Подготовка металлических поверхностей перед окрашиванием
Обновлено: 30.06.2024
Правильная подготовка поверхности металла является одним из самых важных этапов для получения качественного защитного лакокрасочного покрытия на металлоконструкции. Высокая степень защиты металла от коррозии и других негативных факторов внешней среды напрямую зависит от начального состояния поверхности металла и его дальнейшей механической и абразивноструйной очистки.
Администратор ICS
Обработка металла к покраске - Международный стандарт ISO 8501-1
Для соблюдения установленных норм и упрощения выбора метода подготовки поверхности металла к покраске, были созданы определенные стандарты подготовки металла, которые изложены в нескольких документах:
1. ГОСТ 9.402-2004 «Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию»
2. Международный стандарт ISO 8501-1 «Подготовка стальной основы перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. Степени коррозии и степени подготовки непокрытой стальной основы после полного удаления прежних покрытий»
Наиболее популярным и точным документом является Международный стандарт ISO 8501-1. ГОСТ 9.402-2004 является сокращенной версией данного стандарта, поэтому давайте подробнее рассмотрим требования и стандарты обработки металла к покраске, описанные в международном документе ISO 8501-1.
Выбор метода подготовки поверхности металла к покраске
Выбор метода подготовки поверхности металла к покраске и подбор лакокрасочных материалов нанесенных в дальнейшем на металл, будет зависеть от состояния поверхности металла перед окрашиванием. Международный стандарт ISO 8501 - выделяет основные факторы, которые влияют на это выбор:
- наличие коррозии и прокатной окалины на поверхности окрашиваемого металла;
- наличие загрязнений на металлической поверхности, а именно присутствие солей, пыли, масел и смазок;
- профиль металлической поверхности.
По первому фактору Международный стандарт ISO 8501-1 определяет степень поражения металлической поверхности окалиной. Международный стандарт ISO 8501-1 описывает 4 степени изначального окисления металлической поверхности (*выдержка из документа):
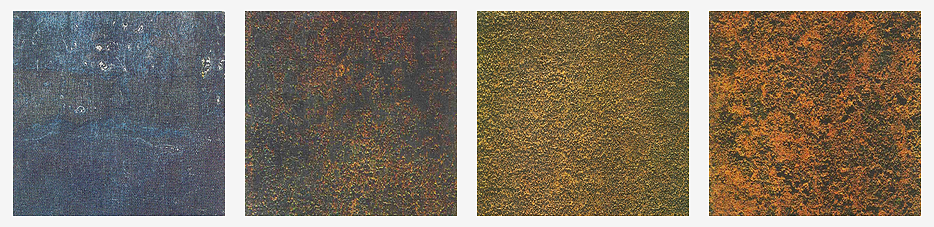
Степень "А" Степень "В" Степень "С" Степень "D"
1. Степень «А» - поверхность стали в большой степени покрыта прочно прилегающей прокатной окалиной, но почти не имеет продуктов коррозии (или продукты коррозии отсутствуют);
2. Степень «B» - поверхность стали, на которой имеется коррозия в начальной стадии, начинает отставать прокатная окалина;
3. Степень «С» - поверхность стали, на которой отсутствует прокатная окалина или ее можно легко удалить, но имеется видимая без увеличительных приборов незначительная точечная коррозия (питтинг);
4. Степень «D» - поверхность стали, на которой прокатная окалина была удалена, наблюдается общий питтинг (коррозия), видимый без увеличительных приборов.
После определения исходного состояния по описанным степеням, можно переходить к выбору метода обработки металла к покраске. Международный стандарт ISO 8501-1 определяет два основных типа подготовки Sa и St:
Sa – абразивная струйная очистка и St - Очистка ручным механическим инструментом.
Данные методы подготовки поверхности металла к окраске являются наиболее распространённым во всех сферах промышленной окраски металлоконструкций.
Метод подготовки металла к окраске Sa - абразивная струйная очистка металла
Метод абразионной струйной очистки металла (пескоструйная очистка) так же разделятся на несколько степеней, в зависимости от изначального состояния металлической поверхности: Sa1 , Sa2 , Sa2 ½ , Sa3 (описание в табл. 1)
Таблица 1 "Абразивноструйная очистка металла по различным стандартам" (источник)
А
Sa1
Слабая абразивная струйная очистка. При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц.
Sa2
Тщательная абразивная струйная очистка. При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины
Sa2 ½
Сверхтщательная абразивная струйная очистка. При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос
Sa3
Абразивная струйная очистка до видимой чистой стали. При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет
B
Sa1
Сверхтщательная абразивная струйная очистка. При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос
C
D
Метод Sa - абразивнострйуной обработки металла перед покраской (в народе «пескоструй») будет являться наиболее эффективным методом при наличии на поверхности металла очагов ржавчины, коррозии и старого лакокрасочного покрытия.
Для металлоконструкций и изделий из металла, используемых в очень агрессивной среде, чаще всего будет использоваться метод подготовки металла к покраске по стандарту Sa2 ½, а для изделий из металла часто контактирующими с химическими жидкостями, маслами и пр. – стандарт увеличивают до Sa3.
Конечно, после любого примененного метода, поверхность металла должна быть очищена от пыли и остатков песка, а так обезжирена специальными составами, например Обезжиривателем для металла LECHLER.
Метод подготовки металла к окраске St – подготовка поверхности металла механическим способом
Подготовка поверхности металла к покраске механическим способом, включает в себя шлифование щеткой или абразивным инструментом. Обязательным моментом применения данного метода будет являться удаление толстых слоев коррозии, рыхлой окалины и очистка поверхности от масел, грязи и смазок.
Метод подготовки поверхности металла к покраске St подойдет только для небольших повреждённых участков на поверхности металла. Для более массивных площадей поверхности данный метод будет менее эффективен, так как ручным или электрическим абразивным инструментом сложно удалить большие слои окалины и ржавчины, что в дальнейшем понизит степень защиты металлоконструкции от повреждений, появляющихся в агрессивной внешней среде.
Шлифование и ручная подготовка поверхности к поверхности металла к покраске чаще всего используется для небольших изделий из металла или для изделий, не требующих высоких стандартов защиты металла от коррозии. Описание стандартов St представлено в таблице ниже.
Таблица 2 "Механическая очистка металла по различным стандартам" (источник)
St2
Тщательная ручная механическая очистка. При осмотре без увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц
St3
Очень тщательная ручная механическая очистка. При осмотре без увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц.
Поверхность должна обрабатываться намного более тщательно для придания металлического блеска
Так же, в Международном стандарте методов подготовки поверхности металла к покраске существует метод FI – метод газопламенной очистки металла. Данный метод подготовки не так распространён для подготовки металла к покраске и используется очень редко.
Выбор метода подготовки поверхности металла к покраске всегда будет определять степень дальнейшей защиты металла от коррозии и сроки эксплуатации металлоконструкции в будущем.
Для подбора наиболее подходящего метода обработки металла перед покраской всегда можно обратиться к техническим специалистам и профессионалам в области индустриальной окраски металла и защиты металлоконструкций. Специалисты нашей компании всегда готовы ответить на ваши вопросы и подобрать самые высококачественные циклы подготовки и окраски металлоконструкций для любой сферы промышленного и бытового использования.
Подробнее узнать о защите металла от коррозии в Статье нашего блога «Защита металла от коррозии | Способы антикоррозийной защиты металлоконструкций с помощью ЛКМ".
Подготовка металлических поверхностей перед окрашиванием
Единая система защиты от коррозии и старения
Подготовка металлических поверхностей к окрашиванию
Unified system of corrosion and ageing protection.
Paint coatings. Metal surface preparation for painting
Дата введения 2006-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт лакокрасочных покрытий с опытным машиностроительным заводом "Виктория" (ОАО НИИ ЛКП с ОМЗ "Виктория")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии Российской Федерации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 26 от 8 декабря 2004 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Федеральное агентство по техническому регулированию и метрологии
4 В настоящем стандарте учтены основные нормативные положения международного Руководства ИСО/МЭК 21:1999 "Принятие международных стандартов в качестве региональных или национальных стандартов"
5 Приказом Федерального агентства по техническому регулированию и метрологии от 9 июня 2005 г. N 149-ст межгосударственный стандарт ГОСТ 9.402-2004 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2006 г.
7 ПЕРЕИЗДАНИЕ. Август 2006 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
Незащищенные покрытиями металлы (черные и цветные) при эксплуатации в условиях умеренного, морского, тропического климата (в атмосфере или в помещении) подвергаются коррозии, которая может привести к их разрушению. Поэтому для защиты от коррозии, а также для придания изделиям декоративного вида металлические поверхности защищают с помощью лакокрасочных покрытий.
В технологическом процессе окрашивания металлических поверхностей первой операцией является подготовка поверхности. Подготовка поверхности - многостадийный процесс. В зависимости от количества стадий результатом подготовки поверхности может быть очистка поверхности или дополнительное химическое преобразование металлической поверхности с образованием конверсионных покрытий (хроматных, фосфатных, оксидных).
Конверсионные покрытия за счет своих изоляционных свойств ингибируют механизм подпленочной коррозии и улучшают физико-механические свойства последующего лакокрасочного слоя, что позволяет противостоять коррозионным процессам и обеспечивать требуемый срок службы изделия.
Настоящий стандарт не только устанавливает требования к качеству окрашиваемой поверхности, но и содержит рекомендации по технологическим процессам подготовки поверхности, позволяющим получать требуемое качество.
Характеристики лакокрасочных покрытий в большой степени зависят от состояния поверхности, подготовленной к окрашиванию. Основными факторами, влияющими на эти характеристики, являются наличие ржавчины, окалины, загрязнений (пыль, масла, соли, влага), качество конверсионных покрытий. В настоящем стандарте регламентированы требования к состоянию металлических поверхностей, подлежащих окрашиванию.
В данном стандарте основное внимание уделено технологическим процессам химической подготовки поверхности. Даны рекомендации по выбору технологических процессов подготовки поверхности в зависимости от типа металла и условий эксплуатации окрашенных изделий. Механическая подготовка поверхности представлена в виде обзора существующих методов. Относительно области применения, эффективности и ограничений механической подготовки поверхности приведены ссылки на международные стандарты.
При выборе типа неметаллических неорганических покрытий, используемых для окрашивания цветных металлов и их сплавов, нужно руководствоваться ГОСТ 9.303-84. В настоящем стандарте установлены требования только к фосфатным покрытиям на черных металлах.
Технологические процессы подготовки поверхности цветных металлов: оксидирование, анодное окисление и хроматирование алюминия, хроматирование цинка и кадмия приведены в ГОСТ 9.305-84.
В стандарте приведены основные термины и определения, относящиеся к подготовке поверхности. Оценка поверхности, подготовленной к окрашиванию, дана в соответствии с международными стандартами. В стандарте приведены ссылки на основные международные стандарты по подготовке поверхности стальных подложек перед окрашиванием.
В настоящий стандарт включены требования охраны здоровья и безопасности персонала и защиты окружающей среды.
Настоящий стандарт не затрагивает финансовые вопросы, но несоблюдение его требований может стать причиной серьезных экономических последствий, так как некачественная подготовка поверхности изделий существенно снижает срок службы лакокрасочного покрытия.
Введение настоящего стандарта будет способствовать оптимизации технологических процессов подготовки поверхности в промышленности, что несомненно приведет к повышению качества окрашивания.
1 Область применения
Настоящий стандарт распространяется на изделия, детали, сборочные единицы и полуфабрикаты (далее - изделия) из черных, цветных металлов и сплавов и устанавливает общие требования к качеству поверхности изделий, предназначенных к окрашиванию, и технологии подготовки поверхности, в том числе к окрашиванию методами катодного и анодного электроосаждения и к нанесению порошковых покрытий.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
Обработка металла перед покраской

Обработка металла перед покраской необходима для нанесения качественного ЛКП и предотвращения дальнейшей коррозии. Если этап подготовки пропустить, то лакокрасочный слой на изделии продержится недолго, что приведет к его преждевременному старению.
Применяется как механическая, так и химическая обработка металлической поверхности перед нанесением слоя краски. Первая заключается в удалении ржавчины, изъянов, вторая – в обезжиривании, грунтовании, фосфатировании. О том, как правильно проводится обработка металла перед покраской, вы узнаете из нашего материала.
Причины коррозии металла под лакокрасочным покрытием
Лакокрасочные покрытия не способны обеспечить металлу полную защиту от влаги, действуя по принципу полупроницаемой мембраны. Эксплуатация в непростых климатических условиях с высокой влажностью, скачками температуры приводит к тому, что под действием осмотического давления влага попадает на само изделие через поры покрытия. В результате на металлической подложке запускаются коррозионные процессы. Ржавчина негативно сказывается на адгезии между конструкцией и лакокрасочным слоем, поэтому со временем последнее начинает отслаиваться.
Использование химических средств для обработки металла перед покраской приводит к формированию конверсионных покрытий. Они улучшают физико-механические и защитные характеристики лакокрасочного слоя, продлевая срок службы окрашенных металлических поверхностей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Обработка металла перед покраской предполагает обязательную очистку и создание защитного конверсионного покрытия. Покрытия представляют собой неорганические соединения, которые формируются на поверхности металлов под воздействием специальных химических составов. Это могут быть фосфатные, хроматные и оксидные соединения – все зависит от использованного для подготовки средства.
За счет микрокристаллической структуры конверсионные покрытия обладают разветвленной поверхностью, что позволяет им формировать прочные адгезионные связи с лакокрасочным слоем.
Такого рода покрытия стабильны и затормаживают подпленочную коррозию. А при появлении царапин или сколов на лакокрасочном слое не позволяют ржавчине распространяться по всему изделию.
4 этапа обработки металла перед покраской
От добросовестной обработки холоднокатаного и иного металла перед покраской на 50–60 % зависит качество итогового покрытия, а также его срок службы.
Большинство металлических поверхностей нуждается в очистке перед окрашиванием, что наиболее актуально для изделий, прежде уже обрабатывавшихся краской. Подготовка зависит от металла изделия, его общего состояния, назначение покрытия и требований к его свойствам.
Прежде чем наносить грунтовку, необходимо выполнить такие этапы:
Очистить поверхность от грязи и пятен масла
Это обязательный шаг обработки металла перед порошковой или любой другой покраской. Когда на предмете есть лишь загрязнения, такие как смазка, пыль, можно ограничиться обезжириванием с применением растворителей и щелочных водных моющих средств. Возможно использование механической обработки.

Однако если на металле есть следы коррозии, окалина, старая краска, новое покрытие наносить нельзя. Все загрязнения необходимо убрать химическим способом, то есть травлением, например, может использовать обработка металла ортофосфорной кислотой перед покраской, либо при помощи механических методов.
Процедуру травления проводят после обезжиривания либо параллельно с ним.
Обезжиривание металла
В роли действующего средства здесь выступают растворители. Они одновременно убирают пыль, мусор и удаляют все виды жира, так как последние способны изменить свойства красящего состава. После обезжиривания поверхность оставляют на несколько минут, чтобы она успела просохнуть.
Если на изделии присутствует сильно въевшаяся ржавчина, рекомендуется протереть его десятипроцентным раствором уксусной кислоты. После такой обработки металла от ржавчины перед покраской важно тщательно смыть кислоту водой и просушить предмет.
Грунтование
Грунтовка позволяет решить сразу несколько задач: создать дополнительную защиту, придать поверхности большую ровность и обеспечить хорошее сцепление финишного покрытия и основания.
Для нанесения грунтовки могут использоваться разные инструменты:
- Валик. С ним просто работать, однако данный способ предполагает значительный расход состава и низкую скорость нанесения в сравнении с краскораспылителем.
- Кисть. Может использоваться лишь в труднодоступных местах.
- Краскораспылитель. Обеспечивает низкий расход грунтовки. Так, при работе с данным устройством на квадратный метр поверхности уходит 60 г грунта ГФ-021, а в случае с кистью и валиком этот показатель находится на уровне 100 г/м2. Скорость окрашивания распылителем в 10–20 раз выше, чем другими способами.
Здесь важно равномерно нанести грунтовку на поверхность изделия и дать ему время высохнуть.
Устранение локальных инородных включений
Покрытую грунтовкой поверхность обрабатывают мелкой наждачной бумагой – таким образом удаляются соринки, оказавшиеся на металле вместе с защитным составом. Далее изделие протирают чистой тряпкой, после чего можно переходить к нанесению краски.
Обработку металла перед покраской ручным или механизированным инструментом выбирают в соответствии с тем, из какого именно материала изготовлена конструкция.
Поскольку подготовка поверхности к нанесению ЛКП предполагает несколько этапов, необходимо после каждого из них отслеживать качество проведенных работ. Обычно для этого используют преимущественно визуальный контроль.
Методы механической обработки металла перед покраской
Подобная обработка металла осуществляется при помощи ручного или механизированного инструмента с применением разнообразных абразивных материалов и механических установок.
За счет механической обработки с поверхности снимают окалину, следы коррозии и обугливания, окислы, остатки прежнего покрытия, грубые загрязнения, песок и шлак. Кроме того, данный подход позволяет создать шероховатую поверхность, что положительно сказывается на адгезии красочного слоя.
Прежде чем заниматься механической очисткой, изделия со следами масла очищают уайт-спиритом, растворителем Р-4 либо щелочным водным раствором. Если металл имеет толщину от 6 мм, значительные органические слои загрязнений можно убрать посредством газопламенной очистки кислородно-ацетиленовой горелкой.

Ручные инструменты, такие как проволочные щетки, шпатели, скребки, идут в ход при небольшом количестве работ. Тогда как с большими объемами справляются механизированным способом, применяя щетки, шарошки, абразивные круги, бесконечную абразивную ленту, игольчатые пистолеты.
Также может использоваться галтовка и виброабразивная обработка – оба способа предполагают использование насыпных абразивов.
Галтовка представляет собой метод обработки металла перед покраской, при котором мелкие детали очищаются во вращающихся барабанах. Существует две разновидности галтовки: сухая, то есть используется лишь абразив, и мокрая. Во втором случае абразив дополняется специальными жидкими составами. В любом случае, с поверхности изделий удаляется окалина, заусенцы, неровности, снижается шероховатость.
Виброабразивная обработка – это механический либо химико-механический процесс, при помощи которого с обрабатываемого изделия снимают мельчайшие частицы металла и его оксиды. Немаловажно, что данный подход способствует сглаживанию небольших дефектов за счет множества микроударов абразивом.
Также сегодня активно используется струйная очистка металла с применением абразивных материалов. Это может быть сухая или водная абразивная очистка, а также водная струйная очистка. Все названные виды обработки металла перед покраской требуют применения специализированного оборудования. Роль абразивов обычно играют металлический песок либо дробь, стеклянные шарики, шлаки.
Очистка струйным абразивным методом подходит только для металла толщиной от 3 мм. Обработка тонкостенных изделий может проводиться лишь при условии, что она не приведет к изменению геометрии предмета. По завершению сухой чистки изделия избавляют от пыли и обезжиривают, если это требуется.
После данной процедуры металл очень активен, поэтому его важно как можно скорее покрыть грунтовкой либо покрасить, чтобы не допустить формирования вторичной коррозии. По той же причине при механической очистке нужно следить, чтобы влажность воздуха не выходила за пределы 85 %, а температура изделия была выше точки росы минимум на 3 °C.
Механические методы обработки металла перед покраской выгодно отличаются от других тем, что подходят для изделий из черных и цветных металлов вне зависимости от их габаритов. Также подготовка конструкции осуществляется без ее перемещения в другие цеха – прямо на рабочем месте.
Среди минусов данного способа стоит назвать высокую цену и большие трудозатраты. Кроме того, он не может использоваться для тонкостенных изделий сложной конфигурации.
За счет механической обработки создается шероховатая поверхность, а значит, обеспечивается лучшая адгезия лакокрасочного покрытия. Однако метод не способен защитить металл от ржавчины. Добиться сразу двух целей можно химическими способами.
Химическая обработка металла перед покраской
Данная технология предполагает работу в несколько этапов и использование водных растворов специальных составов. Количество стадий подбирают в соответствии с типом металла, состоянием поверхности, условиями эксплуатации изделий в будущем.

Чаще всего в процесс химической обработки металла перед покраской входят такие этапы:
- Обезжиривание, очистка.
- Удаление следов ржавчины, окислов.
- Активация.
- Конверсионная обработка.
- Финальная обработка или пассивация, промывка обессоленной водой.
- Просушивание.
После каждого этапа изделия промывают водой, в некоторых случаях даже дважды.
Если планируется использовать конструкцию в тяжелых условиях, то есть на открытом воздухе, выполняют всю описанную подготовку с нанесением защитных конверсионных покрытий. Для изделий, которые будут использоваться в закрытых помещениях при нормальной влажности, достаточно лишь обезжиривания.
Если поверхность конструкции из черного металла прошла только очистку от следов жира, ее защищают пассивацией от вторичной коррозии в процессе сушки. Рекомендуется применять средства на базе трех- либо шестивалентного хрома. Важно подчеркнуть, что здесь нельзя использовать растворы нитрита натрия, три- и моноэтаноламина.
Химическая подготовка черных металлов к покраске
Обработка металла перед покраской с формированием конверсионных покрытий также во многом зависит от типа металла.
Черные металлы, к которым относятся сталь, чугун, фосфатируют. Алюминий, магний и сплавы на их основе – хроматируют. Для цинка и кадмия, оцинкованной стали и цинковых сплавов допускаются оба названных типа обработки.
По составу среди фосфатных покрытий выделяют кристаллические или цинкофосфатные и аморфные, то есть железофосфатные. Первые имеют более высокую стойкость к ржавчине, поэтому их советуют выбирать для обработки металла перед покраской, если конструкция будет эксплуатироваться в сложных климатических условиях.
Именно цинкфосфатирование позволяет подготовить поверхности автомобильных кузовов, сельхозтехники, строительных конструкций. Железофосфатирование необходимо для обработки заготовок металлической мебели, бытовых приборов, светильников, пр.

Весь процесс фосфатирования включает в себя не менее 5-6 этапов, при этом могут использоваться методы погружения и распыления. Если данную обработку совмещают с обезжириванием, удается сократить число стадий до 3-4.
Наиболее современные фосфатирующие составы призваны улучшить потребительские свойства фосфатных покрытий и экологическую составляющую данного вида обработки металла перед покраской. Для этого в состав вводят катионы никеля и марганца, а также сокращают долю цинка.
Химическая подготовка цветных металлов к покраске
Когда цветные металлы обрабатывают вместе со сталью, стараются использовать фосфатирование. Нужно отметить, что далее идет этап пассивирования, который должен присутствовать в обработке любых металлов перед покраской.
Учитывая дальнейшие условия эксплуатации конструкции, иногда можно отказаться от сложной подготовки в пользу одного обезжиривания. Тогда важно помнить про недостаточную стойкость цветных металлов к воздействию щелочных моющих средств. Дело в том, что обработка сильнощелочными водными растворами приводит к травлению и потемнению поверхности. А значит, лучше обезжиривать подобные материалы специализированными моющими составами.
Полная подготовка алюминия с нанесением конверсионного хроматного или бесхроматного покрытия отличается своими тонкостями. Важно избавиться от оксидной пленки на поверхности заготовки травлением в сильнощелочных или в кислых растворах.
Если присутствует незначительная зажиренность изделия, травление допускается совместить с обезжириванием.

Среди российских производителей распространено мнение, что таким металлам, как алюминий и оцинкованная сталь не требуется полной обработки перед покраской с нанесением конверсионных покрытий. Однако это не так.
Использование предметов из этих металлов при высокой влажности чревато тем, что без хроматирования, пассивации, фосфатирования под ЛКП появится легкая белая коррозия. Она приводит к потере надежного сцепления металла с краской, что может вызывать отслаивание последней.
Рекомендуем статьи
Сейчас самым эффективным методом обработки металла перед покраской считается хроматирование, на производствах применяют желтое и зеленое хроматирование. Но высокая токсичность соединений хрома вносит свои коррективы в возможность повсеместного использования этих процессов.
Передовые западные предприятия переходят на бесхроматную обработку цветных металлов, в основе которой лежит применение средств на основе комплексных фторидных соединений циркония, титана. Либо на производствах формируют защитные покрытия из сложных окислов никеля, кобальта, оксисиланов.
Если требуется подготовка к покраске цинка и оцинкованной стали, хроматирование может быть заменено фосфатированием, что наиболее актуально, когда параллельно ведутся работы с предметами из стали.
Нужно понимать, что выбор технологии обработки металла перед покраской и используемых материалов представляет собой ответственный этап. Поэтому его осуществляют квалифицированные специалисты с учетом особенностей конкретной ситуации.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Подготовка металла к порошковой покраске
Прежде чем приступить к окрашиванию любой поверхности, необходимо ее предварительно обработать. Именно от того, насколько тщательно будет выполнена обработка – процесс достаточно длительный и трудоемкий – зависит качество итогового покрытия. Подготовка металла к покраске влияет на качество, стойкость, эластичность и долговечность покрытия, оптимальное сцепление краски с поверхностью и повышение антикоррозийных характеристик. О том, что представляет собой подготовка металла к порошковой покраске, расскажем в этой статье.
Влияние подготовки металла к порошковой покраске на конечный результат
Некоторая сложность заключается в том, что заметить, каким образом качество подготовки поверхности влияет на свойства лакокрасочного покрытия, можно спустя определенное время после того, как окраска будет выполнена. А потому зачастую именно потребитель становится жертвой нарушений, допущенных в процессе подготовки поверхности к нанесению краски.
К примеру, если поверхность не была тщательно обезжирена, то лакокрасочное покрытие может на нее плохо ложиться, из-за остатков масла могут возникать кратерообразования. Недостаточное обезжиривание является причиной низкой адгезии покрытия.
Из-за некачественной окончательной промывки или использования для нее жесткой воды возможно возникновение осмотического вспучивания, вероятность которого повышается при эксплуатации изделий, окрашенных порошковыми полиэфирными составами в условиях повышенной влажности.

Осмотическое вспучивание лакокрасочных покрытий, образование пузырей, нарушение адгезии связано с ручной подготовкой металлов к порошковой покраске, в процессе которой используются водорастворимые обезжиривающие средства, но при этом не выполняется последующая промывка и горячая сушка.
Насколько лакокрасочное покрытие будет долговечным, защищенным от нитевидной и подпленочной коррозии, зависит от таких стадий подготовки металла к порошковой покраске, как фосфатирование, хроматирование и пассивация.
Если поверхность плохо подготовлена к покраске, допущены нарушения при выборе ее способов, то разрушения лакокрасочного покрытия проявятся достаточно быстро, при этом на скорость появления разрушений напрямую влияет жесткость условий эксплуатации.
На выбор технологии подготовки металла к порошковой покраске влияют три основных фактора – условия эксплуатации окрашенных изделий, тип металла и состояние окрашиваемой поверхности. Существует множество схем подготовки различных металлических поверхностей к окрашиванию в зависимости от условий дальнейшего использования изделий, все они определены в ГОСТе 9.402-2004 «ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию».
Именно от условий эксплуатации зависит, каким будет процесс подготовки – полным, включая конверсионную обработку, либо можно будет ограничиться очисткой поверхности.
На выбор вида конверсионной обработки (фосфатирование, хроматирование, пассивация) влияет тип окрашиваемого металла. В зависимости от того, в каком состоянии находится исходная поверхность (есть ли на ней ржавчина, окалина, оксидные слои), применяют травление или механическую очистку.
Помимо этого, необходимо исходить из типа используемых лакокрасочных материалов, размеров окрашиваемого изделия, производственных площадей, имеющегося оборудования, финансовых возможностей.
Качество конверсионных покрытий зависит от способов нанесения и типа используемых лакокрасочных материалов. Особое значение качество обработки поверхности обретает в случае использования электроосаждения или окрашивания порошковыми красками.
От размеров изделия и программы производства зависит, каким способом будут наноситься лакокрасочные составы. Детали и конструкции могут окрашиваться путем:
- погружения в ванны или распыления в камерах;
- использования циклического или непрерывного конвейера.
Зачастую отсутствие финансовых возможностей приводит к отказу от оптимальных технологий, что в свою очередь сказывается на качестве окраски.
Способы подготовки металла к порошковой покраске
Наиболее широкое распространение получили механические методы очистки поверхности, которая затем подвергается окрашиванию. Они заключаются в абразивном воздействии на имеющиеся загрязнения металлов. При этом снимается также часть поверхностного слоя, благодаря чему повышаются адгезионные свойства покрытия.
Механическая обработка может заключаться в крацевании при помощи быстро вращающихся проволочных дисковых щеток, в обработке с использованием абразивных дисков, кругов, тканей, бумаги, а также в сухой или влажной струйной обработке абразивными составами.

Лучший результат достигается за счет дробеструйной очистки с использованием воздуха. В связи с тем, что в процессе очистки в качестве абразивного агента выступает кварцевый песок, она также называется пескоструйной. Суть обработки состоит в том, что на обрабатываемую поверхность при помощи сжатого воздуха подается через сопло песок.
Кроме того, подготовка металла к порошковой покраске и очищение его поверхности возможно при помощи центробежной безвоздушной пескоструйной обработки. В этом случае абразивы направляются на обрабатываемую поверхность механически, сжатый воздух при этом не используется. Данный способ является менее энергозатратным. Пескоструйная очистка предполагает разгон мелких частиц за счет большого объема чистого и сухого сжатого воздуха.
Рекомендуем статьи по металлообработке
Безвоздушный способ позволяет существенно экономить электроэнергию, потребление которой составляет лишь 10 % от затрат, необходимых для очистки воздухоструйным способом. В то же время, применение пескоструйного метода позволяет регулировать сопла, чтобы абразив достигал полостей, которые недоступны при работе центрифужных лопастей. Ознакомиться с критериями и рекомендациями, позволяющими выбрать оптимальные пескоструйные установки, можно в соответствующих изданиях.
- Применение гидроочистки и предварительной подготовки.
«Систему гидроочистки» (HCS) впервые ввела в эксплуатацию компания Dürr Ecoclean. Данный метод подготовки металла к порошковой покраске предполагает использование ударного воздействия воздушной струи одновременно с очищающей жидкостью, скорость потока при этом достигает 800 км/ч, то есть действует принцип «воздушного ножа».
Данный способ позволяет глубоко очистить поры и гарантирует, что на обрабатываемой поверхности не останется никаких загрязнений. В зависимости от того, какие требования предъявляются к очистке, в процессе может применяться либо очищающая жидкость, либо пар. Для второго характерна электропроводимость меньше 10 μS/cm, что позволяет эффективно удалять отложения с поверхности металлов.
Большая кинетическая энергия приводит к созданию мощного механического воздействия, а высокая температура, варьирующаяся от +100 до +130 °С, приводит к уменьшению числа поверхностных загрязнений (масел). Так как все компоненты очищающей среды непрерывно корректируются, эффект от очистки будет постоянным. По сравнению с классической подготовкой металла к порошковому окрашиванию данный способ обработки на 50 % лучше очищает поверхность от твердых частиц, кроме того, зачастую он более эффективен для удаления масляных загрязнений (в данном случае на эффективность влияет форма обрабатываемых деталей).

- Применение химической очистки и подготовки поверхности.
Поскольку масляные и жировые загрязнения не могут быть удалены с поверхности подготавливаемых деталей при помощи абразивоструйного способа, то в данном случае подлежит применению химический метод. Использование его обусловлено в том числе и тем, что такого рода загрязнения отрицательно сказываются на самих абразивах (дроби, песке). Для обработки любых типов поверхностей подходит обезжиривание растворителями.
Обезжирить поверхность можно, просто протерев ее растворителем. Кроме того, можно использовать пары галогенизированных углеводородов, таких как трихлорэтилен. При этом следует иметь в виду, что подобная обработка не способна удалить с деталей твердые загрязнения, следовательно, если в дальнейшем не будет проведена дробеструйная очистка, то поверхность должна быть протерта либо обработана путем жидкостно-парового обезжиривания.
В настоящее время трихлорэтилен продолжает широко применяться, несмотря на существенные недостатки, такие как вредное воздействие на здоровье, низкая безопасность и необходимость использования нагревательного оборудования, благодаря которому обеспечивается должный очищающий эффект.
Ввиду безопасности, отсутствия вредного воздействия на здоровье и окружающую среду все большее применение находят очистительные средства на водной основе. К самым распространенным и при этом экономичным относятся эмульсионные очищающие составы, являющиеся растворителями, включенные в водную фазу за счет эмульгаторов. Так как поверхности, которые окрашиваются при помощи порошковых красок, могут быть различными, то очистительные составы разрабатываются в основном для подготовки деталей, выполненных из холоднокатаной, горячекатаной и оцинкованной стали, алюминия.
Антикоррозионная защита выполняется путем грунтования двумя видами порошковых грунтов, которые затем покрываются порошковой краской.
Пассивная антикоррозионная защита заключается в применении эпоксидного антикоррозионного грунта, благодаря которому образуется прочная пленка, обладающая хорошим сопротивлением к различным воздействиям, как химическим, так и механическим.
Ее использование позволяет защитить стальные и алюминиевые изделия, эксплуатация которых предполагается в мягких условиях (покрытие сварных конструкций, используемых в помещениях, диски из алюминиевых сплавов и пр.). Этот тип защиты помогает сгладить мелкие дефекты поверхности, возникающие в том числе после пескоструйной обработки.
Активная антикоррозионная защита предполагает использование эпоксидного цинкосодержащего грунта. Благодаря ей изделия получают высокую степень коррозионной устойчивости, позволяющую эксплуатировать их в жестких условиях. Небольшие проникающие повреждения поверхности могут привести к появлению следов местной коррозии, что никак не скажется на адгезии покрытия рядом распложенных зон. Грунт в данном случае ограничит область распространения коррозии.
Таким способом защищают любые стальные конструкции, которые эксплуатируются на открытом воздухе (речь идет о решетчатых настилах, заборах, ограждениях, лестницах, строительных конструкциях и пр.).
Нюансы подготовки алюминия к порошковой покраске
Подготовка металла к порошковой покраске, включая алюминиевые изделия, предполагает их обезжиривание пароводоструйным способом, термическую очистку или промывку с помощью чистящих средств. При значительном повреждении поверхности ржавчиной, оксидной пленкой и другими налетами необходимо проведение ее ручной, механической или пескоструйной зачистки.

Достаточно часто до покраски на алюминий наносят конверсионный слой (хроматирование), что позволяет добиться повышения долговечности и лучшего сцепления порошковой краски с поверхностью металла в 2-3 раза.
Если поверхности не требуется существенная механическая очистка от ржавчины, ручная зачистка неровностей и ремонт имеющихся дефектов, то можно обойтись лишь одним этапом подготовки металла к порошковой покраске – хроматированием.
Данный процесс состоит из обезжиривания, осветления алюминия с помощью кислых растворов (удаления оксидной пленки) и самого хроматирования. По окончании каждого из этапов хроматирования изделие необходимо тщательно промывать.
Для обезжиривания детали погружают в специальные ванны, которые наполняются растворителями либо щелочными или кислотными составами. В ряде случаев изделия обрабатываются обезжиривающими растворами, подающимися струей под давлением, что значительно повышает эффективность очистки, поскольку в этом случае поверхность подвергается не только химическому, но и физическому воздействию, а постоянная подача чистящего раствора не дает ему загрязниться.
Вторым после обезжиривания этапом является химическое травление, которое удаляет с поверхности металла оксидную пленку. Последняя значительно усложняет окрашивание алюминия, так как образующийся в результате взаимодействия воздуха и алюминия налет снижает адгезивные свойства поверхности, приводя к быстрой потере лакокрасочным слоем защитных и декоративных свойств. Именно поэтому хроматирование является наилучшим способом подготовки металла к порошковой покраске. Для травления используются наполненные растворами соляной, азотной, фосфорной или серной кислоты ванны, в которые погружают алюминиевые изделия.
Заключительным этапом является непосредственно хроматирование – нанесение на поверхность тонкого слоя фосфата хрома.
Хотя конверсионное покрытие (хроматирование) обладает неоспоримыми преимуществами, используется данный способ далеко не всегда. Зачастую подготовка металла (алюминия) к порошковой покраске заключается в травлении или пескоструйной обработке с использованием силуминовой дроби, позволяющей удалить с алюминия оксидную пленку. После того как оксидный налет снимается, изделия сразу покрывают краской. Несмотря на то, что подобное покрытие нельзя назвать надежным и долговечным, данный способ достаточно широко применяется на практике.
Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Степени очистки металлической поверхности перед окрашиванием
Требования к качеству подготовки металлической поверхности перед операциями окрашивания, нанесения металлизационных покрытий устанавливает ГОСТ 9.402-80 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием».
Четыре степени очистки металлов по ГОСТу
В ГОСТе выделяются четыре степени очистки поверхности черных металлов от окалины и продуктов коррозии:
- при осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются;
- при осмотре невооруженным глазом не обнаруживаются окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои;
- не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
- с поверхности удалены ржавчина и отслаивающаяся окалина.
- Sa-3 "Струйная очистка до визуально чистой стали";
- Sa-2-½ "Очень тщательная струйная очистка";
- Sa-2 "Тщательная струйная очистка";
- Sa-1 "Легкая струйная очистка";

Пять степеней очистки при абразивоструйной обработке
Организация SSPC («Исследователи защитных покрытий», США) установила пять степеней очистки при абразивоструйной обработке, классифицирующихся от полного удаления всех загрязняющих веществ до удаления только остаточных материалов с обрабатываемой поверхности. К данным пяти степеням очистки относятся:
- очистка до «белого металла»,
- очистка до «почти белого металла»,
- коммерческая очистка,
- промышленная очистка,
- поверхностная очистка.
Данные стандарты могут быть пересмотрены и исправлены. Нo, несмотря на все это, они используются, как основные принципы. Для более подробного описания каждого из них можно обратиться к «Визуальным стандартам очистки стали с помощью абразивоструйной обработки».
Очистка до «белого металла»
— это очистка, видимая без увеличения. Очищенная поверхность до «белого металла» представляет собой поверхность, с которой удалены все видимые загрязнения, а именно: ржавчина, вторичная окалина, краска и посторонние включения. Обычно данная степень очистки требуется при нанесении сложных покрытий (цинкосодержащие краски) на поверхности, подвергающиеся агрессивному воздействию коррозионной среды — химические установки, морские буровые установки и мосты над воюй с повышенным содержанием соли.
Очистка до «почти белого металла»
— это очистка, видимая без увеличения. Это поверхность, свободная от всех типов видимых загрязнений (ржавчины, вторичной окалины, краски и посторонних веществ). Данный вид очистки похож на очистку до «белого металла». Единственное отличие заключается в том, что на очищаемой поверхности допустимо не более 5% загрязнений. Данный вид очистки применяется при использовании высокоэффективных покрытий на стальной поверхности, подвергающейся воздействию жесткой среды и интенсивному использованию.
Оборудование для очистки металла
Компания Аокс предлагает своим потребителям автоматические дробеструйные камеры, обитаемые камеры, дробемётное оборудование, дробеструйные камеры и боксы, которые обеспечивают очистку металлических поверхностей до необходимого состояния. Работы проводятся в соответствии с ГОСТами и международными стандартами.
Коммерческая очистка
— это очистка, видимая без увеличения. Поверхность очищается от видимых нефтепродуктов, смазочных материалов, пыли, окалины, грязи, вторичной окалины, продуктов коррозии и посторонних веществ. При данной очистке на поверхности может остаться не более 33% загрязненных участков, полос, обесцвечивания поверхности от пятен ржавчины, вторичной окалины и старых покрытий. Для большинства применений используются стандартные покрытия.
Промышленная очистка
— это очистка, видимая без увеличения. Поверхность освобождается от всех видимых нефтепродуктов, смазочных материалов, пыли и грязи. Однако допускается до 10% плотно прилипшей вторичной окалины, ржавчины и остатков покрытия, если они равномерно распределены. Оставшаяся часть поверхности может содержать следы загрязнений, полосы и обесцвечивания, вызванные пятнами ржавчины, вторичной окалины или старого покрытия.
Поверхностная очистка
— видимая без увеличения. Поверхность, обработанная таким образом, может содержать плотно прилипшие остатки вторичной окалины, ржавчины или старого покрытия. Нет необходимости обнажать пятна металла, если субстрат состоит из неповрежденного покрытия. Данный метод приемлем для поверхностей, не подверженных воздействию суровых условий окружающей среды или там, где не ожидается длительный срок службы покрытия.
Там, где требуется коммерческая или поверхностная очистка, следует убедиться в том, что новое покрытие совместимо со старым. Несовместимые покрытия могут вызвать окалину или отслаивание.
Организация SSPC предлагает серию фотографий, которые иллюстрируют четыре существующих состояния стальной поверхности и степени очистки каждой. К существующим состояниям относятся:
- вторичная окалина,
- вторичная окалина и ржавчина,
- полная коррозия
- и коррозия с образованием углублений.
Национальная ассоциация инженеров-коррозионистов (NACE) предлагает набор герметизированных металлических купонов, которые служат в качестве образцов степеней очистки. Печатное издание Шведского Института Стандартов (SIS) наглядных компараторов широко используется в Европе.
Степени очистки и стандарты профессиональных организаций
Данные о степенях очистки и стандарты профессиональных организаций показаны в следующей таблице:
Степень очистки
Стандарт SSPC
Стандарт NACE
Стандарт SIS (ISO 8501)
очистка до «белого металла»
SSPC-SP 5
NACE No. 1
SA-3
очистка до «почти белого металла»
SSPC-SP 10
NACE No.2
SA-2 ’/2
коммерческая очистка
SSPC-SP 6
NACE No.3
SA-2
промышленная очистка
SSPC-SP 14
NACE No.8
SA-1-1/2
поверхностная очистка
SSPC-SP 7
NACE No.4
SA-1
Примечание
Термины «белый металл» или «почти белый металл» иногда создают путаницу между подрядчиками и инспекторами.
- Очищенная стальная поверхность — всегда серого цвета, а не белого.
- При очистке абразивом, имеющим светлую окраску, у поверхности может появиться белый оттенок.
- Абразив черного цвета обычно создает темный оттенок поверхности.
География поставок дробеструйных камер и дробемётного оборудования по России: Санкт-Петербург, Москва, Тула, Казань, Ижевск, Самара, Екатеринбург, Челябинск, Омск и многие другие города.
Читайте также: