Поперечно строгальный станок по металлу
Обновлено: 03.05.2024
Строгание – особый процесс, подразумевающий срезку слоев металла с плоских поверхностей различных деталей и шаблонных заготовок. Строгание востребовано в промышленности и применяется, наряду с фрезерованием и шлифовкой. Для выполнения работ задействуют специальные строгальные станки. Стоит подробнее рассмотреть их строение, особенности и виды.
Устройство и назначение
Качественное выполнение срезки материала обеспечивается за счет надежного функционала оборудования, которое используют для строгания. Строгальный станок представляет собой прочную конструкцию, в составе которой присутствуют следующие узлы:
суппорт, оснащенный резцедержателями;
стальная рама в виде портала или консоли;
механизм, отвечающий за перемещение стола;
рабочая поверхность с пазами для фиксации изделия;
двигатель электрического типа;
насосная станция, обеспечивающая своевременную подачу смазочно-охлаждающих средств;
горизонтальные и вертикальные поперечины.
Каждый станок маркируется в соответствии с требованиями государственных стандартов. Маркировка представляет буквенно-цифровое обозначение, посредством которого удается определить группу станка, максимальный размер обрабатываемой детали и другие сведения.
Классический строгальный станок выполняет только одну функцию – снимает слой материала определенной толщины с обрабатываемой заготовки. Оборудование используют для работы с металлическими изделиями, где необходима высокая точность выполнения работ.


Строгальные станки востребованы на производстве и в частных мастерских установки, посредством которых удается повысить качество заготовки и в короткие сроки добиться нужного результата. Плюсы оборудования.
Универсальность. Станки способны обрабатывать изделия из любых видов металлов.
Регулировка скорости резки. Оператор может настроить оптимальное перемещение резца относительно заготовки.
Большой выбор режущих лезвий и других инструментов. С помощью дополнительной оснастки удается расширить функционал устройства.
Удобство использования. Управление установкой не вызывает трудностей.


Среди минусов строгальных станков по металлу выделяют шумную работу двигателя и высокий уровень вибраций, которые инструмент выдает во время срезки материала.
Ключевые отличия строгального станка от другого оборудования – фрезерных или токарных установок – в конфигурации заготовки, планируемой к обработке, и принципе работы комплекса. Станок работает в основном с плоскими изделиями, где у резца есть возможность обработать одну или несколько сторон зафиксированной на рабочем столе детали.
Производители выпускают широкий ассортимент строгальных станков. По технологии изготовления все модели можно поделить на два основных вида.
Продольно-строгальные. Дополнительно делятся на конструкции с одной или двумя стойками. Их используют для обработки крупных заготовок, что делает возможной установку комплекса на промышленном предприятии.
Поперечно-строгальные. Особенность моделей в подвижной режущей части. Заготовка при этом надежно фиксируется в одном положении. Подходит для обработки деталей больших размеров. Плюс устройства в увеличении скорости резки и широком функционале.


Отдельной категорией стоит выделить станки специального назначения. Различие кроется в конструкции комплексов и воздействии на заготовку. Вот основные виды.
Долбежные с ручным управлением. Используются для формирования отверстий в металлических заготовках. А также обеспечивают возможность выборки материала под выемки, пазы, выступы. Рабочий инструмент долбежного станка – долбяк, особенностью которого являются зубья, играющие роль традиционных резцов. У некоторых моделей есть поворотная головка, что расширяет функционалы установки и делает возможной работу под углом.

- Протяжные. Дополнительно делятся на горизонтальные и вертикальные станки. В основном используются для работы с небольшими заготовками, где требуется оперативное снятие стружки.
- Фасонно-строгальные. Применимы в частных мастерских и на узкоспециализированных предприятиях, где внимание уделяют срезке материала с криволинейных поверхностей. А также комплексы отлично справляются с резкой металла на поверхностях, расположенных в разных плоскостях.

На скорость и качество работы строгального станка, вне зависимости от модели, влияют скорость движения режущей поверхности, плавность хода комплектующих и частота движений лезвий. А также улучшить производительность помогут правильно подобранные резцы в требуемом количестве.
Оснастка
Срезка материала невозможна без острых стальных резцов, которыми оснащают оборудование. Прежде чем приступать к обработке заготовки, необходимо тщательно подойти к выбору оснастки. Мастера советуют учитывать при покупке резцов:


Главное преимущество строгальных станков – простота эксплуатации. Выполнить монтаж нового резца можно без опыта и особых знаний об устройстве конструкции установки. Во время работы стоит позаботиться о грамотном использовании резцов, чтобы продлить срок службы комплектующих.
Для этого рекомендуется отдавать предпочтение станкам с откидной фиксирующей головкой, которые вернут резец на место по окончании процесса.
Нюансы выбора
Покупка строгального станка по металлу требует ответственного подхода. Выбор не подходящей под требования установки приведет к невозможности проведения работ или быстрому износу комплектующих. При покупке станка стоит учитывать:
площадь рабочей поверхности;
мощность используемого двигателя;
максимальную скорость перемещения резцов;
доступные варианты срезки материала;
конфигурацию и размеры оборудования;
степень защиты конструкций от влаги, пыли и других воздействий;
максимальную массу заготовки, которую может обработать станок.
Дополнительно стоит обращать внимание на производителя, гарантийный срок и функционал оборудования.
Поперечно-строгальный станок по металлу: описание моделей, видео
Строгальное оборудование с возвратно-поступательным движением резца и неподвижной заготовкой, установленной на столе подач, имеет ограниченную сферу применения и задействуется прежде всего в условиях мелкосерийной и разовой выработки. Тем не менее оно имеет свои преимущества и считается окупаемым при необходимости выполнения черновых и чистовых операций по строганию и подготовке пазов в сравнительно небольших заготовках из металла с плоской и фасонной формой. Модельный ряд этих станков ограничен, но все предлагаемые устройства ценятся за простоту компоновки, высокую точность обработки, надежность и неприхотливость.
Данное оборудование не является высокопроизводительным, из-за холостого обратного хода и недопустимости высоких скоростей реза вследствие инерционности размеры обрабатываемых заготовок у него ограничены, для массового выпуска изделий из металла продольно-строгальные станки практически не используются. Но они являются оптимальными при необходимости формирования сложных канавок и профилей с помощью резцов или недопустимости задействования вращающихся фрез. В узле суппорта таких станков закрепляется самый разный рабочий инструмент, включая проходные, подрезные и прорезающие и фасонные резцы, позволяющие выполнять черновые и чистовые операции строгания с присущей им точностью (средние отклонения не превышают 0,03 мм на 300 мм длины заготовки из металла).
В частности, станок поперечно-строгальный успешно используется:
- При строгании горизонтальных плоскостей с помощью универсальных проходных резцов, вертикальных – подрезных в комплекте с упорами.
- Обработке параллельных плоскостей с разделением процесса на два этапа и последовательным выполнением работ
- При строгании наклонных плоскостей путем установки суппорта под углом и обеспечением его подачи в параллельном направлении. Максимальный эффект достигается при необходимости обработки узкой полосы (10-30 мм), при таких параметрах проявляются все преимущества закрепления широкого и не вращающегося резца.
- При выполнении пазов и канавок, включая шпоночные.
- При строгании фасок с помощью вогнутых, выпуклых и аналогичных резцов.
- При изготовлении зубчатых колес, муфт и кулачков (при условии использования дополнительных специализированных и делительных приспособлений).
Уступая фрезерным и токарным моделям в производительности и цене, данное оборудование выигрывает в дешевизне закрепляемого рабочего инструмента и в простоте его заточки. По этой причине такие станки рекомендуют купить при необходимости снятия окалины или формировании точных пазов и канавок в плоских и фасонных заготовках за минимальное число заходов.
Устройство и принцип работы оборудования
Компоновка узлов отличается простотой и включает несколько крупных элементов:
1. Фундаментную плиту с устойчивой станиной, фиксируемой болтами. Строгальный станок по металлу представляет собой довольно массивную конструкцию и весит не менее 1800 кг.
2. Ползун с вмонтированным суппортом, удерживающим и регулирующим положение строгального резца, и механизм его подачи.
3. Шкаф или кожух с двигателем (преимущественно ассинхронным) и электрооборудованием и привод. Строгальные виды станков оснащаются кулисным, кривошипным, шестерным, переносным или гидравлическим механизмами передачи, первая группа является самой распространенной, но имеет сравнительно ограниченную длину хода ползуна (до 700 мм), разновидности с движением в пределах 700-1000 мм как правило гидрофицированы и имеют отдельный привод для осуществления ускоренного возврата суппорта.
4. Рабочий стол со стойками для дополнительного крепления и усиления жесткости и направляющими для горизонтального перемещения. У усовершенствованных модификаций он является наклонным.
Поперечное строгание в этих станках осуществляется с помощью совершающего возвратно-поступательные перемещение ползуна с закрепленным резцом с разными сечением и формой, в ходе контакта с инструментом сама заготовка остается неподвижной. Снятие метала или формирование паза при этом осуществляется во время рабочего хода узла суппорта, после чего следует его холостой ход (как правило ускоренный в несколько раз) с возвратом в исходное положение. По завершении каждой возвратной операции станок осуществляет движение подачи стола в поперечном направлении относительно главного хода.
Основной размерной характеристикой является длина хода ползуна, варьирующаяся от 200 до 2400 мм, при среднем диапазоне 500-700. Суппорт с резцом способны перемещаться в продольном и вертикальном направлении и поворачиваться вокруг горизонтальной оси. Скорость его движения наряду с габаритами и параметрами подач стола оказывают прямое влияние на функциональность и размеры обрабатываемой заготовки. Устройства запитываются от трехфазной сети и имеют простое управление.
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
Базовая модель поперечно-строгального станка, поставляемая без долбежной головки по цене от 680000 рублей и используемая при обработке плоских и фасонных изделий из металла во всех плоскостях, включая наклонную.
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.
Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
Поперечно-строгальный станок Гомельского СЗ являющийся базовым для моделей с универсальным поворотным столом и копировальными устройствами, используемый для обработки поверхностей их металла с длиной ползуна до 700 мм включительно. В настоящий момент модель снята с основного производства и заменена усовершенствованными долбежными аналогами, но благодаря надежности узлов и гидравлическому приводу она все еще используется в механических цехах машиностроительных предприятий и реализуется в б/у состоянии по цене от 140000 рублей и выше.
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
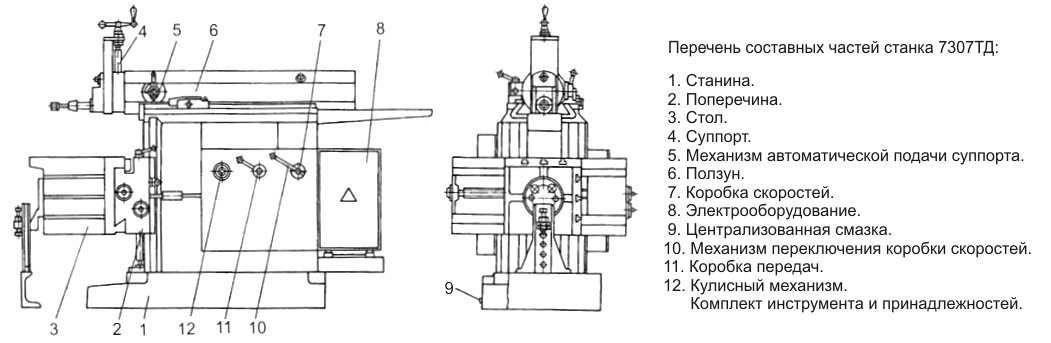
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.
Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.
Строгальные станки по металлу
Строгание – процесс снятия слоёв металла с плоских поверхностей заготовок. Применяется, наряду с фрезерованием, но отличается иной кинематикой движения рабочего инструмента: если фреза совершает вращательное движение, то резец на строгальном станке – возвратно-поступательное. На таком оборудовании иногда выполняют также пазы и канавки.

Советский строгальный станок
Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен.
Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Устройство
Для качественного выполнения возложенных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедеражателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках используется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и даже наклонным плоскостям.

Китайская модель станка
Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;

Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Продольно-строгальные станки

Сегодня продольно-строгальные станки используются для выполнения сложных и трудоемких технологических задач. Тонкая, быстрая и точная работа сложного механизма дает отличный результат — детали всевозможных размеров и форм. С каждым годом спрос на металлообрабатывающие станки возрастает с геометрической прогрессией, и продольно-строгальные модернизированные станки не исключение.
Область применения
В основном, такие станки применяются на предприятиях тяжелого и среднего машиностроения, в индивидуальном и мелкосерийном производстве, а также в условиях ремонтных цехов. Благодаря специальной конструкции на них безопасно работать. Тормозные ограничивающие и амортизирующие устройства предотвращают опасные последствия при выбросе стола.
Виды выполняемых работ
Строгание вертикальных и горизонтальных плоскостей
Строгание параллельных, перпендикулярных и наклонных плоскостей
Выполнение канавок и пазов Обработка фасонных поверхностей
К тому же, продольно-строгальные станки позволяют производить как черновое, так и чистовое строгание. На них можно провести финишную обработку поверхности с высокой чистотой и точностью.
Назначение и преимущества
В наше время продольно-строгальные станки применяются для обработки различных поверхностей и плоскостей стальными резцами. С их помощью можно качественно обработать не только крупные и сложные конструкции, но и мелкие и средние детали, требующие особого подхода и сноровки. Одним из важнейших критериев выбора станка – его стоимость. Взвешенная цена инструмента, открывает широкие возможности крупному и малому бизнесу на ниве изготовления деталей, конструкций, обработке металла и других материалов. К одному из преимуществ работы с нашими станками, является простая и быстрая наладка и отстройка механизма. Установка деталей крупных размеров совсем несложная. Совокупность этих факторов указывает не только на экономическую выгоду, но и простоту работы и обслуживания.
Особенности конструкции и функционирования станков
К основным узлам продольно-строгальных станков относятся: стол, станина, поперечина, а также вертикальные суппорты и портал, боковая стойка и коробка подач суппортов. Оснащение их кулисно-кривошипного механизма приводом позволяет изменять степень скорости строгания и фрезерования металла. Возвратно-поступательное движение в таких машинах передается резцу. Заготовка тщательно фиксируется на столе станка. Длина строгания может доходить до 25 метров, ширина — до 5 метров. Продольно-строгальные станки способны обработать поверхности как базовых, так и корпусных деталей, изделий из стали, чугуна, цветных металлов.
Из истории
Первые станки такого типа разработаны в самом начале 19 столетия. Обрабатываемые детали крепились с помощью каретки, и подавалась снизу. В 50-х годах в Германии построена модель с верхней подачей деталей, которая фиксировалась между 2-мя плоскостями. Такая технически усовершенствованная конструкция используется и сейчас.
© СК «Станкоснаб» – предлагаем купить недорого продольно-строгальные станки.
Поперечно-строгальный станок 7Б35: устройство и применение
Возможность обработки мелкой и средних заготовок, на которых имеются достаточно длинные плоские поверхности, предопределяет широкое применение поперечно-строгальных станков целого ряда модификаций в условиях мелкосерийного и единичного производства. Станки такого рода компактны и надёжны в эксплуатации. Большинство из них оснащается механическим прижимом обрабатываемого изделия, хотя популярная модель 7Д36 оборудована гидравлическим прижимом.

Строгальный станок 7Б35
В каких случаях строгание конкурентоспособно с фрезерованием
Действительно, наличие фазы холостого хода, когда резец возвращается в исходное положение, и обработки не производит, существенно улучшает позиции прямого конкурента строгальным станкам – фрезерного оборудования. Однако в некоторых случаях использование строгания более целесообразно:
- В случае черновой обработки групповых поверхностей на однотипных заготовках наладка фрезерных станков по своей трудоёмкости значительно превосходит затраты времени на обслуживание строгальных.
- Механическая обработка заготовок с поверхностной коркой ржавчины или окалины быстро выводит фрезы из строя, при этом трудоёмкость восстановления является достаточно высокой, из-за сложности заточки инструмента.
- Во время строгания заготовка нагревается менее интенсивно, а потому тепловые деформации изделия незначительны.
- Соответственно, увеличивается и точность обработки.
Энергетические затраты при строгании поверхностей существенно ниже, чем при их фрезеровании, поэтому мощность привода строгальных станков, по сравнению с фрезерными, также ниже. - Строгальные станки и инструмент дешевле фрезерных, и это особо оправдывает себя при небольших объёмах выполняемых операций.
- Максимальным передвижением поверхности с закреплённой деталью, соответственно в вертикальном и горизонтальном направлениях, мм – 310 и 500. При этом вертикальное движение возможно только в ручном режиме;
- Скорость быстрого перемещения, м/мин – 2,23;
- Точность управления по отсчётному лимбу, мкм – 100;
- Перемещение за один оборот лимба, мм – 12;
- Наибольшие размеры устанавливаемых на столе заготовок, мм: по боковым поверхностям — 380×375, по верхней — 500×360;
- Способ крепления заготовок – лапами на Т-образные пазы;
- Наибольшее вертикальное перемещение резцовой головки на суппорте в ручном режиме, мм – 170;
- Наибольшее угловое перемещение резцовой головки на суппорте в ручном режиме, град ± 60;
- Точность перемещения резца: угловая ± 10, линейная – 0,05 мм;
- Функция автоматического подъёма резца при его холостом перемещении – отсутствует.
- тип и мощность привода — электродвигатель переменного тока 5,5 кВт, при числе оборотов 1400 мин-1;
- угловая скорость вращения приёмного вала — 625 мин-1;
- наибольшее тяговое усилие на ползуне, кг – 1800;
- производительность шестерённого насоса для подачи СОЖ, л/мин – 5;
- протяжённость двойного хода стола, м – 0…0,5;
- максимально допустимая скорость резания, м/мин – 140;
- габариты станка (длина, ширина, высота), мм — 2335×1355×1540.
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.
Суммируя вышеуказанное нетрудно сделать вывод о том, что для получения небольших плоских поверхностей по металлу целесообразно использовать их поперечное строгание. Поперечно-строгальный станок 7Б35, длительное время производившийся станкостроительным заводом в Оренбурге, как нельзя лучше подходит для данных целей.
Общие параметры
По своему устройству станок 7Б35 – универсального назначения. Механизм поперечно-строгального станка – кривошипно-кулисный, что позволяет изменять ход ползуна в пределах 20…500 мм. Технологические возможности станка определяются следующими характеристиками:
Технические характеристики оборудования:

Устройство станка не предусматривает автоматического учёта двойных ходов ползуна. С целью безопасности работы имеется предохранитель от перегрузки.
Основные узлы и принцип действия
Поперечно-строгальный станок 7Б35 состоит из:

Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может передвигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. Далее при помощи сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора вех восьми ступеней число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16.
Использовать максимальные длины строгания при наибольших скоростях перемещения суппорта допускается только после проведения соответствующих расчётов. При превышении возможен обрыв кулисного пальца, а также ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5…6 месяцев.

Электрическая схема принципиальная
Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:

В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании.
В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.
Читайте также: