Пресс штамповка листового металла ручной
Обновлено: 21.09.2024
Листовая штамповка предназначается для получения изделий из листового, ленточного и полосового материала без значительного изменения толщины заготовки. Деформирование производится в холодном состоянии, а при обработке листа толщиной свыше 10 мм и малопластичных материалов — в горячем или подогретом виде.
В качестве машин при листовой штамповке применяют кривошипные, фрикционные и гидравлические прессы следующих видов:
- прессы простого действия для вырубки, гибки и простой вытяжки, имеющие только один ползун, на котором укрепляют пуансон;
- прессы двойного действия для вытяжки, гибки, формовки с двумя ползунами. Наружный ползун обеспечивает прижим листовой заготовки, внутренний ползун выполняет основную операцию штамповки.
1. Кривошипные прессы
Наибольшее распространение в листовой штамповке получили кривошипные прессы: одностоечные с постоянными или со сменными столами, одно- и двухкривошипные открытые и закрытые, двухстоечные с открытым и закрытым двигателем и др. Могут применяться также электромагнитные, гидравлические, пневматические и винтовые прессы. Кривошипные прессы для листовой штамповки могут создавать усилие от 0,005 до 80 МН, но бывают и более мощные.
В зависимости от числа ползунов кривошипные прессы могут быть простого (один ползун), двойного (два ползуна) и тройного (три ползуна) действия. По числу кривошипов, приводящих в действие ползун, — одно-, двух- и четырехкривошипные. Прессы могут быть наклоняемыми (рис. 1) и ненаклоняемыми. Наклон пресса облегчает удаление изделий из штампа.
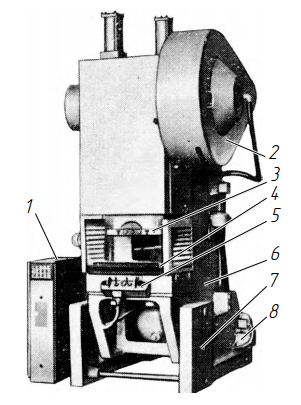
Рис. 1. Пресс однокривошипный простого действия открытый наклоняемый модели КД2326К: 1 — электрошкаф; 2 — маховик-ползун; 3 — верхняя плита ползуна; 4 — нижняя плита; 5 — пульт управления; 6 — наклоняемая часть; 7 — основание; 8 — электродвигатель.
У открытых прессов рабочая зона доступна с трех сторон. У закрытых прессов с повышенной жесткостью доступ в рабочую зону спереди и сзади, а в боковых стойках выполняются окна для автоматической подачи ленты. У одностоечных прессов станина выполнена в виде единой стойки, у двухстоечных между стойками имеется пространство.
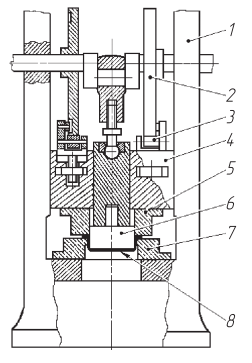
Рис. 2. Схема пресса двойного действия
Пресс двойного действия (рис. 2) имеет перемещающийся в направляющих корпуса 1 наружный ползун 4, к которому прикреплен складкодержатель 5, обеспечивающий в процессе штамповки необходимый прижим листовой заготовки 8 к матрице 7. Внутренний ползун, к которому крепится пуансон 6, обеспечивает выполнение основной операции штамповки — вытяжку. В кривошипных и эксцентриковых прессах давление складкодержателя достигается устройством, обычно состоящим из роликов 3 и кулачка 2, установленного на кривошипном валу.
Кривошипные прессы для листовой штамповки имеют верхние выталкиватели, работающие от упоров Выталкивание из нижней части штампа может производиться подушками (гидравлическими и пневматическими цилиндрами) или выталкивателями, предусмотренными конструкцией штампа У некоторых крупных прессов для облегчения смены штампов подштамповая плита может быть выдвижной.
2. Координатно-револьверные прессы с программным управлением
Как в единичном, так и в серийном производстве нашли применение координатно-револьверные прессы с программным управлением. Гидравлический координатно-пробивной пресс модели ZX производства фирмы EUROMAC (рис. 3) состоит из С-образной станины 5, стола 4, основания, револьверной головки 6, каретки 2, на которой закреплены держатели 3 для крепления штампуемой заготовки 1 и система ЧПУ 7.
Рассмотрим работу координатно-револьверного пресса с программным управлением на примере механического пресса типа Wiedematic модели А-15 с номинальным усилием 150 кН. Главное движение передается от электродвигателя 1 (рис. 4) через клиноременную передачу на маховик 4, расположенный на валу 5. На маховике установлена пневматическая муфта 3 дискового типа, связанная с тормозом 2 дискового типа с пружинами. На валу 5 смонтирован шатун 7, передающий движение на ползун 8, в нижней части которого расположен Т-образный паз, куда входят Т-образные выступы пуансонодержателя 9. Через ползун усилие передается на пуансонодержатели с пуансонами 11, расположенные в верхнем диске 6 револьверной головки. В нижнем диске 14 установлены матрицедержатели 13 с матрицами 12. Привод револьверной головки осуществляется через конические зубчатые передачи 15 от гидродвигателя 17. Диски 6 и 14 револьверной головки фиксируются пальцами устройства 16 которые входят во втулки 10 от пневматического привода.
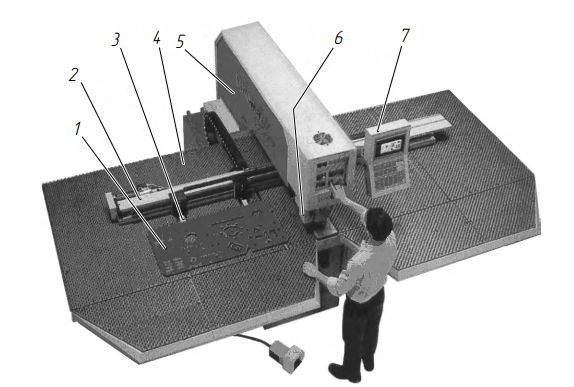
Рис. 3. Гидравлический координатно-пробивной пресс модели ZX
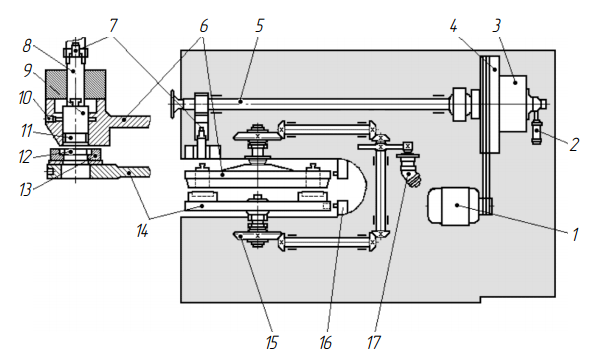
Рис. 4. Конструктивно-кинематическая схема пресса модели А-15
Револьверная головка пресса имеет 30 гнезд для установки сменных штампов. На рис. 5 показано типовое расположение сменных штампов в револьверной головке пресса модели А-15. Стол пресса первого типоразмера позволяет штамповать заготовки размером 762 х 1219 мм, второго типоразмера — 762 х 1829 мм. Максимальная толщина пробиваемого материала 4,75 мм. При толщине штампуемой заготовки 1,9 мм наибольший диаметр пробиваемого отверстия 89 мм.
В среднем пресс пробивает около 60 отверстий за 1 мин, а частота ударов на координатно-пробивных прессах достигает 1200 в минуту Допуск на расстояние между пробиваемыми отверстиями ±0,1 мм.
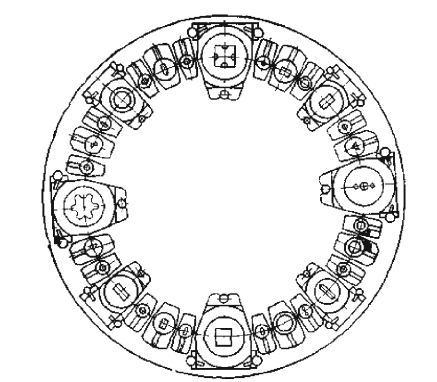
Рис. 5. Схема расположения сменных штампов в револьверной головке координатно-револьверного пресса
Для ускорения подготовки работы пресса 15 позиций 30-по- зиционной револьверной головки укомплектованы стандартными сменными штампами, которые выполняют 80 % всех переходов, а 15 позиций — специальными сменными штампами для выполнения особых переходов обработки.
С целью увеличения номенклатуры пробиваемых отверстий в некоторых моделях координатно-револьверных прессов сменные штампы заменяют поворотными барабанами и в каждом гнезде устанавливают не один штамп, а четыре или шесть инструментов (рис. 6) .
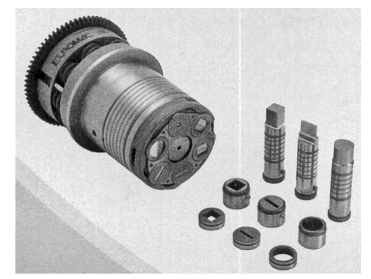
Рис. 6. Шесть инструментов максимального диаметра 24 мм в многоинструментальном барабане типа Multitool гидравлического координатно-пробивного пресса фирмы EUROMAC
Штампуемая заготовка в поперечном и продольном направлениях перемещается гидроприводами с максимальной скоростью 15,25 м/мин (254 мм/с) при подходе к позиции и с минимальной скоростью — при установке в позицию.
В координатно-револьверных прессах вместо гидравлических приводов подачи стола и каретки могут быть установлены электродвигатели с шариковыми винтовыми механизмами Возможно применение различных рабочих столов: из упрочненной стали, со щетками, с шариками или комбинированных — со щетками и шариками.
Для полной обработки детали пресс может оборудоваться дополнительными устройствами, оснащенными ЧПУ. При установке на пресс рабочего центра для механической обработки возможно выполнение операций фрезерования, сверления и нарезания резьбы, зенковки, зачистки и т. д. Можно укомплектовать его устройством плазменной резки для вырезания заготовки из листа (рис. 7), загрузочным устройством.
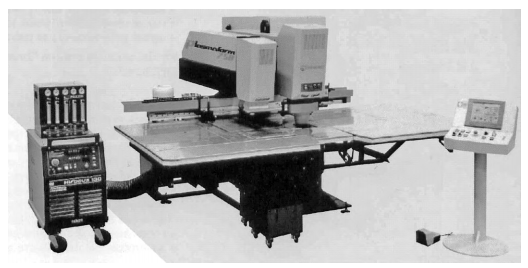
Рис. 7. Плазменная головка для резки на координатно-револьверных прессах с ЧПУ Plasmaform компании IMAC
Перемещение каретки со штампуемой заготовкой в продольном и поперечном направлениях и поворот револьверной головки производятся автоматически по программе, носителем которой является восьмидорожечная перфорированная бумажная лента шириной 25,4 мм. Специальное устройство, получая данные программы, согласованные или не согласованные с существующими позициями, открывает гидравлические клапаны, перемещает каретку с заготовкой и поворачивает револьверную головку, заставляя занять соответствующие программе позиции Сервоклапаны сохраняют продольное и поперечное расположение каретки, согласованное с положением заготовки во время пробивки штампом отверстия. Перемещение каретки с заготовкой в продольном и поперечном направлениях и поворот револьверной головки происходят одновременно. Пресс может обрабатывать лист размером по оси Y до 1500 мм, по оси Х — до 10 000 мм. Усилие пробивки составляет 700 кН. Максимальная толщина обрабатываемого листа 15 мм.
Программирование и изготовление перфорированной ленты занимает от 30 мин до нескольких часов в зависимости от сложности детали. В свое время внедрение координатно-револьверного пресса типа Wiedematic модели А-15 с программным управлением на заводе фирмы Hewlett-Packard (США) позволило заменить семь обычных кривошипных прессов.
3. Листоштамповочные прессы
Гидравлические листоштамповочные прессы простого действия рамные типа ПБ3434 предназначены для формования и глубокой вытяжки, вырубки, отбортовки, гибки и т д Гидравлические прессы двойного действия, аналогичные ПА4044, предназначены для многооперационной вытяжки, формовки, калибровки и гибки. Кроме того, есть прессы гидравлические одностоечные монтажно-запрессовочные, гидравлические одностоечные для различных штамповочных операций. Давление на складкодержатели гидравлических прессов передается от главного цилиндра через пружины или резину от специально установленных гидравлических и пневматических цилиндров.
Автоматы листоштамповочные многопозиционные предназначены для последовательной многопереходной штамповки изделий из металлической ленты с автоматическим переносом штампуемой детали с позиции на позицию.
Прессы-автоматы гидравлические (тройного действия) для чистовой вырубки предназначены для изготовления деталей за один рабочий ход пресса с параметром шероховатости поверхности контура детали Ra = 1,25 и точностью размеров в пределах от 7-го до 11-го квалитета.
Прессы листогибочные гидравлические применяют для изготовления деталей гибкой из листов и полос в серийном и мелкосерийном производстве (рис. 8). Они оснащаются системами ЧПУ.
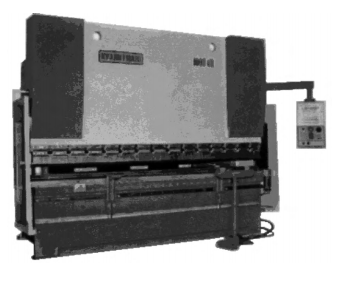
Рис. 8. Гидравлический листогибочный пресс с ЧПУ модели ИР1428Ф3 производства РУМП «Кузлитмаш» (г. Пинск)
4. Система программирования 3D с возможностью симуляции и определения коллизий
База данных программного управления (ПУ) позволяет выбрать в автоматическом или ручном режиме нужный инструмент или создать новый. Программное обеспечение листогибочного пресса позволяет на отдельном рабочем месте технолога на персональном компьютере создавать детали, развертки и управляющие программы. Обычно ЧПУ пресса управляет осями Y1, Y2, X, R, но возможна система ЧПУ с управлением большим количеством осей (до 12).
Управляющий блок осуществляет автоматический контроль перемещения гидравлических цилиндров подачи пуансонов, заднего упора, управления системами компенсаций прогиба верхней траверсы и деформаций несущей конструкции. Необходимое усилие траверсы и угол гибки автоматически вычисляются в зависимости от толщины, прочности и длины материала Полезная длина сгиба до 6050 мм, усилие — 6 МН.
Пресс оборудуется как панелью управления, так и ножной педалью для дистанционного управления Безопасность оператора в рабочей зоне пресса обеспечивается системой лазер — фотоприемник.
Позиционирование заготовки осуществляется с помощью оптических датчиков с точностью ±0,005 мм. Задние упоры (два или больше) с шариковой винтовой парой оснащаются сервоприводом с точностью установки до 0,01 мм. Возможна цифровая индикация положения заднего упора. Составной гибочный пуансон длиной до 835 мм зажимается гидравлически или пневматически. Микрорегулирование положения пуансона по высоте обеспечивает точный угол гибки на всей длине заготовки Наличие поворотной балки обеспечивает выполнение сложных гибов на большой угол.
Для загрузки листов и выгрузки готовых деталей используются роботы.
Диапазоны значений технических параметров листогибочных прессов приведены в табл 1.
Для изготовления цилиндрических и конических сосудов, корпусов летательных аппаратов и др. используют листогибочные двух-, трех- и четырехвалковые машины (рис. 9) . Трехвалковые машины позволяют подгибать концы листа.
Технические характеристики листогибочных прессов
| Параметр | Значение |
| Мощность, МН | 0,8.. .12,5 |
| Длина стола, мм | 150… 12000 |
| Расстояние между колоннами станка, мм | 2050… 6200 |
| Ход пуансона, мм | 140…360 |
| Глубина зева, мм | 300…1000 |
| Скорость гиба, м/мин | 6.. .10 |
| Максимальная толщина листа, мм | 9 |
| ЧПУ: | |
| максимальный угол гиба, ° | 135 |
| ход по осям Х/R, мм | 500. ..800/170.. .210 |
| скорость подвода/отвода пуансона, м/мин | 70. ..100/60. ..100 |
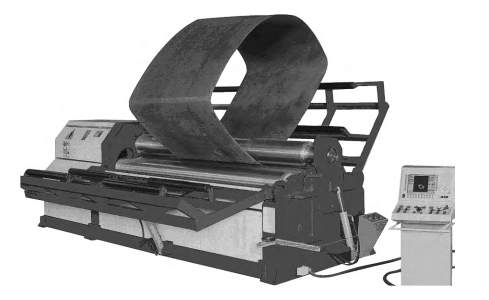
Рис. 9. Гибочный станок с ЧПУ модели RBM
Выпускаются прессы гибочно-штамповочные гидравлические горизонтальные для гибки с нагревом и без него. Существуют также двухроликовые машины с горизонтальными шпинделями (зигма- шины) для прямой и круговой резки, гибки и отбортовки, сортогибочные роликовые машины для гибки сортового и фасонного проката в холодном состоянии, трубогибочные машины с механическим и гидравлическим приводом, с ПУ и без него, гидравлические правильные прессы для правки валов и осей и т д.
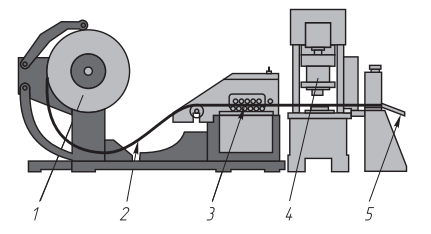
Рис. 10. Автоматическая линия холодной листовой штамповки: 1 — разматывающее устройство; 2 — лента; 3 — правильное устройство; 4 — пресс; 5 — выдача деталей из устройства дробления высечки (ленты)
5. Автоматизация и механизация оборудования листовой штамповки
Осуществляется очень легко благодаря тому, что в качестве исходных заготовок используется металлическая лента или полоса. Ленту, свернутую в рулон, и полосу подают в штамп чаще всего с помощью роликов, которые периодически в нужный момент поворачиваются на определенный угол, обеспечивая перемещение металла на требуемый шаг (рис. 10).
Устройства для автоматической подачи штучной заготовки к рабочему инструменту весьма разнообразны. В данном случае механизм должен обеспечить определенную ориентировку заготовки в пространстве и последующую подачу ее к рабочему инструменту.
В качестве вспомогательного оборудования штамповочных прессов получили распространение магазинные устройства, питающие пресс заготовками, механизмы для удаления деталей из штампа, приспособления для нанесения технологической смазки перед штамповкой, механизмы для удаления отходов, счетчики готовых изделий. При холодной штамповке находят широкое применение различные конструкции «механических рук» с использованием механического и пневматического зажимов.
Ручные прессы: виды, конструктивные особенности и рекомендации по выбору
Без использования прессового оборудования, при помощи которого можно выполнять большой перечень технологических операций, сегодня не обходится ни одно крупное производственное предприятие. Если для оснащения крупных производственных предприятий, как правило, используются мощные прессовые установки, то оптимальным вариантом такого оборудования для домашнего использования (а также для применения в условиях небольших цехов) является ручной пресс. Настольный ручной пресс, несмотря на свои компактные размеры, также позволяет выполнять множество технологических операций с деталями, изготовленными из различных материалов.

Настольные ручные прессы очень популярны среди домашних умельцев
Для чего используется компактный настольный пресс
Настольные прессы, которые сегодня предлагаются многими производителями механического оборудования, делятся на ручные и приводимые в действие электрическим приводом. Высокая популярность такого оборудования обусловлена в первую очередь его компактными размерами, благодаря чему для размещения данного устройства и работы на нем не требуется большой площади. Рабочие элементы современных моделей прессов настольного типа изготавливаются преимущественно из высокопрочной стали, что обеспечивает длительный эксплуатационный срок данного оборудования.

Механический ручной пресс реечного типа для домашней мастерской
Наиболее распространенными технологическими операциями, которые успешно выполняются при помощи ручного настольного пресса, являются:
- выпрессовка и запрессовка различных втулок и элементов подшипниковых узлов;
- высечка деталей небольшого размера;
- штамповка;
- создание соединений методом клепки.

Пресс ручной винтового типа для работ, связанных с обжимом переплетов, книг или обложек, также может использоваться в столярном деле при склеивании заготовок
Прессы механические настольного типа являются достаточно универсальными устройствами, при помощи которых можно выполнять обработку изделий, изготовленных из различных материалов, таких как:
- металлы и их сплавы;
- полимеры и пластмассы;
- кожа;
- древесина;
- картон;
- резина.
Еще одним важным достоинством, которым отличаются настольные механические прессы, является то, что эффективно работать такое оборудование может даже при отрицательных температурах.

Ручной пресс для пробивки отверстий в коже
Конструктивные особенности и принцип действия
Основным параметром, в зависимости от которого настольные прессы механические делятся на различные виды, является тип штока. Так, по данному параметру выделяют:
- реечные устройства;
- прессы механические винтового типа.
Наибольшее распространение по целому ряду причин получили прессы механические реечного типа, конструкция которых включает в себя следующие элементы:
- реечный шток;
- рабочий вал;
- колоннообразную станину, в нижней части которой располагается подставка для обрабатываемой заготовки или поворотный стол;
- зубчатую передачу, которая может запускаться в действие рычажным элементом или специальным винтом.

Устройство ручного механического пресса статического (не ударного) действия
Работает пресс с ручным приводом вышеописанной конструкции следующим образом: при физическом воздействии на рычаг или винт запускается в действие зубчатая передача, вращение от которой передается эксцентрику, связанному с пуансоном пресса; совершая возвратно-поступательные движения, сообщаемые ему эксцентриком, пуансон воздействует на заготовку, размещенную на рабочей поверхности матрицы. Именно от конструкции матрицы, которая является заменяемый элементом, зависит то, какую технологическую операцию будет выполнять механический пресс.
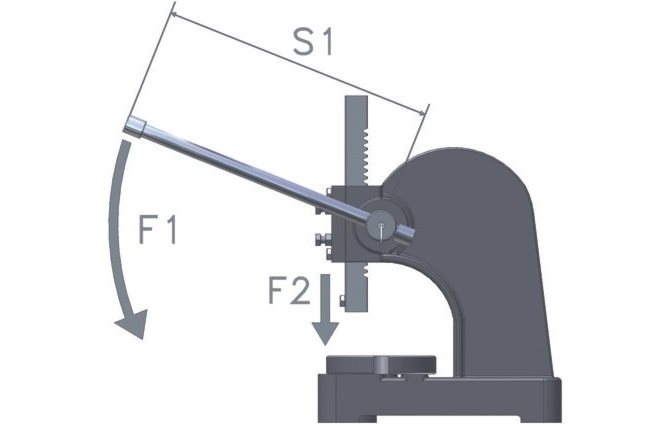
Развиваемое ручным прессом давление зависит от длины рычага
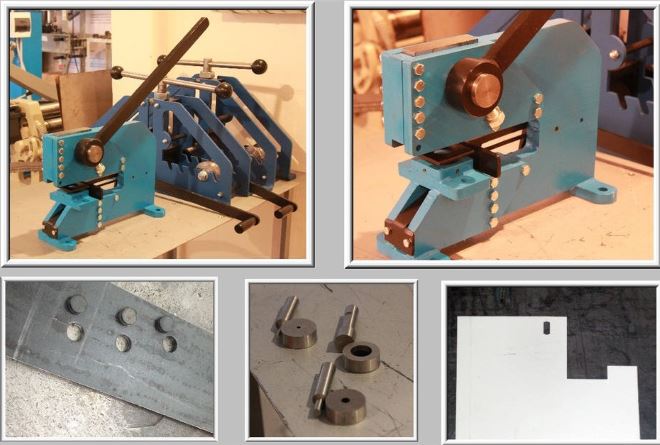
На современных моделях ручных рычажных прессов или оборудования винтового типа используется несколько схем установки сменных матриц. Так, рычажные или винтовые ручные прессы могут комплектоваться сменными матрицами следующих типов:
- точечными;
- шестигранными;
- крутящимися.
Основной характеристикой ручных механических прессов, которая определяет технические возможности такого оборудования, является значение максимального усилия, создаваемого штоком.
Настольные механические прессы в зависимости от модели могут создавать усилие, значение которого находится в диапазоне 450–5000 кг. Для выполнения всего спектра работ в автомастерской вполне подойдет ручной пресс для металла, который способен создавать усилие в 2000 кг, а для использования в бытовых целях достаточно будет устройства, создающего усилие величиной в 500 кг.

Передача усилия в обоих прессах осуществляется при помощи зубчатой шестеренки, но модель справа оснащена храповым механизмом для четкой и надежной запрессовки
Важными параметрами, которые характеризуют механический пресс настольного типа, также являются размеры его рабочей площадки и величины вылета штока, от которой, в частности, зависит, какой высоты заготовки можно будет обрабатывать на таком устройстве. Чем более мощным является настольный пресс, тем он габаритнее и тяжелее. Так, если усилие, создаваемое прессом, увеличивается всего на тонну, то вес такого устройства возрастает в два раза.
Площадь сечения штока, который установлен на механический пресс, также имеет большое значение. Чем выше значение данного параметра, тем более крупные и массивные детали можно обрабатывать таким механическим прессом.
Основные разновидности
Настольный механический пресс является не единственным видом ручного прессового оборудования. Для выполнения различных технологических операций специалистами создано множество различных моделей прессового оборудования и приспособлений ручного типа, наиболее распространенными из которых являются:
- ручные гидравлические прессы;
- дыропробивные прессовые устройства;
- ручные прессы, предназначенные для соединения электрических кабелей механическим способом;
- пресс-клещи, используемые для обжима электрических кабелей и сантехнических труб;
- таблеточный пресс.

Ручной гидравлический пресс для пробивки отверстий в металлических листах
Ручное прессовое оборудование с гидравлическими цилиндрами, содержащими рабочую жидкость, способно создавать усилия, которые не в состоянии обеспечить винтовой или рычажный пресс. Величина таких усилий в случае использования гидравлического оборудования может достигать десятков тонн, при этом со стороны пользователя подобного устройства требуется минимальное количество трудозатрат. Применяется гидравлическое прессовое оборудование для решения тех же задач, что и обычный ручной винтовой пресс или устройство рычажного типа, но только в тех случаях, когда на обрабатываемую заготовку необходимо оказать значительное давление.
Дыропробивное ручное прессовое оборудование – это устройство, специально предназначенное для штамповки отверстий в заготовках листового типа. Работать при помощи таких устройств можно и по металлу, если толщина листа из него не превышает 4 мм. Диаметр отверстий, получаемых посредством этого ручного оборудования, может находиться в диапазоне 10–40 мм.
Дыропробивной пресс ДС-8 прорубает круглые отверстия диаметром 8 мм в металле толщиной до 3 мм
Механические прессы, предназначенные для опрессовки наконечников электрических кабелей и выполнения их соединений при помощи специальных трубчатых гиль, позволяет создавать соединения, которые отличаются не только высокой механической прочностью, но и отличной электропроводностью. Такое ручное прессовое устройство, выполненное в виде рычажного механизма, оснащается храповиком, который не дает сжимающим рабочим элементам разжиматься до тех пор, пока опрессовка кабеля не будет полностью завершена. Пресс данного типа может использоваться для работы с электрическими кабелями и проводами любого типа, площадь поперечного сечения которых не превышает 240 мм 2 .

Для обжима гильз наконечников электрических проводов используются ручные пресс-клещи с храповым механизмом
Пресс-клещи также применяются для обжима элементов электрических контактов, но использовать такой пресс ручной механический можно для обжатия электрических кабелей, площадь поперечного сечения которых не превышает 35 мм 2 . Вес инструментов данного типа, чтобы ими было удобно пользоваться в ручном режиме, не превышает 3 кг.

Ручные пресс клещи для обжима небольших наконечников проводов
Таблеточный ручной пресс представляет собой устройство, которое используется для изготовления таблетированных медикаментозных препаратов в лабораторных условиях. Устройства данного типа, при помощи которых можно изготавливать таблетки диаметром 0,4–1 см и толщиной не более 0,5 см, могут быть с ручным, электрическим или гидравлическим приводом. В зависимости от модели производительность такого оборудования может находиться в диапазоне 200–1000 таблеток в час (а промышленных моделей – до 6000 таблеток в час и даже выше). Максимальное усилие, которое способны создавать прессы для изготовления таблеток, как правило, не превышает значения в 700 кг.

Ручной таблеточный пресс используется там, где нужно спрессовать гранулированный порошок в таблетки
Как правильно выбрать прессовую установку ручного типа
Выбирая пресс ручной рычажный, винтовой или любой другой, следует ориентироваться на основные технические характеристики подобного оборудования.
Значение усилия
Если используется механическая установка, данный параметр напрямую зависит от усилия, которое прикладывает к органу управления пользователь. В случае применения гидравлического прессового оборудования усилие, создаваемое штоком, будет зависеть от конструктивных особенностей устройства.
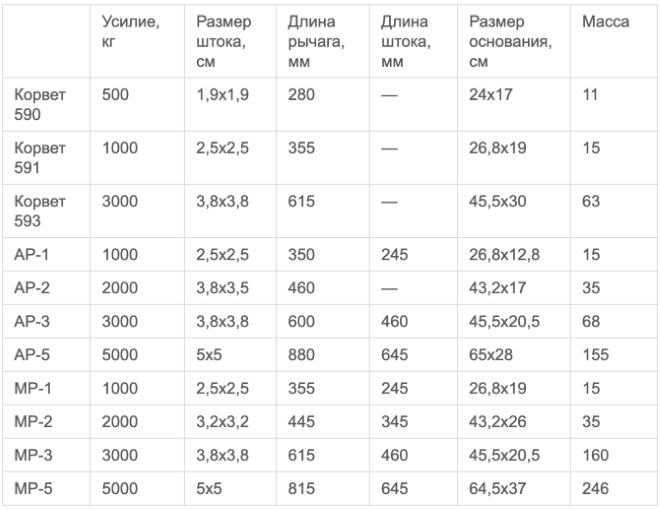
Таблица 1. Сравнительные характеристики некоторых механических прессов ручного типа
Размеры оборудования
От данной характеристики зависит не только то, на какой площади можно разместить и использовать выбираемое прессовое устройство, но и то, детали каких размеров можно будет обрабатывать с его помощью.
Сфера применения
Настольные ручные прессы применяются не только для обработки деталей, изготовленных из различных материалов, но и для производства пищевой продукции (в частности, для отжима соков из фруктов и ягод). Именно поэтому, выбирая такое оборудование, следует обращать внимание на то, для решения каких задач оно предназначено.
На современном рынке представлено множество моделей прессового оборудования ручного типа, поэтому выбрать данные устройства для конкретной ситуации не составит больших сложностей. Главное, на что следует ориентироваться при решении такого вопроса, – это конструктивные особенности, технические характеристики и основное назначение выбираемого оборудования.
Штамповочный пресс для листового металла: виды, конструкция, принцип работы
Штамповка, для выполнения которой используется пресс для металла, является одной из наиболее распространенных технологических операций по обработке данного материала. Суть данной процедуры состоит в том, чтобы придать заготовке, изготовленной из металла, необходимую форму, для чего применяют пластическую деформацию, выдавливая определенный рельеф, узоры или осуществляя пробивку отверстий. Прессы для обработки металла в зависимости от перечня задач, для решения которых они предназначены, отличаются друг от друга как своими техническими параметрами, так и конструктивным исполнением.

Прессы для обработки металла находят применение на любом производстве: мелкосерийном, серийном или массовом
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.

Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
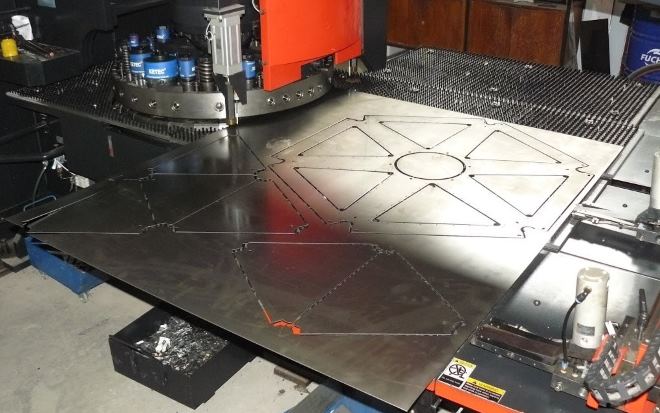
Штамповка листового металла на координатном револьверном прессе
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.

Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.

Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Конструкция и принцип работы прессового оборудования
Конструкцию любого оборудования для штамповки составляют следующие элементы:
- приводной электродвигатель;
- механизм передачи движения;
- исполнительный механизм.
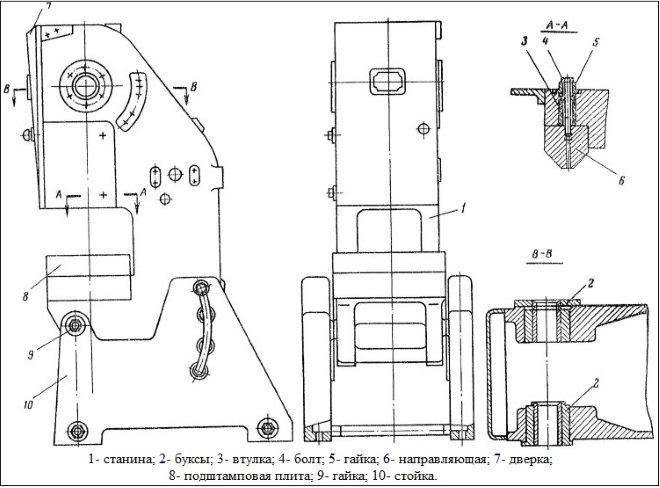
Основные части механического кривошипного пресса
В зависимости от того, каким образом приводной двигатель пресса связан с его исполнительным механизмом, выделяют станки со связью:
- механической;
- немеханической, осуществляемой за счет жидкости, газа или пара.
В качестве исполнительного механизма, которым оснащается оборудование для выполнения штамповки, могут выступать траверсы, ползун, валки, ролики и бабы.
Прессы кривошипно-шатунного типа
Основным конструктивным элементом данных прессов является кривошипно-шатунный механизм, который преобразует вращательное движение, получаемое им от привода, в возвратно-поступательное движение ползуна. Исполнительный механизм, которым оснащается пресс штамповочный данного типа, связан непосредственно с ползуном, способным развивать усилие до 100 тонн. Движение ползуна в таких прессах осуществляется с одной и той же периодичностью.
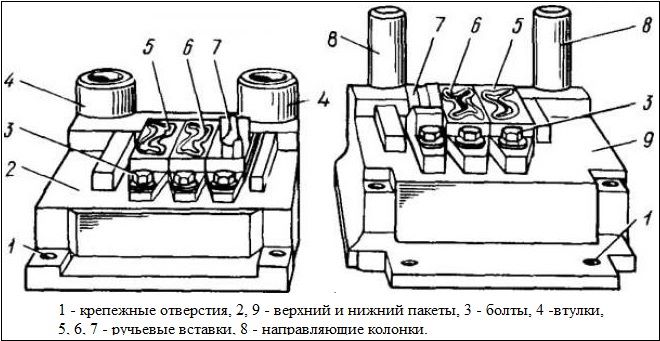
Сборный штамп кривошипного пресса
Прессы кривошипно-шатунного типа могут относиться к оборудованию простого типа, двойного или тройного действия. Используя такие станки, можно выполнять следующие технологические операции:
- штамповку с использованием матриц открытого и закрытого типа;
- резку листового металла;
- прошивку;
- формирование готового изделия методом выдавливания;
- комбинированную обработку.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.

Кривошипно-шатунный пресс-автомат ESSA
Гидравлические прессы
Используя гидравлический пресс, можно прессовать как более габаритные, так и более толстостенные детали из металла. Такое оборудование для листовой штамповки, объемной штамповки, ковки, гибки и других технологических операций в зависимости от конкретной модели может развивать усилия от 150 до 2000 тонн и даже более.
Основными конструктивными элементами, которыми оснащен любой гидравлический пресс, являются два цилиндра разного диаметра, которые наполнены рабочей жидкостью и сообщаются между собой. В каждом из таких гидравлических цилиндров установлен поршень, создающий давление рабочей жидкости или перемещающийся под его воздействием. Именно перемещением поршней в гидравлических цилиндрах обеспечивается движение исполнительного механизма оборудования. Величина усилия, которое может создавать такой штамповочный пресс, определяется разницей диаметров его гидроцилиндров.
Прессы радиально-ковочного типа
Радиально-ковочный станок – это формовочный пресс, на котором предварительно нагретые болванки из металла превращают в готовые изделия цилиндрической конфигурации. Конструкцию прессов данного типа составляют:
- индукционная печь, в которой происходит предварительный нагрев заготовки;
- конвейер для подачи заготовки в зону обработки;
- захватные механизмы, при помощи которых обрабатываемая деталь из металла, постоянно вращаясь, проходит через зону ковки;
- червячная передача, соединенная с электродвигателем и отвечающая за работу захватных механизмов;
- четыре вала с эксцентриковыми буксами, передающими движение шатуну с бойком, между которыми зафиксирован ползун (сами валы посредством клиноременной передачи получают вращение от приводного электродвигателя);
- копирные барабаны, отвечающие за синхронное сближение бойков и последующее движение заготовки;
- пружинная муфта, обеспечивающая торможение детали в момент ее обработки бойками.

Радиально-ковочная машина используется для получения квадратных или круглых поковок, близких к профилю готовых изделий
Прессы электромагнитного типа
Это новый вид прессовального оборудования. Принцип его действия основан на свойствах сердечника, помещенного в проволочную катушку, через которую проходит электрический ток, и совершающего перемещения под воздействием электромагнитного поля. Сердечник электромагнита таких прессов воздействует на исполнительный механизм станка, направляя его к обрабатываемой заготовке из металла.

Трехпозиционный электромагнитный пресс для установки фурнитуры
Отличительными характеристиками электромагнитных прессов являются высокая производительность выполняемой обработки и экономичность использования.
А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.
Штамповка листового металла (горячая и холодная): виды, оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
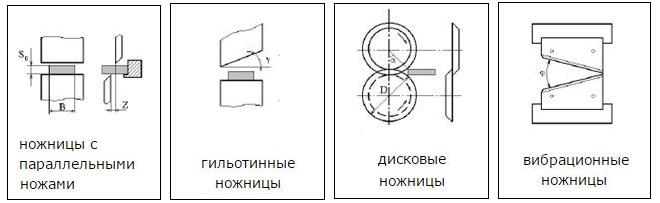
Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
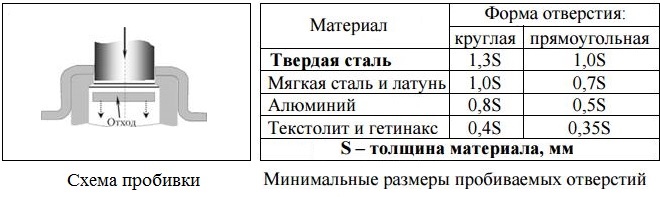
В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
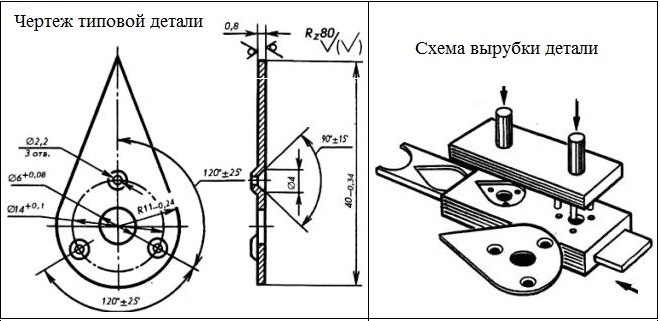
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
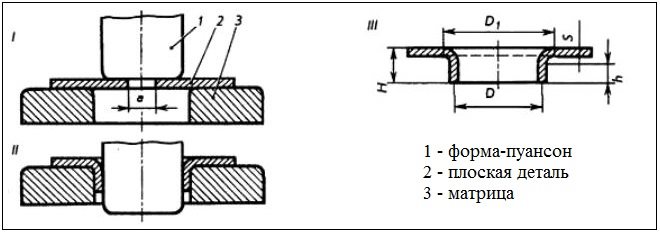
Схема отбортовки детали вокруг заранее пробитого отверстия
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
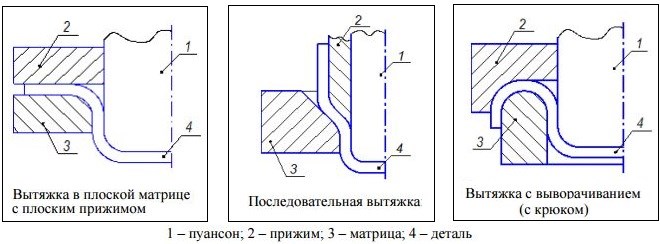
Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
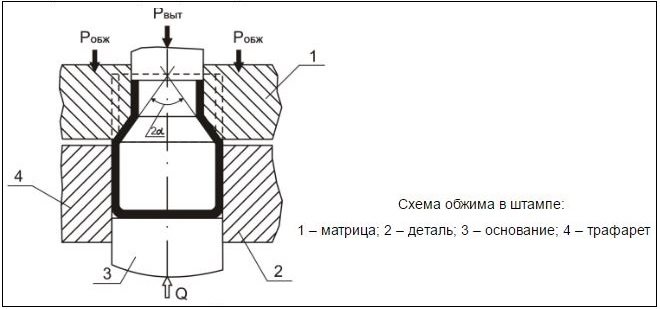
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
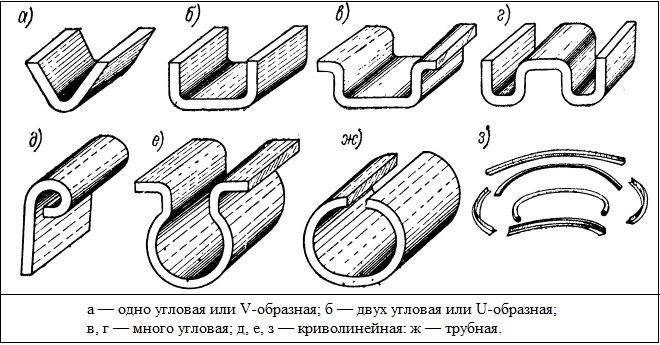
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
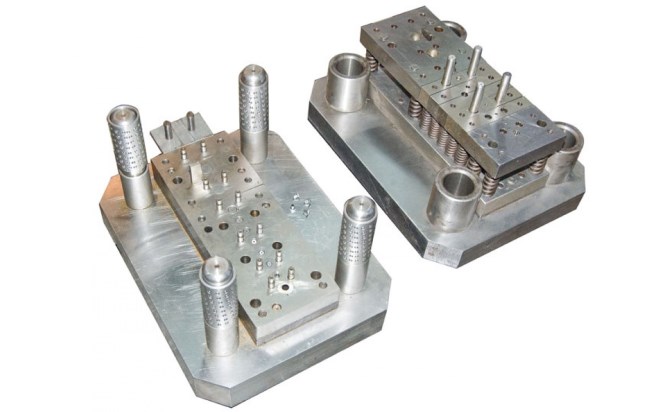
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
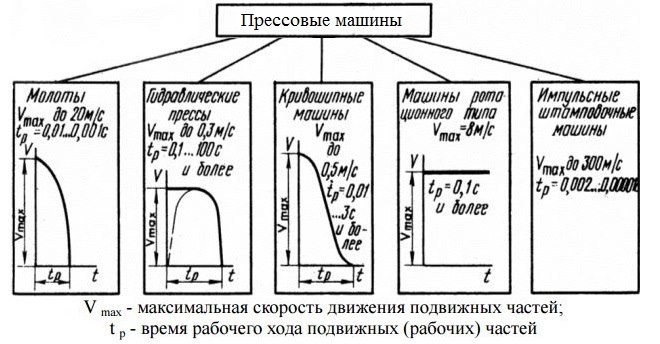
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Штамповка деталей из листового металла
Одна из самых распространенных технологий обработки металла – это штамповка. С ее помощью производят детали для всех отраслей народного хозяйства. Использование штамповки позволяет получать из плоского листа детали разных размеров и формы.

Штамповка листового металла
Технология штамповки деталей из металлических листов и ее виды
Обработка деталей из листового металла – это процесс получения деталей необходимой формы и определенного размера. Работа по формированию деталей происходит на специальном оборудовании с применением инструмента под названием штамп.
Говоря о деталях, произведенных из листового металла, надо понимать, что на заготовку оказывается серьезное давление. Технологию штамповки начали применять еще в древние времена. Таким образом, производили орудия для обработки земли, посуду, украшения.

Штамповка деталей из металлических листов
В наши дни эта технология широко применяется при производстве деталей из листового металла, обладающих разными размерами и формой. Такой вид обработки широко применяется в автомобиле строении при производстве кузовных деталей.
Холодная и горячая листовая штамповка
Получение деталей из листового металла может быть выполнено в холодном или горячем виде.
Холодная штамповка
Применение холодной обработки давлением считают наиболее эффективным способом обработки листового металла. Применение такого способа выполняют в тех случаях, когда нет необходимости в дальнейшей механической обработке, например, резанием. Такой метод получения деталей применяют чаще всего при изготовлении автомобильных деталей, элементов конструкции авиационной техники и ряда других.
Использование метода холодной обработки металла давлением позволяет осуществить существенную экономию листового металла, разумеется, при грамотном раскрое листа и правильно изготовленной штамповой оснастки. Наибольшую эффективность штамповка показывает в крупносерийном и массовом производстве.
Такой способ показывает наибольшую эффективность при работе с такими сталями, как углеродистые и легированные. Кроме того, штамповкой получают детали из многих цветных металлов, например, медных или алюминиевых сплавов.

Холодная штамповка листового металла
Кроме листовых металлов, метод листовой штамповки допустимо использовать и при получении деталей из резины, картона и многих полимеров.
Кстати, такая обработка металла улучшает его прочностные параметры.
Горячая штамповка
Этот метод обработки листового металла применяют при производстве деталей котельных установок и некоторых деталей, используемых в корабельном деле. Для таких деталей применяют стальные листы толщиной в 3 – 4 мм.
Технологические операции применяемые в горячей штамповке во многом схожи с теми, которые применяют в холодной обработке листового металла. Инженеры, разрабатывающие технологии обработки листового металла должны учитывать то, что детали должны быть разогреты до определенной температуры. Соответственно должны быть учтены такие явления как утяжка листового металла, при выполнении отверстий, гибке и ряда других. Кроме того, при остывании деталей необходимо помнить и о возникающем короблении.

Горячая штамповка листового металла
Все это приводит к тому, что изменяются размеры допусков, на размеры получаемых из металла деталей.
Перед обработкой на прессовом оборудовании заготовки из металла проходят нагрев в печах различного типа, например, электрических или газопламенных.
Резка
Операция, в ходе которой происходит отделение части листового металла, от тела будущей детали называют резкой. Эту операцию применяют для изготовления и готовых деталей, и при выполнении раскроя листового металла на полосы заданных размеров. При выполнении этой операции необходимо обеспечить максимальное количество готовых деталей, таким образом, количество отходов будет минимизировано.

Газокислородная резка металла
Эффективность раскроя определяет коэффициент использования листа. Его рассчитывают как отношение площади полученных деталей к площади целого листа.
Для этой операции применяют разное оборудование, в том числе вибрационные, дисковые, гильотинные и другие виды прессового оборудования.
Вырубка
Так называют технологическую операцию по получении заготовки с замкнутым контуром.

Вырубка листового металла
Вытяжка
Операция в результате которой заготовку выполненную в плоском виде трансформируют в пространственную. Вытяжку используют при изготовлении деталей разной формы и цилиндрические, и конусные, и коробчатые.

Ротационная вытяжка металла
Для вытяжки применяют штамповую оснастку, которая состоит из пуансона, который втягивает листовой металл в отверстие расположенное в матрице.
Гибка
Эта операция позволяет получать из листовой заготовки детали с требуемой формой изгиба.

Пробивка
Эту операцию применяют при необходимости получения отверстий определенной формы.

Координатная пробивка и ее недостатки
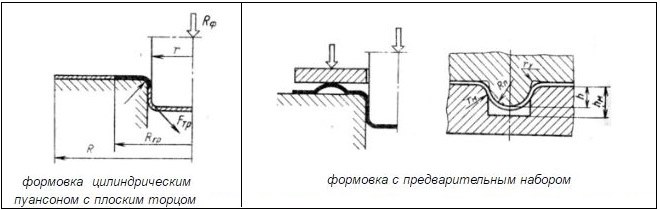
Рельефная формовка
Так называют операцию, которая позволяет изменять форму в каком-то определенном месте, но при этом сохраняется внешний контур детали.

Рельефная формовка листового металла
Как пример можно привести производство ребер жесткости.
Оборудование и инструменты
Оборудование, которое необходимо для выполнения штамповки включает в свой состав – прессы, а в качестве рабочего инструмента применяют штампы.
Как правило, в цехах, где выполняют штамповку применяют пресса двух типов – механические и гидравлические. В станках первого типа, для выполнения операции используют энергию падающего шатуна, в оборудовании второго типа, для обеспечения необходимой нагрузки используют гидравлическую машину, которая создает усилие на штамповочном узле.
К механическим станкам относят и такие как кривошипно-шатунные, винтовые, гильотинные, комбинированные и некоторые другие.

Усилие, которое будет направлено на формование детали, в зависимости от модели пресса может составлять несколько килограмм (настольные прессы, пневматического действия), а может несколько сотен тонн, например, пресс марки КА9536. Его усилие составляет 400 тонн, дина хода шатуна составляет 250 мм, а максимальный размер штамповой оснастки составляет 1000 на 1000 мм в плане.
На территории нашей страны действует ГОСТ 6809-87. Он определяет технические параметры для прессового оборудования, применяемого в горячей штамповке.

Станок для штамповки листового металла должен быть установлен на отдельный фундамент, который не связан с основным фундаментом здания, в котором размещаю штамповочный цех.
Прессовое оборудование может быть использовано в производствах по крупносерийному или массовому изготовлению деталей.
Прессы, практически всех типов имеют два режима работы, ручной и автоматический. Последний, позволяет встраивать их в линии по производству сложных деталей.
Например, при изготовлении кузовных автомобильных деталей, в одной линии размещено несколько прессов. На каждом из них установлены индивидуальные штампы, последовательное использование которых позволяет получать из листа готовую деталь, например, крышку багажного отделения или дверь.
Точность обработки на таком оборудовании позволяет запускать полученные детали в дальнейшее производство без использования промежуточных операций, связанных с механической обработкой.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.

Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.
Гидравлические прессы
Гидравлический пресс, представляет собой набор деталей, включающий в свой состав:
- емкость для хранения масла;
- насосную станцию, предназначенную для создания необходимого давления на шток пресса;
- систему фильтров, отделяющих от рабочей жидкости воду и твердые частицы.

Гидравлические прессы для листового металла
Все прессы включают в состав своей конструкции шкафы управления, выносные пульты, с которыми непосредственно работает оператор пресса.
Радиально ковочный аппарат
Основное предназначение аппарата этого типа – это получение заготовок для валов определенной формы и размера.

Радиусная гибка листа
Чаще всего на оборудовании этого типа производят заготовки с диаметром порядка 150 мм и длиной до 1200 мм.
Электромагнитный пресс
Прессы этого типа появились относительно недавно. В качестве источника энергии для получения деталей заданной формы используют сердечник, который является частью электромагнита.

Электромагнитный пресс для листового металла
Именно он перемещает ползун, на котором установлена верхняя часть штампа, а возвращают его в исходное положение возвратные пружины. Эти станки показывают высокую производительность. Чаще всего применяют электромагнитные прессы с длиной хода в 10 мм, а усилие на штампе составляет 2,5 тонны.
Инструмент для штамповки
Для обработки деталей при помощи штамповки применяют инструмент под названием штамп.

Штамп для листового металла
Он состоит из двух частей, верхняя закрепляется на подвижном ползуне, нижняя на неподвижном столе, который является неотъемлемой частью станины.
Для производства штампов применяют инструментальные стали типа У8, ХВГ и некоторых других.
Читайте также: