Правила препарирования зубов под цельнолитые металлические коронки
Обновлено: 17.05.2024
Дефекты коронок зубов кариозного и некариозного происхождения являются самой частой патологией полости рта. В зависимости от степени разрушения зуба в ортопедической стоматологии чаще всего применяют искусственные коронки и культевые вкладки.
Искусственные коронки
Искусственные коронки - это несъемные протезы, покрывающие коронковую часть зуба и восстанавливающие его анатомическую форму, размеры и функцию.
Искусственные коронки делят по нескольким признакам.
По способу изготовления:
- штампованные
- литые
- полимеризованные из полимерных и композитных материалов
- методом обжига керамики
- фрезерованные
- цельнометаллические (сплавы золота, нержавеющая сталь, кобальтохромовые сплавы, серебряно-палладиевые, титановые)
- пластмассовые
- металлопластмассовые
- металлокерамические
- керамические
- на основе диоксида циркония и т.д.
Есть несколько показаний для использования коронок:
- Разрушение зуба, которое не может быть устранено пломбой .
- Для опоры при лечении несъемными мостовидными протезами.
- Как опорный элемент кламмеров съемных ортопедических конструкций.
- При патологической стираемости зуба.
- При аномалии формы, цвета, структуры зубов.
- Для крепления различных ортодонтических или челюстно-лицевых аппаратов.
- Для шинирования при заболеваниях пародонта и при переломах челюстей.
- Для временного закрытия зубов.
- Для удержания лекарств.
Все конструкции искусственных коронок связаны с препарированием, то есть сошлифовыванием определенного количества твердых тканей зуба. Особенности препарирования зависят от материала и конструкции протеза, состояния естественной коронки зуба.
Препарирование под металлическую штампованную коронку:
Сначала сошлифовываются межзубные контакты, создаются параллельные стенки. Затем сошлифовывается жевательная поверхность (или режущий край) на толщину коронки — 0,25-0,3 мм. Затем на толщину металла препарируют вестибулярную и оральную поверхности. В результате диаметр зуба становится равен диаметру шейки зуба и принимает форму цилиндра. В конце сглаживают края и полируют получившуюся культю зуба.
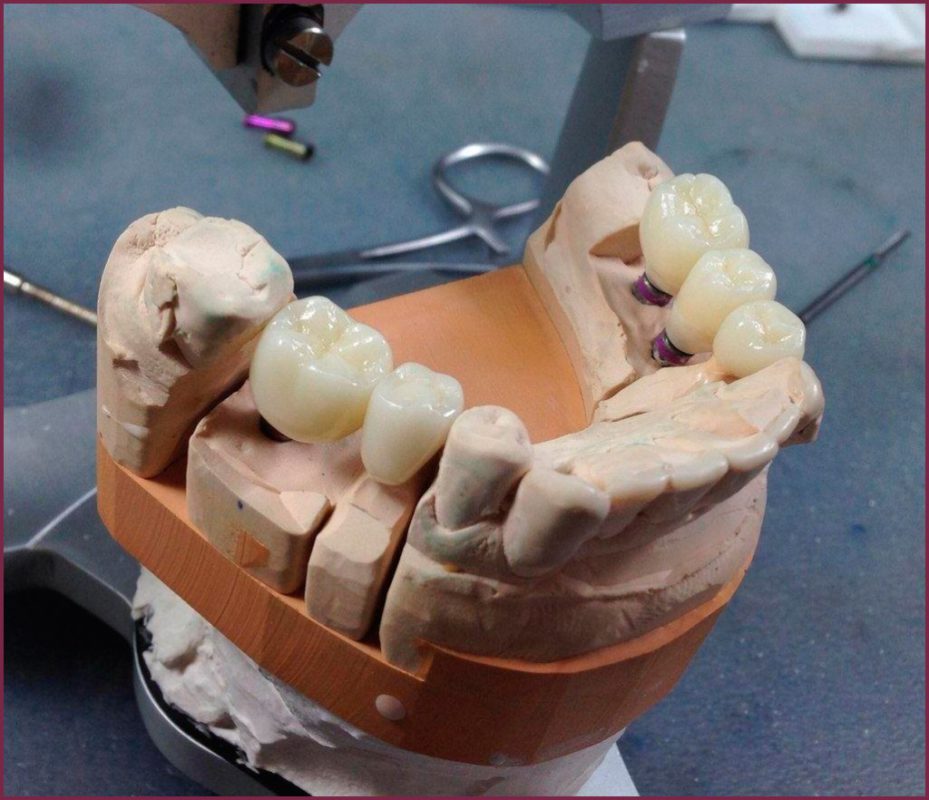
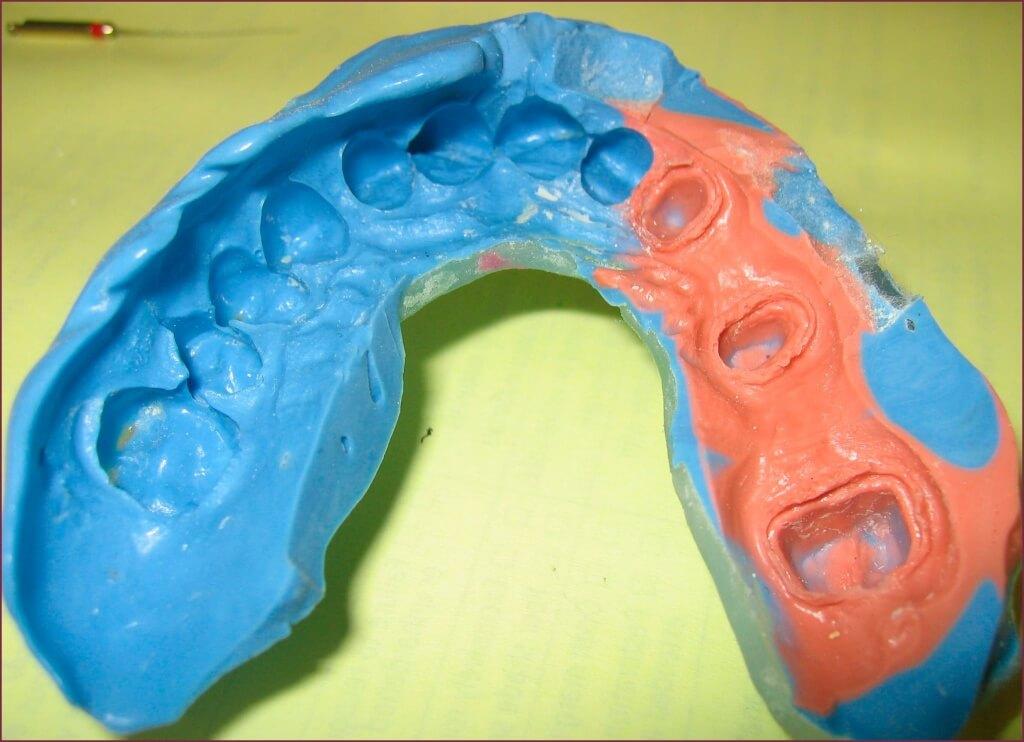
Препарирование зуба под цельнолитую коронку:
Процесс обработки совпадает, с этапами препарирования под штампованную коронку, но есть несколько отличий. Стенки зуба сходятся под небольшим углом от 2° до 8°, принимая форму усеченного конуса. С жевательной поверхности сошлифовывают 1мм, сохраняя ее индивидуальную анатомическую форму, а с боковых 0,5-0,8 мм. Еще одно значительное отличие это необходимость формирования уступа 0,5-1,0 мм, для улучшения ретенционных свойств и эстетических показателей, так же как ориентир для техника.
Препарирование под комбинированные, керамические, на основе диоксида циркония, коронки:
этапы препарирования полностью совпадают с техникой обработки под цельнолитые коронки, но сошлифовываются чуть больше тканей для создания места под облицовку.
Культевые вкладки
Культевая вкладка это ортопедическая конструкция позволяющая восстановить значительно разрушенные зубы, которые невозможно сразу восстановить искусственной коронкой.
Сначала изготавливается вкладка, для последующего обязательного покрытия коронкой.
Вкладка состоят из двух основных частей: коронковой части зуба и корневой части.
Могут быть неразборными и разборными (если в зубе несколько каналов).
Культевые вкладки бывают: металлические (кобальтохромовый, серебрено-палладиевый, золотосодержащий сплав) и безметалловые (керамические, а так же из оксида циркония)
Показания и условия к применению:
- разрушенная коронковая часть более чем на 2/3 и более 1/2 у фронтальной группы зубов
- хорошо пролеченные каналы зуба
- здоровые ткани, окружающие зуб
- стенки корня не должны быть разрушены кариозным процессом, имеют достаточную толщину – не менее 1,5 мм и высоту над уровнем десны
Противопоказания:
- гнойные воспаления вокруг зуба: периодонтит, гранулемы, кисты
- патологическая подвижность зубов (заболевания тканей пародонта)
- аллергические реакции на используемые материалы (как правило, на металлы)
- плохо пролеченные каналы и невозможность их перелечить
Этапы одонтопрепарированния под культевую вкладку
Подготовительный этап: пациенту необходимо сделать рентгеновский снимок. Зуб должен быть депульпирован, каналы хорошо пролечены, а в окружающих тканях не должно быть патологических изменений. Если эти условия не выполняются, то пациент направляется для лечения в терапевтический кабинет.
Первое посещение у врача ортопеда:
- препарирование зуба, для удаления всех кариозных тканей и создания определенной формы полости
- распломбирование каналов зуба, ранее леченого у терапевта
- снятие слепка с необходимого зуба, а также с соседних, расположенных на противоположной челюсти (или же самостоятельное изготовление врачом вкладки в полости рта из специальной пластмассы, тогда слепки не снимаются)
- закрытие зуба временной пломбой
- удаление временной пломбы, медикаментозная обработка каналов и полости зуба
- фиксация на стоматологический цемент вкладки, изготовленной техником в лаборатории
Сроки лечения на первых двух этапах затягиваются минимум на 1-2 недели, так как культевая вкладка создается индивидуально для каждого пациента.
Изготовление коронок для зубов
Коронки предназначены для реставрации утраченных единиц, в основном одиночных. Используется для изготовления различный материал от металлов до современных композитов и керамики, как диоксид циркония.
Конструктивно они могут быть монолитными или составными.
Для каждого варианта применяется свой комплекс требований к обработке и изготовлению. Рассмотрим такие этапы, как препарирование и некоторые шаги выпуска изделий.
Общие особенности препарирования
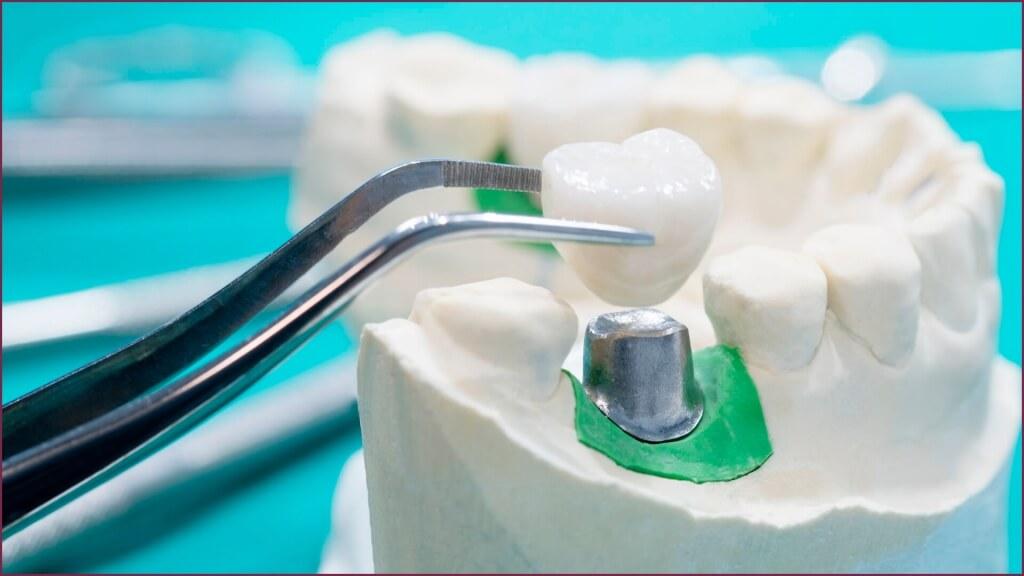
Так как коронка в простейшем виде – это колпачок из материала, который надевается на обточенную культю. Используется либо естественный сохранившийся зуб, для снятия части материала и подготовки опоры, либо абатменты имплантатов.
Показаниями для применения метода являются:
— если зуб разрушается и коронка позволит его сохранить на длительный период;
— если есть риск повреждения единицы частями протезной конструкции;
— для создания надежной опоры протеза. Например, штампованные и цельнолитые компоненты могут использоваться при создании опоры для бюгельных и пластиночных структур;
— чтобы изменить окклюзионные соотношения челюстей при восстановлении.

Для цельнолитых коронок используют один из 4-х методов препарирования:
— тангенциальное без уступа;
— с полукруглым уступом;
— с прямоугольным циркулярным уступом;
— со скосом в 135 градусов.
Готовая конструкция должна передавать анатомическую форму, плотно обхватывать шейку единицы, край не должен погружаться в борозду десны более чем на 0,2-0,3 мм.
Нужно исключить завышение межальвеолярной высоты в центральной окклюзии, а так же помехи жевательным движениям.

Этапы обработки следующие:
— сепарация контактных поверхностей, для этого используется диск или игольчатая алмазная головка небольшой толщины;
— далее сошлифовываются оральные поверхности;
— режущие кромки обрабатываются на 1,5-2 мм, но с сохранением ориентиров для анатомического положения бугров.
Для металлокерамики и фарфора нужно создать сепарационную борозду, глубина ее равна удаляемому слою. Штампованные изделия должны иметь диаметр, равный сечению шейки единицы.
С вестибулярной поверхности нужно добиться небольшого погружения в десну, это не позволит реставрации выделяться при общении. Ширина уступа варьируется в пределах 0,6-1,5 мм.
Готовая культя должна иметь коническую форму, что идеально для металлокерамики и фарфора.
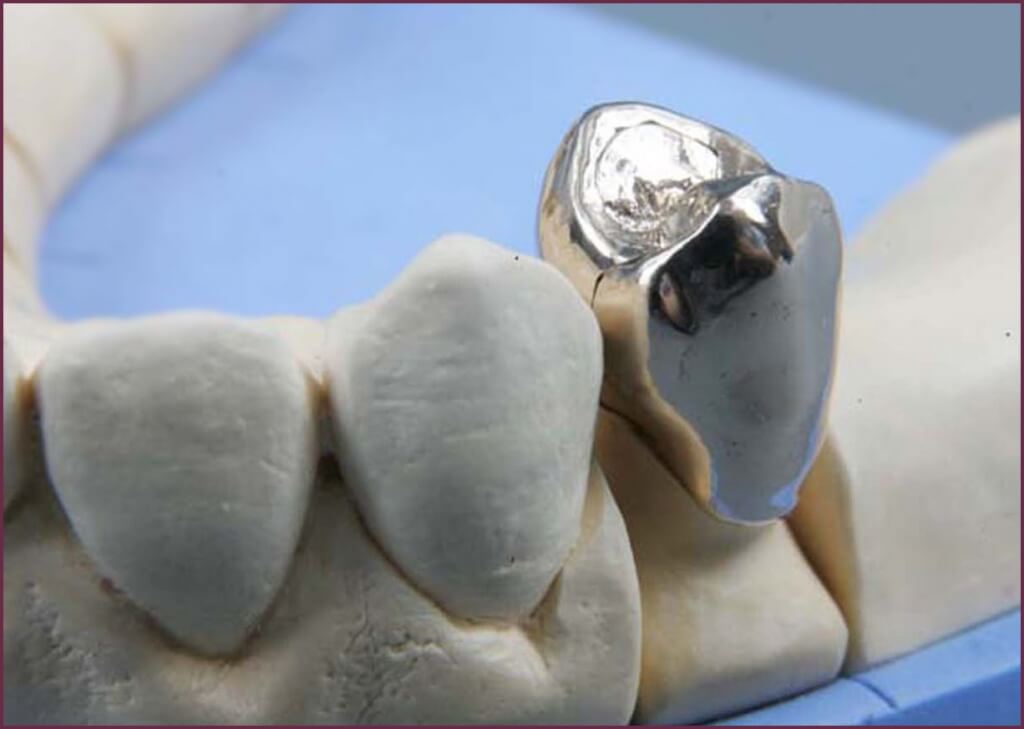
Особенности литых и штампованных коронок
Рассмотрим особенности препарирования под цельнолитые компоненты, штамповку, литые коронки с облицовкой.
Инструментом для удаления части эмали является бормашинка.
Необходимо удостовериться, что наконечник не бьет, иначе может снизиться точность. Сам процесс проводится прерывисто, чтобы исключить перегрев поверхности, для этого так же подойдет водяное и воздушное охлаждение.

В качестве инструментов понадобится следующий набор:
— диски для сепарации;
— боры для снятия грубой стружки, быстрой обработки на необходимую глубину;
— более щадящая обработка – снятие мелкой стружки при помощи карборундовых/алмазных насадок конической формы, заостренных, торцевых;
— шлифовка/полировка за счет финиров и полиров.
При работе нужно избегать длительного удержания на одном месте, иначе это может привести к ожогу пульпы, вскрытию полости единицы, повреждениям слизистых и мягких тканей.
Штампованые коронки
Штамповка противопоказана при патологической стираемости зубов, не подойдет при восстановлении размеров единицы в вертикальной плоскости.

Препарирование в этом случае происходит следующим образом:
— сначала сепарация контактных поверхностей, для чего используется алмазный диск;
— затем нужно снять 0,25-0,3 мм с режущих и жевательных кромок, при этом важно сохранить жевательные поверхности;
— сошлифовываются нависающие края, выпуклые части по экватору вестибулярной/оральной стороны.
Необходимо получить цилиндрическую форму в итоге, потому диаметр коронки не должен превышать диаметра шейки восстанавливаемого зуба.

Полный цикл выпуска штампованной коронки включает следующие пункты:
— получение гипсовых моделей;
— определение центральных окклюзионных взаимоотношений;
— моделирование из воска;
— формирование гипсового штампика;
— изготовление штампиков из легкоплавкого сплава;
Пластмассовые коронки
Этот вариант обычно рассматривается в качестве временного восстановления утраченных единиц на период создания более масштабной и качественной конструкции.
Противопоказаниями для этого метода восстановления является 1-2 класс дефектов Кенеди, патологическая стираемость или если опорный элемент слишком широкий и низкий.
Этапы немного отличаются от штамповки:
— снятие двойного слепка при помощи силиконовой массы (для рабочей модели) и альгинатной (для вспомогательной модели);
— определение центральных взаимоотношений;
— определение цвета пластика согласно выбранной шкале, проводится при естественном освещении;
— создание моделей путем гипсовки в артикуляторе/окклюдаторе;
— гипсовка в кювете;
— замена восковой композиции пластиком;

Цельнолитые коронки
Цельнолитая коронка в области шейки препарирование составляет 0,3-0,5 мм, по бокам – 0,5-1,2, с окклюзионной поверхности 1-1,5, конвергенция составляет 7 градусов.
Этапы выпуска следующие:
— до препарирования снимается слепок альгинатной массой;
— снятие двойного слепка силиконом для рабочей и альгинатной смесью для вспомогательной модели;
— центральную окклюзию определяют за счет восковых базисов с окклюзионными валиками/силиконовыми блоками;
— модели гипсуются, создается восковой или пластиковый колпачок;
— воском достраивается анатомическая форма единицы;
— выплавляется заготовка из сплава;
— коронка припасовывается и проводится коррекция;
Если на цельнолитой основе предполагается создать пластиковую облицовку, то нужно глубже отпрепарировать единицу. В частности, с боков углубиться уже на 1,5-2 мм, с окклюзионной поверхности на 1,5-2.
Так же в список этапов включается нанесение и фиксацию пластика на металлической основе.
Аналогичные характеристики препарирования и изменения в этапах работы происходят при создании цельнолитой конструкции с керамической облицовкой.
Слои фарфора наносятся с промежуточной сушкой на предварительно отпескоструенную поверхность.
Фарфор
Коронки на основе фарфора не подойдут для восстановления нижних резцов, при низких природных опорах, глубоком прикусе, слабом пародонте, бруксизме, эпилепсии и для протезирования в детском возрасте.
— создается временная пластиковая коронка для защиты опоры. Для этого проводится препарирование, ретракция;
— снимается слепок силиконовой и альгинатной массой, соответственно для рабочей и вспомогательной модели;
— оттиски переводятся в материал за счет гипсовки в артикуляторе/артикуляторе;
— формируется платиновый колпачок, на который послойно наносится облицовка. Слой за слоем с промежуточным обжигом массы;
— далее проводится припасовка, коррекция окклюзии и цвета;
— фольга извлекается, наносится глазурь;
— готовый компонент фиксируется.

Припасовка
Припасовка должна проводиться с точностью, чтобы выявить все несоответствия.
Для этого коронку без усилия продвигают в зубодесневую бороздку, если кромка мягких тканей побелела, значит низ коронки нужно сточить. Слишком широкие края подгибаются внутрь. Проверяются контактные пункты и взаимоотношения с антагонистами.
Данный способ уступает по прочностным характеристикам диоксиду циркония, но внешне его превосходит.
В сфере стоматологических материалов постоянно ведется поиск новых веществ и методик, именно прочность и визуальное сходство с природными зубами стали передовыми направлениями.
Цельнолитые коронки и их производство
Коронки – это ортопедический компонент для реставрации зубов, насчитывающий сотни лет истории. За это время десятки форм были забыты, как несостоятельные методики, другие прошли через века практически без изменений. Изготовление коронки из металлокерамики проводится в лабораторных условиях, чтобы соблюсти все аспекты процесса. Рассмотрим один из вариантов – цельнолитые коронки.
Показания/противопоказания
Цельнолитые протезы являются одной из разновидностей ортопедических систем, которые призваны восстановить целостность зубных рядов, суть их в том, что на основе металлического сплава отливается форма, имитирующая внешний вид и функционал природных единиц. Изготовление коронок из металлокерамики требует соблюдения оптимального режима, чтобы выдержать стабильные характеристики готового изделия.
Чаще всего для выпуска продукции используется кобальт-хромовый сплав, но есть варианты на базе драгоценных и недрагоценных металлов.
Изделия позволяют решить следующие проблемы:
— дефекты анатомических аспектов;
— эстетическая неполноценность рядов;
— утрата функциональности вследствие травмы или прочих причин.

Выделяют два варианта компонентов:
С помощью коронок этого типа удается решить множество проблем, в частности:
— аномальное положение и развитие переднего ряда, когда ортодонтическое лечение не дает ожидаемого результата;
— интенсивное стирание твердой ткани, флюороз, клиновидные дефекты и прочие аномалии развития;
— ухудшение эстетики вследствие потери естественного блеска, изменение цвета и аналогичные искажения.

Метод не дает возможности решить абсолютно все проблемы, но выделяют два варианта противопоказаний: относительные и абсолютные. Первая группа – это ситуации, при которых метод может дать хороший результат, например, если клиническая ситуация не слишком запущена. Абсолютные противопоказания – это случаи, когда метод гарантированно не подходит.
К абсолютным относится:
— реставрация детских/подростковых зубов при живой пульпе;
— запущенная степень пародонтита.
Относительными считаются такие проблемы, как аномалии прикуса с глубоким перекрытием резцами, патологическая стираемость, парафункции жевательных мышц, малая высота коронок, особенно в случае выявленных серьезных дефектов рядов. Изготовление металлокерамической коронки на имплантате является точной операцией, что повышает приживаемость и комфорт клиента.
Клинические этапы
Клинические этапы выпуска коронок проводятся стоматологом в условиях кабинета, часть из них прямо при приеме пациента. Необязательными являются два: создание диагностической модели, предварительное планирование, которые обычно реализуют при сложном случае еще до препарирования единиц.
К клиническим этапам относят следующие:
— препарирование единиц под цельнолитые коронки, снятие оттисков;
— определение центрального соотношения;
— припасовка мостовидной системы в ротовой полости;
— фиксация конструкции на цемент.
Очевидно, что этапы чередуются с работой техника в лаборатории.
Оттиск для конструкции получают с помощью различных масс, называют полученный отпечаток двухслойным, так как он позволяет создать субгингивальный и супрагингивальный оттиск. Смеси в этом случае имеют различную степень вязкости, допускается их задействование по отдельности или одновременно.
В первом случае сначала создается базисный отпечаток, а потом формируется корригирующий слой. Базис получают благодаря массе с высокой вязкостью, текучий состав используют для создания окончательного варианта формы.
Работу рекомендуется проводить через 6-7 дней после препарирования единиц, именно этот период необходим для фиксации компонентов после заживления тканей. Изготовление временной коронки армированной металлом позволяет создать более надежную реставрацию, чем альтернативы.

При фиксации на зубных рядах ложка с составом должна располагаться равномерно и не смещаться, необходимо распределить давление, чтобы исключить несоответствия. Извлечение после застывания происходит без раскачки, иначе возможны отклонения.
После промывки проточной водой поверх схватившегося слоя наносится корригирующий, он не должен деформировать или выдавливать первый, его задача уточнить полученный отпечаток. Для оптимальной формы нужно смазывать всю поверхность первого слоя, а не только каналы, образованные единицами рядов.
Давление нужно равномерно распределить, но не вдавливать его чрезмерно, особенно если используется очень текучая корригирующая масса. В противном случае можно выдавить практически весь материал и всю работу придется проводить заново.
При одномоментном создании оттиска на ложку наносится сразу два слоя, после чего процесс идентичен двухмоментной методике. Важно исключить чрезмерное давление при введении материала, иначе значительно ухудшается качество полученной модели. Этот принцип в любом случае уступает по точности описанной выше, так как низкое динамическое давление на корригирующий слой не позволяет получить такое же достоверное отображение поверхностей.
Лабораторные этапы

Лабораторные этапы создания коронок следующие:
— создание гипсовых моделей (рабочая, комбинированная), гипсовка в окклюдатор или артикулятор, покрытие поверхности штампа компенсационным лаком, изготовление воскового колпачка;
— моделирование анатомической формы восстанавливаемой единицы в полном объеме на основе воска;
— литье металла, обточка, припасовка, шлифовка заготовки, полировка.
Модели челюстей из гипса создаются тремя основными методами:
— на основе полимерного цоколя модели без штифтов;
— аналогичный, но со штифтами;
— на базе гипсового цоколя и штифтов.
В основном в этом случае используют гипс 3 и 4 класса.
При литье материал естественным образом усаживается в процессе застывания, уменьшаются размеры изделия, что необходимо компенсировать. В этом случае применяются компенсационные лаки, которые наносятся на поверхность в 2-3 слоя.
Цельнолитая коронка моделируется одним из распространенных способов:
— послойное нанесение/снятие воска;
— погружение в расплав воска;
— моделирование основы и обжатие бюгельным воском.
Готовая коронка должна иметь толщину не более 0,5 мм.

При послойном нанесении на поверхность модели наносится тонкий слой воска, превышающий объем восстанавливаемого участка. Заготовка обрезается, обтачивается, шлифуется и подгоняется под параметры единицы. Плюс в том, что можно восстановить или убрать любой объем воска в случае ошибки.
Погружение проводится при создании одиночных коронок, процесс в последнее время значительно упростился за счет появления воскотопок и восков с минимальным коэффициентом усадки и повышенной прочностью. Модель просто погружается в жидкий состав, который находится в топке и поддерживается при определенной температуре. Нагрев регулируется, чем он выше, тем тоньше отпечатавшийся слой.
Модели литых одиночных коронок допускается создавать путем обжатия пластинками материала. Их разогревают над электроплиткой или горелкой, после чего фиксируют на поверхности заготовки, лишнее срезается инструментом. Для контроля толщины нанесенного состава либо укладывают несколько слоев, либо повторно обжимают поверхность с большим усилием.

Замещение восковой модели металлом происходит в литейной форме, создается литниковая система, основанная на конструкции с каналами, по которым расплавленный металл подается в отливку. Метод эффективен в том числе благодаря тому, что позволяет получить точные коронки без пористой и пузыристой структуры, снижающей прочность.
Литье
Литник строится с учетом нескольких основных принципов:
— необходимо обеспечить равные условия для заполнения всех участков восковой модели, для этого задействуется восковая проволока и профилированные элементы для точного позиционирования. Мелкие детали удается сформировать одним литником, протяженные конструкции – совмещая два и более;
— размеры литниковой системы должны быть в строгом соответствии с параметрами подготавливаемой единицы. Необходимо обеспечить запас по толщине, высоте и в стороны для точного заполнения и распределения, равномерного поступления расплава во все полости;
— важно обеспечить перемещение жидкого сплава от толстостенных участков к тонкостенным, для этого в литнике подготавливается специальный отвод для свободного продвижения материала, что исключает образование воздушной полости, пор;
— учитываются не только описанные параметры, но и расположение и направление течения сплава в литнике. Это позволит добиться уплотнения металла.

Завершающий этап
В качестве финальной обработки проводится шлифовка и полировка, так как поверхность после литья далека от идеала, а в процессе расширения/сжатия возможно появление мелких дефектов. Обычно изменения, связанные с температурой, компенсируются аналогичными трансформациями моделировочного материала, но доработка чистоты поверхности необходима всегда.
Опока после литья охлаждается на воздухе, интенсивное охлаждение может быть вредным, так как провоцирует возникновение внутренних напряжений. Далее конструкция разбирается и извлекается отлитая заготовка, иногда необходимо удаление припеченных элементов, например, часто наблюдается такая проблема при литье нержавеющей стали. В этом случае используют кислоты/щелочи, ультразвук или пескоструйную обработку.

Литники удаляют различным методом, стальные и хром-кобальтовые изделия – на микромоторе карборундовым диском. Далее шлифовка проводится пескоструйкой, металлическими борами, которые придают ровную поверхность. Если обнаружились недостатки литья, как пустые участки, процесс повторяется, начиная с моделирования.
Качественное изделие в финале полируется. Изготовление металлокерамической коронки зуба подразумевает объединение положительных качеств обоих составляющих.
Изготовление штампованной коронки этапы изготовления
Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование

Затем формируется два оттиска с верхней и нижней челюсти пациента:
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.
Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.
Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
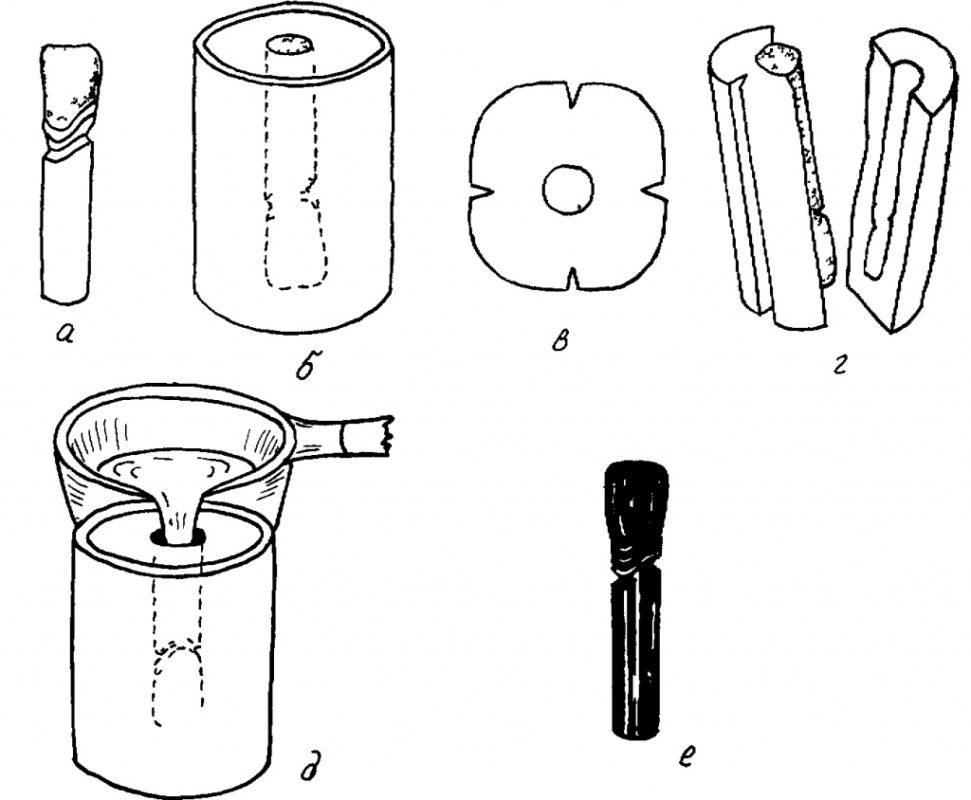
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.
Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
— по методу Паркера.
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
Статьи
Особенности препарирования зубов под протезирование коронками различных видов
Комфортность и продолжительность использования протеза напрямую зависит от надежности фиксации ортопедической конструкции. Вот почему практически все случаи восстановления зубов несъемным протезированием предполагают процедуру обточки или, так называемого, препарирования. Ранее эта манипуляция зачастую сопровождалась болевыми ощущениями. Сегодня, благодаря современным анестетикам и методикам, препарирование проходит без дискомфорта и утраты естественной формы зубных тканей.

Только при максимально плотном прилегании к поверхности зуба конструкция надежно встанет на свое место. Природная выпуклость стенок единицы мешает этому. Стачиванием верхнего слоя стоматолог добивается такой формы, которая бы оптимально подходила под несъемную реставрацию. Кроме того, во избежание повторного инфицирования снимаются зубные ткани, затронутые кариозным процессом.
Методы препарирования под несъемные реставрации
Ультразвуковой. При использовании высокочастотной вибрации эмаль и дентин не греются, наконечник практически не оказывает давления на ткани.
Лазерный. Под действием импульсного лазера вода в зубных тканях мгновенно нагревается и охлаждается. Бесконтактная манипуляция исключает растрескивание и образование сколов. Процедура проходит бесшумно, быстро, не доставляя дискомфорта.
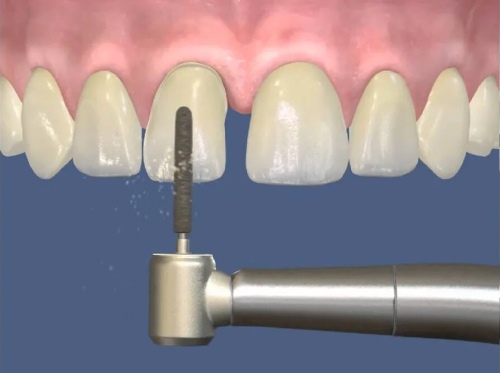
Турбинный. Металлические или алмазные наконечники в специальных стоматологических установках позволяют контролировать толщину стачивания и прогнозировать конечный результат.
Воздушно-абразивный. Бесконтактная обточка быстро нивелирует микронеровности на зубной поверхности без вмешательства вибрационными инструментами.
Химический. Процедура размягчения эмали и дентина кислотами с последующим их удалением не доставляет беспокойства пациентам.
Обработка зуба под штампованную металлическую коронку
Процедура предусматривает поочередное сошлифовывание:
- зубных контактов для создания параллельных стенок;
- жевательной поверхности на 0,25-0,3 мм (на толщину коронки);
- вестибулярной и оральной поверхности на толщину металла.
В результате зуб принимает цилиндрическую форму с диаметром, равным шейке. После этого края сглаживаются и образовавшаяся культя полируется.

Препарирование под цельнолитую конструкцию
Этапы обработки зуба под цельнометаллическое изделие совпадают с препарированием под штампованный аналог, однако объем стачивания и конечная форма обточенного зуба отличаются. Литые коронки толще, чем штампованные, поэтому твердые ткани ошлифовывают значительнее:С окклюзионной поверхности снимается не менее 1 мм, с боковых – 0,5-0,8 мм, с пришеечной – 0,3-0,5 мм, с коронковой – 0,5-1 мм. Культя приобретает слабоконусную форму с углом сходящихся стенок зуба от 2° до 8°.
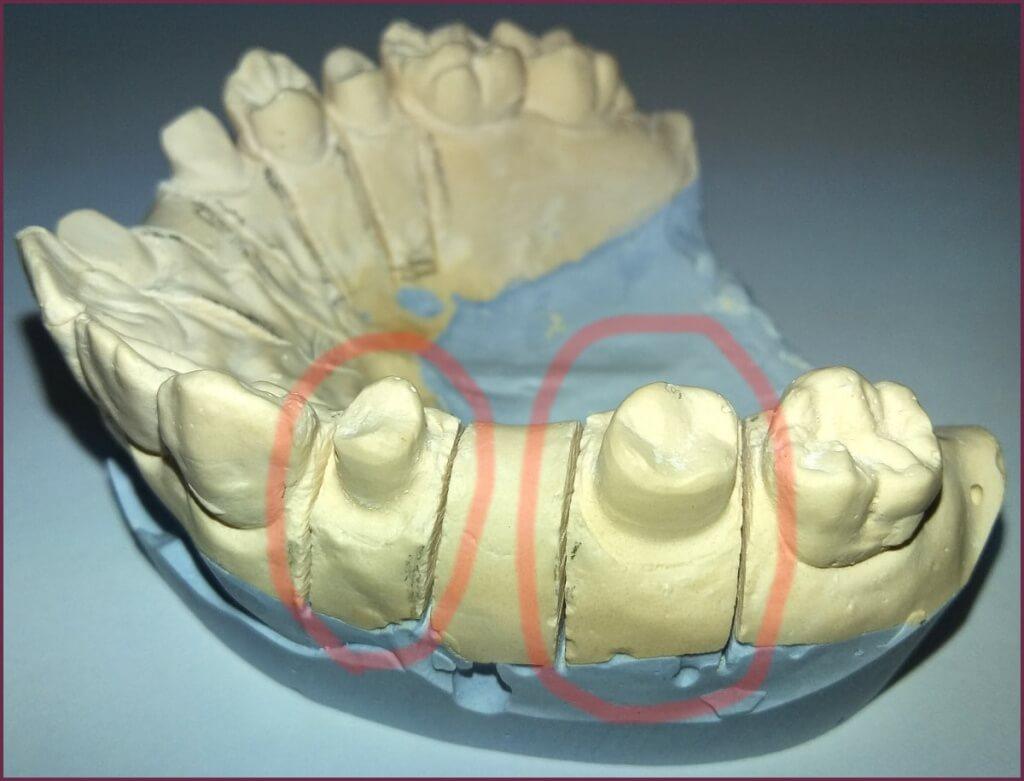
В числе существенных отличий обточки под литой протез - формирование уступа в пришеечной зоне. Площадка, демонстрируя четкую границу препарирования, не только служит зуботехнику ориентиром при конструировании края ортопедической конструкции. Она равномерно распределяет нагрузки на корень посредством протеза и улучшает эстетические показатели финишного результата протезирования.
Подготовка зуба под комбинированные коронки (металлопластмассовые, металлокерамические), а также под керамику и диоксид циркония, по технике совпадает с обработкой под цельнометаллические конструкции.

Но при этом применяется менее щадящее стачивание зубных тканей. Это необходимо для того, чтобы создать достаточно места под определенную облицовку. Так, например, под литую керамику глубина препарирования маргинального края варьируется от 1,5 до 2 мм.
Читайте также: