Пресс для ковки металла своими руками
Обновлено: 25.06.2024
Подмастерье
Winger, нарвался на интересный вариант - вместо НШ использован ТНВД. Конструктор утверждает, что с 1,5 кВт снимает 30 тонн.
Winger
Мастер
У меня даже у соседа Кировца нет, чтобы ночью скрутить )))
Но вроде он медленный получился.
Был такой вопрос в коментах к видео, он советует для увеличения скорости брать ТНВД от 8 цилиндрового движка или больше
exJurikas
Гость
Алхимики,
Мне чтоб нажраться нужна поллитровая бутылка виски , полная, если его в поллиритровой бутылке будет 100грамм, нажраться неудасться, несмотря что тара таже.
Тут на ветке рядом товарищ подключал слабенький двигатель к редуктору с большим передаточным числом, набирал крутящий момент большой, а вот потом ставил второй повышающий , чтоб скорость набрать, вообщем почти добился похоже свободной энергии. , правда затих, видать поперло бабло
слишком уж он большой.
у Coal Iron Works насос маленький, что то вроде НШ 32 или НПл аналогичного
а движок там судя по габаритам все же поболе 2,2 квт. я купил 2,2 и он прям какой то . маленький. на видео у пресса как то побольше.
на этом видео видно и размеры двига и насоса и цилиндра.
я так понимаю идеальным вариантом ГЦ будет ЦС 100*200-3 от МТЗ
ну и движ не меньше 5 квт так и придется
PS к то то знает как определить мощность двига? валяется в гараже старый советский. вроде не маленький, поболе моего 2,2 будет раза в 1,5. никаких опознавательных нет на нем. стоял на дедовской циркулярке самодельной, следовательно оборотов там должно быть около 3000. а вот мощность?
рожденный в СССР
хитрый на выдумки
подключить, если есть шкив, то насадить на вал, зажать ботинком и измерить силу тока клещами, далее по закону ома (P=I*U где P – мощность, Вт, I – ток, А, U – напряжение, В)
если шкива нет то можно (очень аккуратно, а то намотает ) зажать вал каким либо инструментом наподобие клещей предварительно обмотав губки, (в идеале кожей)
на заводе раньше так определяли движки без шильдиков
дорофей
Новичок
постройка пресса с 3,73 квт движком на 24 тонны (как заявляет автор) с ГЦ 125 диаметром и ходом 250. Насос аналог НШ 10

Hydraulic Press Build
A number of folks have asked me about my hydraulic press I built last summer. I thought I would make a detailed post here that shows the capabilities of the press. First the finished press is a 24 ton 5" cylinder machine with 10" of hydraulic ram travel.
вот интересная книга должна быть. но в доступе не нашел ее, даже чтобы купить Build Your Own Hydraulic Forging Press by Batson, James

Build Your Own Hydraulic Forging Press
This book and drawings are designed to help you build your own 24 ton Hydraulic Forging Press. A two horsepower 220 volt single phase motor running at 1725 RPM powers a 5.5 gallon per minute
Евгений Александрович
Если есть выбор,берите старые советские двигатели,гораздо больший запас по перегреву,если гонять на всю мощность,больше меди и вес чем у новых и китайских.
Eymund
Гидравлический пресс своими руками

Всем здравствуйте.
Наверное каждый мечтает о прессе, кто-то хочет видеть его на животе, а я давно хотел заиметь его в гараже.
Сегодня поговорим о том как сделать гидравлический пресс своими руками.
Для начала нам потребуются швеллеры. В моём случае это швеллер номер 10 на вертикальные стойки и 12 на горизонтальные перекладины. Металл использовал б/у, когда-то эти швеллеры были столбиками для забора у меня на даче.

Так как пресс необходимо сделать с регулируемой высотой стола, то необходимо изрядно перфорировать вертикальные стойки. Сверлить начинал на расстоянии 450 от верха, это расстояние примерно равно максимальному ходу домкрата плюс его высота, далее располагал отверстия вначале через 100 мм, затем через 150мм, всего просверлил 7 рядов отверстий.
Сверлить надо биметаллическими коронками на самой малой скорости. Вначале делал это перфоратором, но у него была слишком высокая скорость и коронки либо сгорали, либо обламывались зубья, затем уже сверлил шуруповёртом на малой скорости и всё пошло как по маслу, о да, при сверлении не забываем про охлаждение и добавляем немного масла.


Далее изготовил нижние опоры из 75 уголка. В них сделал регулируемые ножки из болтов М12 и шайб, которые сварив вместе, а в уголке приварил гайки.
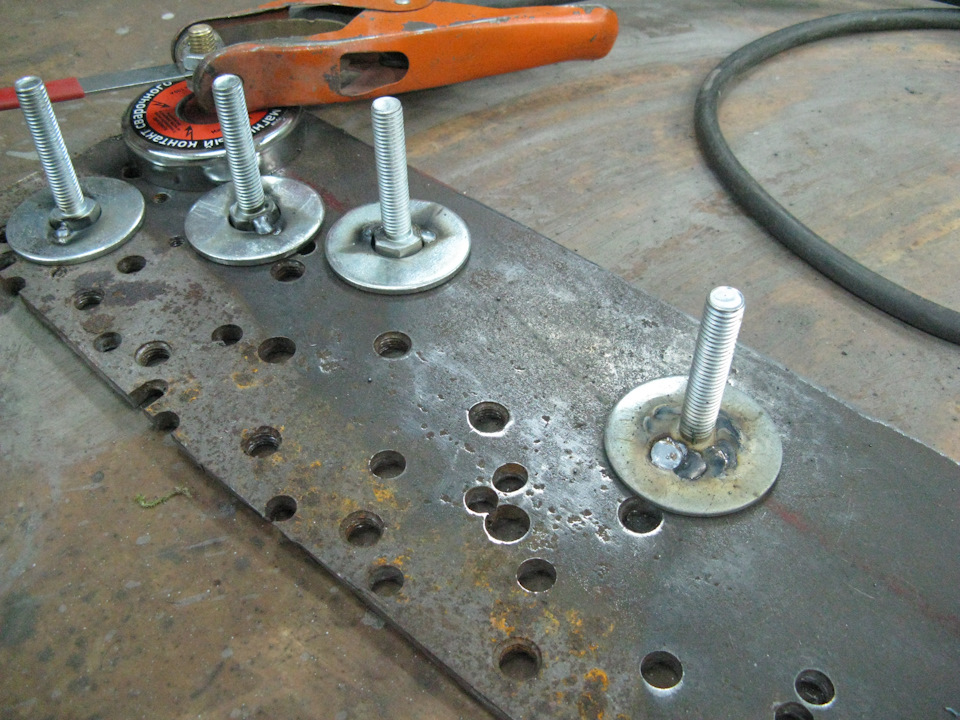
Верхние перекладины вначале хотел сделать разборными, поэтому вначале использовал болты ГБЦ М12 и фланцевые гайки, но практика показала, что в таком случае при нагрузке вся конструкция немного играет и впоследствии всё обварил по кругу. Перекладины рабочего стола соединил между собой уголком 50х50 и хорошенько обварил, при этом оставил зазор между вертикальными стойками в пару миллиметров, чтобы стол можно было перемещать по высоте.


Все детали зачистил и подготовил к покраске.
Домкрат.
Вначале делал пресс в расчёте использовать 12-ти тонный советский домкрат, но никак не мог заставить его работать и искал к нему ремкомплект.
В один момент плюнул на поиски ремкомплекта и решил купить китайский 20-ти тонный домкрат.
Домкрат 20т Forsage F-T92004 — цена 85р (~40$)

Данный домкрат сварной конструкции, поршень со штоком вставляются как кассета в гильзу. Такая конструкция по логике должна полностью исключать подсосы воздуха.
Но мы же хотим использовать его в прессе, а лучшая конструкция для него — это когда домкрат расположен вверх ногами штоком вниз.
Для этого большинство людей разбирает домкраты и вставляет в заборное отверстие всякие трубочки и прочее. Но есть варианты по-проще — это использовать внешний расширительный бачок и полностью исключить воздух из корпуса домкрата. В таком случае домкрат будет работать при любом расположении хоть боком, хоть вверх ногами, его всегда можно будет снять с пресса и использовать по прямому назначению без каких либо доработок.
Для такой доработки необходим штуцер и отверстие в корпусе. Можно использовать заливное отверстие, но лучше просверлить заглушку на заборной магистрали и нарезав резьбу установить туда штуцер. При таком варианте воздух будет скапливаться в самой верхней точке системы, т.е в расширительном бачке и пососы воздуха в домкрате не страшны.
Штуцер с ёлочкой М10х1 или М3/8 ссылка
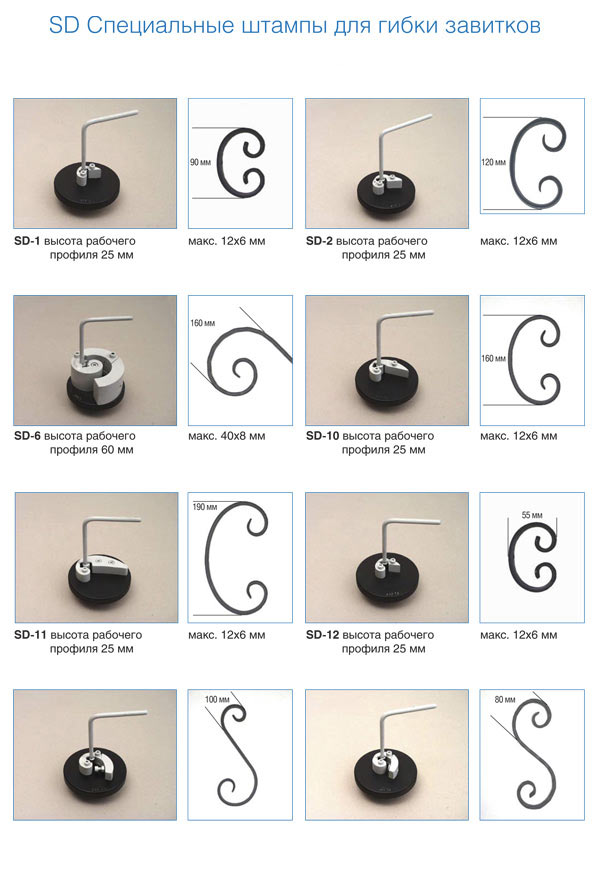
Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.

Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
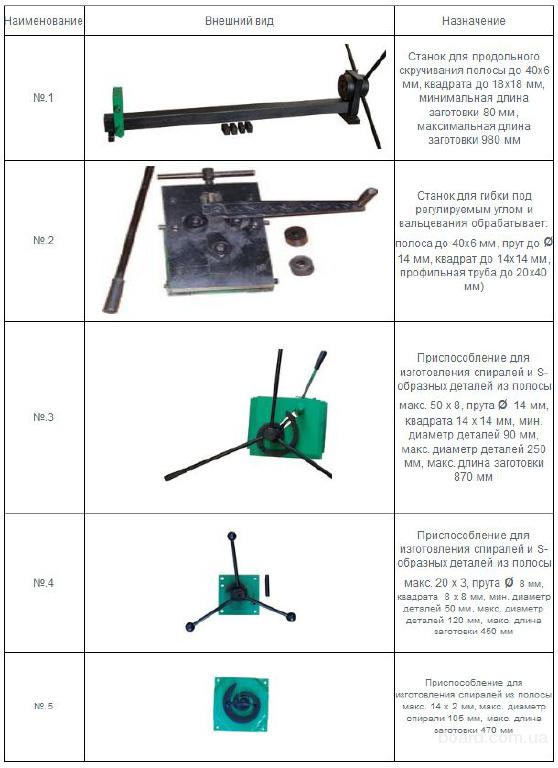
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |

Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.

Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
Гибочные станки 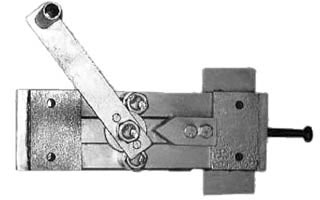 | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
Твистер  | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
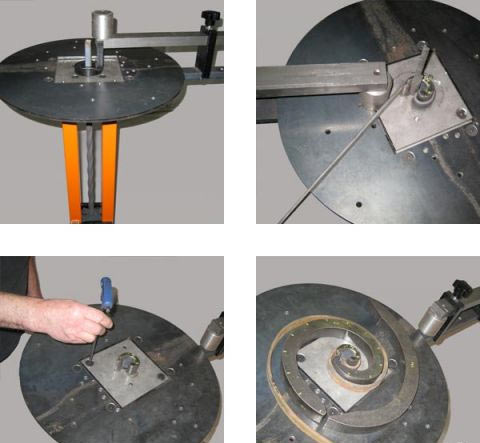
| Улитки Станок-твистер | С воротом  | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
Рычажного типа  | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
Торсионный станок 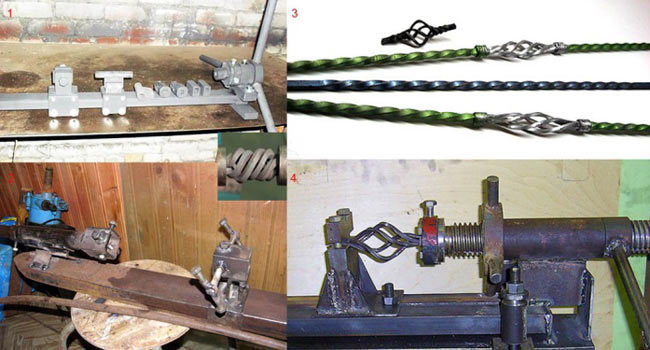 | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |

Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.

Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
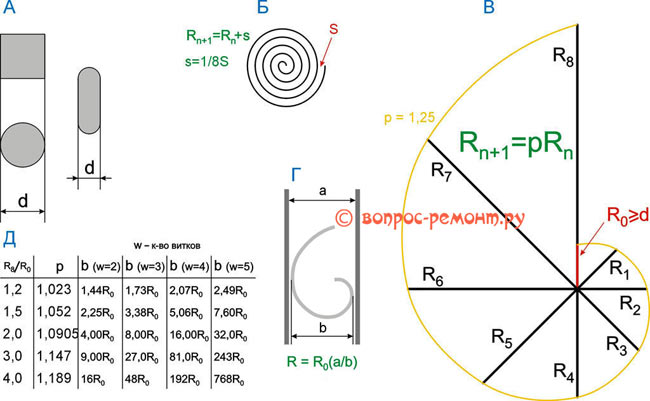
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.


Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
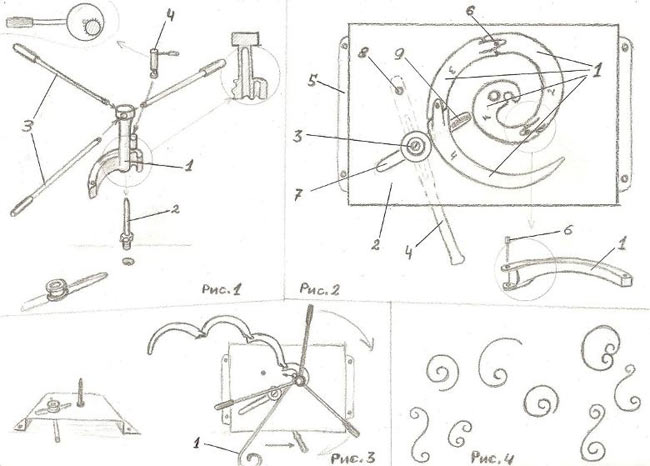
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.


Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Станок для холодной ковки своими руками
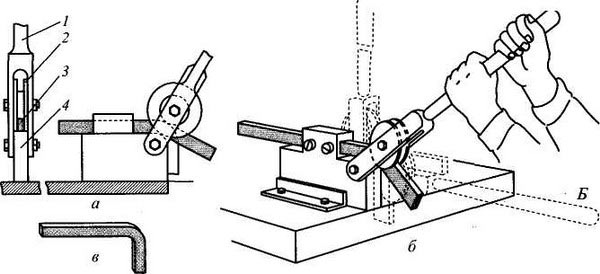
В практике домашнего хозяйства, а также при выполнении некоторых заказов на производство различной металлопродукции не обойтись без технологии холодного пластического деформирования. Это могут быть операции гибки, клеймения, вырубки-пробивки, плющения и т.д. Во всех подобных случаях лучше не ориентироваться на применение случайно подвернувшихся под руку приспособлений, а работать на специально изготовленных своими руками станках для холодной ковки.

Изготовление самодельного кузнечного винтового пресса
Проектирование и изготовление самодельных станков для обработки металлов давлением
Проще всего воспользоваться для этих целей рекомендованными Интернетом конструкциями, чертежи которых, как правило, прилагаются на тех же сайтах. Но, во-первых, их авторы часто выполняют свои чертежи конкретно под собственные нужды, а, во-вторых, не всегда указывают материалы для изготовления отдельных деталей и узлов под подобный агрегат. Поэтому, если будущий обладатель ковочного станка или пресса желает использовать изготовленное оборудование именно под свои детали, то чертежи стоит разрабатывать самостоятельно.
Важный вопрос – источник энергии, т.е., привод для узлов станка. Если оборудование предполагается для интенсивного применения (например, под крупную кузнечную мастерскую горячей или холодной ковки), то вопрос решается в пользу электропривода или использования гидравлических силовых установок. Менее надёжными считаются станки с пневмоприводом. Однако в обратных ситуациях любой механический привод далеко не всегда считается оптимальным. Причина заключается в следующем.
При горячем (и, тем более – холодном деформировании металлов) в большинстве случаев приходится сталкиваться с таким неприятным явлением как инерция материала (иначе называемое ещё последействием). При гибке, например, это – упругое пружинение, а при горячей штамповке или выдавливании – остаточные напряжения, вызывающие искривление заготовки после штамповки. В связи с этим необходимы весьма точно изготовленные шаблоны. Используя их, приходится вручную доводить размеры на готовой детали до тех, которые требуют чертежи.
Любой внешний привод повышает скорости деформирования. В таких условиях упругое последействие резко возрастает. Поэтому станок с электроприводом обязательно должен включать в себя понижающий редуктор. В свою очередь, редуктор повышает сложность станка. Причины следующие:
- редуктор увеличивает габаритные размеры конструкции;
- редуктор – сам по себе технически сложный узел, который стоит заказывать в специализированной мастерской или приобретать (самодельный редуктор не будет отличаться удовлетворительной точностью);
- редуктор любого типа заметно снижает кпд станка, поэтому потребуется более мощный источник энергии;
- редуктор существенно усложнит техническое обслуживание станка для холодной ковки или штамповки.
Для оборудования с ручным приводом редуктор не потребуется, а упругое последействие деформируемого материала легко преодолевается повышением времени контакта инструмента с обрабатываемой заготовкой. Таким образом, оптимальным для данных условий будет станок с ручным приводом, под конструкцию и изготовление которого будут рассчитываться все последующие рекомендации.
Ручной винтовой пресс для холодной ковки металла
На таком агрегате можно выполнять самые разнообразные операции холодной пластической деформации металла: ковку, гибку, высадку, чеканку, формовку и т.д.

Ручной винтовой пресс
Принцип работы винтового пресса заключается в следующем. Источником энергии в данном случае является массивный маховик в виде колеса, на верхнем торце которого имеются ручки. С их помощью маховик можно разогнать до определённой скорости вращения. При этом вращательная кинетическая энергия преобразовывается в рабочую энергию деформации металла, причём с увеличением скорости вращения и массы данной детали усилие деформирования возрастает. Более эффективным является увеличение скорости вращения, а не массы маховика. Это облегчает изготовление такого самодельного агрегата, и уменьшает габаритные размеры станка.

Ручной винтовой пресс, изготовленный своими руками
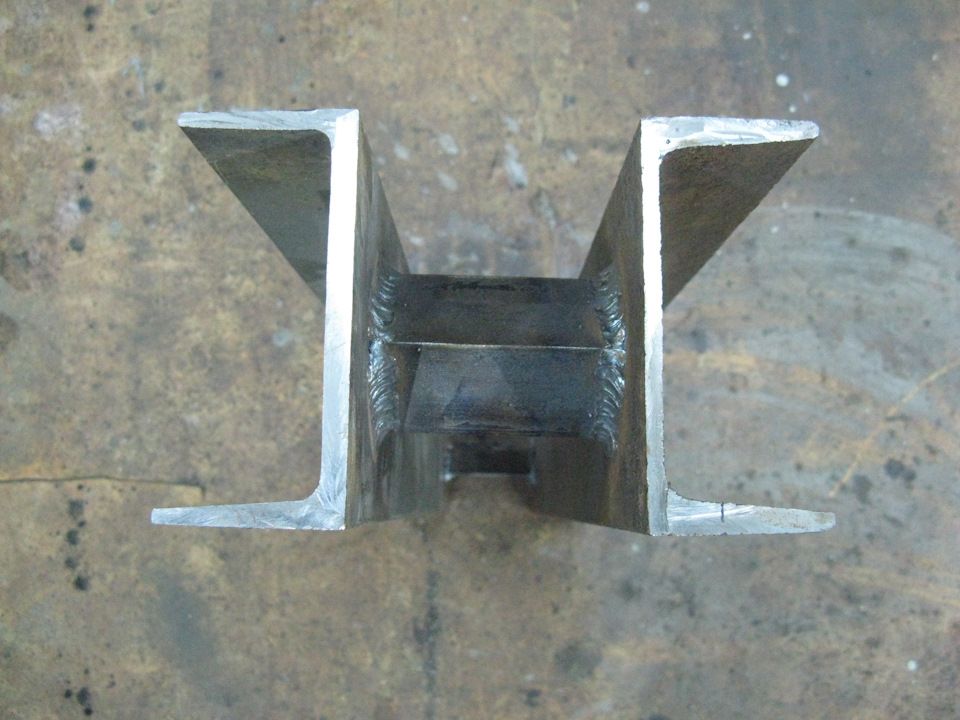
Шкив/колесо вращается на рабочем вале станка, на противоположном конце которого нарезается самотормозящая упорная или трапецеидальная резьба. Этим резьбовым концом вал соединяется с гайкой, которая закреплена в ползуне – исполнительном механизме станка для холодной ковки. Таким образом получается своеобразная силовая передача «винт-гайка», которая преобразовывает вращение вала в поступательное перемещение ползуна. К его противоположной поверхности может быть присоединен любой деформирующий инструмент – пуансон. Для повышения точности направления перемещение должно выполняться в специальных направляющих треугольного профиля, которые монтируются в стальной раме. Она является опорной частью станка, придаёт ему необходимую жёсткость, и является основой для установки неподвижной части рабочего инструмента – матрицы.
Достоинствами винтового пресса являются:
- Возможность управления величиной рабочего хода станка.
- Возможность удержания деформируемой заготовки под нагрузкой сколь угодно продолжительное время.
- Изменение усилия деформирования при помощи регулировки скорости вращения маховика.
- Технологическая универсальность оборудования, на котором можно производить практически все операции холодной ковки и объёмной штамповки изделий из металла.
Ручной винтовой пресс Заводской винтовой пресс
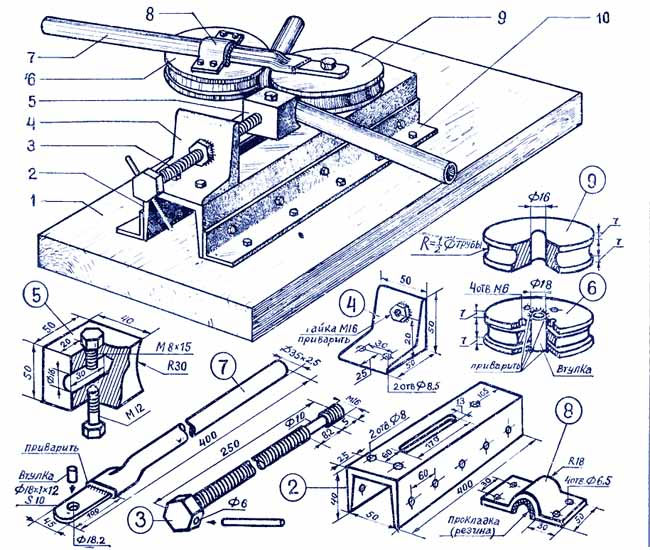
Изготовление и сборка ручного винтового пресса
Разрабатывая чертежи такого оборудования, следует ориентироваться на возможность применения в конструкции стандартных узлов. Например, для изготовления узла «винт-гайка» можно использовать винтовой домкрат, а под маховик можно переделать шкив или зубчатое колесо от списанной ременной передачи.
Особенно тщательно необходимо изготавливать раму. Имея детали винтового привода и располагая имеющимся шкивом или колесом, можно подготовить чертежи рамы. Её сборку выполняют в такой последовательности:
- из стального швеллера сваривается прямоугольник полками вовнутрь, причём образующийся внутренний габарит должен быть достаточным для размещения направляющих и комплекта рабочего инструмента. ширина полки швеллера должна быть такой, чтобы туда вписалась пара «винт-гайка». соединения швеллера в обоих углах дополнительно укрепляются болтами;
- в верхнем куске швеллера сверлится отверстие под установку пары «винт-гайка», которое сверху закрывается фланцем;
- из стального калиброванного прутка изготавливается вал, который на одном конце должен иметь шпоночное крепление со шкивом (или колесом). на другом конце нарезается такая же резьба, что и на винте. Можно применить винт от домкрата, при достаточной его длине. Для облегчения изготовления шпоночного паза соответствующий конец отпускают, а затем – закаливают;
- изготавливают две пары треугольных направляющих (можно использовать направляющие от небольшого списанного токарного станка), половину которых прикрепляют к внешним боковым полкам рамы;
- из толстолистовой полосы сваривают коробку (ползун), горизонтальные размеры которой должны соответствовать поперечному размеру рамы после монтажа направляющих. высота коробки должна позволять при её максимальном перемещении выполнять желаемые операции холодной ковки;
- в ползуне выполняется отверстие для крепления вала. можно реализовать вариант жёсткого резьбового крепления, а можно изготовить промежуточный подпятник (сложность узла возрастёт, зато появится возможность расклинивания при застревании заготовки в штампе);
- после тщательной проверки фактических размеров с чертёжными, к боковым стенкам коробки присоединяют вторую пару направляющих, и монтируют ползун в раме станка;
- проверяют действие собранного оборудования: при раскручивании маховика винт должен перемещаться свободно, без заеданий, а при отсутствии вращения — не должен опускаться под действием собственного веса.
на верхнем торце шкива/колеса устанавливают две стальные ручки для раскручивания детали. после этого её прикрепляют к винту (валу);
В готовом агрегате обильно смазывают поверхности трения (направляющие, винт, гайка), оснащают станок нужным комплектом инструмента, после чего выполняют пробное деформирование металла.
Гидравлический пресс на 20 тонн своими руками! Часть 1. Большой улов на чермете!

Ну вот и у меня дошли руки до пресса для моей мастерской. Хотя ради одного пресса я бы так заморачиваться не стал. В эту «прибор» заложено несколько функций. И пресс, наверно, на последнем месте по значимости. Но на первом – по созданию )).
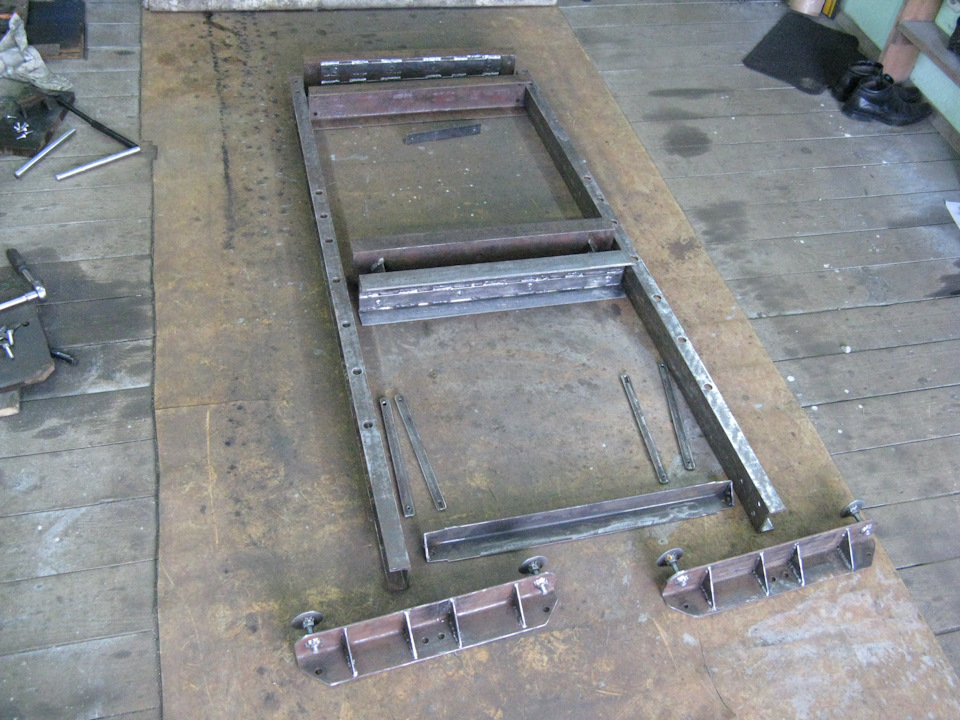
Начал с рамы – на участке лет пять валялось три четырёхметровых двутавра №18.


Не хотел их переводить по пустякам, и вот им нашлось достойное применение — самое то для такой конструкции. Рама будет два метра высотой и 1.26 шириной. Может и многовато, но парадокс в том, что даже если я сделаю пресс, например, 1.5 м высотой и 0.6 м шириной – объём и стоимость работы не изменятся вообще никак. Посему быть прессу большим.
По гидравлике – купил цилиндр на 20 тонн с ходом 250 мм. Это цилиндр задней навески от трактора Т-150.

Решил взять новый, так как жалко времени на переборки и дальнейшие починки – жизнь скоротечна ((. Да и как всегда в таких случаях, в тот редкий момент, когда он понадобится, придётся его ремонтировать.
Насос НШ-10, привод – от мотора, который я недавно восстановил (это здесь), гидрораспределитель одноконтурный Р40.

Нарезал и зачистил «детальки»

Основной технологической проблемой виделось сверление отверстий в вертикальных стойках под опорные пальцы, на которые будет опираться «стол». Диаметр отверстий 25 мм, а толщина боковых полок двутавра – до 1 см. Кто-то обращается в мастерские, я решил выкрутиться сам – такого сверла и станка под него нет, китайской коронки хватит на одно отверстие. Сверлил с помощью самодельной магнитной стойки для дрели (это здесь).

В качестве рабочего инструмента купил фирменную корончатую фрезу 25 мм.

Проблема в том, что у неё хвостовик типа Weldon-19, который в дрель не зажать. Выточил переходник под обычный патрон. Сверлил с СОЖ’ем.


Отверстия получились просто офигенные:

При раскрое и сварке активно пользовался своими струбцинами для сварочного стола (это здесь), ну и самим столом (это здесь).


Верхняя поперечина – из двух балок, в которые будет упираться цилиндр.

К нижним поперечинам «прибил» колёса и сделал регулируемые «ноги» с упорами.

Из деревяшки на ТВ-4 выточил бобышки для рукояток


А сами рукоятки сделал из строительных гвоздей 200 мм.



На этом пока всё. Дальше установка мотора, цилиндра и остальной гидравлики.
Подробней можно увидеть здесь:
Ну а насчёт «улова» с металлолома — периодически заезжаю на приёмку металла в поисках подходящих железок. И в поисках опорных пальцев для пресса нашёл целый склад двигателей и редукторов! Торговался больше часа – не хотели продавать. А знаете причину – «ну мы их на медь сдаём». Говорю «так я заплачу за медь». А они – мы не знаем, сколько с тебя брать. Убедил взять по весу чернухи плюс по прайсу меди – за вес меди в движках. А на угловые редуктора им пофиг. По 25 рэ за кило )). Итого — пять моторов от 0.75 до 4-х кВт и оборотами 1400 и 2800 и четыре редуктора 1:10/20/40 за пять рублей.
Читайте также: