При каких величинах тока наблюдается мелкокапельный перенос металла
Обновлено: 04.10.2024
При дуговой сварке плавящийся электродный металл в виде капель и паров переходит в сварочную ванну. Наиболее легко этот процесс наблюдается при сварке открытой дугой. В первый период происходит образование капли и оплавление конца электрода. Затем капля вытягивается и замыкает дуговой промежуток. Образовавшийся жидкий мостик малого сечения вследствие высокого электрического сопротивления мгновенно испаряется. Капля со взрывом переносится в сварочную ванну, и процесс возобновляется. При этом надо иметь в виду, что весь процесс идет при весьма высокой температуре и с обильным газовыделением: металл кипит и перенос его происходит бурно, толчками, а не путем плавного перетекания с электрода в ванну. Однако указанный процесс переноса существенно изменяется при наличии покрытия на электроде или флюсе: капли становятся значительно меньше, периоды замыкания дугового промежутка отсутствуют. Исследования И. Р. Пацкевича по ручной сварке и И. И. Фрумина по автоматической сварке под флюсом позволяют оценить размер переносимых капель. Оба исследователя установили, что с увеличением силы сварочного тока размеры капель уменьшаются. При сварке толстопокрытыми электродами и под флюсом 60-80% капель имеют диаметр менее 2 5 мм, а при сварке голым электродом таких капель не более 30% и остальные капли более крупные. В том случае, когда дуга горит в защитных газах, процесс переноса имеет свои особенности. Так, при стальном электроде диаметром 0,8 мм, плавящемся в среде С02, перенос крупнокапельный с частым замыканием дугового промежутка. Устойчивый мелкокапельный перенос металла в среде СО2 может иметь место при больших плотностях тока (100-300 а/мм2). При сварке проволокой из нержавеющей стали 1Х18Н9Т диаметром 1,6-2,5 им в среде аргона наиболее устойчивое горение дуги и лучшее формирование шва получается при так называемом «струйном» переносе (А. В. Петров). При таком струйном переносе расплавленный металл перетекает с электрода на изделие в виде непрерывной тонкой струйки, состоящей из мельчайших капель. Способствует струйному переносу добавка в аргон 1-4% кислорода, что снижает поверхностное натяжение металла и приводит к уменьшению величины критического тока. До настоящего времени нет единой точки зрения по вопросу о главном факторе, обусловливающем перенос металла с электрода на изделие. Очевидно на процесс переноса влияет несколько факторов: 1) сила тяжести; 2) сила поверхностного натяжения; 3) силы газообразования; 4) электрические силы (электростатические и электродинамические). Сила тяжести имеет второстепенное значение в процессах переноса. Силы поверхностного натяжения металла и межфазового (металл — шлак) интересны с точки зрения удержания сварочной ванны на изделии и частично в связи с переносом. Очевидно, что жидкая капля электрода, будучи приближена к поверхности сварочной ванны, притягивается последней под действием молекулярных сил. Между молекулами поверхностного слоя и каплей возникает взаимодействие, и капля сливается со сварочной ванной. Приближенный расчет, без учета силы притяжения капли к электроду, показывает, что капля диаметром 2,5 мм может быть подтянута сварочной ванной на расстояние 18 мм. Однако сила притяжения капли к электроду составляет значительную величину, и поэтому дуговой промежуток для потолочной сварки должен быть гораздо меньше. Практически при потолочной сварке поддерживают длину дуги 1,5-2 мм, и диаметр электрода выбирают 3-4 мм с тем, чтобы образовались капли сравнительно небольших размеров. Некоторые исследователи считают силы газообразования основным фактором, обусловливающим перенос металла. Газы образуются, в основном, от сгорания углерода, входящего в состав стержня электрода. Углерод сгорает в СО; аналогичное выгорание происходит и в сварочной ванне. При сварке голыми электродами СО выделяется через открытую поверхность, а при толстопокрытых электродах — через слой покрытия (в виде пузырей). Подсчеты показывают, что при температуре 3000° С из малоуглеродистой проволоки с содержанием углерода 0,25% выделяется около 10 см3 окиси углерода СО. Кроме окиси углерода, образуются пары марганца, кремния и железа. Давление выделяющихся газов намного превышает атмосферное; оно создает усилие, отрывающее и выталкивающее капли в сварочную ванну, а частично, и в сторону от нее (разбрызгивание). С другой стороны, газы и пары металла, выделяющиеся из сварочной ванны, создают реактивные силы, направленные против движения капли. Действие этих сил в районе активного пятна способствует увеличению размеров капель, образующихся на электроде. Если между перетекающей каплей металла и поверхностью электрода образуется шейка или жидкий мостик, то на этом участке цепи создается высокое омическое сопротивление. В участке с повышенным сопротивлением происходит усиленное выделение теплоты, жидкий мостик мгновенно испаряется и образовавшиеся пары сообщают оторвавшейся капле дополнительную кинетическую энергию. И. И. Фрумин установил, что с повышением содержания в электродном стержне углерода размеры капель становятся меньше, что, по-видимому, объясняется обильным образованием СО. Однако объяснять перенос только действием сил газообразования нельзя, так как это явление специфическое для стали и не может быть причиной переноса при сварке других металлов, например алюминия. Многие исследователи (К. К. Хренов, И. И. Фрумин, А. В. Петров) основным фактором, определяющим перенос электродного металла в дуге, считают силы электрического происхождения (электродинамические и частично электростатические). Электростатические силы обусловливаются напряженностью электрического поля дуги, которое в прикатодной области достигает 10 в 6 степени в/см (правда, на очень малом протяжении). Напряженность электрического поля вызывает направленное движение ионов, получающих дополнительную энергию для ускорения движения газов в столбе дуги. Эти силы не являются основными и не играют решающей роли в переносе металла; тем не менее они частично искажают поверхность сварочной ванны, делая ее вогнутой. Вдавливание поверхности ванны происходит от ударов о нее потока ионов, получивших кинетическую энергию от электрического поля. Ионы, ускоряемые электрическим полем, увлекают за собой молекулы газа, находящегося в дуговом пространстве, и создают поток газов в столбе. Газы и пары увлекают за собой и мелкие капли жидкого металла. Более существенную роль в переносе играют электродинамические силы, возникающие в результате так называемого «пинч-эффекта». Явление пинч-эффекта состоит в том, что при прохождении тока по проводнику в последнем возникают сжимающие силы магнитного поля, направленные нормально линиям тока. Под действием этих сил проводник стремится уменьшить поперечное сечение. Радиальное давление, создаваемое пинч-эффектом, ввиду своей незначительной величины не сказывается на форме твердого проводника (электрода), однако оно может изменять форму газообразного или жидкого проводника. В электродном стержне линии тока параллельны и влияние эффекта сказывается наиболее сильно. В массе изделия ток расходится, и пинч-эффект уменьшается. Благодаря такому постепенному исчезновению поперечных сжимающих сил вдоль электрода и дуги возникают силы давления, направленные вдоль оси электрода. Под действием такой осевой силы начинается перемещение материальных частиц газа и жидких капель с конца электрода по направлению к свариваемому изделию. По-видимому, нельзя какой-либо один фактор считать основным; действует комплекс сил и в зависимости от условий сварки, рода материалов, наличия газообразующих веществ и силы тока — силы газообразования или силы электродинамические могут играть наиболее существенную роль в переносе.
Тепловая характеристика дуги. Электрическая дуга выделяет значительное количество тепла, которое образуется вследствие превращения энергии движения частиц в тепловую энергию при столкновении их с анодом, катодом и друг с другом.
Под действием тепла дуги основной металл расплавляется на некоторую глубину, называемую глубиной проплавления или проваром.
Основное количество тепла дуги выделяется в катодной и анодной зонах. В самой дуге выделяется меньшая часть тепла, расходуемого на испарение расплавленного металла и покрытия электрода и частично теряемого в окружающую среду.
Например, при сварке на постоянном токе угольной дугой выделяется на аноде — около 42%, на катоде — около 38% и в столбе — около 20% общего тепла дуги. Анод подвергается более сильной бомбардировке частицами, поэтому на нем выделяется больше тепла.
Температура дуги также различна и составляет: при использовании угольных электродов — для катода около 3200° С, для анода около 3900° С; при использовании стальных электродов — для катода около 2400° С, для анода около 2600° С.
Полная тепловая мощность дуги Q подсчитывается по формуле
где I — сварочный ток, а;
Uд — напряжение дуги, в, а 0,24 коэффициент перевода электрических величин, кал/вт*сек
Количество тепла, вводимое дугой в свариваемый металл в единицу времени, называется эффективной тепловой мощностью дуги. Она меньше полной тепловой мощности дуги и слагается из следующего: тепла, выделяющегося в пятне дуги на свариваемом металле; тепла, вводимого в металл за счет теплообмена со столбом дуги и ее пятном на свариваемом металле; тепла, вносимого в свариваемый металл с каплями расплавленного металла электрода, электродного покрытия и флюса. Эффективную тепловую мощность дуги q можно подсчитать по формуле
Здесь буквой n рбозначен эффективный коэффициент полезного действия нагрева металла дугой. Коэффициент n равен:

Тепловой режим сварки характеризуется количеством тепла, вводимого в металл на единицу длины шва. Эта величина называется погонной энергией сварки и выражается отношением:

где v — скорость сварки, см/сек.
Величина погонной энергии имеет большое значение при определении рационального режима сварки легированных термообрабатываемых сталей.
Примерные балансы использования тепла сварочных дуг приведены в табл. 1.

Из табл. 1 видно, что при сварке под флюсом тепло дуги используется более полно, так как эффективная мощность дуги выше.
Перенос металла в дуге. Дуга расплавляет электрод с довольно большой скоростью; например, стальной электрод длиной 450 мм расплавляется за 1,5—2 мин. Расплавленный электродный металл переносится в сварочную ванну в виде капель разного размера — от тысячных долей мм до 5—6 мм диаметром. Размер капель определяется в первую очередь плотностью тока в электроде, а также зависит от состава электрода и покрытия, электромагнитных явлений в дуге и других факторов, определяемых способом сварки. При ручной дуговой сварке в виде капель переносится до 90% электродного металла, остальные 10%—это брызги и пары, значительная часть которых теряется. В зависимости от диаметра капли в секунду может переноситься: при диаметре 1 мм — до 150, при 2 мм — до 20, при 5—6 мм — от 1 до 2 капель.
Перенос металла в виде крупных капель с кратковременным замыканием дугового промежутка характерен для сварки электродами с тонким (меловым или др.) стабилизирующим покрытием и сварки в защитных газах, при плотностях тока до 50 а/мм 2 на обратной полярности, а при сварке на прямой полярности — даже и при более высоких плотностях тока в электроде, но при низком напряжении дуги.
Перенос металла в виде потока мелких капель без замыкания ими дугового промежутка характерен для сварки толстопокрытыми электродами и сварки под флюсом. В этом случае большинство капель заключено в оболочку из шлака. Так же переносится металл и в процессе сварки в защитных газах при плотности тока в электроде от 50 до 100 а/мм 2 . И наконец, металл переносится в виде очень мелких, часто отделяющихся от электрода капель. Капли образуют сплошную струю жидкого металла: поэтому такой перенос называется струйным переносом металла и характерен для сварки в аргоне плавящимся электродом из нержавеющей стали при высоких плотностях тока.
В момент прохождения через дуговой промежуток металл нагревается до 2100—2300° С и при этой температуре протекают все металлургические процессы и химические реакции в капле.
Производительность процесса плавления металла. Количество электродного металла, расплавленного за определенное время, подсчитывают по формуле
где Gp — количество расплавленного металла электрода, г;
Кр— коэффициент расплавления, г/а-ч; I — величина сварочного тока, а; t — время горения дуги, ч.
Из формулы следует, что чем больше ток и длительнее горит дуга, тем большее количество металла будет расплавлено.
Коэффициентом расплавления КР называется количество расплавленного электродного металла в граммах в течение одного часа, приходящееся на один ампер сварочного тока, т. е.

Коэффициент расплавления зависит от материала электродного стержня, состава покрытия, а также от рода и полярности тока.
Для стальных электродов коэффициент расплавления может колебаться в пределах от 5 до 20 г/а*ч, составляя в среднем 8— 12 г/а * ч.
При сварке, вследствие частичного окисления, испарения и разбрызгивания, часть жидкого электродного металла теряется и не переходит в наплавленный металл шва.
Для подсчета количества наплавленного металла нужно в приведенной выше формуле коэффициент расплавления КР заменить величиной Кн, называемой коэффициентом наплавки. Коэффициент наплавки Кн равен

где GH — количество наплавленного металла, г.
При сварке на переменном токе электродами с толстым покрытием значения коэффициента наплавки могут быть в пределах Кн = 6-18 г/а*ч, составляя в среднем Кн= 7- 10 г/а * ч (см. табл. 5).

Коэффициент наплавки Кн меньше коэффициента расплавления КР на величину потерь электродного металла при сварке. Эти потери выражаются коэффициентом потерь, представляющим отношение разности количеств расплавленного и наплавленного электродного металла к количеству расплавленного. Коэффициент потерь обозначают буквой и выражают в процентах, определяя его по формуле
Величина коэффициента потерь ψ в % составляет: при сварке тонкопокрытыми электродами 10—20, толстопокрытыми 5—10, в защитных газах 3—6, под флюсом 1—3.
Пример. Сварка производится толстопокрытыми электродами током 300 а. Кн =11 г/а*ч. За 1 ч горения дуги сварщик может наплавить металла:
11 • 300=3300 г, или 3,3 кг.
Знать величину коэффициента наплавки важно для нормирования сварочных работ. Обозначим через v — скорость сварки, см/ч; F — площадь поперечного сечения шва, см 2 . Тогда скорость сварки можно подсчитать по формуле

где число 7,85 обозначает массу 1 см 3 наплавленного металла (стали), г.
Следовательно, скорость сварки будет тем выше, чем выше коэффициент наплавки Кн и чем больше ток I.
Пример: Кн =11 г/а*ч; I = 300 а; F=l,l см 2 . Скорость сварки составит:

_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
При сварке в защитных газах (М1С/МАС) происходят сложные динамические явления:
• формирование капель металла на торце электродной проволоки и их переход в сварочную ванну;
• установление новых значений напряжения дуги и силы тока сварки после изменения напряжения холостого хода источника питания или скорости подачи электродной проволоки;
• восстановление первоначальной длины дуги после ее удлинения или сокращения (принцип саморегулирования длины дуги).
Одной из основных особенностей процесса сварки в защитных газах плавящимся электродом является перенос электродного металла через дугу в сварочную ванну. Перенос металла осуществляется посредством капель расплавленного электродного металла, формирующихся на торце электродной проволоки. Их размер и частота перехода в сварочную ванну зависят от материала и диаметра электродной проволоки, типа защитного газа, полярности и значения силы тока сварки, напряжения дуги, давления окружающей среды и других факторов.
Перенос металла происходит, в основном, в двух формах. При первой форме капля касается поверхности сварочной ванны еще до отделения от торца электрода, образуя короткое замыкание, отчего такой процесс получил название переноса с короткими замыканиями . При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны (благодаря поддержанию длинной дуги) — перенос свободно летящими каплями. Вторая форма переноса металла подразделяется, согласно классификации Международного института сварки, еще на пять отдельных типов в зависимости от особенностей формирования и отделения капель электродного металла от торца электрода: крупнокапельный, мелкокапельный, струйный, струйно-вращательный и крупнокапельный с отклоненной каплей .
Форма переноса электродного металла зависит, в основном, от параметров режима сварки (напряжения дуги и силы тока). На характер переноса металла оказывают влияние также и другие факторы, главным из которых является состав газовой защиты.
При сварке длинной дугой в среде СО2 наблюдается выбрасывание металла из сварочной ванны, вызываемое выделением из нее газов, образующихся в результате металлургических реакций.
Большая Энциклопедия Нефти и Газа
Стабильность горения дуги, уменьшение разбрызгивания и улучшение формирования шва обеспечиваются при переходе расплавленного металла с электрода в сварочную ванну в виде мелких капель. Такой мелкокапельный перенос достигается применением сварочного тока высокой плотности ( 75 - 300 а / мм2) и тонкой проволоки. [31]
На многих заводах применяются медные электроды с аналогичными покрытиями. Эти покрытия способствуют мелкокапельному переносу электродного металла и этим самым стабилизируют процесс сварки, защищают расплавленный металл от окисления, обеспечивают раскисление и легирование металла шва, способствуют улучшению устойчивости горения дуги. [32]
С увеличением тока уменьшается размер капель, переносимых через дуговой промежуток. С дальнейшим ростом тока мелкокапельный перенос сменяется струйным: металл стекает с электрода в зону дуги тонкой струйкой. Величина сварочного тока, выше которой перенос металла становится струйным, для данного диаметра электрода называется критической. [33]
Добавка к аргону небольшого количества кислорода или другого окислительного газа существенно повышает устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в дуге способствует мелкокапельному переносу электродного металла . Аргоно-водородную смесь ( до 20 % водорода) применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает сжатие столба плазмы, делает его более острым, сконцентрированным. В ряде случаев водород создает в зоне сварки необходимую восстановительную атмосферу. [34]
Добавка к аргону небольшого количества кислорода или другого окислительного газа существенно повышает устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в атмосфере дуги способствует более мелкокапельному переносу электродного металла . Это обусловлено поверхностно-активным действием кислорода на железо и его сплавы. Растворяясь в жидком металле и скапливаясь преимущественно на поверхности, кислород значительно снижает его поверхностное натяжение. В результате облегчается образование отдельных капель металла, а их размер уменьшается. [35]
Капли расплавленного металла периодически замыкают дуговой промежуток накоротко, либо периодически изменяют длину дуги, если не происходит полного короткого замыкания. При больших плотностях тока в электроде наблюдается мелкокапельный перенос металла без заметных колебаний длины и напряжения дуги. [36]
Весьма перспективно применение сварки в среде СО2 длинной дугой. Однако этот вид сварки можно применить только при условии обеспечения мелкокапельного переноса при сравнительно небольших токах, величина которых обусловлена возможностью формирования в разных пространственных положениях ванны критического объема. [37]
При таком крупнокапельном переносе не удается получить качественных швов. Для улучшения формирования швов необходимо применять специальные технологические приемы, обеспечивающие мелкокапельный перенос металла . [38]
Наиболее полно технологические достоинства таких смесей проявляются в диапазоне режимов сварки, обеспечивающих мелкокапельный перенос металла электрода . Низкий уровень потерь металла на разбрызгивание ( в 3 - 4 раза меньший, чем при сварке в углекислом газе), гладкая, мелкочешуйчатая поверхность швов, возможность применения технологических приемов сварки, повышающих производительность процесса ( прямая полярность сварочного тока, удлиненный вылет проволоки, сварка модулированным током), выгодно отличают этот способ от сварки в углекислом газе. Дополнительные расходы, связанные с повышенной стоимостью смеси ( приблизительно в 3 раза больше, чем стоимость углекислого газа), невелики по сравнению со стоимостью РТК, приходящейся на единицу продукции, и окупаются за счет повышения качества сварки, сокращения трудозатрат на очистку сварных конструкций от брызг после сварки. Подавляющее большинство РТК для дуговой сварки плавящимся электродом в защитных газах работает в аргоносодержащих смесях. Для смешивания газов используют серийно выпускаемые постовые и рамповые смесители конструкции ВНИИавтогенмаша. [39]
Смеси газов обладают в ряде случаев лучшими технологическими свойствами, чем отдельные газы. Например, смесь углекислого газа с кислородом ( 2 - 5 %) способствует мелкокапельному переносу металла , уменьшению разбрызгивания ( на 30 - 40 %), улучшению формирования шва. Смесь из 70 % Не и 30 % Аг увеличивает производительность сварки алюминия, улучшает формирование шва и позволяет сваривать за один проход металл большей толщины. [40]
Смеси газов обладают в ряде случаев лучшими технологическими, свойствами, чем отдельные газы. Например, смесь углекислого газа с кислородом ( 2 - 5 %) способствует мелкокапельному переносу металла , уменьшению разбрызгивания ( на 30 - 40 %), улучшению формирования шва. Смесь из 70 % Не и 30 % Аг увеличивает производительность сварки алюминия, улучшает формирование шва и позволяет сваривать за один проход металл большей толщины. [41]
Технологические особенности ТТ изучены недостаточно. Есть сведения [30], что повышение плотности тока в электроде при сварке от ТТ и более резкое нарастание тока способствуют мелкокапельному переносу металла , при этом уменьшаются выгорание примесей и перегрев изделия. [42]
Уравнение справедливо для определенных значений вылета и напряжения на дуге. Так, для проволоки диаметром 0 8 мм увеличение вылета свыше 12 мм при снижении напряжения на дуге до 26 В не позволяет получить мелкокапельный перенос . Поэтому с увеличением толщины стенки труб применение импульсного питания дуги становится обязательным. [43]
При достаточно высоких плотностях постоянного по величине ( без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться мелкокапельный перенос электродного металла , называемый струйным переносом. Изменение характера переноса электродного металла с крупнокапельного на струйный происходит при увеличении силы сварочного тока до критической для данного диаметра электрода. [44]
Вместе с тем, ЭШП выгодно отличается от ВДП большими возможностями управления процессами, протекающими в плавильном пространстве. При ЭШП, в отличие от ВДП, источником теплоты служит не дуга, а шлаковая ванна ( рис. 168), точно так же, как при ЭШС. Мелкокапельный перенос электродного металла , характерный для электрошлакового сварочного процесса, предопределяет развитие удельной поверхности контакта жидких металла и шлака при ЭШП. Это значит, что удельная поверхность взаимодействия металла и шлака, еще до попадания отдельных капель электродного металла в металлическую ванну, достигает 0 160 ж2 на 1 кг металла или 160 ж2 на 1 т жидкой стали. Известно, что при плавке металла в обычных печах такие показатели никогда не достигаются. Подсчитано, что при ЭШП расходуемых электродов диаметром 200 - 300 мм, несмотря на больший размер капель, по сравнению с ЭШП проволокой диаметром 3 мм, удельная поверхность контакта жидких металла и шлака достигает 300 ж2 на 1 m металла. Это обстоятельство, естественно, создает возможности для весьма, эффективного рафинирования металла при наличии шлака соответствующего состава. [45]
Крупнокапельный перенос металла
Этот тип переноса металла имеет место когда сварка ведётся на высоких напряжениях дуги (исключающих короткие замыкания) и средних значениях тока сварки. Он. как правило, характеризуется нерегулярным переходом крупных капель расплавленного электродного металла (превышающих диаметр электрода) и низкой частотой переноса (от 1 до 10 капель в секунду)
Крупнокапельный перенос металла может иметь место, в основном, при сварке MIG на обратной полярности в среде защитной газовой смеси на базе аргона, переходя иногда в тип «Крупнокапельный отклонённый» при использовании гелия в качестве защитного газа, при сварке MAG в среде С02, а также при сварке MIG на прямой полярности (см. ниже в этом разделе рубрику «Крупнокапельный отклонённый перенос металла».
При формировании капля удерживается на торце электрода благодаря, главным образом, совместному воздействию двух сил, силы поверхностного натяжения и силы реакции. По мере роста капли её вес и в меньшей степени (из-за невысокого тока сварки) электромагнитная и аэродинамическая силы преодолевают силы удерживающие каплю и вызывают отделение капли.
В процессе формирования и отделения капли происходит изменение электрического сопротивления на участке сварочной цепи «капля - дуга», что, в свою очередь, приводит к изменению значения тока сварки и. следовательно, изменению скорости расплавления электрода. В случае существенного изменения последней, характер перенос электродного металла может сильно измениться и перейти в один из типов смешанного переноса «Крупнокапельный - мелкокапельный» или «Крупнокапельный - с коротким замыканием - мелкокапельный» (более подробно об этом изложено ниже в этом разделе в рубрике «Типы смешанного переноса металла»).
В некоторых случаях при крупнокапельном переносе металла наблюдается раскачивание капли на торце электрода, что является результатом действия нескольких факторов, например, циклического перемещения активного пятна между нижней и боковой поверхностями капли, повышенной силой реакции действующей на каплю, комбинированным воздействием этих факторов. Находясь в колебательном движении, капли могут отделяться будучи отклонёнными в сторону от оси электрода (см. кадры 1.821 и 538 на Рис. 1.8.13), не попадать в сварочную ванну, порождая набрызгивание крупными каплями.
1560 1570 1600 1620 1640 1660 1680
Рис. 1.8.14 Сварка MIG с крупнокапельным переносом металла в вертикальном попожении
Малоуглеродистая электродная провопока диаметром 1,0 мм. Vnnp = 5,6 м/мин. защитный газ
Из-за того, что сила гравитации играет решающую роль в этом типе переноса металла, сварка ограничена только нижнем положением. Как это видно из Рис. 1.8.14, при сварке в вертикальном положении некоторые капли могут падать вниз минуя сварочную ванну (см. кадр 1680). Сварочная ванна имеет большие размеры и, поэтому, трудноуправляема с тенденцией стекания вниз при сварке в вертикальном положении или выпадения при сварке в потолочном положении, что также исключает возможность сварки в этих пространственных положениях. Эти недостатки, а также неравномерное формирование сварного шва приводят к нежелательности использования этого типа переноса металла при сварке MIG/MAG.
Мелкокапельный перенос металла
Мелкокапельный перенос металла характеризуется каплями одинаковых малых размеров (близкими к диаметру электрода), отделяющихся от торца электрода с высокой частотой (см. Рис. 1.8.9). Такой тип переноса обычно наблюдается при сварке MIG на обратной полярности в среде защитной смеси на базе аргона и при высоких напряжениях дуги. Главным условием для получения такого типа переноса является превышение током сварки определённого значения называемого критическим током (/*р).

Рис. 1.8.16 Определение значения критического тока
При повышении тока сварки до уровня 1кр размер капель постепенно снижается вместе с таким же постепенным ростом частоты перехода капель (Рис. 1.8.16). Однако после превышения уровня критического тока происходит резкое сокращение времени формирования капли до её отделения, что также приводит к соответствующему резком возрастанию частоты перехода капель. В этих условиях капли не успевают достигать больших размеров. Изображения района дуги показывают, что при этом дуга полностью охватывает каплю или, по крайней мере большую её половину (Рис 1.8.17, в, и Рис.
1.8.18, в, г), в то время как при крупнопанельном переносе металла (Рис. 1.8.17, 6 и Рис. 1.8.18, а), или переносе с короткими замыканиями (Рис. 1.8.17, а), дуга охватывает только небольшую часть в нижней части капли. Как
было показано выше, в случае Рис. 1.8.17 Размеры и положение активного пятна
на каппе при переносе с короткими замыканиями мелкокапельного переноса пло - крупнокапельном (6) и мелкокапельном (в)
щадь активного пятна на капле (v1f_ 46 v5f_ 130в 595)
больше, чем площадь поперечного сечения электрода, и осевая составляющая электромагнитной силы меняет своё направление, становясь силой способствующей отделению капли.
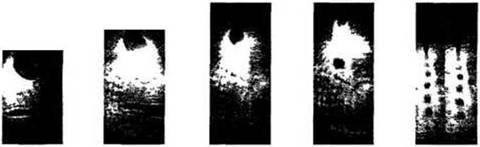
Рис. 1.8.18 Характер переноса металла при сварке MIG в среде Аг2%02 электродной проволокой ER70S-3 диаметром 1.6 мм при различных режимах сварки.
а) /с. = 180 А, ид = 29 В; 6) /св = 240 A, U0 = 29 В. в) /св = 280 A, U9 = 29 В; г) /с, = 300 A. U0 = 29 В. д) /с, = 320 A. U0 = 29 В; е) = 420 A. U6 = 33 В
Значение критического тока зависит, главным образом, от материала и диаметра электрода, вылета электрода и типа защитного газа (Табл. 1.8.2). Защитными атмосферами, которые обеспечивают мелкокапельный перенос металла, являются смеси богатые на аргон с низким содержанием кислорода и С02, в частности, содержание последнего не должно превышать 20%. По мере повышения содержания С02 значение критического тока возрастает (см. Табл. 1.8.2), что наблюдается до. примерно. 30% С02, после чего мелкокапельный перенос металла обычно не достигается.
Добавки 02 к аргону сначала снижают ток пока его содержание не достигнет 5%, после чего, однако, наблюдается рост значения 1^. Азот и гелий также ухудшают условия достижения мелкокапельного переноса. Например, этот тип переноса наблюдался при сварке малоуглеродистой проволокой в тройной защитной атмосфере Аг-Не-2%02 при содержании гелия до 75%. но не был достижим применительно к смеси Не-2%02 в отсутствии аргона.
Нанесение (напыление) на проволоку элементов с низким потенциалом ионизации способствует получению мелкокапельного переноса, даже в случае сварки MAG в среде чистого С02 или в случае сварке MIG на прямой полярности. В последнем случае, мелкокапельный перенос достигается также при увеличении давления
окружающей среды. Увеличение вылета электрода оказывает незначительное воздействие на значение критического тока, с тенденцией к его понижению.
Табл. 1.8.2 Значения критического тока для электродов различных материалов и диаметров, а
также различных газовых смесей
Материал электродной проволоки
Диаметр электродной проволоки, мм
Критический ток, А
Рис. 1.8.19 Сварка MIG с мелкокапельным переносом металла в вертикальном положении

Малоуглеродистая электродная провопока диаметром 1.0 мм, Vnnp = 8,6 м/мин. защитный газ Аг+5%02
Электромагнитная сила, имеющая квадратичную зависимость от тока, оказывает решающее воздействие на переход капель электродного металла При сварке на
токах выше критических она легко преодолевает силы препятствующие отделению
капли, т. е., силу поверхностного натяжения и результирующую реакции потока паров с поверхности капли. Капли просто принудительно срываются этой силой с торца электрода и посылаются с большой скоростью в сторону ванны (откуда возник английский вариант названия этого типа переноса - Spray Projected Transfer). Траектория полёта капель совпадает с линией оси электрода каким бы не был угол его наклона (см. Рис. 1.8.9 и 1.8.19).
Таким образом, мелкокапельный перенос металла может быть реализован в любом пространственном положении. Однако, в связи с тем, что этот тип переноса требует использования высокого тока сварки, приводящего к высокому тепловложе - нию и большой сварочной ванне, он может быть применён топько в нижнем положении и не приемлем для сварки тонколистового металла. Его используют для сварки и заполнения разделок металла больших толщин (обычно более 3 мм толщиной), в первую очередь при сварке тяжёлых металлоконструкций и в кораблестроении.
Главными характеристиками процесса сварки с мелкокапельным переносом являются: высокая стабильность дуги, практическое отсутствие разбрызгивания, умеренное образование сварочных дымов, хорошая смачиваемость кромок шва и высокое проплавление, гладкая и равномерная поверхность сварного шва, возможность ведения сварки на повышенных режимах и высокая скорость наплавки. Изменения напряжения дуги, тока сварки, звука и интенсивности светового излучения, вызываемые переносом металла, также достаточно низки по сравнению с двумя другими типами переноса описанными выше. Благодаря этим достоинствам мелкокапельный перенос металла является всегда желательным там, где его применение возможно, однако, он требует строгого выбора и поддержания параметров процесса сварки.
Мелкокапельный перенос металла послужил базой для разработки способа управления переносом металла с использованием импульсов тока, реализованного в виде ИДС, и идея которого состояла в получении мелкокапельного переноса металла при среднем токе сварки ниже критического. Более подробно о процессе ИДС речь идёт в этом Разделе ниже.
По мере повышения тока сварки мелкокапельный перенос переходит в струйный и затем в струйный с вращением, которые описаны ниже. Капля начинается формироваться на торце электрода. Частота переноса капель при сварке с короткими замыканиями лежит в пределах от 20 до 200 капель в секунду
Благодаря низким режимам сварки, а также тому факту, что в течение части времени дуга не горит, тепловложение в основной металл при сварке с короткими замыканиями ограничено. Эта особенность процесса сварки с короткими замыканиями делает его наиболее подходящим для сварки тонколистового металла Сварочная ванна малых размеров и короткая дуга, ограничивающая чрезмерный рост капель, обеспечивают лёгкое управление процессом и позволяют осуществлять сварку во всех пространственных положениях включая потолочное (Рис. 1.8.11). В случае использования этого процесса для сварки металла больших толщин могут наблюдаться подрезы и отсутствие проплавления.
Рис. 1.8.11 Сварка MIG с короткими замыканиями в вертикальном положении
Малоугперодистая электродная проволока диаметром 1,0 мм, Vnrtp = 5,0 м/мин, защитный газ Аг+5%Ог, (V09)
Этим объясняются трудности сварки процессом MIG с короткими замыканиями алюминия и его сплавов, так как высокая теплопроводность этих материалов приводит к быстрому охлаждению и кристаллизации сварочной ванны, затрудняя расплавление основного металла и приводя к захвату газов в металле шва (порождая пористость).
Перенос с короткими замыканиями может использоваться как для процесса MIG (с защитной атмосферой на основе инертных газов), так и для процесса MAG (с защитной смесью на основе СОг). Однако, если первый процесс может быть реализован с любым типом переноса металла представленного на Рис. 1.8.9, то для процесса сварки MAG перенос с короткими замыканиями является основным. Этот тип переноса при сварке в среде СОг имеет случайный характер, выраженный в нестабильности времени короткого замыкания и интервала между короткими замыкания Перенос металла взрывного типа
Перенос металла взрывного типа имеет место, когда в результате химических реакций высокоактивных компонентов, находящихся в электродной проволоке, внутри формирующихся капель образуются газовые пузыри, которые растут сливаясь один с другим и, в дальнейшем, взрываются из-за перегрева газа внутри них, разрушая каплю. Такой тип переноса наблюдается, как правило, при использовании проволок изготовленных из алюминиевых сплавов (содержащих магний). Совершенно очевидно, что этот тип переноса сопровождается образованием большого числа мелких брызг и нарушениями стабильности протекания процесса сварки, из-за чего он является нежелательным при сварке MIG/MAG.
Особенности плавления и переноса металла
Характер плавления и показатели переноса электродного металла оказывают большое влияние на интенсивность протекания металлургических процессов между металлом, шлаком и газами и на технологические характеристики — производительность сварки, разбрызгивание, формирование шва, глубину проплавления и т. д.
Многочисленными исследованиями установлено, что на расплавленный металл на электроде действуют сила тяжести, сила поверхностного (межфазного) натяжения, электромагнитная сила, аэродинамическая сила газового потока и реактивное давление паров электродного материала.
Величины сил и направление равнодействующей определяются режимом сварки, диаметром электрода, полярностью, физико-химическими свойствами электродного металла и газовой атмосферы и т. д. Сила тяжести способствует отрыву капель при сварке швов в положениях, отличных от потолочного.
Сила поверхностного натяжения удерживает каплю на торце электрода. Она определяется величиной поверхностного (межфазного, если металл покрыт шлаком) натяжения и геометрическими параметрами капли. Принимая, что капля имеет сферическую поверхность и основанием ее служит плоскость сечения электрода, силу поверхностного натяжения определяют по формуле
Величина поверхностного натяжения зависит от многих факторов и в первую очередь от температуры и состава электрода. При увеличении температуры поверхностное натяжение малоуглеродистых сталей уменьшается. Снизить поверхностное натяжение также можно, введя в каплю через проволоку, покрытие (флюс) или газ поверхностно-активные вещества, например кислород.
Величина электромагнитной силы пропорциональна квадрату силы тока, ее направление определяется соотношением диаметров электрода, активных пятен и столба дуги:
— радиус столба дуги. При ручной сварке действием электромагнитной силы обычно пренебрегают. Существенное влияние на перенос металла она оказывает при сварке в защитных газах.
Капля электродного металла подвергается аэродинамическому воздействию потока паров и газов. Величина этого воздействия зависит от плотности и скорости газового потока. При сварке в потоке защитных газов сила аэродинамического воздействия способствует отрыву капли.
По расчетам, выполненным В. И. Дятловым, реактивное давление паров металла пропорционально квадрату силы тока. Величина реактивного давления паров определяется плотностью тока в активном пятне. При увеличении плотности тока в пятне пропорционально увеличивается реактивное давление.
Изменяя условия сварки, можно изменять соотношение действующих на каплю сил, а следовательно, и перенос металла. На. размер капель значительное влияние оказывает сила тока. С ростом тока размер капель уменьшается. Это явление наблюдается при сварке под флюсом, покрытыми электродами, в углекислом газе, в одноатомных инертных газах.
При достижении определенных критических плотностей тока в случае сварки в аргоне и гелии начинается струйный перенос металла. В работе такое изменение характера переноса металла объясняется изменением соотношения диаметров столба дуги и электрода, вызывающего изменение направления электромагнитной силы. Влияние сварочного тока на размеры капель связывают также с силой поверхностного натяжения. С ростом тока повышается температура капель, снижается поверхностное натяжение, уменьшаются размеры капель.
Размер капель металла существенно зависит от диаметра электрода. При уменьшении диаметра электрода уменьшается площадь контакта капли с электродом, следовательно, уменьшается сила поверхностного натяжения. Это способствует мелкокапельному переносу. Значение критического тока, при котором электромагнитная сила начинает способствовать отрыву капель, также снижается.
Большое влияние на характер переноса металла и размеры капель оказывает состав защитной атмосферы. При сварке в гелии капли электродного металла более крупные, чем в аргоне. Особенно это заметно на прямой полярности. Добавка к аргону и гелию азота способствует укрупнению капли, повышению критического тока. Добавка кислорода, напротив, вызывает уменьшение критического тока и размера капель, что связано с различным влиянием этих газов на температуру капель, поверхностное натяжение и характеристики столба дуги.
При сварке в углекислом газе критический ток, по данным В. И. Дятлова , возникает при высоких плотностях и находится за пределами практически применяемых режимов сварки.
Плавление и перенос металла при сварке порошковой проволокой имеют специфические особенности. Основные закономерности этих процессов изложены ниже.
Особенности плавления порошковой проволоки. Характеристики дуги при сварке порошковой проволокой существенно зависят от состава сердечника. Последний , как указывалось выше, обладает низкой по сравнению с металлической оболочкой электропроводностью. По этой причине активное пятно дуги занимает не все сечение проволоки, а находится на оболочке или капле расплавленного металла. Оно, так же как и столб дуги, хаотично, с изменяющейся скоростью перемещается вокруг сердечника. Сердечник плавится за счет излучения дуги и конвективного теплообмена с расплавленным металлом и разогретыми газами.
В связи с этим при сварке порошковой проволокой плавление оболочки несколько опережает плавление сердечника (см. рис. 1). На рис. 27 приведена кинограмма , иллюстрирующая процесс образования, роста и отрыва одной капли при сварке порошковой проволокой трубчатой конструкции с рутилорганическим сердечником. Отставание процесса плавления сердечника от плавления оболочки нежелательное явление и вызывает ухудшение показателей сварки и снижение эффективности защиты металла от воздуха. Замедленное плавление сердечника затрудняет сварку короткой дугой, кроме того, частицы нерасплавившегося сердечника, попадая в сварочную ванну, засоряют металл шва шлаковыми включениями.
На соотношение скорости плавления оболочки и сердечника существенное влияние оказывают режим сварки ( сила тока и напряжение дуги), конструкция проволоки и ее состав.
Влияние режима сварки на плавление порошковой проволоки иллюстрируется рис. 28. На малом токе и напряжении дуги выступающая часть сердечника имеет форму, близкую к цилиндрической , длиной не более 2—3 мм. При увеличениии тока ее длина увеличивается и может достигать 4—6 мм. С ростом напряжения отставание плавления сердечника также увеличивается, но под воздействием тепла столба дуги его выступающая часть приооретает коническую форму.
Значительное влияние на характер плавления порошковой проволоки оказывает содержание металлических порошков в сердечнике. Чем больше содержится в сердечнике металлических порошков, тем меньше длина неоплавившейся части сердечника. На рис. 29 показаны концы двух порошковых проволок, отличающихся одна от другой содержанием железного порошка в сердечнике. Однако увеличение доли железного порошка и соответственное уменьшение количества неметаллических составляющих в сердечнике проволоки приводит к снижению эффективности защиты расплавленного металла.
Поэтому при разработке композиции сердечника количество защитных неметаллических материалов в нем устанавливают из условия обеспечения надежной защиты металла от воздуха и благоприятного соотношения скоростей плавления оболочки и сердечника.
О влиянии состава газошлакообразующей части сердечника проволоки на характер плавления говорят наблюдения за процессом сварки порошковыми проволоками, содержащими в сердечнике карбонаты кальция и натрия (мрамор и кальцинированную соду) или их смесь (при одинаковом суммарном количестве карбонатов в проволоке). Выход углекислого газа при полной диссоциации мрамора, согласно данным термогравиметрического анализа, составляет 41,1%, а при разложении кальцинированной соды — 40,6%, т. е. общее количество выделившегося при плавлении проволоки углекислого газа примерно одинаково. Из сравнения кинокадров (рис. 30), иллюстрирующих плавление двух проволок, содержащих в одном случае мрамор, а в другом — мрамор и соду, видно, что более благоприятным плавлением обладает проволока, содержащая смесь карбонатов. Объяснение этим явлениям можно найти, если обратиться к процессам, происходящим при нагревании смесей порошков, содержащих карбонаты. В параграфе 2 было показано, что в смесях, содержащих один из карбонатов (мрамор или соду), выделение углекислого газа происходит в сравнительно узком диапазоне температур. Наличие соды в смеси приводит к раннему образованию шлакового расплава. В смеси порошков мрамора и соды выделение углекислого газа равномерно в широком диапазоне температур и также сопровождается ранним образованием расплава.
Равномерное плавление сердечника и оболочки достигается также применением легкоплавких шлаковых систем эвтектического состава или введением плавней, например фтористого кальция .
В состав проволок, применяющихся для сварки в углекислом газе, нет необходимости вводить газообразующие материалы, поскольку надежная защита расплавленного металла обеспечивается защитным газом. Отсутствие в проволоке карбонатов и других газообразующих материалов упрощает задачу создания композиции сердечника, обеспечивающего благоприятное плавление, перенос металла и минимальное его разбрызгивание.
В некоторых случаях при создании самозащитных проволок не удается изменением состава сердечника получить равномерное плавление с сохранением хороших защитных свойств.
Для получения благоприятного плавления проволоки необходимо улучшить условия подвода тепла к частицам порошкообразного сердечника, уменьшить толщину слоя материала с низкой теплопроводностью. Наиболее полно удовлетворяет этим условиям двухслойная конструкция проволоки (см. рис. 4, я). В проволоке такой конструкции для достижения равномерного плавления сердечника и оболочки слои сердечника разделены между собой двумя слоями ленты, представляющей собой одно целое с оболочкой проволоки. Благодаря такому выполнению проволоки имеется возможность ввести внутрь оболочки большое количество металлической составляющей, а возможность размещения двух различных шихт в сформированных полостях облегчает создание надежной защиты металла атмосферы воздуха.
Компоновка сердечника проволоки двухслойной конструкции также влияет на характер плавления и переноса металла. Расположение всех металлических порошков сердечника проволоки во внутренней полости таково, что капля формируется преимущественно в нейтральной части сечения проволоки (рис. 31). Выделение газов из этой части невелико, поэтому создаются условия, приближающие проволоку к покрытому электроду, когда втулка покрытия создает защитный барьер для оплавляющегося в центре металла.
Все рассмотренные пути улучшения характера плавления порошковой проволоки в большей или меньшей степени использованы при разработке промышленных марок порошковой проволоки.
Перенос электродного металла при сварке порошковой проволокой. Оценку характеристики переноса металла при сварке порошковой проволокой производят обычно по следующим основным показателям:
— масса жидкого металла, остающегося на торце проволоки после отрыва капли.
показывает, в течение какого промежутка
представляет усредненное время существования переходящей капли с массой т .
— время перелета капли через дуговой промежуток.
Параметры переноса металла изменяются в значительных пределах в зависимости от режима сварки, состава сердечника и других факторов.
Ниже приведены некоторые экспериментальные данные по переносу металла, полученные при сварке самозащитными порошковыми проволоками рутил-органического и карбонатно-флюоритного типов.
Влияние режима сварки на массу капель при расплавлении проволоки с рутил-органическим сердечником иллюстрируется данными, приведенными в табл , 3. Масса капель условно разделена на три группы: мелкие — до 50 мг; средние—от 50 до 150 мг; крупные — свыше 150 мг. Доля каждой группы выражена в процентах. При малом токе основную долю составляют крупные капли. С увеличением тока увеличивается доля капель средних размеров за счет уменьшения крупных. Количество мелких капель изменяется незначительно. При малом напряжении основную долю переходящих капель составляют капли массой 50—150 мг. При увеличении напряжения масса капель уменьшается.
32 (эти данные и все последующие представляют средние значения из 3—5 опытов). С ростом тока в интервале 180—460 а наблюдается уменьшение времени между переходами и увеличение частоты переходов. Средняя масса капель уменьшается незначительно.
, возрастает п. Масса отрывающихся капель также уменьшается.
Характер переноса металла зависит также от плотности тока. Показатели переноса, полученные при сварке проволокой диаметрами 2,0; 2,5 и 2,8 мм с рутил-органическим сердечником, показаны на рис. 34. При постоянной силе тока (250 а) с ростом плотности тока размеры капель уменьшаются. Это связано прежде
всего с увеличением температуры капель. Действительно, при сварке проволокой диаметром 2,8 мм температура капель в среднем равна 2100° С , при сварке проволокой диаметром 2,0 мм при той же силе тока она составляет 2600° С (см. параграф 4). Отрыву капель при уменьшении диаметра проволоки может в какой-то мере способствовать уменьшение поверхности контакта капли с оболочкой и сердечником проволоки.
Проволока двухслойной конструкции, в которой все металлические порошки расположены во внутренней полости, характеризуется переносом более крупных (по сравнению с трубчатой конструкцией) капель, поскольку капля формируется, как это отмечалось выше, в центральной части сердечника и площадь контакта жидкой капли с проволокой больше.
достигает 300—400° С. Нагрев до такой температуры органических газообразующих составляющих (крахмала, целлюлозы) приводит к диссоциации их еще до попадания в зону плавления. Защита металла ухудшается, содержание кислорода и азота в металле шва повышается (рис. 36), размеры капель уменьшаются.
При сварке проволокой карбонатно-флюоритного типа увеличение вылета не оказывает существенного влияния на перенос металла, поскольку нагрев проволоки на вылете в меньшей степени сказывается на ее защитных свойствах (диссоциация газообразующих материалов — мрамора, соды, магнезита — происходит при
более высокой температуре). На связь окислительного потенциала проволоки и размеров капель указывают также данные, приведенные в табл. 4. Проволока, не содержащая крахмала, характеризуется мелкокапельным переносом, а наплавленный металл—повышенным содержанием кислорода. Введение в проволоку крахмала способствует укрупнению капель, содержание
кислорода в металле, благодаря улучшению газовой защиты уменьшается. Однако увеличение размеров капель наблюдается только до определенного содержания крахмала. Если оно более 2%, размер капель уменьшается.
Это явление вызвано интенсивным выделением из сердечника газов, приводящим к дроблению капель.
Повышение окислительного потенциала проволоки за счет введения в сердечник богатых кислородом материалов также способствует мелкокапельному переносу металла. По данным, приведенным на рис. 37, с увеличением содержания в проволоке хромпика время между переходами капель и их масса уменьшаются, частота отрыва капель увеличивается.
Введение в проволоку карбонатно-флюоритного типа раскислителей и легирующих способствует укрупнению капель (рис. 38, 39, 40), что связано с увеличением силы поверхностного натяжения, обусловленного более глубокой раскисленностью металла. Это подтверждается результатами газового анализа металла, наплавленного проволоками с различной степенью легирования (рис. 41).
Изменение газо-шлакообразующей части сердечника при постоянном окислительном потенциале проволоки незначительно сказывается на величинах тср , Л И /71ср.
Таким образом, характер плавления проволоки и переноса металла в сварочную ванну определяется составом сердечника, в первую очередь его окислительным потенциалом, конструкцией проволоки и режимом сварки.
Читайте также: