Подточка перемычки сверла по металлу
Обновлено: 05.07.2024
Новичку об основах в области ОБЖ (БЖД), экстремальных и чрезвычайных ситуаций, выживания, туризма. Также будет полезно рыбакам, охотникам и другим любителям природы и активного отдыха.
воскресенье, 21 февраля 2021 г.
Как заточить сверло
При постоянном использовании свёрла служат не долго. И их надо или выкидывать и покупать новые или затачивать. Выкидывать хорошие свёрла, особенно если ими часто пользуетесь, дорого, поэтому обычно их затачивают.
Как понять что сверло затупилось
- быстрый нагрев сверла
- появление скрипящего звука во время сверления
- увеличивается время работы
- на ощупь режущая кромка становится гладкой, округлой
- появление заусенцев, сколов, неровностей на режущих поверхностях
- степень износа хорошо видно, если смотреть через увеличительное стекло
Что надо знать перед заточкой сверла
Чтобы качественно заточить свёрла, важно организовать в помещении хорошее освещение. Человек должен обладать хорошим зрением. Если зрение низкое или сверло мелкое, понадобится лупа или очки с увеличением.
Нельзя чтобы металлическая пыль, образующаяся при заточке сверла, попала в глаза, органы пищеварения, дыхательные пути. Следует надеть очки.
- подготовка точильного инструмента
- определение точного угла и способа заточки
- сама заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- доводка до гладкости
- уборка
При заточке необходимо следить, чтобы сверло не перегревалось. В противном случае повышается риск деформации. Поставьте рядом емкость с машинным маслом (или на крайний случай – с водой). После высверливания каждой точки опускайте сверло на 2–3 минуты в жидкость.
Чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать.
Свёрла бывают разного назначения и, поэтому, разной формы (плоские, спиралевидные, центровые, с одной или несколькими гранями). Поэтому основная задача при заточке сверла - придание правильной формы и угла режущей кромке.
Угол при вершине 118° ± 2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы имеются ввиду в большинстве статей, видеороликов, книг как типовые.
Ниже приведены два самых распространенных способа образования заднего угла при вершине сверла.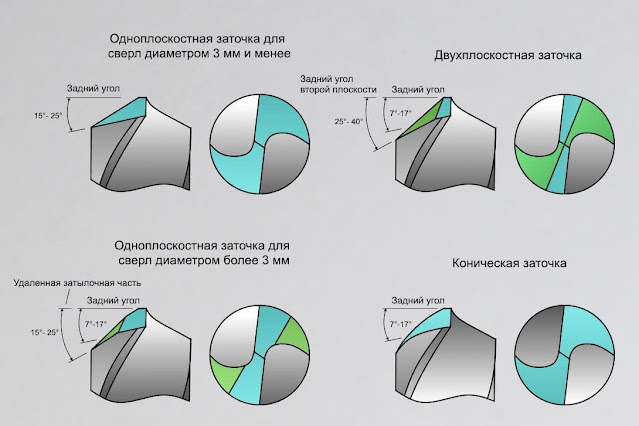 |
| Два самых распространенных способа образования заднего угла при вершине сверла |
- Две режущие кромки острые и симметричны друг другу.
- Задние поверхности скошены и расположены ниже режущей кромки. Т.е. между деталью, которую нужно просверлить, и вершиной инструмента присутствует зазор.
- Перемычка не слишком толстая и находится в центре.
Самая частая ошибка при неправильной заточке: это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба , а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал.
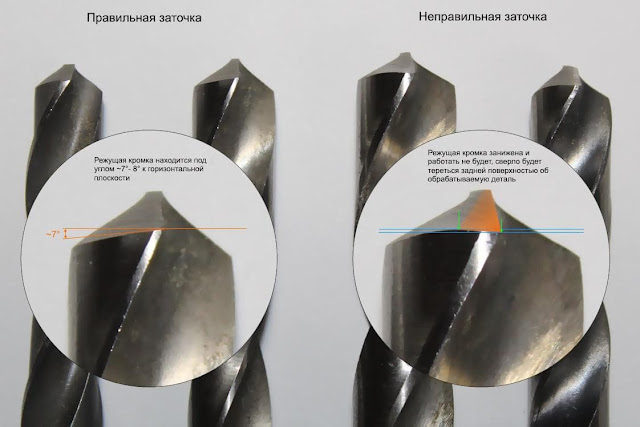 |
| Правильная и не правильная заточка сверла |
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
- с канавкой для отвода стружки
- с увеличением передних углов на кромке перемычки
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба
- со стачиванием части перемычки
- со стачиванием части перемычки и подточкой режущих кромок
- с прорезкой перемычки
Перемычку стачивают на глубину 0,1—0,15 диаметра сверла. В результате повышается стойкость, сверло лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
Заточка сверла на наждачном круге
Наждачный станок, оснащенный точильным кругом, – универсальное устройство. При его наличии заточка свёрл займет немного времени.
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Рабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом.
- Расположите сверло под углом 60 градусов относительно плоскости точильного круга. Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.






Т.к. выдерживать нужный угол заточки "на глаз" сложно, то существуют различные приспособления. Они могут быть заводскими или из подручных средств. Вот некоторые самодельные приспособления:




Заточка сверла на болгарке
Использовать болгарку нужно только в крайних случаях: она может стать причиной травм. Во избежание неприятных ситуаций сверло рекомендуется надежно закрепить на листе фанеры или вставить в тиски. Также любители изготавливают специальные приспособления для направления и удерживания сверл под определенным углом. Они крепятся к болгарке. В результате получается удобный и эффективный станок для заточки.
Болгаркой можно точить только тонкие сверла. При затачивании твердого инструмента большого диаметра велика вероятность травмы.
Для заточки сверла на болгарку устанавливается абразивный круг. Дальнейший ход работы точно такой же, как и при использовании точильного станка:
- сверло устанавливается под нужным углом к абразивному диску
- стачивается задняя поверхность одного зуба, затем второго
- корректируется длина режущих кромок
- затачивается перемычка
Заточка сверла насадкой на дрель
Внутри находится наждачный камень особой формы с предустановленным углом 118 градусов. Или есть жёлоб, который подводит сверло под нужным углом.
ликбез от дилетанта estimata
Как заточить сверло
Победитовый и обычный материал в процессе эксплуатации притупляется. Этот момент отражается на особенностях проведения процесса образования отверстия, так как с каждым разом приходится передавать большее усилие для образования отверстия. Стоит помнить о том, что чрезмерный износ может привести к появлению значительных дефектов сверл. Примером можно назвать ситуацию, когда образование отверстия прошло с появление дыма – результат сильного трения и нагрева поверхности победитовых сверл по металлу. Сильный нагрев приводит к повышению пластичности, сплав становится менее прочным и твердым. Именно поэтому заточка сверл по металлу должна проводиться вовремя, выполнить задачу можно в домашних условиях.

Особенности победитовых сверл
Прежде чем рассматривать то, как заточить победитовое сверло по бетону, следует понять его отличительный особенности. Победитовый вариант исполнения – разновидность спиральных сверл, режущая часть которых представлена твердосплавными напайками. Процесс срезания режущей кромки победитовых сверл проходит медленнее, но стоимость рассматриваемого инструмента зачастую в несколько раз превышает стоимость обычного. Именно поэтому нужно знать то, как провести их заточку своими руками в домашних условиях.
Геометрия рассматриваемого режущего инструмента имеет следующие нюансы:
- Передняя и задняя поверхность – основные элементы, которые образуют режущую кромку.
- Перемычка и ленточка – вспомогательные элементы.
Зачастую используется специальное оборудование. Однако встретить его в обычной мастерской практически невозможно, так оно стоит достаточно дорого и имеет узкую специализацию. Поэтому многие используют обычный станок с камнем.
Как провести заточку?
Сильный скрип и выделение тепла говорит о том, что режущий инструмент износился. Стоит отметить, что повышение температуры приводит к ускорению процесса износа. При рассмотрении победитовых сверл по металлу, что режущая кромка представлена твердым сплавом, своими руками заточить ее можно только при использовании специального оборудования.
Для проведения заточки победитовых сверл своими руками понадобится нижеприведенное:
- Точильный станок. Без подобного оборудования провести точение не получиться.
- При поиске точильного станка стоит учитывать, что он должен иметь охлаждающую ванну для используемого камня. Можно создать ее своими руками. Процесс обработки твердого сплава предусматривает сильное повышение температуры.
- Алмазный камень.
Отличительной особенностью заточки своими руками твердосплавного материала можно назвать необходимость использования именно алмазного камня, так как обычный не подойдет.
Перед выполнением заточки следует проверить возможность ее проведения. Если напайки менее 10 миллиметров, то заточка своими руками в принципе невозможна. Также большие дефекты не позволяют выполнить заточку.

Геометрия заточки сверла для различных материалов
После проверки состояния инструмента и при наличии необходимого оборудования можно выполнить заострение своими руками. К ее особенностям проведения отнесем следующее:
- Чем выше показатель твердости обрабатываемого материала, тем меньше должна быть скорость вращения камня. Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
- Проводить работу нужно малыми касаниями. Стоит помнить о том, что снятие слоя сплава напаек при использовании алмазного камня проходит довольно быстро. Поэтому внимательно контролировать процесс должен мастер для того чтобы не снять лишний слой рабочей поверхности. Работа проводится навису, без упора.
- Выполняя работу своими руками, без использования шаблона, рекомендуется затачивать поверхность аналогично в случае малых сверл по металлу, когда проводится изменение задней плоскости.
- Также рекомендуется провести подточку и передней поверхности. Эту работу рекомендуется выполнять, если напайка полностью изношена. Выполнить подобное изменение следует так, чтобы толщина центральной части напайки была значительно меньше.
Задняя и передняя поверхность образуют кромку, которая выполняет снятие металла на момент образование отверстия.
При выполнении работы своими руками нужно быть внимательным, так как все режущие стороны должны быть одинакового размера. Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Довольно важным правилом, которое применимо ко всем инструментам, можно назвать высказывание: чем больше показатель твердости поверхности, тем больше угол заточки. В рассматриваемом случае он должен составлять 170 градусов.
Особое внимание уделяют перегреву. Твердосплавные напайки на момент обработки сильно нагреваются. Перегрев любого материала приводит к изменению его структуры. Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации.
В заключение отметим, что рассматриваемую работу можно провести самостоятельно. Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Угол заточки сверла по металлу
Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.

Определить необходимость производства заточки сверла определяется на основании оценки следующих признаков:
- увеличение времени сверления;
- изменение размера образующейся стружки (в сторону уменьшения);
- нарушение температурного режима (перегрев режущего инструмента, самой заготовки, у которой вырезается отверстие);
- появление характерного механического шума во время работы
При интенсивном проведении сверления режущая кромка затупляется. Её износ начинается с переднего угла. Одновременно происходит износ задней кромки и перемычки между ними. Первым признаком изменения первичных параметров инструмента до предельных значений является характерный металлический звук. Происходит прекращение высверливания отверстия даже при увеличении скорости и силы подачи.
Точная обработка рабочих поверхностей сверла обеспечивает высокое качество отверстий, позволяет повысить скорость проведения операций, препятствует перегреву, продлевает срок их службы.
Виды заточки свёрл по металлу
Порядок восстановления формы режущей поверхности зависит от выбранного вида заточки. Основными видами являются:
- одинарная или нормальная;
- аналогичная с постепенной подточкой (доведением края до требуемой формы);
- одинарная с последующей правкой (подточкой) поперечного края и ленточки;
- двойная с подточкой поперечной кромки или с последовательной обработкой кромки и ленточки.

Выбор необходимого вида в основном зависит от следующих факторов:
- физических характеристик металла, в котором планируется сделать отверстие заготовка;
- диаметра применяемого инструмента;
- параметров резания.
Наиболее распространённым видом считается так называемая одинарная заточка. Её применяют для инструмента небольшого диаметра (до 12 миллиметров).
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.

Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга). Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.

Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.

При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Во время проведения этой операции необходимо контролировать два параметра: угол наклона инструмента к поверхности круга и размер создаваемой перемычки. Основными требованиями к результату этой операции является: формирование обеих кромок равной длины, получение заданных углов наклона. Для изделий, у которых по технологии необходимо получить небольшой задний угол целесообразно подточить дополнительно заднюю поверхность. Это снизит её трение во время резания и не будет увеличиваться нагрев инструмента и заготовки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.

Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
Заточка сверла - подрезка перемычки

Подрезка перемычки очень важная операция при заточке сверла. Заточка сверла просто в домашних условиях минимальными средствами
Перемычка образована сердцевиной тела сверла.
Перемычка сверла работает в крайне тяжелых условиях, она не режет, а заминает материал. При этом значительно увеличиваются усилие необходимое для внедрения режущих кромок в материал. Для уменьшения прикладываемого усилия при сверлении и облегчения условий резания (уменьшения температуры и давления в зоне резания) нужно уменьшить величину перемычки. Этот момент можно хорошо прочувствовать когда необходимо рассверлить отверстие сверлом диаметр которого в три-четыре раза больше изначального отверстия. В этом случае перемычка не участвует в процессе резания и сам процесс сверления проходит гораздо быстрее и с меньшим усилием, нежели сверление сразу большим диаметром.
Часто в продаже на новых сверлах можно увидеть что, многие производители при заводской заточке вообще не применяют подрезку перемычки.
Для этого есть несколько причин:
- Дополнительная операция при производстве обязательно повысит стоимость готового изделия;
- Во многих сверлах толщина центральной части увеличивается к хвостовику, это делается для увеличения прочности сверла. Соответственно на новом сверле величина перемычки не велика, и не оказывает существенного сопротивления при работе;
- При сверлении не твердых материалов перемычка не оказывает большого влияния на процесс сверления.
Но стоит отметить, что в продаже имеются сверла, где перемычка подрезана заводом-изготовителем.
Подрезку перемычки желательно делать на эльборовом или алмазном круге, но при отсутствии такового можно обойтись и тем, что есть в наличии.
Первый тип.
Подрезка перемычки плоскостью по задней поверхности со сведением в точку.
Подрезка производится на периферийной поверхности абразивного круга. Сверло располагается как показано на фото.
Ребро круга должно приходиться точно на перемычку. А сама перемычка перпендикулярна периферийной поверхности круга. После легкого касания и снятия небольшого количества металла необходимо произвести те же операции со второй задней поверхностью сверла. Повторяем до момента, когда перемычка не сойдется в точку.
Тем самым на месте перемычки образуется небольшая прямая режущая кромка.
Второй тип.
Врезка ребром круга осуществляется в заднюю поверхность под небольшим углом (угол зависит от диаметра сверла) к перемычке. Важно не задеть торцевой поверхностью уже заточенную режущую кромку
Как и в первом случае, подрезка выполняется легкими касаниями до момента когда размер перемычки достаточно уменьшиться.
В отличие от первого типа на месте перемычки образуется не прямая, а изогнутая режущая кромка, которая в силу своей большей длины испытывает меньшие нагрузки при сверлении и более устойчива к затуплению.
Первый и второй тип подрезки можно считать универсальными. Они отличаются высоким самоцентрированием, что позволяет сверлить без предварительного кернения. Это очень выручает при сверлении отверстий ручным инструментом в труднодоступных местах.
Третий тип.
Подрезка по передней поверхности.
Режущая кромка параллельна торцевой поверхности абразивного круга, а ось сверла перпендикулярна периферийной.
Данный тип подрезки применяется к свёрлам предназначенным для обработки материалов с высокой твёрдостью (чугун, закалённые стали ). Увеличение переднего угла приводит к возрастанию стойкости режущей кромки(повышается устойчивость к выкрашиванию).
Существуют и другие варианты подрезки о них поговорим позже в статье посвященной специальной заточке сверл.
О том, как просто заточить сверло можно прочесть тут:Заточка сверла это просто
Читайте также: