Пресс форма по металлу
Обновлено: 16.05.2024
Мы проконсультируем вас по любым вопросам!
Машины для выполнения ковочно-штамповочных операций (так вернее, ибо какое-либо оборудование обычно создаётся под разработанную технологию, а не наоборот) — распространённый вид устройств для металлообработки.
Например, на машино- и приборостроительных предприятиях или заводах по производству металлоконструкций на каждые 5 металлорежущих станков обязательно приходится одна единица оборудования для обработки давлением. Причём не только металлов: например, те же ПЭТ-бутылки производятся на термопластавтоматах, которые тоже представляют специализированное штамповочное оборудование.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.

Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Эволюция развития оборудования

До 15-16 веков практически все металлические изделия производились частными мастерскими и небольшими цехами. Однако, начало Великих Географических открытий с сопутствующим им ростом тоннажа морских судов потребовало изготовления довольно больших якорей и прочего корабельного оснащения. Вручную с молотом уже было невозможно проковать такие габаритные детали. Как результат — появились первые механические молоты, работающие на силе воды.
Далее толчком послужили развитие вооружений и транспортных средств и в 19 веке возникают целые металлообрабатывающие гиганты с паровым оборудованием.
Изобретение гидравлических прессов дали возможность внедрить штамповку как основную технологию массового выпуска продукции. А дальнейшее появление электродвигателей дало толчок развитию кривошипных прессов, составляющих современную основу кузнечно-штамповочного оборудования.
Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.

Гидравлическая штамповочная машина
Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Принцип работы и устройство прессов различных типов
Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс

Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Механический пресс воздействует на материал ударом, тогда как гидравлический, прилагая меньшую силу, получает больший эффект. Поэтому вторые используют для изготовления крупных изделий с толстыми стенками.
Гидравлические прессы

Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат

Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Электромагнитный пресс
Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Особенности открытых и закрытых штампов

Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Обзор прессов IPONMAC и их характеристик

Схемы прессов: а – вертикальный гидравлический; б – горизонтальный; в – кривошипный; г – фрикционный; д – гидровинтовой
Пресс кривошипный применяют в тех случаях, когда необходимо выполнить несложную обработку металла давлением. Основным элементом такого оборудования, который преобразует вращательное движение вала приводного электродвигателя в возвратно-поступательное перемещение ползуна, является кривошипно-шатунный механизм. Именно поэтому пресс кривошипный часто называют штамповочным кривошипно-шатунным прессом. Он очень популярен как среди производственников, так и среди частных мастеров, существуют даже модели настольного кривошипного пресса. Объясняется такая популярность не только высокой эффективностью и функциональностью этого оборудования, но также и тем, что обслуживание и ремонт кривошипных прессов не вызывает особых проблем.

Пресс штамповочный гидравлический 4-х колонный
Гидравлические штамповочные прессы оснащаются двумя рабочими камерами, в которых в рабочей жидкости создается требуемое давление. Жидкость под давлением поступает в цилиндр с другим поршнем, посредством которого и сообщается возвратно-поступательное движение ползуну.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.
Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.
Радиально-ковочное оборудование для горячей обработки металла
Радиально-ковочный станок используется для того, чтобы с высокой производительностью изготавливать валы различного диаметра. На таком агрегате можно наладить производство до 300 тысяч готовых изделий в год, чего вполне достаточно для того, чтобы обеспечить ими крупное производственное предприятие.
Ограниченность использования такого станка для штамповки металла объясняется не только его высокой стоимостью, но еще и тем, что настройка его рабочих режимов представляет собой достаточно сложный процесс, поэтому выполнять ее целесообразно лишь в том случае, если планируется выпускать изделия определенного диаметра большими партиями.

Радиально-ковочная машина (РКМ) обеспечивает высокую точность штамповки, выдавая детали с минимальными припусками
Последовательность действий, в процессе которых выполняется радиальная ковка, выглядит следующим образом.
- Деталь, чтобы довести ее до требуемой температуры нагрева, подают в индукционное устройство.
- После того как металл приобретет требуемую степень пластичности, деталь по роликовому контейнеру (рольтангу) отправляют к захватному устройству, с помощью которого она подается в зону обработки.
- Там заготовка фиксируется элементами другого захватного устройства, после чего на нее воздействуют посредством специальных бойков.
- Для равномерной обработки со всех сторон деталь постоянно вращают, для чего используется специальный захватный механизм.

Схемы действия ковочных машин радиального и ротационного типа
Для того чтобы привести в движение рабочий механизм оборудования для радиальной ковки, используют кинематическую схему, элементами которой являются:
- приводной электродвигатель;
- клиноременная передача;
- четыре установленных вертикально вала с эксцентриковыми буксами;
- шатун с закрепленными на нем бойком и ползуном.
Основные элементы автоматики станка – это копирные барабаны, которые отвечают как за синхронное сближение бойков, так и за последующее движение заготовки. Вращение захвату, в котором удерживается обрабатываемая деталь, сообщается электродвигателем через элементы червячной передачи. Торможение данного механизма, которое осуществляется в момент ковки, обеспечивает пружинная муфта.
Одной из разновидностей ковочного оборудования является горизонтально-ковочный станок, в котором обрабатываемая деталь также располагается параллельно земле. Устройства данного типа используются преимущественно для формирования торцевых утолщений на заготовках стержневого типа. Деталь при обработке располагается в разъемной матрице, каналы которой ориентированы в горизонтальной плоскости.
Процесс обработки, выполняемой на таком станке, происходит в следующей последовательности.
- Заготовка укладывается в неподвижную часть матрицы.
- Подвижная часть матрицы, соединенная с ползуном, приводится в действие посредством коленчатого вала.
- Приближаясь к неподвижной половине формы, подвижная часть матрицы плотно охватывает обрабатываемый стержень.
- После зажима детали верхней частью формы коленчатый вал, соединенный с шатуном, приводит в действие ударные пуансоны.
- По окончании обработки все подвижные части станка возвращаются в исходное положение, а подвижная и неподвижная части формы размыкаются.
Ковочный молот с пневмоприводом
Пневматический пресс – это эффективное, но в то же время доступное по стоимости ковочное оборудование, отличающееся, кроме того, компактными габаритами. Работает такой станок за счет энергии сжатого воздуха, за подачу которого к механизмам отвечает встроенный компрессор. Работу компрессора, поршни которого, двигаясь в его главном цилиндре, как раз и создают поток воздуха с требуемым давлением, обеспечивает приводной электродвигатель.
Поскольку работу ударного механизма пневматического ковочного станка обеспечивает кривошип, то его конструкция напоминает устройство кривошипного пресса. Перед запуском такого оборудования компрессорный и рабочий поршни в главном цилиндре находятся в крайнем верхнем и крайнем нижнем положениях. Когда станок запускается в действие, поршни начинают двигаться по направлению друг к другу, сжимая находящийся между ними воздух, давление которого передается на кривошип, напрямую соединенный с бойком. На один удар рабочей части молота пневматического станка приходится один оборот кривошипного механизма. Соответственно, чтобы воздействие молота на заготовку выполнялось с более высокой частотой, необходимо обеспечить более интенсивную работу компрессора. Даже несмотря на свои небольшие габариты, пневматический пресс может обеспечить массу удара молота, доходящую до 1 тонны.

Молот кузнечный пневматический МА-4129 предназначен для горячей штамповки в открытых штампах
По похожему с пневматическим прессом принципу работает паровоздушный молот, в котором энергию удара обеспечивает горячий пар, подающийся непосредственно из котла или через специальный компрессор. Масса ударов, которой позволяет добиться такое оборудование, может доходить до 8 тонн, а скорость их нанесения составляет 50 м/сек. Работать оно в зависимости от модели может в автоматическом режиме, когда удары по детали наносятся непрерывно, или в ручном, когда для запуска в действие бойка необходимо нажать на соответствующую кнопку или педаль.
Как сделать пресс-форму для штамповки металла
Штамповка – один из самых выгодных способов обработки стали давлением. Для нее необходимы пресс, шайба и матрица, пресс-форма, ножницы. В зависимости от операции (гибка, резка, вытяжка и пр.) нужны разные пресс-формы. Металл подвергается штамповке, как в горячем, так и в холодном виде.
Изготовление пресс-формы – длительный и затратный процесс, требующий высокого уровня подготовки. Без пресс-формы не обойтись при изготовлении многосерийных деталей: дорогое оборудование долго служит и ведет к удешевлению конечного продукта.

Выбор материала
Для пресс-форм используют высокопрочные стали, способные выдерживать ударные нагрузки. Эти стали хорошо закаливаются и обладают высокой вязкостью. Чаще всего применяют 40Х13 и 5ХНМ. Для штампов выбирают прочные стали Ст45, Ст40Х, У8.
Для холодной штамповки применяют гидравлический пресс из-за разнообразия его конфигураций и небольшого расхода металла. Для вырубки и пробивки выбирают инструмент с большим ходом шайбы.
ВАЖНО! Стали У8А и 8ХФ не применяются для изготовления деталей пресс-форм. Сталь У10А тверда после термообработки, но изготовляемые с ее помощью детали придется подвергать дополнительной механической обработке.
Способы изготовления
Есть три способа изготовления формы для штамповки:
- Переделывание имеющейся пресс-формы;
- Изготовление с нуля;
- Сборка из готовых материалов.
Первый вариант встречается крайне редко из-за затрат, проще сделать самостоятельно. В странах СНГ создают формы от колонков до формообразующих. Есть тенденция на изготовление пресс-форм по специализации. На разных заводах изготавливают все части формы, в конечном месте их собирают в готовый продукт.

Изготовление форм для штамповки алюминиевых деталей удешевляется путем повторного безремонтного использования пресс-форм, уже отработавших срок на более высокоточных деталях. Алюминиевые детали не имеют жестких допусков, поэтому такой вариант приемлем.
Изготовление пресс-форм с нуля
Для создания формы необходимо 2 листа или бруса стали в зависимости от формы изделия. Одна часть будет отвечать за подвижную часть конструкции (пуансон), а вторая за матрицу.
Выбрав материалы для заготовок и инструмента, можно создавать форму для штамповки. Имея чертежи детали, проектируется оснастка. С помощью лазера или токарного станка вырезаются отверстия и выемки в заготовках для пресс-формы. Для надежности нужно плотно скрепить две плиты и зафиксировать до окончания работ. Тщательно отладьте литниковую систему. Чтобы изготовить некоторые детали сложного рельефа, может потребоваться фрезерный станок и последующая ручная работа напильником.

Готовое изделие проверяют в работе на пробных изделиях. Это дает возможность узнать результат и подогнать пресс-форму в случае каких-либо неточностей. Литниковая система должна быть налажена для лучшего результата.
Изготовление пресс-формы – процесс сложный, но необходимый для серийного производства деталей.
Разные типы пресс-форм
Пресс-форма является связующим звеном в конвейерном процессе производства продукции из металла, пластика и других материалов. В этой отрасли часто прибегают к такому технологическому процессу как литьё под давлением. Для создания продукции под давлением из полимеров, резины, металлов и другого сырья просто необходимы пресс-формы. Производство возможно с помощью литьевых машин. Пресс-форма дублирует очертания готового продукта, в неё заливают жидкое сырьё.

Детали, из которых состоят пресс-формы, можно поделить на две группы. В первую можно включить рабочие детали, такие как:
- пуансоны;
- матрицы;
- вкладыши;
- кольца;
- резьбовые знаки.
Эти детали напрямую используются в работе с перерабатываемым сырьем и помогают придать изделию заданную форму.
Ко второй группе относятся детали, находящиеся внутри пресс-формы:
- фиксаторы;
- выталкиватели;
- направляющие колонки;
- втулки;
- опорные планки;
- система подогрева и охлаждения;
- ручки форм.
Эти комплектующие не работают с сырьём напрямую. Но они просто необходимы для обеспечения работы деталей из первой группы и помогают находиться пресс-форме в положении, необходимом для её успешной работы: закрытия и открытия, обеспечения связи с узлом смыкания формы литьевого оборудования.
Пресс-формы также можно разделить в зависимости от их предназначения:
- Массовое производство. Для этой цели нужны пресс-формы, которые будут долго выполнять свою функцию. Поэтому их делают из прочных и проверенных металлов, и они требуют больших денежных затрат. Без таких металлических форм невозможно добиться литья под большим давлением.
- Мелкосерийное производство.Для этой цели подойдут пресс-формы, выполненные из силикона, дерева, полиуретана, пластика, алюминия, акрила и других материалов. Однако, в первую очередь, все зависит от типа изделия, для производства которого будет необходима форма.
Пресс-формы также разделяют по принципу их непосредственного действия:
- Прямое прессование. Подходит для изготовления объектов простой формы и сложности. При этом стоимость производства очень высокая, и для больших партий продукции такие формы не используются. В конструкцию входят матрица, на которую попадает сырьевой материал, а также пуансон, для того, чтобы уплотнить сырье. Материал зажимают между двумя элементами, и он утончается для того, чтобы тщательно заполнить форму и растечься по ней.
- Литьевое прессование. Подходит для производства объектов более сложной формы и конфигурации. В них возможно изготовление больших партий продукции. Перед началом процесса прессования все формы приводят к сомкнутому состоянию. При помощи специальной загрузочной камеры (верхней или нижней) сырьё заливается внутрь.
При изготовлении объектов методом литья, пресс-формы также можно классифицировать ещё по ряду признаков:
- По характеру использования они разделяются на:
- съемные – такие формы фиксируются на плитах литьевых машин и для извлечения готовой продукции их необходимо извлекать;
- стационарные, которые встречаются чаще, чем съемные. Для того, чтобы залить в них материал, а также извлечь готовые изделия, их не нужно снимать с плиты автомата для литья.
- По расположению плоскости разъема формы бывают:
- с вертикальными плоскостями. Они могут иметь одну вертикальную поверхность и разъём на две части (пуансон и матрицу) в одной плоскости. Такая поверхность перпендикулярна горизонтальному положению усилия узла смыкания. Также бывают ёмкости с двумя вертикальными поверхностями и с разъёмом из трех частей в двух плоскостях.
- С горизонтальными плоскостями. В пресс-формах с парой горизонтальных поверхностей есть разъем на три отрезка в двух плоскостях. Они перпендикулярны вертикальному расположению усилия узла смыкания.
- По количеству одновременно формируемых объектов:
- одногнёздные, в которых изготавливается одно изделие за цикл;
- многогнёздные, в них изготавливается несколько изделий за цикл.
- По способу вынимания готовых изделий:
- с выталкивающими элементами. При формовании изделий можно использовать специальные вкладыши, которые частично или полностью образуют определенную поверхность продукции, а во время выталкивания —оказывают на неё давление до тех пор, пока изделие не будет извлечено из формы. Если будут использоваться выталкивающие стержни, давление будет осуществляться только на отдельные участки изделия:
- без каких-либо выталкивающих элементов;
- со сталкивающей плитой. При таком типе извлечения изделий используют либо сжатый воздух, либо ручной способ.
Литниковая система — это важнейшая составляющая пресс-формы из резервуаров и каналов, через которые жидкий материал попадает в полость для литья. Поэтому мы также можем классифицировать пресс-форм по типу литниковой системы. Они бывают:
- с системой холодных каналов. Литник не будет поддаваться нагреву при использовании пресс-форм. После формирования отливки и её охлаждения, он сам охлаждается. Извлечение литника осуществляется либо вместе с самим изделием, либо после непосредственного открытия пресс-формы. Холодноканальные изделия характеризуются как надежные, не дорогостоящие, простые в области применения и в плане обслуживания. Но есть недостаток, который заключается в наличии ненужного литника после завершения цикла литья.
- с системой горячих каналов. Литник при использовании пресс-форм находится в жидком состоянии. Перед началом работы с пресс-формами осуществляется разогрев системы. Во время самого производственного цикла материал в литнике поддерживается в вязкотекучем состоянии. Пресс-формы такого типа отличаются дороговизной и непростой конструкцией, требуют больших энергозатрат и интенсивного охлаждения.
В случае поломки, например, при выходе из строя нагревателя или попадания примеси в полость горячего канала, такие формы сложно обслуживать. Однако такие формы обладают явным преимуществом — в них обычно отсутствуют затвердевшие литники, которые выпадают вместе с готовой продукцией при каждом цикле литья. Это значительно помогает в экономии сырья и избавляет от образования производственных отходов. С такими пресс-формами используют литьевые машины с меньшим объемом впрыска, что также способствует ускорению процесса охлаждения изготовленных объектов.
Высокоточное
изготовление пресс-форм

Прессование препрегов из SMC материала на заказ при помощи специальной оснастки. Выпуск опытной партии изделий.

Производство пресс-форм и фильер на заказ
Завод пресс-форм «Вертикаль» более 10 лет занимается разработкой и изготовлением экструзионной оснастки и пресс-форм для литья пластиков и алюминия. Наши производственные мощности позволяют выпускать до 350 пресс-форм в год. Благодаря большому опыту наших конструкторов и технологов мы можем разрабатывать оснастку для различных технологий переработки сырья. К освоенным технологиям в настоящий момент можно отнести не только технологии литья пластиков и алюминия под давлением, экструзию пластифицированных и непластифицированных материалов с возможностью применения технологии ко- и пост-экструзии, а также технологии компрессионного прессования композитных материалов. Благодаря отлаженной логистике по поставке комплектующих для изготовления пресс-форм как российского, так и зарубежного происхождения, мы можем предложить изготовление оснастки в различном ценовом диапазоне. Для того, чтобы заказать изготовление пресс-формы или фильеры, вам необходимо заполнить данные в нашем калькуляторе расчета оснастки:
На каждом этапе изготовления оснастки наши менеджеры будут держать вас в курсе посредством электронной почты и фотоотчетов. К таким этапам относятся: этап проектирования детали, этап разработки пресс-формы, этап тестирования пресс-формы и запуск оснастки на отливку тестовой партии. Каждая изготовленная пресс-форма на нашем производстве проходит несколько этапов контроля качества, начиная от математического расчета проливаемости и деформации до полевых испытаний пресс-формы на оборудовании.
Контрактное производство изделий из алюминия и пластика
После изготовления и тестирования технологической оснастки многие клиенты нашего завода передают изготовленную оснастку в наши литейные или экструзионные цеха для дальнейшего освоения изделий. Благодаря парку термопластавтоматов, литейных машин для литья алюминия под давлением, а также различного пост оборудования для обработки деталей, мы можем предложить клиентам комплексные решения по производству как опытных, так и серийных партий. Компания работает на рынке контрактного производства изделий более 10 лет. Поэтому наш многолетний опыт дает неоспоримые преимущества перед конкурентами не только в области ценообразования и логистики, но в вопросах сервисного обслуживания наших клиентов. Для того, чтобы заказать производство деталей по вашим чертежам, вам необходимо заполнить форму обратной связи на нашем сайте или сделать запрос в инженерный отдел по электронной почте.
Литье пластиковых деталей на ТПА с применением пресс-форм
Представляет собой процесс, в котором полимерное сырье в виде гранул загружается в специальную машину (ТПА - термопласт автомат), где происходит их расплав и последующее впрыскивание в оснастку (пресс-форму) под высоким давлением. После остывания детали внутри пресс-формы происходит размыкание оснастки с последующим извлечением отливки. В зависимости от конструкции формы, процесс может происходить как в ручном, так и автоматическом режиме. В случае если вашей компании, после изготовления пресс-формы, потребуется произвести отливку изделий на ТПА, компания «Вертикаль» готова выполнить такую задачу на своих производственных мощностях.
Литье алюминиевых деталей под давлением.
Представляет собой процесс, при котором расплавленный алюминий, заливается в камеру литейной машины в жидком виде, после чего осуществляется мгновенный его впрыск в специальную пресс-форму. После затвердевания детали внутри оснастки, происходит ее открытие с последующим извлечением детали из формы. Такой процесс может производится, как в ручном, так и автоматическом режиме в зависимости от конструкции оснастки и применяемого оборудования при литье. При размещении заказа на изготовление пресс-формы для литья алюминия в компании «Вертикаль», мы можем не только произвести тестирование пресс-формы, но и произвести выпуск необходимой партии деталей.
Вакуумная формовка деталей. Краткое описание технологии
Технология изготовления деталей, при помощи вакуумной формовки, представляет собой процесс, при котором, листовой материал сначала разогревается до пластичного состояния, после чего в него вводиться форма и происходит откачка воздуха между листом и оснасткой, в результате чего после остывания лист принимает заданную форму. После извлечения листа из установки вакуумного формования, производится его обрезка на специальных станках с компьютерным управлением (ЧПУ). Завод «Вертикаль» производит различные виды пресс-форм для вакуумной формовки, с тестированием этих форм на собственных вакуумных машинах. На нашем производстве в городе Торжок, расположен самый большой в Тверской области станок для вакуумной формовки с рабочим полем 2000х3000 мм.
Изготовление пластикового профиля на заказ
Технология изготовления пластиковых профилей при помощи экструзии представляет собой процесс, при котором полимерное сырье сначала окрашивается в нужный цвет. Окраска при этом происходит путем подмешивания сухого красителя в определенном процентном соотношении (от 3 до 5 % по отношению к единице массы), после чего происходит расплавление сырья в специальном экструдере с последующим его продавливанием через формообразующую матрицу - фильеру. После выхода профиля из матрицы изделие имеет очень нестабильные размеры, так как находится в горячем состоянии. Поэтому в большинстве случаев горячий профиль поступает далее в вакуумный калибратор, где и происходит окончательное стабилизирование размеров с плавным снижением температурного режима. Но калибратор не дает максимальной температуры профиля, достаточной для его дальнейшей транспортировки, поэтому затем профиль поступает в длинную ванную охлаждения, где он окончательно и остывает. После полного охлаждения профиль поступает в специально установленные конвейерные системы для нарезки по размерам, соответствующим требованиям клиента. Также при необходимости профиль может подвергаться технологии ламинирования, которая придает ему любой цвет и фактуру.
Изготовление алюминиевого профиля по чертежам заказчика
Технология изготовления алюминиевых профилей представляет собой процесс, при котором нагретая алюминиевая болванка (столб) посредством горизонтального гидравлического пресса с огромной силой продавливается через матричный инструмент. После формирования профиля с обратной стороны матрицы он захватывается манипулятором и растягивается до момента стабилизации его геометрических размеров. После плавного охлаждения профиля происходит его конвейерная нарезка в размер заготовок длиной от 2 до 6 метров. После нарезки профиля в размер отрезки поступают в печь искусственного старения, где в зависимости от температурных режимов он приобретает заданную твердость материала. После полного охлаждения профиля наша компания может произвести порошковую покраску или его анодирование. При анодировании верхняя поверхность алюминиевого профиля покрывается тонкой оксидной пленкой, которая в дальнейшем защищает его от воздействия внешней среды. Толщина анодирования может варьироваться от 15 до 25 микрон.
Изготовление деталей из SMC или BMC реактопластов на заказ
Технология изготовления деталей из реактопластов или, другими словами, термореактивных полимеров представляет собой процесс, при котором материал в гранулированной или листообразной форме загружается в предварительно разогретую оснастку (пресс-форму). После чего происходит его формование при достаточно высокой температуре и давлении. Процесс формования может представлять собой как однократное сжатие пресс-формы, так и периодическое открытие (припрессовка) для выпуска избыточного давления воздуха. При этом масса материала в форме расплавляется и равномерно заполняет все формообразующие части матрицы. Так как цикл формирования изделия в форме достаточно велик и происходит в основном в ручном режиме, такая технология прессования несет за собой относительно невысокий тираж изделий, но значительно превосходит по прочности изделия изготовленные литьем на термопластавтоматах. На ТПА возможно применение технологии литья реактопластов с коротким стекловолокном (BMC), но при этом значительно теряется прочность изделия по отношению стеклонаполненных материалов с длинным волокном (SMC).
Литье под давлением: как это работает

Машина для литья под давлением (иллюстрация компании Rutland Plastics)
При разработке серийного продукта для рынка электроники вам понадобится корпус. И, скорее всего, он будет сделан из пластика. Для макетирования пластиковых деталей и создания прототипа корпуса используется 3D-печать, а для серийного производства — литье под давлением.
Технология литья под давлением — один из важнейших пунктов на пути продукта на рынок электроники. Поэтому независимо от наличия технического образования, вам стоит разобраться в сути этого процесса хотя бы на базовом уровне.
Все знают, что при разработке нового устройства самая затратная задача — это проектирование электроники, но не все понимают, что при постановке на производство большую часть бюджета на себя перетянет пластиковый корпус.
Это связано прежде всего с высокой стоимостью оснастки или так называемых пресс-форм. На практике стоимость форм для отливки корпуса становится одной из главных статей затрат при выводе нового продукта на рынок.
Основы литья под давлением
Литье под давлением — это относительно старая технология, она используется с конца 1800-х годов. В инжекторно-литьевых машинах установлен огромный винт (шнек), который направляет расплавленный пластик в пресс-форму под высоким давлением. Этот метод винтовой передачи был изобретен в 1946 году, и используется до сих пор.
Машины для литья под давлением — это, конечно, не то же самое, что современные высокотехнологичные аппараты для 3D-печати. В них нет ничего инновационного, но использование литья под давлением — это обязательное условие для создания большинства новых «железячных» продуктов.
Литьевая пресс-форма состоит из двух половинок (матрицы и пуансона), которые при смыкании образуют полость в форме нужной детали. В нее под высоким давлением заливают горячий жидкий пластик.
Высокое давление необходимо для того, чтобы пластик в вязкотекучем состоянии заполнил каждый уголок в полости пресс-формы.
Когда пластик остывает, две половинки пресс-формы раздвигаются, и из них извлекают готовую деталь корпуса.
Разработка дизайна и конструкции корпуса для серийного производства — это довольно сложная задача, а стоимость самих пресс-форм исчисляется десятками тысяч долларов. При этом литье под давлением остается одной из самых востребованных технологий, потому что только оно позволяет производить миллионы идентичных деталей по невероятно низкой цене за штуку.
Стоимость пресс-форм
Оснастка стоит дорого. А для производства большинства устройств требуется несколько пресс-форм, поэтому общая стоимость может оказаться весьма значительной. И чем больше деталей требуется произвести с помощью конкретной формы, тем дороже она будет стоить.
Это связано с тем, что «долгоживущая» пресс-форма должна работать в невероятно жестких условиях. Раз за разом она подвергается воздействию высоких температур и давления.
Эти две разрушительные силы работают на износ пресс-формы, пока в какой-то момент не появляются первые дефекты отливки.
Для создания стойких литьевых форм используются твердые металлы. Твердость металла зависит от того, сколько отливок нужно изготовить с использованием данной конкретной формы. Оснастку для изготовления 10 тыс. деталей, можно произвести из более мягкого металла, по сравнению с той, что рассчитана на 1 млн деталей.
Например, для производства малых серий (до 10 тыс. шт.) широко используется алюминий. Для более крупных объемов производства переключаются на более твердый металл, например, сталь.
Однако чем тверже металл, тем сложнее сделать саму пресс-форму, и тем выше ее стоимость. Кроме того, для получения стальной оснастки потребуется намного больше времени. Это связано с тем, что литьевые формы создаются путем фрезерования, т.е. для твердой пресс-формы потребуется еще более твердый фрезерный инструмент.
Если компания или стартап без внешнего финансирования реализует проект с небольшим бюджетом, ей стоит попробовать найти производителя, который согласится амортизировать затраты на изготовление пресс-форм.
Например, если пресс-формы стоят 25.000 долларов, можно предложить заводу-изготовителю рассчитаться по следующей схеме: вы платите по доллару за каждую произведенную единицу из первых 25.000 изделий.
Конечно, такая схема сокращает прибыль на единицу продукции, но все же это весьма разумный метод финансирования, особенно по сравнению с банковским кредитом.
Дизайн для производства (Design for manufcturing, DFM)
Высокая стоимость пресс-форм — это лишь один из недостатков литья под давлением. Второй недостаток — это сложности и ограничения на этапе разработки дизайна и конструкции пластиковых деталей.
Получив идеальный рабочий прототип, изготовленный на 3D-принтере, приходится уделить значительно больше времени и средств, чтобы адаптировать его для литья под давлением.
Ограничения серийного производства стоит учитывать уже на первых этапах разработки. Одни требования к форме отливок, такие как литейные уклоны, можно отложить по крайней мере до создания второго прототипа.
Другие требования, такие как равномерная толщина стенок и поднутрения, нужно реализовать с самого начала.
Литьевой уклон
Главная задача в работе с деталями, изготовленными за счет литья под давлением — правильно изъять их из формы. Как только пластик остынет, две половинки формы открываются, и мы получаем новую отлитую пластиковую деталь.
Любой 3D-дизайн для литья под давлением должен включать литьевой или технологический уклон для заполнения пресс-формы и беспрепятственного извлечения готового изделия. Литьевой уклон — это по сути небольшой угол наклона, который добавляется к любым вертикальным поверхностям, совпадающих с направлением извлечения изделия из пресс-формы. В большинстве случаев достаточно 1–2 градусов.

Примеры верной реализации поднутрения. Изображение предоставлено ICO Mold.
Некоторые эксперты считают, что поднутрения нужно реализовать в 3D-модели с самого начала.
И хотя учет поднутрений на раннем этапе разработки важен, он создает ненужные осложнения при создании первых прототипов. Поэтому лучше добавлять их в проект, когда вы будете полностью уверены в своем прототипе. Т.е. в большинстве случаев поднутрения стоит добавлять после первой или второй версии прототипа.
Выталкивающие штифты
Выталкивающие штифты или толкатели используются для удаления пластиковых деталей из пресс-формы. Как следует из названия, это небольшие цилиндрические штифты, которые выталкивают деталь из формы.
У толкателей нет стандартного положения, поэтому придется продумать, где они будут располагаться. В идеале они должны располагаться в самой прочной части отливки, чтобы предотвратить ее деформацию при извлечении из пресс-формы.
Стоит учитывать, что выталкивающие штифты, как правило, оставляют небольшие отметки на изделии. Если вы внимательно посмотрите на большинство пластиковых деталей, то сможете увидеть эти крошечные круглые метки, которые появляются в процессе выталкивания отлитой формы.
Это стоит учитывать при разработке продукта. Постарайтесь сделать так, чтобы толкатели соприкасались с отливкой в местах, которые не критичны для внешнего вида продукта. Можно даже попытаться скрыть метки толкателя под этикеткой или логотипом.
Двойной ход толкания
Некоторые пластиковые детали невозможно извлечь из простой двухкомпонентной формы в один прием, в таких случаях используют наклонные толкатели и механизм двойного выталкивания.
Наклонный толкатель — это составная часть пресс-формы, которая вставляется до начала отливки, а затем извлекается до раскрытия основных частей формы. Наклонный толкатель двигается перпендикулярно к направлению движения двух полуформ.
Стоит приложить все усилия, чтобы не использовать механизм двойного выталкивания, поскольку он значительно увеличивает сложность и стоимость пресс-формы.
Один из основных приемов, который позволяет отказаться от двойного выталкивания — отказ от использования поднутрений. Поднутрение — это выступ или углубление на поверхности отливки, препятствует выталкиванию изделия из пресс-формы за один ход толкания.
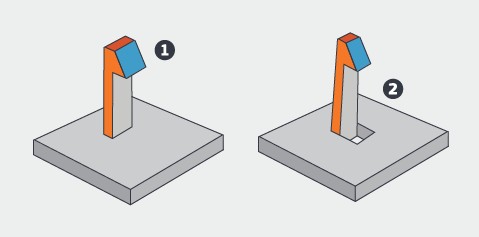
В конструкции 1 из-за поднутрения потребуется двойной ход толкания. Паз в конструкции 2 позволяет отказаться от двойного выталкивания и снять деталь с пресс-формы за один ход. Изображение предоставлено Proto Labs.
Равномерная толщина стенки
Одна из важных особенностей литья под давлением, которая оказывает огромное влияние на дизайн устройства — это требование к равномерной толщине стенок отливки. Оно связано с тем, что залитый в форму пластик должен остывать с одинаковой скоростью по всей поверхности детали. При неравномерном охлаждении деталь может деформироваться.
Поэтому при разработке корпуса для литья под давлением вместо более толстых секций используются ребра. Корректное проектирование детали с равномерной толщиной стенок определенно требует опыта.
Использование двойного хода толкания и неравномерной толщины стенок отливки — это две самые распространенные ошибки 3D-дизайнеров, которые не знакомы с техническими ограничениями литья под давлением.
Стоит удостовериться в том, что 3D-моделирование вашего устройства выполняет специалист, который знаком с этой технологией.
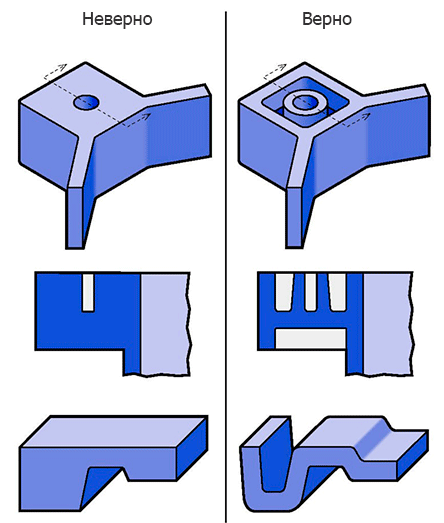
Примеры конструкций с одинаковой толщиной стенки. Изображение предоставлено ICO Mold.
Радиус / закругление углов
Идеальные углы и края деталей непрактичны для литья под давлением. Расплавленный полимер не сможет равномерно и полностью заполнить всю форму с острыми краями даже в условиях высокого давления. По крайней мере, не стоит на это надеяться при больших объемах производства.
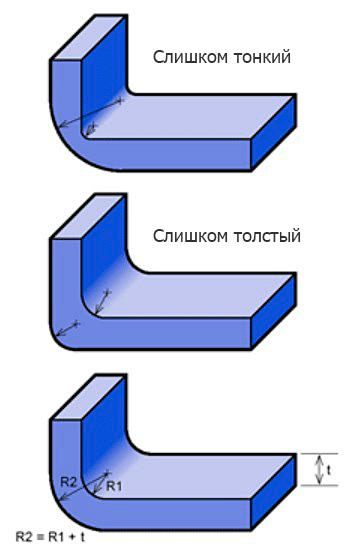
Пример правильной конструкции угла. Изображение предоставлено ICO Mold.
Все края и углы должны быть закруглены или скошены, чтобы полимер заполнил их равномерно и полностью.
Холодные каналы против горячих каналов
Холодноканальная / горячеканальная подача пластика — это варианты литниковой системы, которая направляет расплавленный полимер в полости пресс-формы.
Широкий литниковый канал позволяет полимеру свободно течь при более низких давлениях. Однако широкие каналы требуют больше времени на охлаждение пластика и создают больше отходов производства, оба эти параметра влияют на себестоимость детали.
С другой стороны, узкий литниковый канал сокращает время охлаждения и уменьшает перерасход материала, и, в конечном счете, минимизируют стоимость отливки. Однако у него есть недостаток: для узкого канала требуется более высокое давление, чтобы протолкнуть расплавленный полимер в форму.
Существует решение, которое позволяет использовать узкие каналы при невысоком давлении — горячеканальная литниковая система.
Прямо в пресс-форму вдоль каналов устанавливают нагревательные элементы, которые поддерживают полимер в более жидком состоянии, благодаря им пластик заполняет пресс-форму при более низком давлении.
К сожалению, за все приходится платить, и у горячих каналов тоже есть свои недостатки: дополнительная сложность при изготовлении оснастки, которая всегда выливается в дополнительные затраты.
В большинстве случаев, по крайней мере, изначально, лучше использовать каналы без нагревательных элементов, т.е. холодноканальную литниковую систему. Всегда стоит начинать с самого простого и недорогого решения.
Линия разъема формы
Если вы внимательно рассмотрите любую пластиковую деталь, то увидите так называемую линию разъема. Она будет расположена в месте соединения двух частей пресс-формы.
Это место сопряжения двух полуформ никогда не бывает идеальным, по контуру всегда вытекает немного полимера. По мере старения и износа пресс-формы эта утечка становится все более заметной.
Очень важно выбрать оптимальное место для линии разъема. В идеале она должна размещаться на невидимой части устройства.
Одноместная и многоместная пресс-формы
На определенном этапе производства появляется возможность сокращения времени отливки за счет многоместных пресс-форм (их еще называют многогнездными). Они используются для увеличения скорости производства и снижения себестоимости заготовок.
Многоместные пресс-формы, как понятно из названия, позволяют создавать несколько копий одной детали за счет одной заливки полимера. Только не стоит использовать эти формы на старте, пока процесс не отлажен и еще не созданы идеальные отливки из одноместных форм. Целесообразно выпустить как минимум несколько тысяч единиц изделий до перехода на многоместные формы.
Как правило, предприниматели с ограниченным бюджетом по-максимуму используют свои одноместные формы, если только сам производитель не финансирует изготовление их пресс-форм.
Семейные пресс-формы
В большинстве случаев для каждой отдельной пластиковой детали в составе устройства используется отдельная форма. Для корпуса понадобится как минимум две части: верхняя и нижняя.
Но для большинства продуктов потребуется больше двух деталей из пластика. Пресс-формы очень дороги, а покупка нескольких пресс-форм сразу — это серьезное финансовое препятствие, поэтому нужно стремиться к минимальному количеству пластиковых деталей.
Альтернативный вариант минимизации необходимых пресс-форм — использование специального типа многоместных пресс-форм, так называемых семейных. Семейная пресс-форма позволяет объединить несколько различных деталей в одной отливке.
В то время как типичная многоместная (многознездовая) форма создает несколько копий одной и той же детали, семейная форма создает разные детали.
Звучит хорошо, правда? К сожалению, не всё так просто, за всё приходится платить. Основная проблема с семейными формами заключается в том, что каждая деталь в них должна быть примерно одинакового размера.
В противном случае одна из полостей пресс-формы заполнится расплавленным полимером раньше других. Семейные формы должны проектироваться таким образом, чтобы все полости заполнялись полимером с примерно одинаковой скоростью. Это явно ограничивает возможности их применения. Маловероятно, что все детали корпуса будут сходного размера.
Выбор материалов
Сегодня в нашем распоряжении оказалось невероятное разнообразие полимеров в различными характеристиками. Два самых распространенных полимера в производстве электроники — поликарбонат (ПК / PC) и АБС-пластик (ABS /акрилонитрилбутадиенстирол).
Поликарбонат обладает гораздо более высокой устойчивостью к ударам и на вид кажется более качественным по сравнению с АБС. Однако ПК, конечно, дороже АБС.
Поликарбонат — самый популярный пластик в изделиях более высокого класса, его любят за прочность и эстетичный внешний вид.
Если качество поверхности имеет решающее значение для нового продукта, то лучше остановить свой выбор на ПК. Если же продукт рассчитан на низкую ценовую категорию, то лучше выбрать АБС.
Где работать с пресс-формами?
Где лучше производить пластиковые детали для своего устройства: на родине или в Китае? В большинстве случаев лучше начать работу с местным производителем в своей стране (если только вы не живете в стране, где промышленность развита очень слабо).
Затем, когда объемы превысят 10 тыс. штук, для снижения затрат можно переходить к китайскому производителю.
Китай — это просто идеальный выбор для крупносерийного производства. Только не стоит там затевать первичную разработку и отладку процесса. С местными производителями любые вопросы можно будет решить гораздо проще и быстрее.
Первый запуск и первые ошибки делать на местном уровне, а затем перемещать производство в Китай.
Примечание переводчика: важно учитывать, что перевозка пресс-формы из одной страны в другую (а тем более в Китай из Европы) — это сложная и дорогая затея. Поэтому мы выбираем для своих клиентов местных производителей прототипов, а серию — если она в сумме будет крупная — сразу размещаем в Китае с расчетом на амортизацию формы за несколько итераций производства. Ведь если запустить серийное производство у местных производителей, то и пресс-форма будет местная, а ее перевозка в Китай или создание второй формы в Китае себя не оправдает.
Заключение
Эта статья рассчитана на первое знакомство с особенностями литья под давлением. Но даже эти базовые знания помогут вам осознанно выбрать 3D-дизайнера для своего нового продукта.
Для неспециалиста не так уж важно понимать все нюансы этой технологии, достаточно получить общее представление о возможностях и сложностях серийного производства корпуса для электроники.
Теперь вы сможете задавать правильные вопросы при встрече со специалистами, которые займутся разработкой и производством корпуса вашего нового продукта.
Читайте также: