Правка и гибка металла инструменты
Обновлено: 04.05.2024
В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (рисунок 52), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
а-в - последовательность выполнения операции
Рисунок 52 – Гибка на оправке
Молотки с мягкими вставками и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы (рисунок 53) предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь чжоло шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы (рисунок 54) также обеспечивают захват и удержание заготовки в процессе тибки и, кроме того, позволяют производить гибку проволоки.
| Рисунок 53 - Плоскогубцы | Рисунок 54 - Круглогубцы |
Ручная гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них. На рисунке 55 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг 1 перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
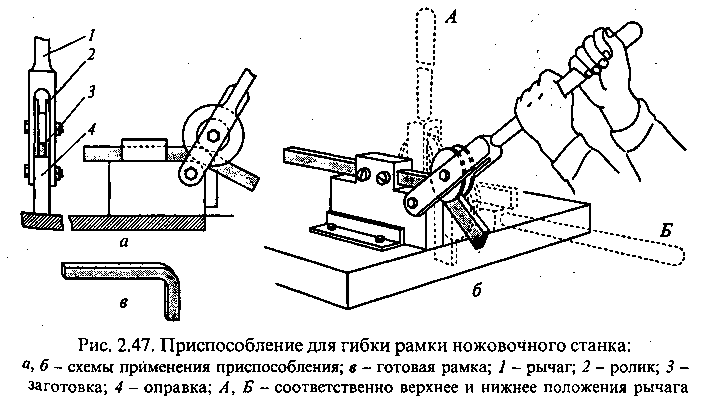
а, б – схемы применения приспособления; в – готовая рамка; 1 – рычаг; 2 – ролик; 3 - заготовка; 4 – оправка; А, Б – соответственно верхнее и нижнее положения рычага
Рисунок 55 – Приспособление для гибки рамки ножовочного станка
По аналогичной схеме работают и другие гибочные приспособления, например, приспособление для гибки кольца из прутка круглого сечения (рисунок 56).
Рисунок 56 – Приспособление для гибки кольца
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.
Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способов гибки. В качестве наполнителей используют:
• песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
• канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты. Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Гибка полосового металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.

Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков. Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.

Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.

Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.

Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Правка и гибка металла
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Гибка труб в горячем состоянии.
При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов.
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений.
Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба,
5 — труба, 6 — ролик-шаблон, 7 — хомутик
Гибка медных и латунных труб.Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имеющие вмятин, вы- пучин и складок.
При гибке труб необходимо соблюдать следующие условия:
- — тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
- — учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки;
- — трубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) трубзаключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров.
Тема: Правка, гибка, разметка металла. Инструктаж по ТБ.
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться. В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными
При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.

Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
Читайте также: