Порошковое напыление металла что это
Обновлено: 02.07.2024

Впервые порошковая краска появилась в Германии еще в 1950-х годах. Тогда были запатентованы несколько технологий покрытия металлических изделий электростатически заряженными частичками. Сейчас окрашивание металла выполняется эпоксидными, полиэфирными или эпоксидно-полиэфирными материалами термореактивным либо термопластичным способом. Вначале металлическая поверхность проходит механическую и химическую подготовку. Затем в специальной камере детали окрашиваются порошковым составом электростатическим, трибостатическим или другим методом.
Виды порошковых красок
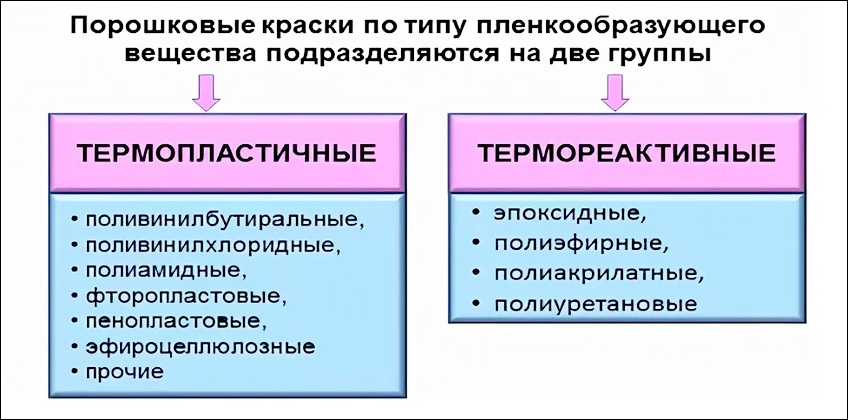
По способу образования защитно-декоративной пленки порошковые краски различаются 2-х видов. В термореактивные ЛКМ входят отвердители: при нагреве между химическими группами происходит реакция, в результате порошок растекается и полимеризуется. В таких составах содержатся эпоксидная смола, полиэфирные смеси, акрил, полиуретан. Материалы согласно технологии запекаются и отвердевают только раз. Полученное термореактивным способом покрытие устойчивое к воздействию тепла и химикатов.
Типы порошковых красок
К УФ порошковым краскам принадлежат фотополимеризуемые материалы с химическим фотоинициатором. Последний молниеносно реагирует на ультрафиолетовую энергию, что приводит к отверждению либо сшиванию. УФ порошок перед затвердением расплавляется за 1-2 мин при температуре 110-130 °C. Термопластичные краски, состоящие из ПВХ, пластмасс и полиамидов, применяются для покрытия проволоки и схожих изделий, которые при отделке непрерывно перемещаются. Наносятся такие мягкие и эластичные покрытия в флюидизированном слое.
Различаются 3 основных типа порошковых красок по химсоставу.
- Эпоксидные. Обладая прочным составом, хорошо защищают от ржавления. Устойчивы к химическим растворителям и влаге, но под воздействием ультрафиолета могут видоизменяться.
- Полиэфирные. Не пигментируются, не боятся УФ лучей. Выдерживают воздействие химических растворителей, но отличаются токсичностью.
- Эпоксидно-полиэфирные. Промежуточный вариант между двумя первыми типами. Не токсичны, устойчивы к воздействию ультрафиолета, хорошо выдерживают удары. Среди минусов — невысокая стойкость к растворителям и влаге.
На полиэфиры схожи уретаны. Они прочные, гладкие, коррозионно- и химически стойкие. Этими материалами по уникальной технологии покрываются топливные баки, кондиционеры, сельхозоборудование, дверная фурнитура и автомобильные диски.
Каковы преимущества и недостатки порошковых красок
Нанесение порошкового покрытия происходит экономно. На поверхности окрашиваемой детали электростатически прилипает оптимальное количество порошка.
Излишние частички, которые осыпаются, не идут в отходы — они собираются и применяются повторно.
В составе порошковой краски нет растворителей, поэтому не требуется проводить мероприятия по удалению токсичных паров из замкнутого рабочего пространства. Технология нанесения ЛКМ очень проста. После овладения правилами работы со специальным инструментом сухое окрашивание по сравнению с традиционным будет проходить значительно быстрее. После нанесения сухая краска согласно технологии сохнет всего лишь 0,5 ч.
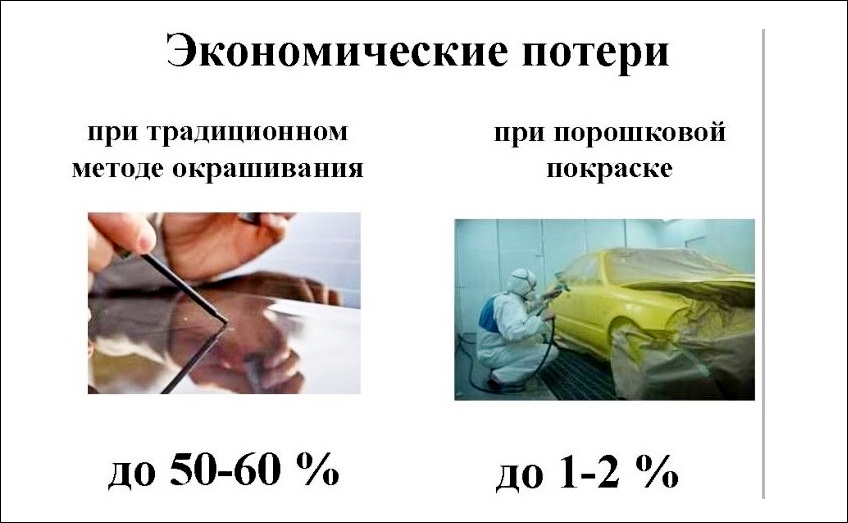
Экономические потери от покраски
Порошковые материалы значительно менее пористы, чем разведенные растворителем. Они хорошо защищают металлические детали от ударов и ржавления. Большинство модификаций сухих красок отлично выдерживают воздействие разных внешних факторов, в том числе ультрафиолетовых лучей, зноя и мороза.
Порошковые краски — экологически чистые. Их органические соединения не наносят вреда человеческому здоровью и окружающей среде. При использовании такого материала загрязнение воздуха в цеху не происходит, а опасность возгорания полностью отсутствует.
У порошковых ЛКМ имеются и минусы:
- детали отделываются только специальной техникой в закрытом помещении;
- изменять цвет и оттенок порошка технически не представляется возможным;
- если на поверхности металла имеется царапина или скол, придется полностью перекрашивать изделие или устранять дефект специальным маркером;
- поскольку краска наносится при ≈ 200 °C, то отделывать ею можно только изделия, выдерживающие высокую температуру.
Кроме того, при нанесении порошка на деталь сложной формы могут возникнуть технические сложности — внутренние углы могут не прокраситься.
Подготовка поверхности для нанесения краски
Перед напылением порошковой краски изделие по технологии предварительно подготавливается механическими и химическими способами. На первой стадии удаляется грязь, старая краска и ржавчина. Выполняются эти работы абразивным способом — болгаркой, пескоструйкой либо другим инструментом. Затем выполняется химическая подготовка. Поверхности детали обезжириваются, травятся, фосфатируются, промываются водой. А также обрабатываются конверсионным слоем, пассивируются и сушатся.
Способы нанесения порошка
Среди нескольких способов нанесения порошка на поверхность наибольшую популярность обрели электростатическое и трибостатическое окрашивание.
Электростатический
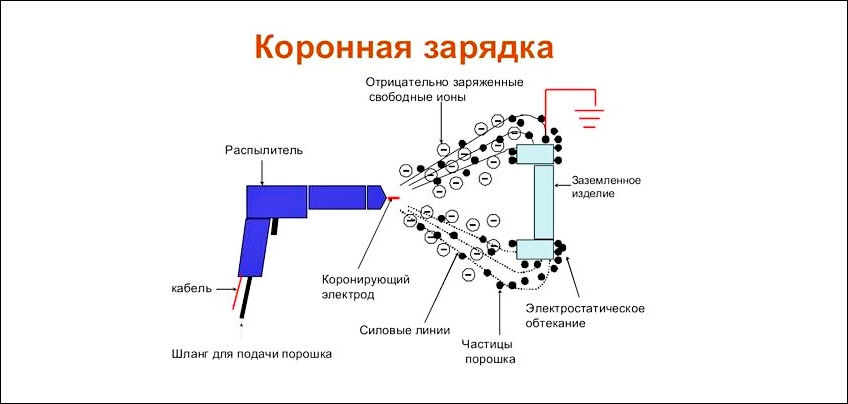
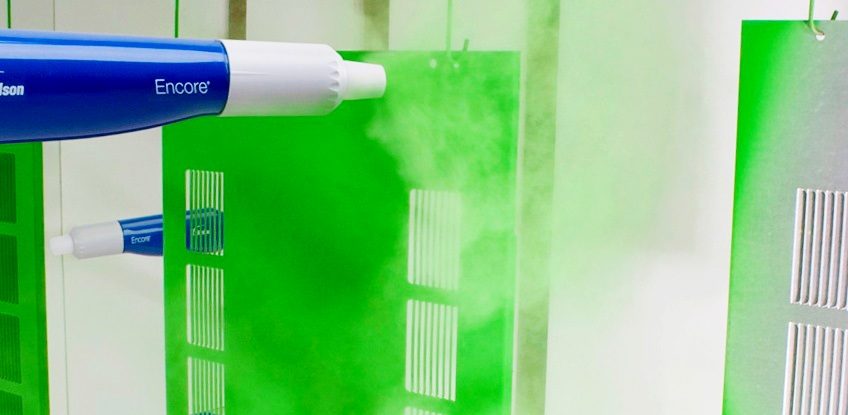
Электростатический способ нанесения краски
При самом распространенном способе нанесения порошковой краски на металлические предметы применяется электростатический пистолет. Этот инструмент работает на сжатом воздухе и для подзарядки порошка на выпуске использует высоковольтный электрод. Объект, подлежащий покраске, заземляется для прилипания к нему частичек порошка. У пистолетного электрода обычно минусовая полярность, у детали — плюсовая. Для отделки металлической поверхности нейлоновыми порошками полярности меняются на противоположные. Хотя электростатический способ наиболее популярный, но у него имеется недостаток — между окрашиваемыми элементами и пистолетом возникает высокое напряжение, поэтому из-за фактора клетки Фарадея трудно покрыть металл в углублениях.
Трибостатический
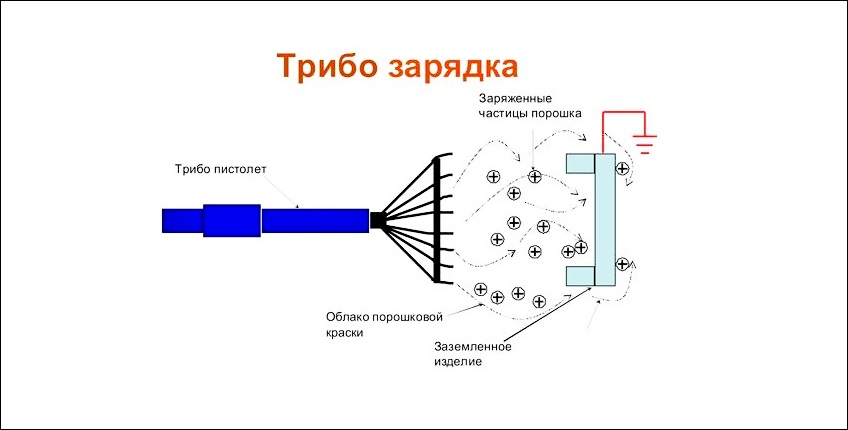
Трибостатический способ покраски
Второй по популярности — трибостатический способ. Как и в первом случае, порошок нагнетается сжатым воздухом, но при этом методе заряд происходит по причине фрикционного контакта внутренней части пистолета и частичек порошка. Электроны согласно технологии отделяются от краски, микрочастицы которой, обретя положительный заряд, притягиваются к подложке. Поскольку между инструментом и обрабатываемой деталью нет электростатического поля, то фактор клетки Фарадея нивелируется, а частички достигают углубленных частей. Такая технология уступает по частоте применения электростатической. Дело в том, что скорость окраски трибостатическим пистолетом относительно ниже. Помимо того, зарядить таким способом доступно лишь часть порошковых составов, для которых, однако, не нужен источник высокого напряжения.
Нанесение порошковой краски на металл
На очищенную деталь напыляется порошок. По ходу нанесения порошковой краски частички электрозаряжаются от источника извне или при трении между собой. Электрополем микрочастицы переносятся на изделие с противоположным зарядом. Неосевшие частички по технологии улавливаются в специальной камере, после чего используются повторно. Деталь с прилипшей к её поверхности краской перевозится для запекания в камеру полимеризации. В последнем порошковый слой превращается в высококачественное монолитное покрытие.
Нанесение порошковой краски на металл
При формовке покрытия порошковая краска нагревается, оплавляется, становится монолитной. В завершение в результате остывания термопластичных материалов либо отвердения термореактивных аналогов создается очень прочная пленка. Преобразование красящей субстанции происходит в 3 стадии. В результате оплавления порошок переходит в сгущенное состояние. Из вязко-текущей субстанции образуется монолитный слой. Отделываемое изделие смачивается расплавленным полимером, в результате создается прочное, твердое и долговечное покрытие. Сейчас защита металла порошковым покрытием проводится в Москве и многих других городах России.
Порошковое напыление металла позволяет получать очень качественные покрытия

Порошковое напыление металла полимерными материалами — это на сегодняшний день самый современный и эффективный метод получения декоративно-защитного покрытия металлических изделий, которые используются в различных отраслях народного хозяйства. На данный момент аналогов порошковой покраске на рынке не существует, так как она обладает многими неоспоримыми экономическими и технологическими достоинствами, и что самое главное, не наносит никакого вреда экологической обстановке. В отличие от традиционных жидких красок порошковые в своем составе растворителей не содержат, поэтому и являются полностью безопасными как для работающих с ними людей, так и для окружающей среды.
Порошок, используемый для напыления металла, представляет собой смесь мельчайших частиц каучука и красящего пигмента. В процессе напыления частицы порошка, имеющие электрический заряд, распыляются на поверхность изделия, являющуюся нейтральной. Происходит это с помощью специального электростатического пистолета-распылителя. После того, как напыление будет закончено, изделие из металла (или иного материала) транспортируется в другое помещение — камеру полимеризации, в которой происходит нагревание и размягчение порошка. Краска расплавляется и растекается по поверхности ровным слоем, в результате чего получается стойкое, долговечное и очень привлекательное покрытие, обладающее, к тому же, защитными свойствами.
Технология порошкового напыления металлов развивается очень быстрыми темпами, повсеместно вытесняя с рынка традиционные жидкие краски. В настоящее время ведутся работы по разработке новых методов порошкового напыления, что способствует еще большему ее распространению.
Порошковое напыление металла позволяет получать очень качественное покрытие, которое представляет собой слой порошка, нанесенного на поверхность изделия, а затем расплавленного в печи с высокой температурой.
Таким образом, порошковое напыление состоит из трех основных этапов:
- Предварительная обработка поверхности и подготовка к напылению. Заключается она в удалении окислов и загрязнений, фосфатировании и обезжиривании, чтобы обеспечить хорошую адгезию и защитить окрашенное изделие от коррозии.
- Непосредственное нанесение слоя порошковой краски на деталь из металла в камере напыления.
- Нагревание и полимеризация порошкового слоя в камере полимеризации, формирование прочной пленки, остывание и отверждение.
Для порошкового напыления изделий из металла используются специальные окрасочные линии, которые могут быть автоматическими, полуавтоматическими и ручными. Для напыления крупногабаритных конструкций предусмотрена специальная транспортная система, которая перемещает их из камеры в камеру. Принцип ее работы состоит в том, что окрашиваемые предметы подаются на тележках или подвесках, которые передвигаются по рельсам. С помощью транспортной системы можно обеспечить непрерывный процесс напыления, что существенно увеличивает производительность окрасочных линий.
В начале процесса порошкового напыления детали из металла загружаются на конвейерную ленту и отправляются в камеру предварительной подготовки. Там они подаются в пятиступенчатый очиститель и проходят обработку очистителем, фосфатированию, антикоррозионной обработке, после чего ополаскиваются чистой водой. После этого изделия высушиваются в специальной печи. Это делается для того, чтобы полностью исключить попадание на поверхность влаги. После сушки изделия охлаждаются. Затем они перемещаются в окрасочную камеру и на них напыляется порошок. В камере полимеризации он расплавляется о получается качественное покрытие.
Нужно сказать, что порошковое напыление металла позволяет получать очень качественные покрытия. Достигается это за счет того, что на всех этапах производственного процесса осуществляется постоянный контроль. Для этого применяются современное оборудование. Например, для качественного контроля параметров полимеризации о формирования покрытий на поверхности деталей используется томограф. Степень заряда порошковой краски также контролируется, равно как и заземление деталей.
Назначение и способы напыления металла
Рассказываем о напылении металла: особенности и назначение технологии. Современные способы. Применяемое оборудование и приборы. Особенности ионно-плазменного и плазменного напыления. Лазерное, вакуумное и порошковое напыление.

Напыление металла – это технология изменения структуры поверхности изделия с целью приобретения определенных качеств, повышающих эксплуатационные характеристики. Обработку выполняют путем нанесения однородного металлического слоя на деталь или механизм. В качестве расходного материала используют специальные порошковые составы, которые подвергают термической обработке и придают им значительное ускорение. При ударном соприкосновении с поверхностью частицы осаждаются на плоскости.
Технология появилась в начале XX века в качестве альтернативы традиционным способам поверхностной модификации металлов. По мере изучения и развития методов напыления металлических изделий была образована отдельная отрасль – порошковая металлургия. Это технология получения порошков для изготовления из них различных изделий.
В современной промышленности напыление металлов считается одним из самых экономичных способов обработки. По сравнению с объемным легированием технология дает возможность получить необходимые эксплуатационные свойства поверхности при меньших затратах.
Сущность и назначение напыления металлов
Нанесение защитных покрытий на металл необходимо для многих отраслей промышленности. Цель напыления изделий – повышение базового эксплуатационного ресурса заготовки. Защитный слой обеспечивает надежную защиту от следующих вредных факторов:
- воздействия агрессивных сред;
- вибрационных и знакопеременных нагрузок;
- термического воздействия.
Состав многокомпонентного порошка подбирают исходя из требуемых эксплуатационных качеств.
Использование нескольких составляющих повышает риск получения неоднородного покрытия ввиду расслаивания защитного слоя. Для решения этой проблемы используют специальные материалы канатного типа, где порошок фиксируется пластичной связкой.
В процессе напыления поток частиц направляют на поверхность металла. При взаимодействии с поверхностью распыляемые элементы деформируются, что обеспечивает надежный контакт с изделием. Качество адгезии с заготовкой зависит от характера взаимодействия частиц с подложкой, а также процедуры кристаллизации защитного слоя.
Способы напыления, применяемое оборудование
На заре развития технологии обработка изделий осуществлялась с помощью сопла горелки и обычного компрессора, которые обеспечивали нагрев расходного материала и скоростной перенос на осаждаемую поверхность. По мере развития технологии были разработаны новые методы получения защитного покрытия. Следующим этапом развития стало использование электродугового оборудования. Конструкция такого металлизатора проволочного типа была разработана в 1918 году.
Существует два вида процесса напыления:
- Газодинамическое. Обработка осуществляется мельчайшими частицами, размер которых не превышает 150 мкм.
- Вакуумное. Процедура протекает в условиях пониженного давления. Образование защитного слоя происходит в процессе конденсации напыляемого материала на базовой поверхности.
Рассмотрим основные способы обработки, а также особенности используемого оборудования для напыления.
Напыление в магнетронных установках
Технология магнетронной вакуумной металлизации основана на действии диодного газового разряда в скрещенных полях. В процессе работы установки в плазме тлеющего заряда образуются ионы газа, которые воздействуют на распыляемое вещество. Основными элементами магнетронной системы являются:

Функция последнего элемента заключается в локализации плазмы у основания распыляемого вещества – катода. Любая магнитная система состоит из центральных и периферийных магнитов постоянного действия. На катод подают постоянное напряжение от источника питания. Под действием тока происходит распыление мишени при условии, что заряд будет стабильно высоким на протяжении всей процедуры.
Преимущества магнетронного метода:
- высокая производительность;
- точность химического состава осажденного вещества;
- равномерность покрытия;
- отсутствие термического воздействия на обрабатываемую заготовку;
- возможность использования любых металлов и полупроводниковых материалов.
С помощью установок получают тонкие защитные пленки в среде специального газа. Напыляемым материалом могут выступать металлы, полупроводники или диэлектрики. Скорость образования слоя зависит от силы тока и давления рабочего газа.
Ионно-плазменное напыление
Одна из разновидностей вакуумного напыления металла на поверхность. Метод является следующим этапом развития технологии термического осаждения, которая основана на нагреве исходных материалов до точки кипения с их дальнейшей конденсацией на заготовках.
В состав принципиальной схемы оборудования для ионно-плазменного насаждения входят следующие элементы:
- анод;
- катод-мишень;
- термокатод;
- камера;
- заготовка.
Алгоритм действия установки:
- В камере создается пониженное давление.
- На термокатод, который является вспомогательным источником электронов, подается ток.
- Вследствие нагрева возникает термоэлектронная эмиссия.
- В камеру подают инертный газ. Наибольшей популярностью пользуется аргон.
- Между анодом и термокатодом возникает напряжение, которое инициирует образование плазменного тлеющего заряда.
- На катод подают мощный заряд.
- Положительные ионы воздействуют на распыляемый материал-мишень.
- Распыленные атомы осаждаются на заготовке в виде тонкого покрытия.
Ионно-плазменное осаждение используют в качестве декоративных или защитных покрытий, которые характеризуются высокой плотностью и прочностью, а также отсутствием изменений в стереохимическом составе.
Для изменения цвета изделия в технологический цикл добавляют реактивные газы: кислород, ацетилен, азот или углекислоту.
Плазменное напыление
- Рабочая температура плазмы может достигать 6000 ºC. Это способствует высокой скорости осаждения состава на поверхности. Длительность процесса – десятые доли секунды.
- Существует возможность изменения структурного состава поверхности заготовки. Вместе с горячей плазмой в верхние слои изделия могут диффундировать отдельные химические элементы.
- Плазменная струя отличается неизменными показателями давления и температуры. Это положительно влияет на качество напыления.
- Благодаря малому времени обработки заготовка не подвергается вредным поверхностным факторам, таким как перегрев или окисление.
В качестве источника энергии для образования плазмы используют искровой, импульсный или дуговой разряд.
Лазерное напыление
- повышения прочности поверхностного слоя;
- восстановления геометрии изделия;
- снижения коэффициента трения;
- защиты от коррозионных процессов.
В отличие от прочих методов металлизации источником тепла является энергия излучения лазера. Высокая точность фокусировки позволяет добиться концентрации энергии точно в зоне работы. Это снижает термическое воздействие на заготовку, что позволяет избежать изменения геометрии изделия и дает возможность осуществить напыление практически любого материала.
Благодаря высокой скорости охлаждения в поверхностном слое металла образуются структуры с высокой твердостью, что повышает эксплуатационные характеристики детали.
Вакуумное напыление
Вакуумное напыление металла – эффективный и универсальный способ металлизации поверхности. С помощью данного метода можно обрабатывать практически любое изделие. За время технологического цикла с материалом происходит ряд превращений:
- испарение;
- конденсация;
- адсорбция;
- кристаллизация.
Производительность процесса зависит от многих факторов: структуры заготовки, типа наносимого материала, скорости потока заряженных частиц и многих других.
Вакуумные установки отличаются принципом действия. Существует непрерывное, полунепрерывное, а также периодическое оборудование.
Порошковое напыление
Порошковое напыление металлов полимерными материалами является наиболее эффективным способом получения высококачественного покрытия с декоративными или защитными свойствами.
Порошок для распыления представляет собой смесь каучука и цветного пигмента. Его наносят на поверхность с помощью специального электростатического пистолета. При этом порошок приобретает заряд, который способствует эффективному сопряжению с заготовкой.
Для получения качественного покрытия необходимо тщательно подготовить поверхность. Суть процедуры заключается в очистке заготовки от загрязнений и следов коррозии с последующим обезжириванием.
Для использования технологии в промышленных масштабах используют специальные покрасочные линии автоматического или ручного действия.
Напыление металла – одна из самых эффективных технологий модификации поверхности. Обработка позволяет получить покрытие с декоративными или защитными качествами, которые повышают эксплуатационные свойства изделия. А что вы думаете о данной технологии? Какой метод считаете наиболее перспективным? Напишите ваше мнение в блоке комментариев.
Сущность и задачи газодинамического напыления
Газодинамическое напыление металла: цель, назначение, разновидности технологии. Преимущества и недостатки метода. Область применения. Оборудование и особенности применения холодного напыления.

Газодинамическое напыление металла выполняется с целью придания поверхностям металлических и неметаллических изделий необходимых свойств. Это может быть повышение электро- и теплопроводности, прочности, защита от воздействия коррозионных процессов, восстановление геометрических размеров и т. д. При этом в зависимости от конкретной задачи, зависящей от металла изделия, подбирается необходимое оборудование, расходные материалы и технология выполнения напыления. Чаще всего поверхности подлежат металлизации, при этом наносимое покрытие имеет высокую адгезию с материалом, на которую оно наносится, а изделие получается механически прочным. Напыляться могут чисто металлические порошки или смеси, в состав которых, помимо металлической составляющей, вводится керамический порошок в определенных количествах. Это значительно удешевляет технологию получения порошкового покрытия и не сказывается на его свойствах.
Суть и назначение технологии газодинамического напыления
Сущность метода холодного газодинамического напыления заключается в нанесении и закреплении на поверхности изделия или детали твердых частиц металла или смеси материалов размером от 0,01 до 50 мкм, разогнанных до необходимой скорости в воздухе, азоте или гелии. Такой материал называют порошковым. Это частицы алюминия, олова, никеля, баббиты разных марок, смесь алюминиевого порошка с цинком. Среда, с помощью которой осуществляют перемещение материала, может быть холодной или подогреваться до температуры не выше 700 °C.

При контакте с поверхностью изделия происходит трансформация пластического типа, а энергия кинематического вида переходит в адгезионную и тепловую, что способствует получению прочного поверхностного слоя металла. Порошок может наноситься не только на металлические поверхности, но и на выполненные из бетона, стекла, керамики, камня, что значительно расширяет область применения способа создания поверхностей с особыми свойствами.
В первом случае в качестве рабочей среды, перемещающей порошковый материал размером от 5 до 50 мк, используют гелий и азот. Частицы металла, если они движутся, имеют давление больше 15 атм. Во втором случае используется сжатый воздух, который подается под давлением, не превышающим 10 атм. Различаются эти виды еще и такими показателями, как мощность подогрева и расход рабочей среды.
Этапы напыления следующие:
- подготовка поверхности изделия к напылению механическим или абразивным способом;
- нагревание рабочей среды (воздух, азот, гелий) до установленной в технологическом процессе температуры;
- подача нагретого газа в сопло оборудования вместе с порошком под необходимым давлением.
В результате порошок разгоняется в потоке до сверхзвуковых скоростей и соударяется с поверхностью детали или изделия. Происходит напыление слоя металла толщиной, величина которой зависит от температуры нагрева подаваемого газа и давления.
Подготовку поверхности изделия абразивным способом выполняют, применяя само оборудование для нанесения газодинамического напыления простой сменой параметров режима.
Область применения этого вида напыления довольно обширная. С помощью метода осуществляют герметизацию течей в емкостях и трубопроводах, ремонт деталей и отливок из легких сплавов, наносят электропроводящие, антикоррозионные и антифрикционные покрытия, устраняют механические повреждения, восстанавливают посадочные места в подшипниках.
Главные плюсы метода
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Применяемое оборудование
- емкости для порошка;
- системы подачи рабочей среды, включая баллон для сжатого газа и все необходимые комплектующие к нему;
- сопла (как правило, их несколько, они разной конфигурации и применяются для разных режимов напыления);
- пульта управления.

В РФ качественное оборудование для напыления газодинамическим способом выпускает центр порошкового напыления в Обнинске под товарным знаком «ДИМЕТ». Оно соответствует требованиям отечественных ГОСТов, сертифицировано и защищено патентами во многих странах, включая Россию.
Процесс ремонта детали газодинамическим напылением показан на видео:
Просим тех, кто работал с разными типами оборудования по газодинамическому напылению и разными металлами и типами порошков поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялись подготовка поверхности и сам процесс напыления.
Особенности и преимущества газопламенного напыления
Газопламенное напыление: общие сведения о технологии и особенности присадочных материалов. Основные этапы технологического процесса. Выбор горючего газа. Преимущества и недостатки. Используемые установки и пистолеты при обработке металла.

Газопламенное напыление – метод нанесения специального покрытия на поверхность с целью получения дополнительных качеств. В качестве распыляемого материала используют металлические или полимерные порошки. Их нагревают до пластичного состояния с помощью пламени, которое формируется при сгорании смеси кислорода с пропаном или ацетиленом. Перенос на поверхность металла осуществляется с помощью сжатого воздуха.
Метод относится к категории газотермического напыления. По сравнению с другими способами металлизации он выгодно отличается высокой производительностью и низкой себестоимостью работ.
Общие сведения о методе газопламенного напыления
В основе метода лежит использование тепловой и кинетической энергии для повышения реставрационных, функциональных или декоративных характеристик изделия. Присадочный материал для выполнения работ выпускают в следующих формах:
Для каждого вида существует своя сфера применения. Например, для реставрации деталей машин и механизмов специалисты рекомендуют использовать порошки. В отличие от проволоки они позволяют менять состав покрытия, что способствует повышению качества напыляемого слоя.
Процедура обработки изделия состоит из следующих этапов:
- Порошок подают в зону термической обработки. Он может поступать по каналам питателя или подаваться с внешней стороны горелки.
- Под действием высокой температуры присадочный материал оплавляется, приобретая пластичные свойства.
- Газ выполняет функции переноса состава на обрабатываемую поверхность. Летящие частицы перемещаются с большой скоростью – она может достигать 160 м/с.
- Распыленный материал формирует защитный слой при взаимодействии с поверхностью.

Проволока или прутки подаются в зону термической обработки с помощью роликового механизма. Средняя величина сечения присадочного материала составляет 3 мм. При обработке больших площадей для повышения производительности допустимо использовать проволоку диаметром до 7 мм.
Существует и метод высокоскоростного газопламенного напыления, который отличается высокой скоростью подачи присадочного материала. Ввиду значительной отдачи исключена возможность обработки поверхности в ручном режиме. Все работы выполняют на автоматическом или роботизированном оборудовании.
Как было указано выше, температурная обработка осуществляется за счет тепловой энергии, которая образуется при сгорании горючего газа в кислородной среде. Наилучших результатов можно добиться при использовании ацетилена. Его температура горения варьируется в пределах 3100–3200 ºC. Для сравнения приведем аналогичные характеристики доступных заменителей:
| Вид горючего газа | Теплота сгорания, кДж/м³ | Температура пламени в кислородной среде, ºC | Расход кислорода, м³/ч |
|---|---|---|---|
| Ацетилен | 52800 | 3100-3200 | 2,5 |
| Водород | 10060 | 2100–2500 | 0,5 |
| Метан | 33520 | 2000–2700 | 2,03 |
| Пропан | 87150 | 2400–2700 | 5,15 |
| Бутан | 116480 | 2400–2700 | 6,8 |
- окислительное;
- нормальное;
- восстановительное.
Во втором случае соотношение газов паритетное. Окислительное пламя характеризуется избытком кислорода, а восстановительное – горючего вещества.
- Благодаря малому тепловому воздействию на обрабатываемую заготовку существует возможность нанесения покрытия практически на любой материал: стекло, пластик, фарфор и даже дерево или бумагу. Другие методы модификации поверхности предназначены преимущественно для изделий из металла.
- В процессе обработки заготовка не подвергается тепловой деформации и не меняет своих параметров.
- С помощью установок для газопламенного напыления можно обрабатывать заготовку различными составами. Это позволяет придавать поверхности различные свойства без замены оборудования.
- Неограниченный размер обрабатываемой площади. Другие способы металлизации ограничены различными факторами: для цементации – размером печи, для электролитического осаждения – габаритами емкости с раствором.
- Низкая себестоимость обработки. Лучше всего эффект проявляется при газопламенном напылении больших площадей.
- Большая толщина покрытия позволяет использовать метод для реставрации различных деталей. Припуск под обработку не превышает 0,7 мм.
- Простота рабочего оборудования и его мобильность дает возможность применения газопламенного напыления в труднодоступных местах. Технологическая операция также не отличается особой сложностью.
- Благодаря широкому выбору присадочных материалов можно получить изделие с заданными свойствами, не прибегая к прочим методам модификации поверхности.
Естественно, имеются и недостатки:
- Газопламенное напыление малоэффективно при обработке мелких деталей. Это связано с высоким коэффициентом расхода присадочного материала.
- Тяжелые условия производства. Для предварительной подготовки изделия выполняют пескоструйную обработку, что приводит к повышенному уровню запыленности рабочего участка.
- В процессе напыления мелкие частицы состава остаются в воздухе. По этой причине к производственным помещениям предъявляют повышенные требования по системе вентиляции.
Назначение и применение метода
Газопламенное напыление широко применяется в различных отраслях современной промышленности. С помощью технологии выполняют следующие работы:
- нанесение антикоррозийного покрытия;
- восстановление баббитового слоя подшипников;
- создание электропроводящего или электроизоляционного слоя;
- декоративная обработка различных поверхностей;
- устранение дефектов цветного и черного литья;
- ремонт деталей вращения: валов, цапф или кулачков.
Свойства поверхности зависят от типа состава. Например, для повешения жаростойкости поверхности применяют газопламенное напыление алюминиевым порошком. Такая процедура называется алитированием.

Современные производители предлагают широкий выбор установок для газопламенного напыления. В качестве примера рассмотрим устройство оборудования отечественного производства типа ППМ-10 (на фото).
Ее назначение – нанесение защитных покрытий с различными функциональными свойствами в ручном или механизированном режиме. В качестве присадочного вещества используется материал порошкового типа.
Основными узлами установки являются:
- Распылительный аппарат, который имеет внешнее сходство с пистолетом.
- Пульт управления газами.
- Камера для выполнения обработки.
- Подставки.
Для выполнения газопламенного напыления используются следующие расходные материалы:
- ацетилен;
- кислород;
- воздух, очищенный от влаги и механических включений.
Газопламенное напыление – востребованная технология, основными достоинствами которой являются высокая производительность и низкая себестоимость работ. А вы сталкивались с этим методом обработки? Как вы считаете, в какой отрасли промышленности газопламенное напыление пользуется наибольшим спросом? Напишите ваше мнение в блоке комментариев.
Читайте также: