Пресс для металлической стружки своими руками
Обновлено: 05.10.2024

Всем здравствуйте.
Наверное каждый мечтает о прессе, кто-то хочет видеть его на животе, а я давно хотел заиметь его в гараже.
Сегодня поговорим о том как сделать гидравлический пресс своими руками.
Для начала нам потребуются швеллеры. В моём случае это швеллер номер 10 на вертикальные стойки и 12 на горизонтальные перекладины. Металл использовал б/у, когда-то эти швеллеры были столбиками для забора у меня на даче.

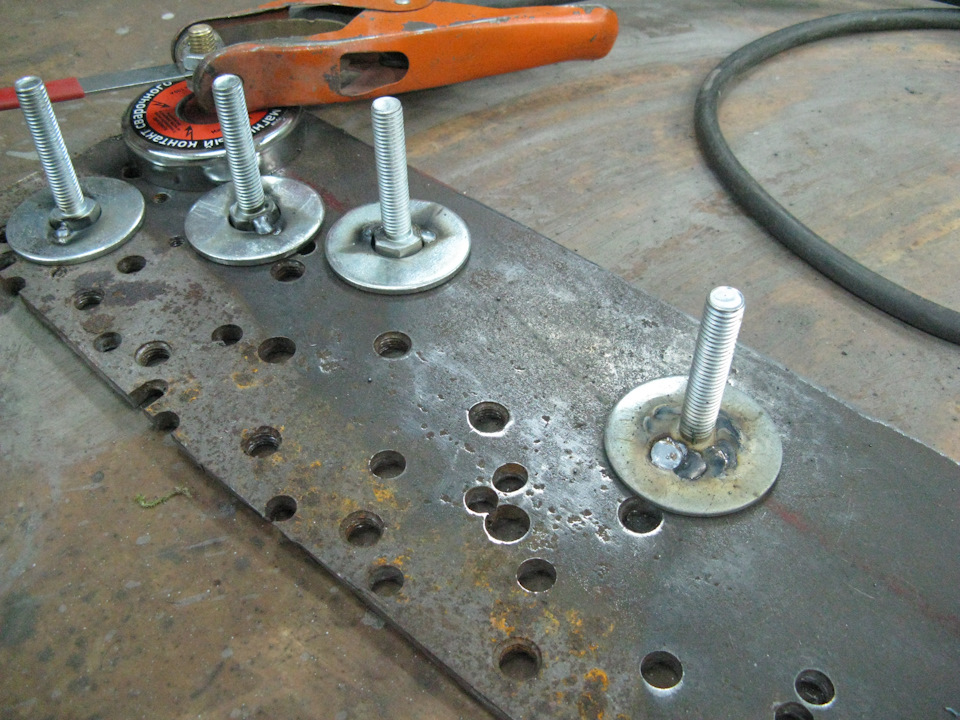
Так как пресс необходимо сделать с регулируемой высотой стола, то необходимо изрядно перфорировать вертикальные стойки. Сверлить начинал на расстоянии 450 от верха, это расстояние примерно равно максимальному ходу домкрата плюс его высота, далее располагал отверстия вначале через 100 мм, затем через 150мм, всего просверлил 7 рядов отверстий.
Сверлить надо биметаллическими коронками на самой малой скорости. Вначале делал это перфоратором, но у него была слишком высокая скорость и коронки либо сгорали, либо обламывались зубья, затем уже сверлил шуруповёртом на малой скорости и всё пошло как по маслу, о да, при сверлении не забываем про охлаждение и добавляем немного масла.


Далее изготовил нижние опоры из 75 уголка. В них сделал регулируемые ножки из болтов М12 и шайб, которые сварив вместе, а в уголке приварил гайки.
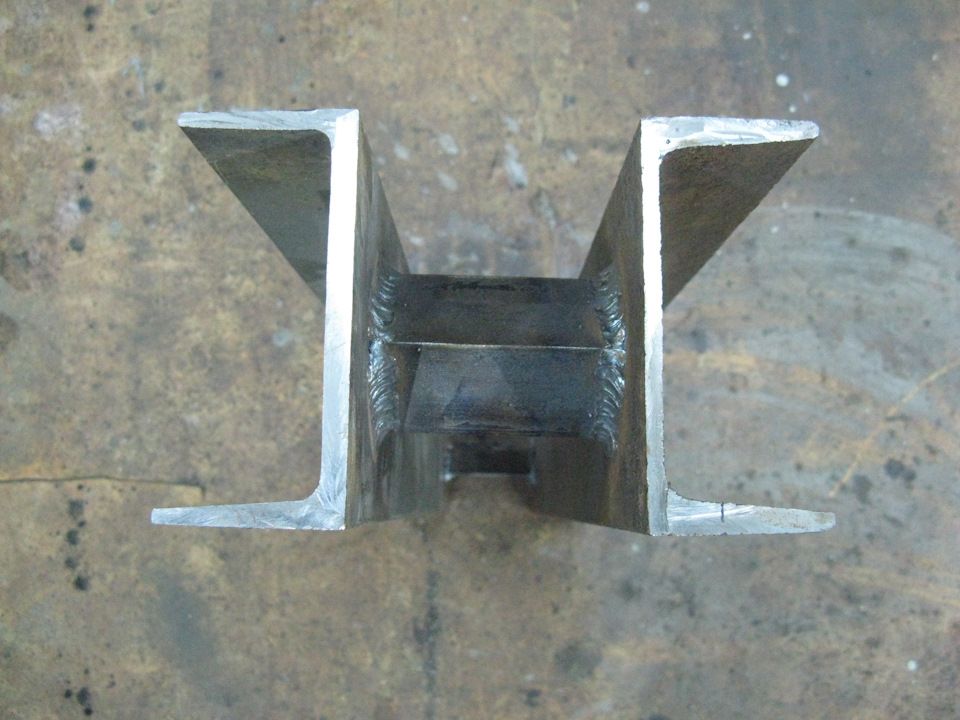
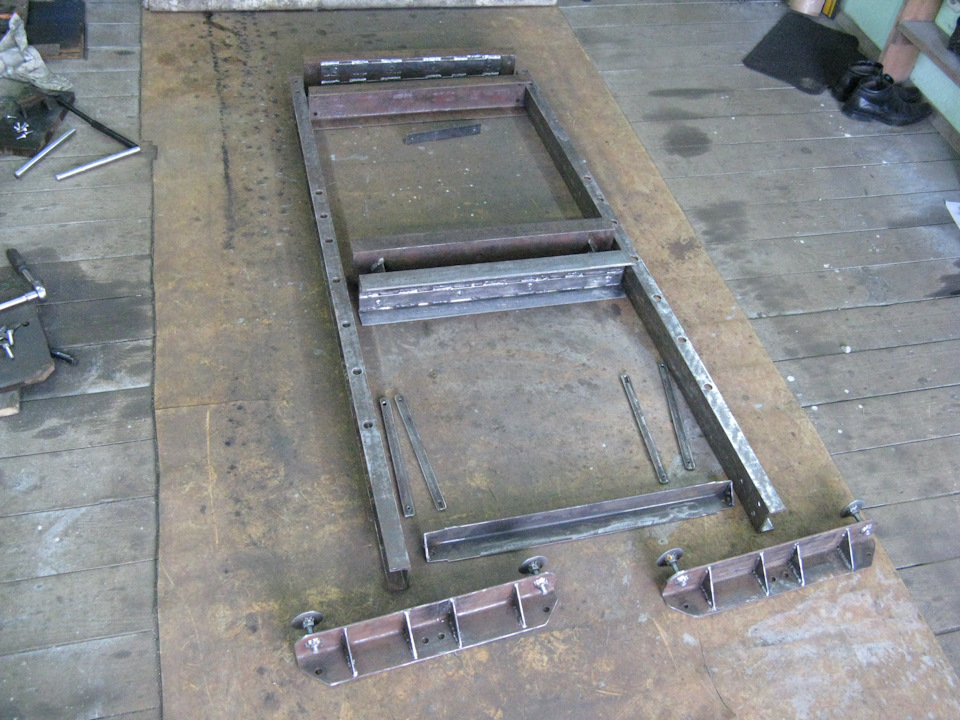
Верхние перекладины вначале хотел сделать разборными, поэтому вначале использовал болты ГБЦ М12 и фланцевые гайки, но практика показала, что в таком случае при нагрузке вся конструкция немного играет и впоследствии всё обварил по кругу. Перекладины рабочего стола соединил между собой уголком 50х50 и хорошенько обварил, при этом оставил зазор между вертикальными стойками в пару миллиметров, чтобы стол можно было перемещать по высоте.


Все детали зачистил и подготовил к покраске.
Домкрат.
Вначале делал пресс в расчёте использовать 12-ти тонный советский домкрат, но никак не мог заставить его работать и искал к нему ремкомплект.
В один момент плюнул на поиски ремкомплекта и решил купить китайский 20-ти тонный домкрат.
Домкрат 20т Forsage F-T92004 — цена 85р (~40$)

Данный домкрат сварной конструкции, поршень со штоком вставляются как кассета в гильзу. Такая конструкция по логике должна полностью исключать подсосы воздуха.
Но мы же хотим использовать его в прессе, а лучшая конструкция для него — это когда домкрат расположен вверх ногами штоком вниз.
Для этого большинство людей разбирает домкраты и вставляет в заборное отверстие всякие трубочки и прочее. Но есть варианты по-проще — это использовать внешний расширительный бачок и полностью исключить воздух из корпуса домкрата. В таком случае домкрат будет работать при любом расположении хоть боком, хоть вверх ногами, его всегда можно будет снять с пресса и использовать по прямому назначению без каких либо доработок.
Для такой доработки необходим штуцер и отверстие в корпусе. Можно использовать заливное отверстие, но лучше просверлить заглушку на заборной магистрали и нарезав резьбу установить туда штуцер. При таком варианте воздух будет скапливаться в самой верхней точке системы, т.е в расширительном бачке и пососы воздуха в домкрате не страшны.
Штуцер с ёлочкой М10х1 или М3/8 ссылка
Пресс для металлической стружки своими руками

Обработка и пакетирование металлической стружки из под металлорежущего оборудования выполняется на пакетировочных прессах. Но малый объём (насыпная плотность) сырья и неудобство его загрузки в загрузочную камеру, в свое время обусловили разработку и изготовление специальной разновидности ломоперерабатывающего оборудования – брикетировочных прессов. Сейчас применение брикетных прессов получило большее распространение в деревообрабатывающей промышленности, а также при обработке пластмасс (полипропилена).
В настоящее время использование брикетеровочных прессов в ломозаготовке нецелесообразно, т.к. все виды прессования и пакетирования с легкостью выполняет пакетировочный пресс!

Пресс для пакетирования стружки — пакетировочный пресс
Конструкция и принцип действия
Брикетировочный пресс представляет собой разновидность гидравлического прессового оборудования, целью работы которого является получение брикетов стальной и чугунной стружки, а также стружки их различных цветных металлов. При этом механические характеристики стружки значения не имеют.
Особенностью технологии брикетирования считается возможность получения брикета значительно более высокой плотности, которая достигает 90…95% от плотности исходного металла. Это позволяет предприятиям системы Вторчермета предлагать металлургическим производствам — потребителям данной продукции, лом по более высокой цене. Одновременно снижается также потребность в транспорте для перевозки.

Схема брикетного пресса
Брикетировочные прессы выпускаются с горизонтальной и вертикальной компоновкой рабочих узлов, при этом привод оборудования – исключительно гидравлический, что объясняется необходимостью поддержания постоянного усилия брикетирования, которое не зависело бы от хода прессующего пуансона.
Пресс для брикетирования стружки состоит из следующих узлов:
- Нижней поперечины;
- Верхней поперечины;
- Силовых колонн;
- Поворотного рабочего стола;
- Вспомогательной колонны;
- Силового насосного привода;
- Рабочего цилиндра;
- Системы трубопроводов;
- Загрузочного устройства;

Компактный брикетировочный пресс
Рабочая зона такого пресса в плане представляет собой ромб, по углам которого располагаются три силовых и вспомогательная колонна. Вспомогательная колонна, по сравнению с силовыми, имеет несколько уменьшенный диаметр. Обе поперечины брикетировочного пресса представляют собой литые коробчатого сечения плиты, обладающие высокой пространственной жёсткостью. При вертикальной компоновке рассматриваемого оборудования рабочие цилиндры размещены в нижней поперечине, а при горизонтальной – к той, которая примыкает к узлу насосного привода.
С целью повышения жёсткости пресса, поставка оборудования обычно выполняется в сборе. Сам процесс полностью автоматизирован, а загрузка рабочих позиций производится при помощи специального вибрационного питателя.
Загрузка стружки, которая подлежит брикетированию, у вертикальных брикетировочных прессов производится на поворотном столе, в котором имеется шесть гнёзд. Прессование выполняется в центральном из них, которое располагается в геометрическом центре ромба, между силовыми колоннами. Остальные гнёзда служат для загрузки очередной партии компактируемой стружки и извлечения готовых брикетов. В прессах горизонтального исполнения загрузка гнёзд выполняется при помощи мощных электромагнитов. Такие конструкции встречаются значительно реже, поскольку непригодны для брикетирования стружки из немагнитных металлов и сплавов.

Результат пакетирования стружки
Брикетировочные прессы оснащаются индивидуальным приводом. Для лучшей организации работ по переработке стружки целесообразно создавать отдельные участки для её брикетирования. На таких участках оборудуются средства механизации подачи стружки и удаления готовых брикетов, с применением ленточных транспортёров.
Стоит добавить, что брикетировочный пресс может быть полезен лишь на производстве, где происходит металлообработка и на выходе образуется много стружки. В таком случае, чтобы уменьшить место под хранение стружки будет полезен брикетный пресс. Т.к. за малым объемом стружки не поедет ни одна металлоприемка, а пресс позволит экономно хранить и копить стружку. На базе же приема металлолома со всеми задачами по пакетированию легко справляется пакетировочный пресс.
Организация процесса брикетирования
Характерной особенностью работы брикетировочного оборудования является необходимость в двухстороннем прикладывании рабочего усилия, поскольку в противном случае плотность брикетов получается неоднородной.
Видео — брикетирование металлической стружки
Качество брикетируемой стружки резко ухудшается, если перед переработкой она не очищена от технологических смазочно-охлаждающих жидкостей, используемых при работе металлорежущих станков. Кроме того, в стружке могут находиться посторонние частицы и грязь. Такие брикеты считаются бракованными. Для качества процесса брикетирования имеет значение и однородность исходного сырья. Поэтому стружку предварительно сортируют по маркам металла (это особенно важно при брикетировании отходов высокоуглеродистых сталей).
Брикетировочные прессы для переработки металлической стружки классифицируются по следующим параметрам:
- По номинальному усилию в конце хода верхней (либо передней – для машин горизонтального исполнения) поперечины: выпускаются прессы с диапазоном усилий от 2500 до 12500 кН);
- По наибольшим размерам готового брикета;
- По весу брикета;
- По производительности брикетирования.
К исходному материалу предъявляются следующие требования:
- Стружка должна быть предварительно раздроблена на фрагменты (особенно это касается стальной стружки). При этом ограничивается длина витков и площадь поперечного сечения.
- Стружку из высокопрочных сталей перед переработкой отжигают.
Поскольку брикетировочные прессы чаще всего работают в непрерывном режиме, то в комплект поставки оборудования часто включается и узел охлаждения рабочей гидравлической жидкости.
Пресс для брикетирования металлической стружки


Брикетировочный пресс применяется для прессования стальной, алюминиевой, чугунной и медной стружки в цилиндрические брикеты высокой плотности для возможности переплавки в плавильной печи.
Пресс работает на гидравлическом приводе в ручном или автоматическом (сенсорный экран, ПЛК) режиме. Время рабочего цикла 15-20 секунд. Размер и форма брикетов определяются при проектировании пресса.
Оборудование для брикетирования отличается:
— простотой монтажа и управления,
— надежностью и безопасностью,
Конструкция и производ ство оборудования соответсту ю т международным стандартам качества, имеется Сертификат ISO9001:2008, GB/Т 19001-2008.
Металлическая стружка в первоначальном виде:
Для линии брикетирования м ожем предложить следующий состав оборудования:
1 . ШРЕДЕР предназначен для измельчения витой, длинной, путаной металлической стружки, уменьшения ее объема и подготовки к дальнейшей переработке в брикетирующих прессах. От качества стружки зависит плотность брикета. Полное описание.
2. КОНВЕЙЕР (опция) — обеспечивает автоматическую подачу стружки в загрузочное окно пресса, снижает количество ручного труда и повышает производительность. Высота транспортера 1650 мм. Длина 4000 мм. Мощность 1 кВт.
3. БУНКЕР (опция) предназначен для накопления и равномерной подачи стружки в пресс. С нижает количество ручного труда и повышает производительность.
4. ПРЕСС обеспечивает прессование (брикетирование) металлической стружки в цилиндрические брикеты высокой плотности для дальнейшей транспортировки или переплавки в индукционных печах.
Возможно приобретение оборудования через лизинговую компанию нашего партнера Система Лизинг 24 на выгодных условиях.
БРИКЕТИРОВОЧНЫЙ ПРЕСС ВЕРТИКАЛЬНОГО ТИПА
Усилие прессования, кН
Диаметр брикета, мм
Выход в смену 8ч, т
Плотность брикета, кг/м3
Потребляемая мощность, кВт
Цена на заводе*, USD
В камеру пресса загружается предназначенная для прессования металлическая стружка, при работе в непрерывном режиме необходимо один раз нажать на кнопку опускания штампа, главный гидроцилиндр с большой скоростью опускается, затем медленно под большим давлением (153-1200 тонн) прессует материал. При достижении определенного давления материал превращается в плотный брикет цилиндрической формы, после чего давление главного цилиндра ослабевает, гидроцилиндр выталкивателя открывает камеру пресс-формы, главный цилиндр продолжает движение вперед и выталкивает брикет вниз, после чего возвращается в исходное положение, гидроцилиндр выталкивателя движется вперед, выталкивает готовый брикет и плотно закрывает камеру пресс-формы. В камеру пресс-формы поступает новая порция материала, главный цилиндр вновь опускается и прессует материал, и таким образом продолжается непрерывная работа станка.
ВИДЕО — пресс вертикального типа
БРИКЕТИРОВОЧНЫЙ ПРЕСС ГОРИЗОНТАЛЬНОГО ТИПА
Пресс брикетировочный гидравлический горизонтального типа применяется для брикетирования металлической стружки, опилок, окалины и прочих мелких металлических отходов в компактные брикеты для дальнейшей транспортировки и переплавки.
Пресс имеет монолитный стальной корпус, что исключает разрыв сварного шва и обеспечивает долговечность конструкции.
Использование системы охлаждения позволяет осуществлять непрерывное производство 24 часа.
Брикетировочный пресс применяется для прессования стальной, алюминиевой, чугунной и медной стружки в цилиндрические брикеты высокой плотности для возможности переплавки в плавильной печи и дальнейшего производства металлических изделий на литейном оборудовании.
Гидравлический пресс своими руками
Читайте также: