Прибор для цинкования металла
Обновлено: 13.05.2024

Ранее красил я арки алкидныи грунами и красками. Передние арки были не очень ржавые.
Метал зачистить удалось идеально (без раковин). Красил из балончиков. Три года держится.
Проблем нет. А вот задние арки заржавели сильно. Зачистить идеально не удается.
Раковины с ржавчиной остаются. Под лупой их хорошо видно. Максимум через год
вспучивается краска. Цинкарь, преобразователь ржавчины особо не помогает.
Достоинства этого (по моему мнению)
1-Дешево
2-Технология относительно несложная. Легко осуществить в гаражных условиях.
3-Надежно Если не поленится и вытравить все ржавчину, далее зацинковать — ржавчина не появляется
очень долго.
4-Цинковать можно в любую погоду. Дождь, влажно, пасмурно и тп. Зимой в морозы конечно не получится.
Недостатки
1- Трудоемко особенно для больших поверхностей. Трудоемко загрунтовать например весь
капот. Хотя и такое видел. Для небольших зон — то что надо.
2- Достаточно долго идет процесс травления ржавчины. Частично эту проблему решил
чередованием механической очистки и травлением.
Процес предполагает два этапа. 1 этап самый сложный -травление. 2 этап цинкование.
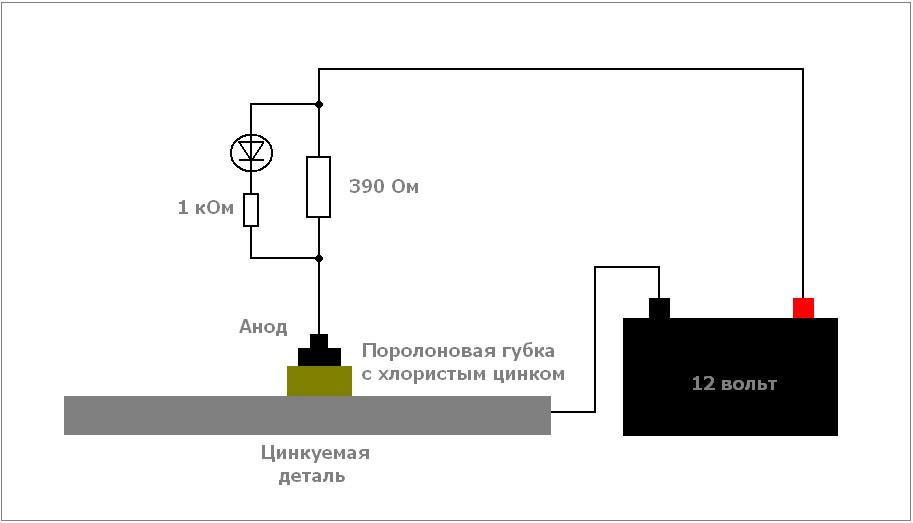
Электрическая схема одна и таже. Минус акумулятора через лампу соединяем на кузов
автомобиля. Минус на кузов. Плюс на электрод. Растворы, лампы и электроды разные для каждого этапа.
Вместо аккумулятора можно использовать зарядное устройство.
Лампу используем, во первых для предотвращения короткого замыкания. Во вторых для
ограничения тока. По яркости лампы также можно определять примерно величину тока.
При травлении ток чем больше тем быстрее. А вот при цинковании более 1 ампера ток не
желателен. Иначе цинк ложится быстро, хлопьями. Слой получается рыхлый.
Электроды обматываем тряпкой, так чтобы между кузовом и электродом не было КЗ.


Материалы для первого этапа травление кальцинированой содой.
Раствор: Кальцинированая сода. Продается во всех хозяйственных магазинах.
16 рублей 500 грамм Ложки на стакан воды хватает. Растворяется не очень хорошо.
Примерный расход 100 грам раствора на 5 квадраных сантиметров
Раствора больше мимо льется чем используется в реакции.
Видел на сайте, что в качестве раствора использовали "Крот".
Электрод: Нержавеющая сталь Я взял нержавеющую ложку. В принципе можно использовать
обычную сталь.
Лампа: Н4 50 W Максимальный расчетный ток 5 ампер. Можно в принципе взять что то помощней на 10 ампер
Процесс пойде быстрее.
Материалы для второго этапа цинкование
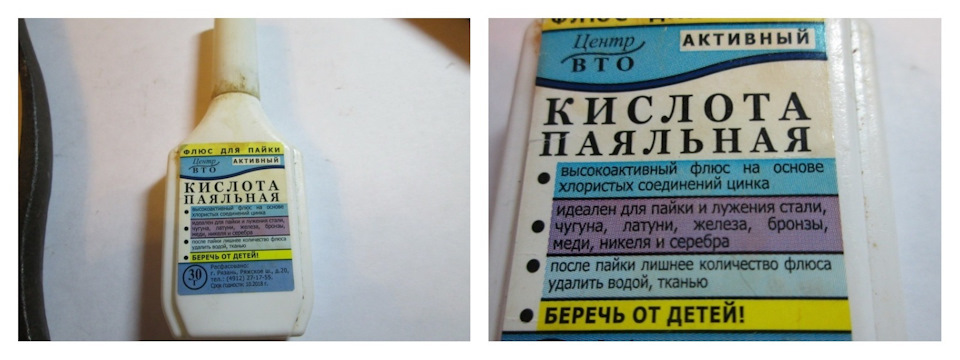
Раствор: Паяльная кислона. Продается там где продают паяльники. 50 мл 30 руб.
50 мл хватит по моему опыту на 10 кв см И даже больше. Смотря как лить.
Видел на сайте, что в качестве раствора используют цинкарь.
Можно использовать травленную цинком соляную или серную кислоту.
Лутше соляную.
Электрод: Цинк. Где взять? Я брал из старых использованых солевых батареек.
Как понять что батарейки солевая (Корпус цинковый)
==САМЫЙ ПРОСТОЙ СПОСОБ Солевая батарека (цинковый корпус) не магнитятся Проверить магнитои можно
==По обозначению на батарейке
Первая буква
Если "L", то перед вами щелочная батарейка,
если "S" — то серебряно-цинковая,
если "С" — то литиевая,
если этой буквы нет — то солевая.
Вторя буква (а может получится первая о буква)
"R" — обозначает цилиндрическую форму элемента,
"F" — плоскую.
Если перед буквенным обозначением стоит цифра, то она обозначает количество параллельно соединенных
элементов в батарее.
Например, 6F22 обозначает солевую батарейку типа "Крона", состоящую их шести 1,5-вольтовых элементов.
Число в конце строки обозначает размеры элемента, а конкретнее — его радиус.
==Температура плавления цинка 474 градуса Если отрезать стружку от корпуса батарейки
и нагреть зажигалкой -расплавится
==Цинк мягче стали Режется обычными канцелярскими ножницами
Лампа: Р21 Максимальный расчетный ток 1.75 ампер.
Далее описываю сами процесы травления и цинкования.
Очишаем механически краску и ржавчину.
Технология травления ржавчины
Макаем конец электрода с тряпкой (нержавеющую ложку) в растворе кальцинированой соде и водим
по кузову. Можно просто держать на одном месте. Можно бильевой прищепкой прижать к кузову и
только подливат на тряпку раствор.
ВАЖНО! Для ускорения процесса необходимо чередовать процесс травления и механической очистки
грязи (ржавчины и продуктов разложения ржавчины).
И так травим от 10 секунд до 1 минуты (Можно и больше)
Далее дрелью с диском-карчеикой механически затиреем протравленое место. До этого раствор с поверхности
не вытираем.
На поверхности появляется размазаная гряью. Ее стираем чистой тряпкой.
Повторяем этот процес. Обычно не более десяти раз. Смотря какая глубина раковин.

С каждым разом грязи становится все меньше и меньше. Когда эта гряз не появляется процесс заканчиваем.
Отсутсвие грязи говорит о том что либо ржавчину все сьело. Либо она так глубоко в раковинах что от
туда она не вымывается. В любом случае далее травить практически бесполезно.
В конце промываю струей воды все поверхность. Обеэжириваю.
Технология цынкования
Подключаю лампу Р21
Беру электрод из цинка. Смачиваю трябку прямо из тюбика пяльной кислотой.
И вожу по поверхности. Важно! Останавливать на месте электрод не льзя. Иначе волосья тряпки
прилипают к поверхности. Цынкуется быстро. Около минуты на 1 кв см
Далее нетрализую кислоту раствором пишевой соды. Кисточкой намазываю. Шипит.
После смываю струей воды.
Все! Далее можно переходить к покраске.

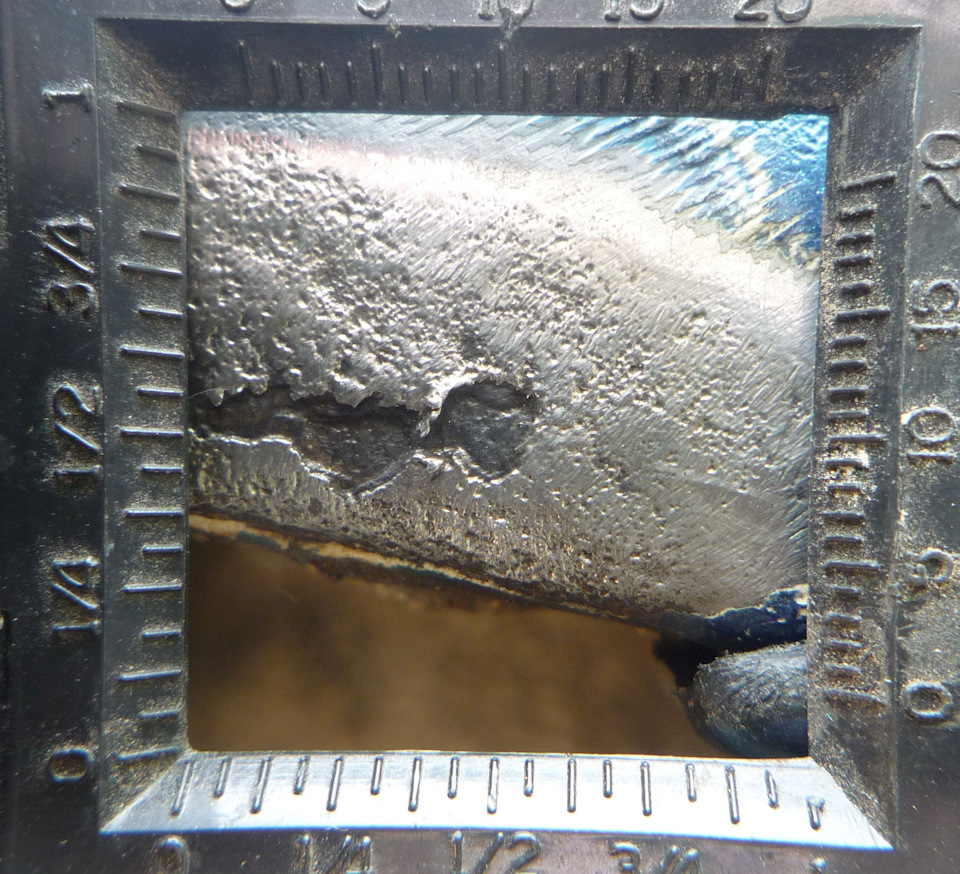
На фотке неворуженным взглядом все выглядит достаточно прилично, по сравнению с тем что было.
Но если под лупой посмотреть наиболе ржавое место справо видим что остались незацикованные раковины.
Надо было мне потравить подольше. Лоханулся. Можно попробовать травить уже оцинкованную повержность.
Кальцинированая сода не трогает не железо не цинк.
Я понимаю что вариант безнадежный. Арку надо переваривать. Но для экперименов она подошла.
Через год или два переварю.
Я сейчас наверное просто реактивном грунтом покрою.
Другие примеры
Травил я багажник, местами. Жаль, фоток не делал. Были раковины глубже. Все вытравилось.
Там сквозных дыр не было. Только поверхность заржавела. Можно поверить на слово.
В процессе, во круг меня ходили любопытные. Одному любопытному, по его просьбе зацинковал
небольшое пятно на кузове. Грунтом и краской не покрывали. За месяц, а у нас дожди, ржавчина
не появилась. Но не занцинкованых раковон под лупой у него не было. Тщательней протравили.
Будут фотки других примеров. Догружу их.
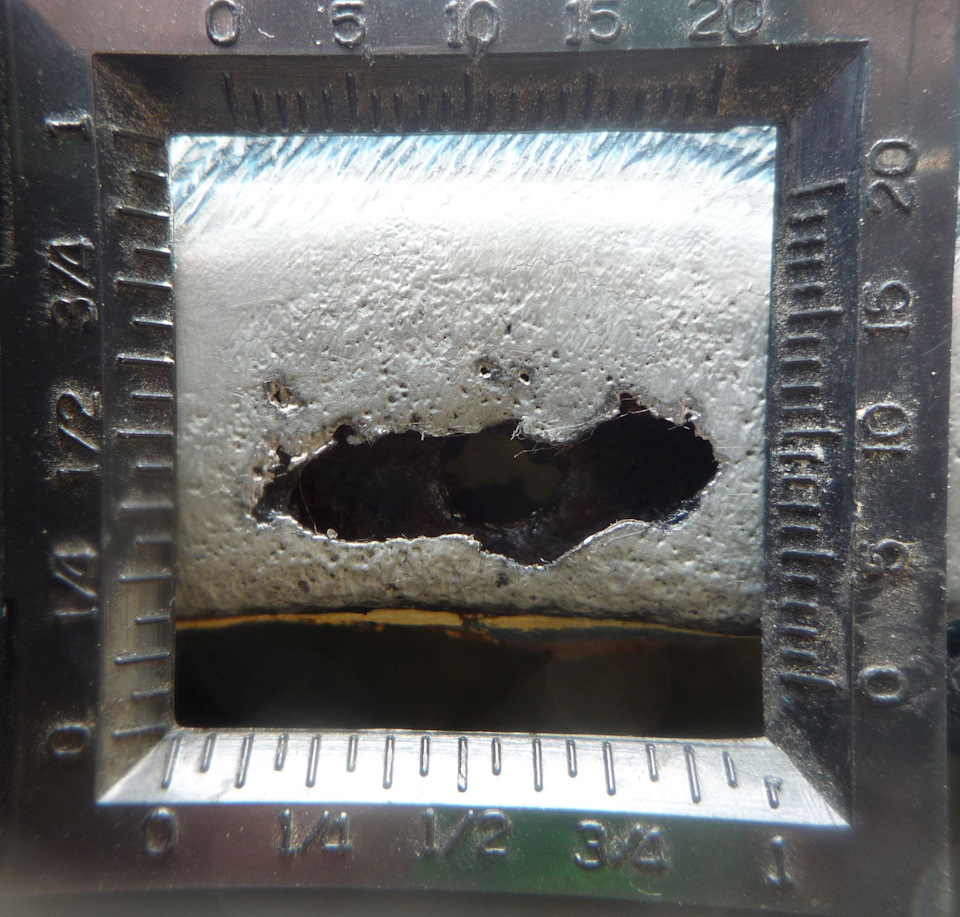
2016-06-18 18:13 Двери кусок зацинковал. Покрыл реактивным грунтом

На этот раз вытравиль хорошо

2018_05_15 Правая задняя арка.
Цинкование и пассивация в домашних условиях.

Все началось с ручек для ЗИЛ 4104. Об изготовлении ручек можно почитать в одном из предыдущих постов. Изначально я думал отдать их в оцинковку на производство, но покурив интернеты решил сделать самостоятельно.

Процесс нанесения цинкового покрытия своими руками в целом не сложен. Большинство информации в сети связано с нанесением цинка с корпуса батарейки на участок кузова автомобиля. Но мне это не подходит, так как надо оцинковывать разные небольшие детали целиком. И потом придавать им переливчатый золотисто-зеленый оттенок.
Будем рассматривать электро-химический метод. Он самый простой и доступный для каждого. В результате гальванического процесса в растворе электролита цинк тонким слоем осаждается на поверхности детали. Вот и все. Шучу, не все)
Для самого простого цинкования потребуется.
1. Электролит для АКБ из магазина. То есть раствор серной кислоты.
2. Сульфат цинка порошковый или
3. Паяльная кислота (продается в магазинах радиолюбителей).
4. Дистиллированная вода.
5. Цинковый анод (кусок чистого цинка).
6. Блок питания 12 вольт с возможностью ограничения тока (например зарядное устройство для АКБ.
Для качественной оцинковки необходима качественная очистка поверхности детали от любых загрязнений.
Лучше всего делать пескостуйную обработку. Можно чистить болгаркой. Или вытравливать сначала в щелочи, потом в кислоте. Можно применять гальваническое травление.
При гальваническом травлении не играет большой роли где будет анод а где катод. На аноде в результате реакции выделяется водород, на катоде кислород. Водорода выделяется в 2 раза больше, поэтому анод пузырится сильнее. Заводораживание металла увеличивает его хрупкость, поэтому данный метод очистки не рекомендуют для металлов с высоким классом прочности (пружины там всякие и болты повышенной прочности).
Вобщем суть в том чтоб в процессе очистки удалить с металла все загрязнения.
Спецы рекомендуют сначала травление в щелочи, потом гальваническое кислотное травление, потом активация поверхности в кислотном растворе. Все с проежуточными промывками в воде.
Я очищаю детали механически, потом травление в акумуляторном электролите, промывка в воде, потом снова мехобработка, активация в кислоте и собственно оцинковка.
Если для оцинковки используется сульфат цинка, то его надо растворить в дистиллированной воде в соотношении 200гр на литр воды. Размешать до полного растворения.
Если используется паяльная кислота то она просто наливается в емкость и все.

Этот метод подойдет для защитной оцинковки деталей. Если нужна эстетика то надо использовать специальную химию. Об этом дальше.
Для получения блестящего цинкового покрытия с последующей радужной пассивацией процесс выглядит так.
1. Очистка поверхности детали (механическая, травление в растворе серной кислоты с промежуточными промывками).

2. После очистки детали на несколько секунд погружаем деталь в раствор серной кислоты (электролит для АКБ из магазина), потом промываем водой. Работать в перчатках и чистой детали руками не касаться во избежание загрязнения поверхности и ожогов кожи кислотой! Желательно работать в респираторе чтоб не дышать продуктами реакций.
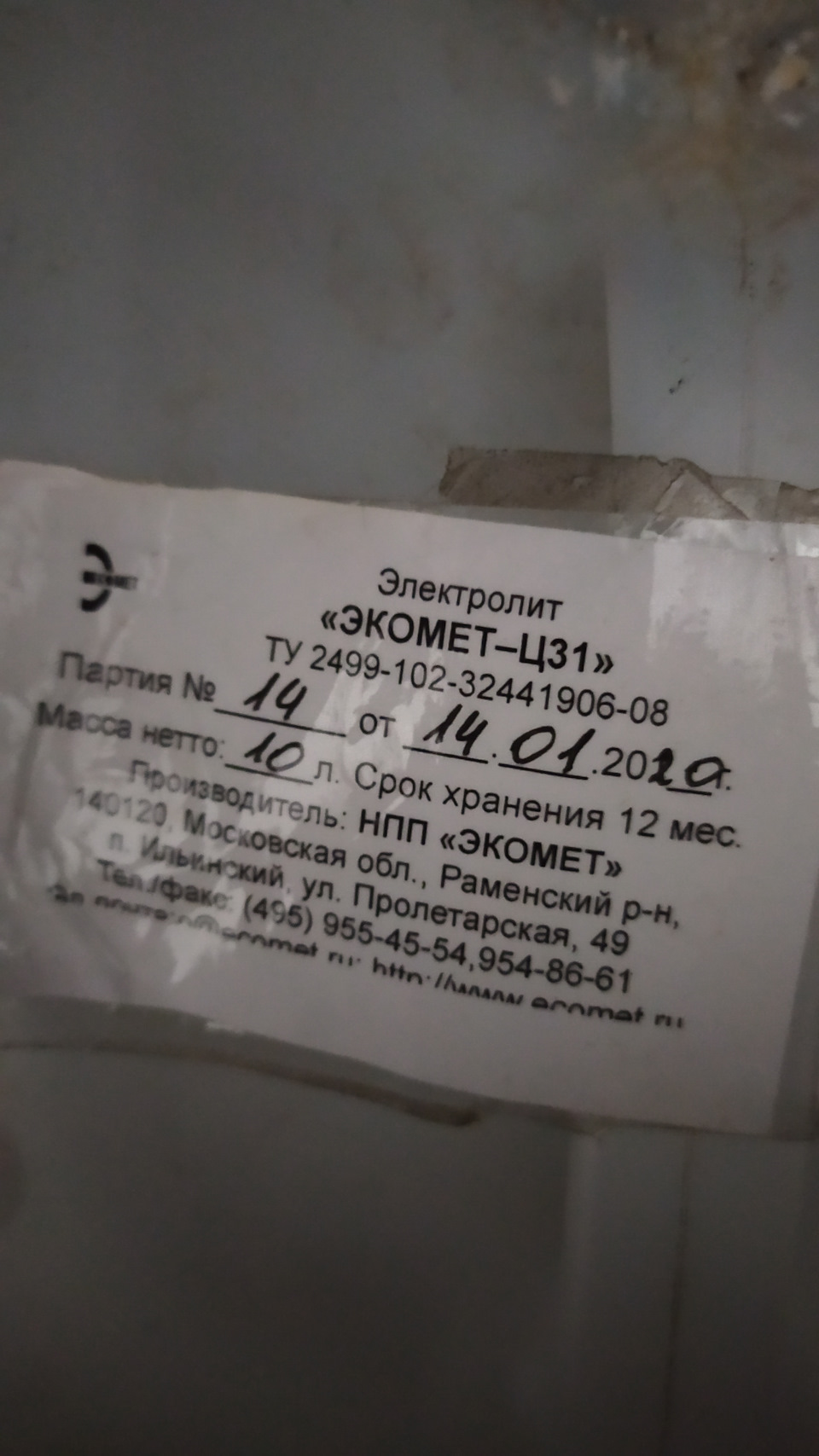
3. Для блестящего цинкования я использую щелочной электролит "экомет-ц31". Он дает отличное блестящее покрытие.
Вешаем деталь на катод (-) и погружаем полностью в электролит. На аноде (+) кусок цинка. По напряжению и току выше написано. Цинк ложится быстрее со стороны расположения анода, так что деталь надо периодически поворачивать разными сторонами к аноду. Нанесение по времени так же занимает 2-10 минут. Не спешите и не давайте большой ток!
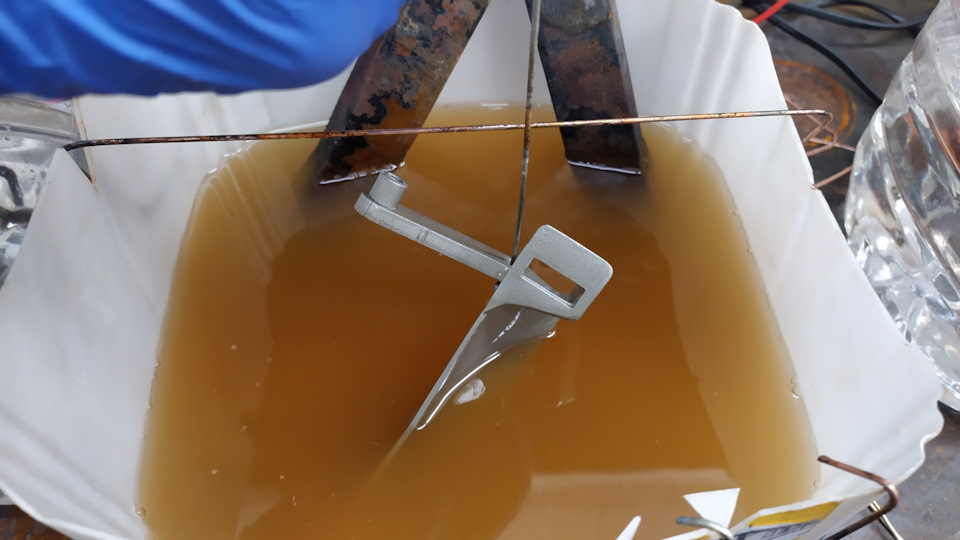
4. После того как деталь оцинкуется ее необходимо промыть в воде. В итоге мы имеем хорошо выглядящую блестящую детать с устойчивым антикоррозийным покрытием.

Для увеличения устойчивости покрытия и придания ему эстетичного вида можно сделать пассивацию.
Пассивация это тоже что активация, только наоборот. Пассивация это процесс создания устойчивой оксидной пленки на поверхности детали.
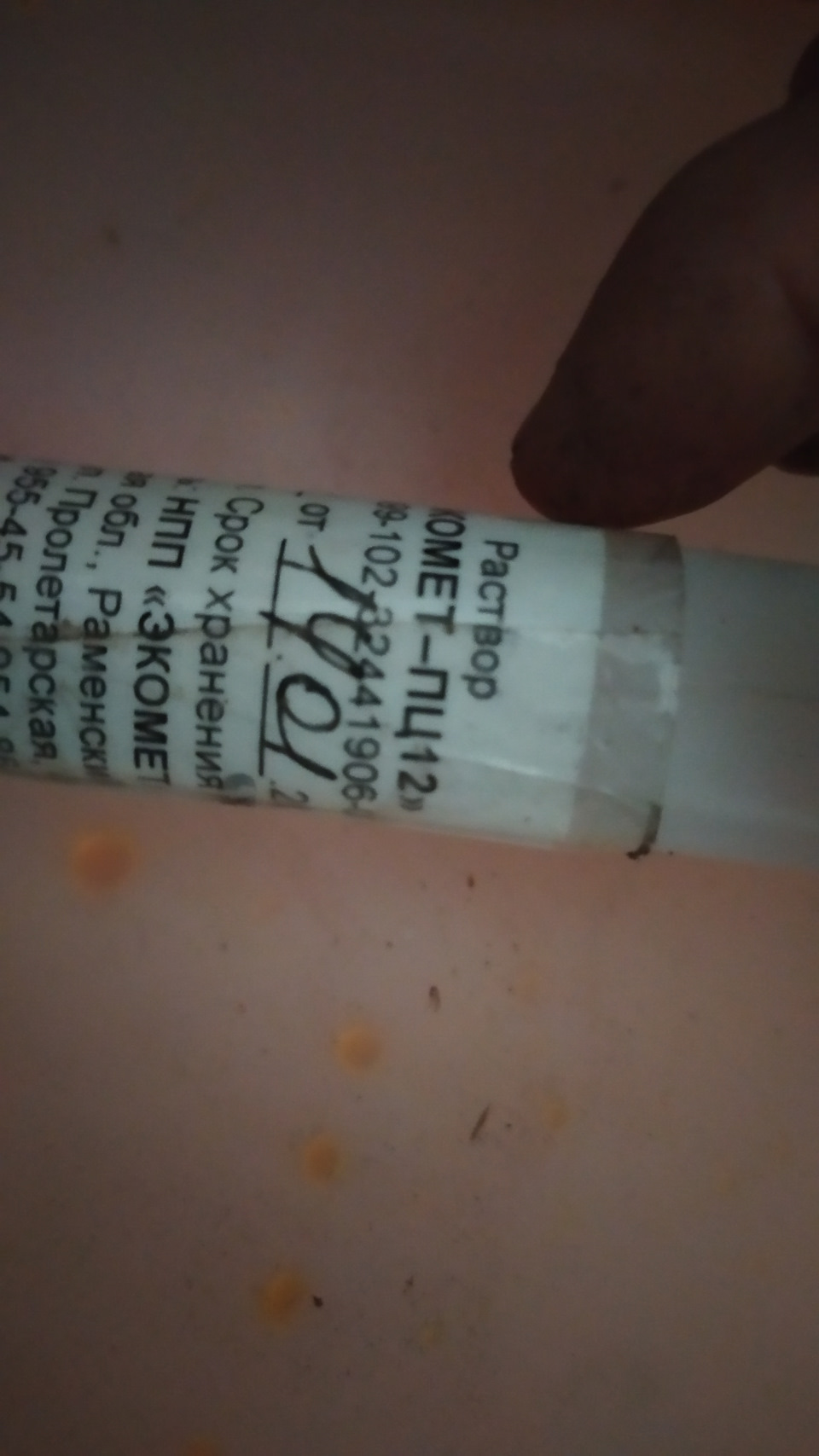
Для этого я использую состав "экомет — пц12". Этот состав дает радужную пассивацию. Деталь приобретает золотисто зеленоватый оттенок с переливами.
Сразу после оцинковки и промывки детали она погружается в состав для пассивации. Я держу ее там 10-15 секунд, после чего снова промывка в воде и горячая сушка феном.

Сушку надо выполнять аккуратно, фен держать на расстоянии и понемногу прогревать детать, визуально контролируя проявление радужности. Если перегреть локально, пассивация будет отлетать с поверхности.
Изготовление приспособления для оцинковки локальных повреждений (сколов) кузова.

Наступила весна, пора заняться кузовом. Прошлый хозяин местами был разгильдяй, хорошо хоть не довел до глобальной ржавчины машину. Почитал здесь, почитал в интернете и остановился на электрохимической локальной оцинковке перед покраской. Ее смысл очень прост, с цинковой пластины через пористый разделитель, пропитанной кислотой, под действием тока цинк осаживается на металл. На ремонтируемый участок подаем минус на цинковую пластину плюс. Все просто, но сам не разу не пробовал, по сему буду пробовать :-)
Для начала добуду чистый цинк. Для этого берем самую дешевую батарейку, солевую батарейку, не алкалиновую, именно в них стаканчик из цинка. Кусачками, зацепившись за шов, отрываем по кругу полосу и снимаем жестяной корпус.

Далее снимаем пластиковые изоляторы, и выковыриваем отверткой начинку. Выковыривается она легко, она мягкая.

И получаем в итоге стаканчик из чистого цинка.

На глаз стаканчик цинковый, но надо проверить. Так как температура плавления у него маленькая, всего лишь 420 гр. То я откусил кусочек и чуть чуть погрел горелкой, он сразу расплавился. Значит цинк :-)

Ну теперь можно приступить к сборке приспособления для электрохимической оцинковки. Так как у меня сколы есть даже на крышке багажника то я взял провод по длинней, пяти метровый. Что б можно было достать до любого участка кузова. На кузове минус по умолчанию, а на проводе с цинком у меня будет плюс.

Провод взял какой был под ругой 2х0.75, соединил жили в параллель и залудил, стаканчик цинковый тоже залудил.

Припаял провод к стаканчику.
Другой конец провода припаял к крокодилу, который буду подключать к + АКБ.

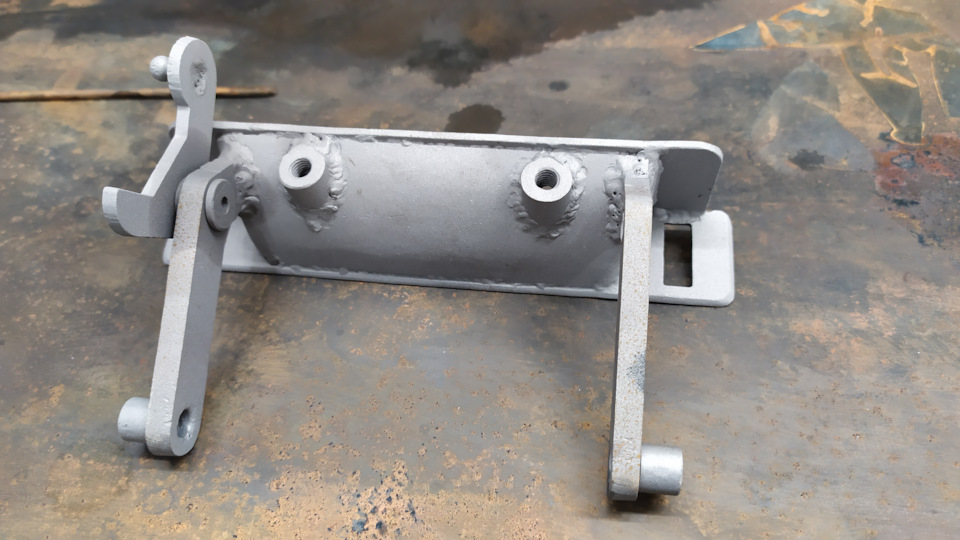
Вот такое приспособление у меня вышло. Стаканчик, кроме рабочей зоны, тщательно заизолировал от случайного замыкания на массу. Простенько и со вкусом :-))

Теперь надо испытать все это в действии. В качестве разделителя буду использовать ватный диск, у жены подрезал :-)
Плотно прикрепляю его к плоскости стаканчика и фиксирую изолентой. Быстро и удобно менять.

Пропитываю вот такой паяльной кислотой. Обратите внимание на состав.
Для эксперимента взял древние чуть заржавевшие пассатижи. Блок питания взял 12V 5A.
С помощью маленького крокодильчика минус подал на пассатижи.

И начал цинковать методом поглаживания :-) Через несколько минут образовался плотный и симпатичный слой цинка.

Слой очень качественный и твердый без намека на рыхлость, толщина тоже нормальная.
Проверил надфилем по границе, что б оценить качество оцинковки, все ок. Вот фото, правда не очень они передают состояние покрытия. но все же видно что эксперимент удачный.

Первый блин удался :-)

А вот тут я планирую применить это приспособление. Прошлый хозяин зачистил часть арки. Типа подготовил под покраску и забил, машину продал мне. Благо сгнить не успела, только легонький налет ржавчины появился. Вот буду возится в праздники. Краску уже заказал.
На этом пока все, результаты работы с аркой потом выложу.
Не гвоздя вам не жезла :-)
Цинкование металлоконструкций
Все технологические линии горячего цинкования производства компании БПМ-Технолоджис состоят из 3 участков: 1. Участок предварительной химической обработки; 2.
Доставка из г. Москва В наличии Новое
Самая современная, компактная и при этом достаточно производительная установка электродуговой металлизации на
Доставка из г. Набережные Челны В наличии Новое
ООО «Гальваника» Производство гальванического оборудования: гальванических линий, мини линий и т.д. Предлагаем Вам гальванические линии для: ВЫСОКО
Доставка из г. Саратов В наличии Новое
ООО «Гальсар» занимается производством, внедрением, установкой гальванических линий для нанесения гальванических покрытий: цинкование, кадмирование, твердое
ООО «Гальсар» занимается разработкой и производством гальванических ванн на заказ. Габаритные размеры, объем и форма гальванической ванны определяются
Доставка из г. Щербинка В наличии Новое
Для напыления антикоррозионных металлических покрытий из алюминия, цинка, меди и их сплавов. Проволока толщиной 1,6-2,5
Доставка из г. Екатеринбург В наличии Новое
Линии предназначены для производства из оцинкованной стали металлических кабеленесущих систем (кабельных, монтажных лотков и коробов). Кабельный короб
Доставка из г. Тамбов В наличии Новое
Предлагаем вашему вниманию стеклопластиковые гальванические ванны и гальванические вкладыши, которые могут служить альтернативной заменой
Технопарк РХТУ им Д.И. Менделеева выполняет полный спектр работ по проектированию гальванических линий машиностроительных предприятий. Технопарк РХТУ
Доставка из г. Санкт-Петербург В наличии Новое
для цинкования продукции как на подвеске, так и в
Доставка из г. Ижевск В наличии Новое
Продается рабочая линия цинкования (оцинковки), производительностью до 20 тонн в сутки. Линия гальваническая включает новые барабаны гальванические 35 кг. – 2 штуки,
Антикоррозийная защита необходима для продления срока службы изделий из металла: металлоконструкций, метизов и труб. Лучшей и самой надежной защитой изделий из
Доставка из г. Казань В наличии Новое
Проектирование, поставка, монтаж и пуско-наладка автоматических, механизированных и ручных гальванических линии и очистных сооружении согласно техническому
Оцинковка кузова своими руками: тестируем советский гаджет

Цинковое покрытие кузова всегда было для советских, а потом и российских автолюбителей натуральным фетишем и предметом культа. Машины с целиком или хотя бы частично оцинкованными кузовами ценились радикально выше своих «просто крашеных» собратьев, а те, кому не повезло, пытались наносить цинк на автомобильное железо самостоятельно… Сегодня мы попытаемся повторить этот “подвиг”.
Коррозия была вечным бичом автомобилей советской эпохи и первых десятилетий российского периода. Известный бородатый анекдот гласил: если заехать на Жигулях в глухой-глухой лес, выключить двигатель и замереть в тишине, то можно услышать, как машина гниёт. Посему такое восхищение вызывали у советских граждан первые иномарки, у которых сочетались оцинковка кузовных деталей, меньшая склонность железа к ржавлению самого по себе, а также более высокое качество грунтования, окраски и окрасочных материалов. Лучше всего, наверное, любовь и уважение к цинку демонстрировала история с автомобилем Иж-2126 «Ода», который в 90-е рекламировал на всю страну незабвенный Леонид Якубович. Именно многократно повторяемая по телевизору и в журналах волшебная мантра «оцинкованный кузов» позволила получить какую-никакую популярность и распространение этому, честно говоря, морально устаревшему ещё до постановки на конвейер автомобильчику… Впрочем, реклама, как обычно, обманула…
Когда же реклама честна и цинк – на кузове, а не на бумаге, наиболее эффективным методом покрытия в автопроме является «горячий» метод – протравленные в кислоте кузовные детали погружаются в ванну с расплавом цинка. Способ, по сути, аналогичен лужению, когда с помощью паяльника, припоя и кислоты стальные детали покрываются слоем оловянно-свинцового сплава. Несколько менее эффективен электролиз, при котором цинк на стали осаждается «на холодную» из цинкосодержащего электролита. Ну и самый ерундовый вариант, в котором больше от маркетинга, нежели от реального цинкования, – использование цинкосодержащих грунтов под слой краски. Лучше, чем ничего, но только в условиях, когда краска повреждена, но не до металла.
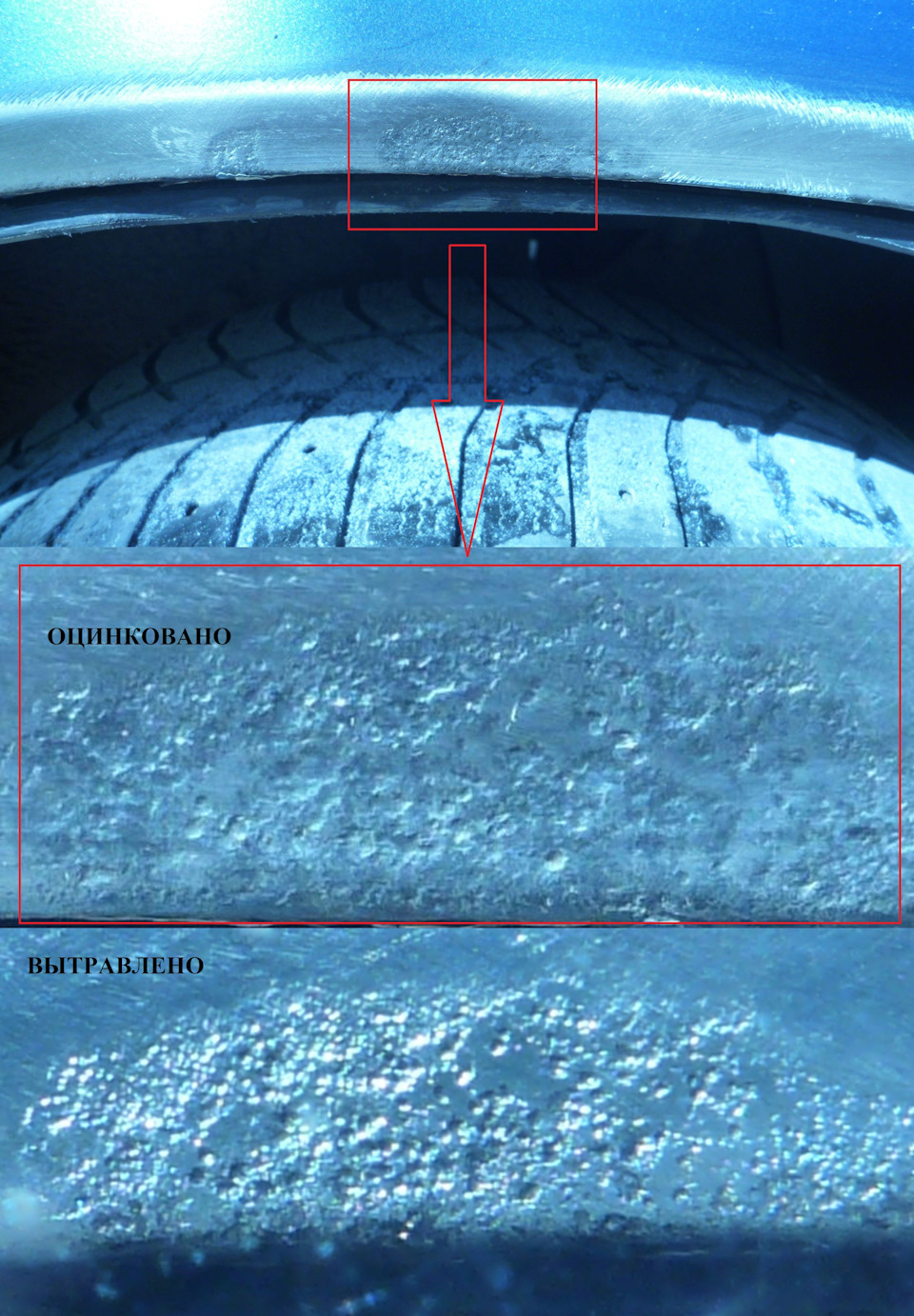
Покрытие стали тонким слоем цинка обеспечивает самую эффективную защиту от коррозии. Цинковый слой в процессе электрохимической реакции утрачивает свои электроны и медленно истончается, не позволяя ржавчине образовываться на стали. Впрочем, этот процесс до поры до времени пребывает в «спящем» состоянии и запускается только после того, как в результате механических повреждений металл обнажается из-под краски и начинает контактировать с влагой и воздухом. На фото видно, как под отслоившейся в результате контакта с бампером краской на переднем крыле цинк серым слоем надёжно защищает сталь, не давая возникать ржавчине.

…и наоборот, повреждения, под которыми оцинковки нет, выглядят куда более устрашающе, раздражают в процессе эксплуатации автомобиля и затрудняют последующую продажу.

Поскольку отечественные автозаводы цинкованием не заморачивались, мечтой многих советских автовладельцев в эпоху тотального дефицита на всё и вся были различные устройства и составы для цинкования металла «на коленке». Одним из таких являлся «Портативный цинкователь ПМЦ-1».

Согласно инструкции, прибор предназначался для электролизного покрытия цинком «небольших участков кузова автомобиля в местах повреждения лакокрасочного покрытия»:
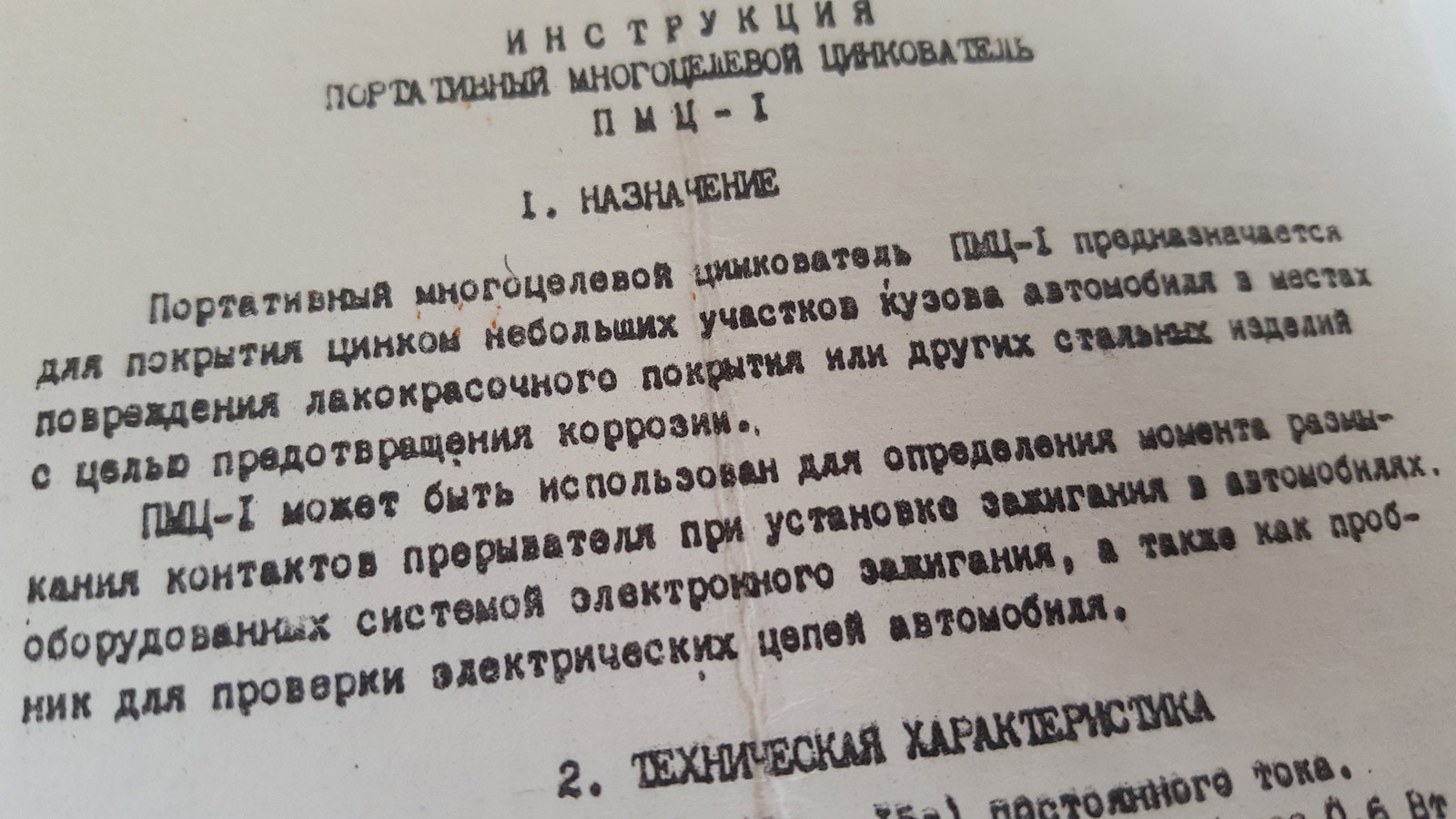
Сие курьёзное поделие кооператива «Декор» при московском заводе «Пищемаш» было выпущено в 1980 году, стоило 10 рублей (весьма недёшево!), и представляло собой натуральную кустарную самоделку. Цинкователь был сделан из… цангового полуавтоматического карандаша!

В комплекте с прибором шёл криминального вида полиэтиленовый пакетик с белым порошком – в нём содержался хлористый цинк. Его нужно было развести в 50 граммах воды, после чего окунуть в раствор поролоновый наконечник, пропитав его жидкостью, и начать натирать им деталь, подключив предварительно источник питания 12 вольт. Светодиод в торце карандаша светился, если сила прижима (а соответственно, и сила тока, обеспечивающего электролиз) была достаточной. При 7-минутной обработке зоны, равной по диаметру поролоновой губке, производитель обещал покрытие толщиной 10 мкм. При этом конструкция и схема цинкователя ПМЦ-1 представляла собой торжество примитивизма:
Разумеется, мы не могли не провести «ретротест» старинного устройства! Зачистив до блеска отрезок профильной трубы 20 х 40, близкой по своей склонности мгновенно ржаветь к кузовам Москвичей и Жигулей, оцинковали одну половину, а вторую оставили без защиты, после чего отправили железяку в соляной раствор. Простейшая конструкция оказалась вполне работоспособной – хотя из-за слабого тока цинковое покрытие создаётся очень медленно и, предположительно, даже более тонкое и хилое, нежели обещано инструкцией. Впрочем, надо думать, советские автолюбители были счастливы и такому гаджету…
Читайте также: