отравление вредными газами и пылью: отравление возможно при сильном загрязнении воздуха сварочной пылью из оксидов углерода, азота, хлора, фтора. Мероприятиями по борьбе с загрязнениями воздуха сварочного помещения служат внедрение новых марок электродов и флюсов с наименьшими, токсичными свойствами, проточно-вытяжная вентиляция, установка передвижных отсосов, приток свежего воздуха от воздухопроводов через электрододержатель или шлем, пользование респиратором или химическим фильтром, а иногда и противогазом.
Ожоги: при сварке электродный металл и шлак разбрызгиваются, горячие брызги могут попасть на незащищенные участки кожи сварщика и вызвать ожоги. Для защиты от ожогов сварщики обеспечиваются спецодеждой, обувью, рукавицами, головным убором, щитком. При работе рядом с легковоспламеняющимися материалами может возникнуть пожар.
Если сварочные работы проводятся на высоте, то необходимо находящиеся внизу аппаратуру и быстровоспламеняющиеся материалы защищать от падающих сверху искр. В местах сварочных работ должны находится: вода, ящик с песком, щит с инструментами и огнетушителем.
- все виды сварочных работ должны производиться в сварочных цехах или на специально оборудованных участках;
- сварочные посты должны ограждаться металлическими или асбоцементными щитами, а также брезентовыми шторами высотой 1,8. 2 м для защиты органов зрения окружающих;
- размещение сварочного оборудования должно обеспечивать свободный и безопасный доступ к нему;
- сварочные цеха должны быть обеспечены отоплением, при котором температура в зимний период должна быть не более +16С. Предельная температура, при которой разрешается производство работ на открытом воздухе, не должна превышать - ЗОС;
- в сварочных цехах должны применяться системы комбинирован -ного, и общего освещения. На месте сварки норма освещенности должна быть 150 Лк - при люминесцентном освещении; 50 Лк - при освещении от ламп накаливания.
Длина первичной цепи между источником питания и передвижной сварочной установкой должна быть не более 10 м. Для подвода тока к электроду применяется гибкий кабель сечения, соответствующего силе тока.
Сварочные работы в закрытых емкостях производятся не менее чем двумя сварщиками, у одного из них должна быть квалификационная группа по технике безопасности не ниже III и он должен находиться снаружи свариваемой емкости.
Сварщик, работающий внутри емкости, должен быть застрахован предохранительным поясом с веревкой, конец которой длинной не менее 2м держит второй сварщик, находящийся вне емкости.
Сварщик снабжается: сухой спецодеждой, диэлектрическим ковриком, галошами, электрододержателем с автоматическим отключением напряжения холостого хода, источником света от лампы накаливания напряжением на 12В. Сварщик должен быть в резиновом шлеме.
- одновременная работа внутри резервуара газосварщика и электросварщика;
- производить сварочные работы на открытом воздухе во время дождя, грозы или сильного снегопада.
При сварке цветных металлов и сплавов, содержащих цинк, медь или свинец, сварщик должен работать в респираторе. Основными причинами пожаров являются:
- неисправность, перегрузка или неправильное устройство электроустановок сети или кабеля;
- неправильное конструктивное решение или неисправность вентиляционных систем;
- воспламенение и самовозгорание материалов при неправильном хранении;
- отсутствие или неисправность молниеотводов;
- неосторожное обращение с огнем.
Для предупреждения пожаров необходимо, соблюдать следующие противопожарные мероприятия:
- не хранить вблизи от мест сварки легковоспламеняющиеся или огнеопасные материалы;
- при выполнении в помещениях временных сварочных работ деревянные полы, настилы и помосты защитить от воспламенения листами асбеста или железа;
- постоянно следить за исправным состоянием противопожарных средств;
- после окончания сварочных работ выключать сварочные аппараты.
При тушении керосина, бензина, нефти, горящих диэлектрических проводов запрещается применять воду и пенные огнетушители. В этих случаях следует пользоваться песком, углекислотными или сухими огнетушителями.
1. И.Б. Мисник "Ручная дуговая сварка металлов", Минск, Высшая школа, 1981г.
2. В.М. Рыбаков "Дуговая и газовая сварка", М: Высшая школа, 1986 г.
3. Л.В. Верховенко, А.К. Тушкин "Справочник сварщика", Минск, Высшая школа, 1990г.
4. В.Е. Патон, М.Г. Бельфор "Оборудование для дуговой и шлаковой сварки и наплавки", М., 1974 г.
5. В.П.Фоминых, А.П.Яковлев " Электросварка", М., 1976 г.
6. Д.Л.Глизманенко ,,Сварка и резка металлов,, Москва . Высшая школа, 1975
Как подготовить металл к сварке
Сварка – последний этап монтажа металлоконструкций. Процесс подготовки металла под сварку включает в себя несколько технологических операций. Сначала заготовки выкраивают из проката, придают им окончательную форму, изгибают под нужным углом. Для получения прочных соединений, однородных по структуре, во время подготовки деталей с поверхности удаляют окислы. Температура плавления оксидов обычно выше, чем у сплава. Если не снять верхнюю пленку, сложно будет сформировать ванну расплава.
Немаловажный этап подготовки – укладка заготовок будущей конструкции. Их надежно фиксируют, только затем приступают к сварке. В небольшом обзоре рассказывается об особенностях каждого из этапов подготовки деталей к работе.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой. Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным.
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.

Резка
Это обязательная процедура подготовки деталей, если сварка делается по чертежам. Для работы с металлом применяют различное оборудование:
- ручное (резак, ножницы по металлу), используется для простых геометрических форм из листового или ленточного проката;
- электроинструмент (пила, болгарка, дрель или шуруповерт с фрезой-насадкой);
- термическое (кислородный или газовый резак, дуговую сварку, плазмотрон), можно делать прямые и кривые резы.
Термическая резка состоит в расплавлении металла по заданному контуру. При поточном производстве используют полуавтоматы и автоматы.
При резке металла делают припуски для зачистки и разделки кромок. Раскрой ножницами – самый кропотливый и малопродуктивный. Сварщики чаще применяют термическую резку.

Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.

Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Подготовка кромок
Толстостенные заготовки без предварительной подготовки тщательно не проварить, жидкий металл будет растекаться по поверхности, не проникая в стык. Соединение получится хрупким, при небольшой нагрузке сломается. Немаловажный момент подготовки – скругление острых краев. Необходимо сглаживать высоту металла 2 –3 мм в зависимости от толщины детали.
Подрезка кромок производится вручную, механически или с использованием горелок. Холодные технологии предпочтительнее, кромка получается ровнее. Тип и угол разделки зависит от применяемых расходников, вида сварочного оборудования. Размеры кромок указаны в соответствующих ГОСТах.

Цель подготовки кромок к сварке – обеспечить доступ к корню шва. У тонкостенных заготовок толщиной до 3 мм только выравнивают торцы. С зазором до 2 мм проваривают 4 мм детали, если они толще, швы делают с двух сторон. На кромках толстостенных деталей снимают фаску или делают скос. Для односторонней сварки стыки делают в виде буквы V или U, при двухсторонней – в форме Х или К. Величина угла сопряжения от 45 до 60°. Если сваривают детали разной толщины, срезают только толстостенную заготовку. Важно правильно выбрать угол скоса, от него зависит:
- глубина проварки металла;
- величина шовного валика;
- расход электродов или наплавочной проволоки.
Подрезка кромок производится вручную, механически или с использованием горелок.
Гибка
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.

Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.
Сборка предусматривает непроизводительные расходы, потерю времени, сил. Однако от надежности положения заготовок зависит прочность металлоконструкции.

Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Подготовка деталей к сварке - первый необходимый этап сварочного процесса. Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов. Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая - квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.

Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
- ножницы по металлу;
- гильотина;
- болгарка.
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей - это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты - шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.

Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы "V". Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной - 50.
- Двухсторонний скос обеих кромок напоминает букву "X". Применяется для изделий, имеющих толщину 10-60 мм. Угол - 60 градусов.
- Скос в виде буквы "U" выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы "К" применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй - односторонний.
Обозначение на чертежах скоса "β", а угла раскрытия "α". Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант - подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб - 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение - оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.
Интересное видео
Читайте также: