Применение лазерной резки металла
Обновлено: 04.10.2024
Лазерную резку используют для раскроя листовых материалов, чаще всего – металлов. Одно из ее главных отличий – возможность изготовления деталей со сложным контуром.
Принципы работы лазерной резки
Использование этого метода основано на тепловом воздействии лазерного излучения на материалы. При этом разрезаемый металл нагревается сначала до температуры плавления, а потом до температуры кипения, при которой он начинает испаряться. Лазерная резка испарением требует высоких энергозатрат, поэтому ее используют для работы с тонкими металлами.
Относительно толстые листы разрезают при температуре плавления. Чтобы облегчить этот процесс, в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Его задача – удалять из зоны резки расплавленный металл и продукты его сгорания, поддерживать горение металла и охлаждать прилегающие зоны. Наиболее эффективен для этого кислород. Он заметно увеличивает скорость и глубину резки.
Подробнее о процессе лазерной резки можно узнать из видео ниже:
Параметры резки разных металлов
Скорость резки зависит не только от мощности лазера и толщины металла, но и от его теплопроводности. Чем она выше, тем интенсивнее отводится тепло из зоны резки и тем более энергозатратным будет весь процесс. Так, если лазером мощностью 600 Вт можно легко разреза́ть черные металлы или титан, то алюминий или медь, обладающие высокой теплопроводностью, обрабатывать значительно сложнее. Средние параметры для работы с разными металлами выглядят следующим образом:
Виды лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды. Она является источником лазерного излучения.
- Источника энергии (системы накачки). Он создает условия, при которых начинается электромагнитное излучение.
- Оптического резонатора. Система зеркал, усиливающих лазерное излучение.
По типу рабочей среды лазеры для резки делят на три вида:
- Твердотельные. Их основным узлом является осветительная камера. В ней находятся источник энергии и твердое рабочее тело. Источником энергии служит мощная газоразрядная лампа-вспышка. В качестве рабочего тела используют стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. По торцам стержня устанавливают два зеркала: отражающее и полупрозрачное. Лазерный луч, излучаемый рабочим телом, многократно отражается внутри него, усиливается в ходе отражений и выходит через полупрозрачное зеркало.
К твердотельному виду относятся и волоконные лазеры. В них излучение усиливается в стекловолокне, а источником энергии служит полупроводниковый лазер.
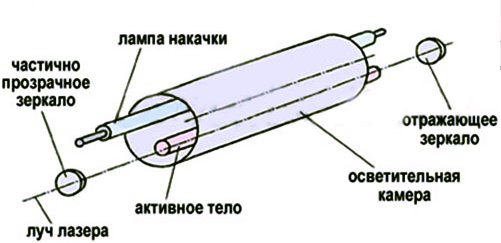
Так устроен твердотельный лазер
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.
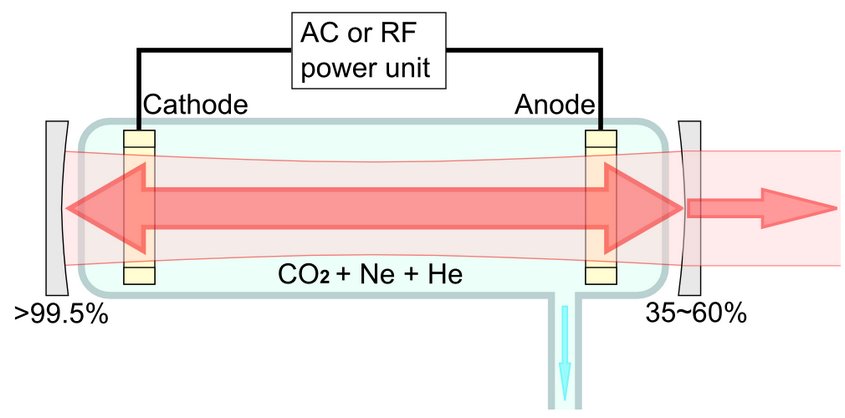
Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
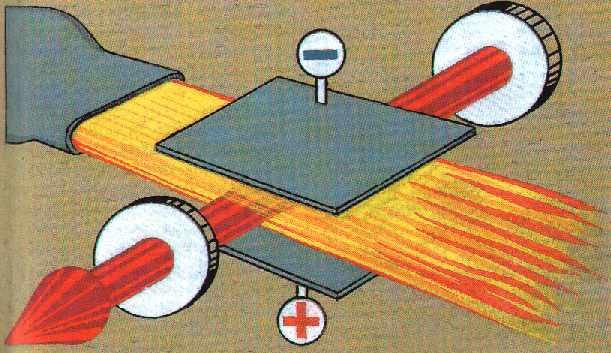
Схема работы газодинамического лазера
Преимущества и недостатки лазерной резки
Можно выделить следующие преимущества лазерной резки металлов:
- Нет механического контакта с поверхностью разрезаемого металла. Это делает возможным работу с легкодеформируемыми или хрупкими материалами.
- Можно разрезать металлы разной толщины. Сталь в пределах 0,2–30 мм, алюминиевые сплавы – 0,2–20 мм, медь и латунь – 0,2–15 мм.
- Высокая скорость резки.
- Возможность изготовления изделий с любой конфигурацией.
- Чистые кромки разрезаемого металла и низкое количество отходов.
- Высокая точность работы – до 0,1 мм.
- Экономный расход листового металла за счет более плотной раскладки деталей на листе.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Лазер для резки металла

Как известно, лазер для резки металла применяется так же часто, как и механические методы, но при этом он обеспечивает лучшее качество и точность реза, что и определяет популярность этого способа раскроя. Часто можно услышать, что данная технология уже вытеснила остальные и не имеет недостатков, но это не так.
Использование лазера хоть и востребовано, но имеет определенные ограничения. В нашей статье мы расскажем, какой используется лазер для раскроя металла, разберемся в плюсах и минусах данного метода и приведем требования к нему.
Суть лазерной резки металла
В процессе лазерной резки используется луч, генерируемый специальной установкой. Он характеризуется особыми свойствами, а именно: способностью фокусироваться на малой площади и обеспечивать энергию высокой плотности. Благодаря этому лазер вызывает активное разрушение любого материала плавлением, горением или испарением.
Если говорить точнее, то лазер для резки металла способен концентрировать на заготовке энергию плотностью в 108 Ватт на 1 см2. Подобный эффект обеспечивают следующие свойства луча:
- Монохроматичность, то есть постоянная длина и частота волны, что несвойственно, например, световым волнам. Поэтому лазерным лучом без труда можно управлять обычными оптическими линзами.
- Высокая направленность и малый угол расходимости, что требуется для высокой фокусировки.
- Когерентность, то есть полная согласованность большого количества волновых процессов, протекающих в луче. Кроме того, они вступают в резонанс между собой, из-за чего достигается многократное повышение общей мощности излучения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Под действием луча лазера для резки обрабатываемая область металла быстро нагревается и плавится. Зона плавления быстро распространяется вглубь материала, что объясняется сразу рядом факторов, например, теплопроводностью металла. Далее материал в месте контакта нагревается до температуры кипения, начинается его испарение.
Виды лазера для резки металла
Станок для резки металла лазером включает в себя такие основные части:
- рабочую среду, которая обеспечивает необходимое излучение;
- источник энергии или систему накачки, создающую условия для появления электромагнитного излучения;
- оптический резонатор, то есть систему зеркал, призванных усилить излучение.
С точки зрения рабочей среды выделяют:
Твердотельные лазеры
Главным узлом устройства является осветительная камера, в которой расположен источник энергии и твердое рабочее тело. В роли первого выступает мощная газоразрядная лампа-вспышка, а рабочее тело представляет собой стержень из неодимового стекла. Или в качестве материала стержня может применяться рубин, алюмо-иттриевый гранат, который был предварительно легирован неодимом, иттербием.

С торцов стержня находится пара зеркал, одно из которых является отражающим, а второе – полупрозрачным. Рабочее тело испускает луч, он многократно отражается внутри него, усиливаясь, и выходит сквозь полупрозрачное зеркало.
Также к твердотельным относятся волоконные лазеры для резки металла и прочих материалов. Их отличие от первого типа состоит в том, что они усиливают излучение при помощи стекловолокна, а за поступление энергии отвечает полупроводниковый лазер.
Проще всего понять, как работают подобные системы, на примере установки с гранатовым стержнем, в который в качестве легирующего компонента добавлен неодим. Ионы последнего выполняют функцию активных центров, поглощающих излучение газоразрядной лампы.
Они возбуждаются, то есть получают избыточную энергию, но потом приходят в исходное состояние, отдавая энергию как фотон или электромагнитное излучение, свет. Фотон оказывает влияние на другие возбужденные ионы, заставляя их также вернуться в первичное состояние, а реакция постепенно усиливается.
Под действием зеркал луч движется в определенном направлении. Фотоны вынуждены постоянно возвращаться в рабочее тело, что вызывает появление новых фотонов и увеличение излучения. В итоге достигается малая расходимость луча в сочетании с высокой концентрацией энергии.
Газовые лазеры
Здесь в качестве рабочего тела выступает углекислый газ в чистом виде либо в сочетании с азотом и гелием. Насос прокачивает газ через газоразрядную трубку, где тот возбуждается электрическими разрядами. Усилить излучение позволяют отражающее и полупрозрачное зеркала.

Есть разные конструкции газовых лазеров для резки металла: с продольной и поперечной прокачкой и щелевые.
Газодинамические лазеры
Газ со скоростью, превосходящей звуковую, проходит по суженному посередине каналу – его принято называть соплом Лаваля. Так газ резко расширяется и охлаждается, а его атомы приходят в обычное состояние, что сопровождается появлением излучения.
Преимущества и недостатки лазерной резки металла
Резка листового металла и иных материалов лазером позволяет:
- Раскраивать металлы различной толщины. Для меди этот показатель составляет 0,2–15 мм, для алюминия – 0,2–20 мм, для сталей – 0,2–20 мм, а для нержавеющей стали находится в пределах 50 мм.
- Обрабатывать хрупкие и легко поддающиеся деформации детали, что объясняется отсутствием контакта между инструментом и заготовкой.
- Производить изделия любой конфигурации, особенно с использованием ЧПУ для резки металла лазером. В этом случае мастеру нужно только загрузить в программу чертеж, после чего оборудование выполнит работу достаточно точно и без посторонней помощи.
- Проводить раскрой с высокой скоростью – если нужно изготовить небольшую партию, данный подход дает возможность отказаться от штамповки, литья.
- Снизить себестоимость готовых деталей, что позитивно отражается на конечной цене изделий. Эта особенность связана с минимальным количеством отходов и возможностью отказаться от дополнительной обработки кромок за счет получение аккуратного реза.
- Справляться со сложными задачами, так как резка лазером считается практически универсальной операцией.
Однако не стоит забывать о минусах данного метода. Одним из его основных недостатков являются значительные энергозатраты, из-за которых данный способ обработки является наиболее дорогостоящим.
Тем не менее, сопоставление лазерной резки и штамповки показывает, что первый подход является более экономичным, так как для второго нужно дополнительно изготовить оснастку.
Еще один недостаток использования лазера для резки металла кроется в небольшой толщине заготовок, которые могут обрабатываться этим методом – предельный показатель составляет 20 мм.
Нюансы резки лазером различных металлов
Как уже говорилось выше, лазерная резка имеет ограничения по толщине реза. И чем больше толщина листа, тем большие временные затраты требуются на его обработку. При этом ухудшается качество, ровность раскроя.

Применение лазера для резки предполагает такие особенности для разных металлов:
- Сталь 3 не деформируется, даже когда речь идет о тонких листах, ведь в процессе обработки отсутствует контакт с режущим инструментом, используется сфокусированный луч.
- Нержавеющая сталь является очень твердым металлом, поэтому посредством лазера удается значительно сократить временные затраты на раскрой в сравнении с механическим способом.
- Алюминий относится к достаточно мягким металлам, однако при его механической обработке невозможно обеспечить острую кромку – проблема решается при помощи лазерного метода.
- Медь входит в число дорогих материалов, поэтому основным преимуществом использования лазера является возможность сократить ее расход. Данный металл имеет сильные светоотражающие свойства, из-за чего приходится ограничивать толщину листа. В противном случае может быть испорчена режущая головка и есть риск проявления конусности. Специалисты рекомендуют раскраивать медные листы толщиной от 3 мм при помощи плазменной резки, ведь так обеспечивается оптимальная эффективность и качество.
- Латунь имеет свойства, практически полностью совпадающие с характеристиками меди, поэтому может обрабатываться лазером для резки металла при толщине листа до 3 мм. Луч быстро и без искажений раскраивает тонкие листы латуни, заготовки не деформируются, рез не имеет конусности, окалин.
- Черная/оцинкованная сталь разрезается лазером, если имеет толщину в пределах 20 мм. При превышении данного показателя значительно снижается энергоэффективность и качество работы.
- Нержавейка достаточно твердая, поэтому лазер выбирают для раскроя листов толщиной до 10 мм. Большая толщина негативно отражается на качестве края деталей.
- Алюминий режут лазером при толщине до 8 мм. Здесь также происходит снижение энергоэффективности при превышении указанной цифры, поскольку речь идет о тугоплавком металле.
- Медь и латунь обрабатывают этим методом, если толщина листа составляет до 3 мм. На скорости и качестве обработки отрицательно сказываются высокие светоотражающие свойства данных материалов.
- Оформление идеи.
- Подготовка художественного эскиза.
- Формирование технического макета модели.
- Изготовление тестовой детали.
- Проверка параметров, доработка, если она требуется.
- Запуск производства.
- масштаб чертежа 1:1;
- замкнутые контуры, будь то внешние или внутренние;
- CIRCLE, LINE, ARC используются в качестве команд для создания контуров;
- команды ELLIPSE, SPLINE не учитываются;
- наложение линий приводит к тому, что луч повторно проходит по одной траектории;
- в чертеже обязательно фиксируется число деталей и используемый материал;
- вся информация о чертеже содержится в одном файле.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- Разделение. Предполагает сквозную резку материала. Позволяет получать отдельные детали заданной конфигурации.
- Термораскалывание. В месте обработки лазер создает повышенное термическое напряжение. Подходит для работ с хрупкими материалами.
- Скрайбирование. Метод используется при работах с полупроводниками, керамикой, ситалловыми подложками. Обеспечивает их быстрое и качественное разделение.
- возможность обработки любых материалов: лазер разрезает лист стали, толщиной до 40 см;
- высокая автоматизация процесса, позволяющая получать контуры сложных пространственных форм;
- узкий рез, который обеспечивается локальным нагревом поверхности;
- отсутствие механического воздействия, что позволяет обрабатывать тонкие, хрупкие, легко деформируемые материалы;
- высокая производительность процесса: скорость резки около 25 м/мин;
- возможность точно контролировать температуру нагрева, что повышает качество работ;
- выполнение как плоской (2D), так и трехмерной 3D резки.
- марка стали;
- толщина изделия;
- мощность излучения лазера;
- требования к чистоте реза;
- газ, используемый в работе.
- Испарение.
- Плавление.
- Термораскалывание.
- Термохимическое воздействие.
- Поверхность поглощает луч, приводя к испарению материала в зоне обработки. В результате образуется парогазовый канал.
- Жидкий расплав скапливается на стенках каналов. Процесс аналогичен лазерной сварке с глубоким проплавлением.
- Расплав удаляется из зоны обработки при помощи выплеска, выдувания вспомогательным газом или фонтанирования.
- локальным нагревом, сопровождающегося образованием частичек с внутренней энергией, превышающей ту, которая активизирует химические реакции;
- поглощением фотонов молекулой с ее последующим диссоциированием до уровня вступления в реакцию с другой молекулой (температура среды практически не меняется);
- появлением радиационно-химических процессов с образованием ионов, возбужденных частиц и радикалов;
- макроскопическим разогревом поверхности.
- лазерный луч является единственным и универсальным инструментом оборудования. Он режет, гравирует, маркирует материалы и создает в них отверстия. Соответственно, исключаются дополнительные финансовые и трудозатраты на приобретение различных по форме и диаметру резаков и их переустановку;
- способность обрабатывать большое количество материалов, различных по плотности, твердости и толщине;
- точность позиционирования луча на плоскости имеет минимальные погрешности, которые невозможно различить на глаз, поэтому лазер является единственным инструментом, способным вырезать абсолютно идентичные прецизионные заготовки, причем, делать это на скорости, недоступной для любого другого типа оборудования;
- диаметр сфокусированного лазерного излучения меньше миллиметра, что позволяет с высокой степенью детализации вырезать им фигуры с контуром любой степени сложности, например, заготовки с острыми углами или вензельные узоры;
- практически полная безотходность при использовании листовых материалов, что обусловлено, малым диаметром луча и высокоточным позиционированием лазерного пятна на поверхности. Благодаря этим двум факторам большое количество заготовок можно разместить на листе впритык друг к другу с минимальным зазором или вообще без него;
- отсутствие дополнительных расходов на крепежные приспособления, так как луч обрабатывает материалы бесконтактно, и, соответственно, не оказывает механического воздействия, способного сместить поверхность для раскроя или заготовку;
- из предыдущего пункта вытекает еще один плюс лазерной обработки — это отсутствие физических повреждений поверхности как самим инструментом, так и различными зажимными устройствами, которые могут оставлять царапины или трещины. Сам же луч, несмотря на очень высокую температуру, не вызывает термических и прочих деформаций материалов и воздействует на них точечно, исключительно в зоне реза.
- металлообработка — лазерный луч используют в автомобильной и авиационной отрасли, судостроении, космическом и военно-промышленном комплексе для высокоточной резки металлов, создания в них отверстий и сварных работ. Благодаря своему диаметру и высокой температуре такой инструмент способен выполнять сложноконтурный раскрой в металлах любой твердости, включая создание острых углов, узких резов и тончайших перемычек (менее миллиметра шириной);
- деревообработка — речь идет преимущественно о выпуске всех видов мебельной продукции (спальни, кухни, шкафы-купе, мебель для учреждений и офисов, торговая, выставочная и т. д.). На лазерном станке режут все элементы корпуса и накладки. Также с его помощью изготавливают также паркетную доску, кроят рейки, делают штык-пазы, выпускают фанерные макеты, пазлы и конструкторы и т. д.;
- рекламная деятельность — еще одна область, в которой лазерные технологии используются очень активно. Это резка световых коробов, букв из акрила для наружного и внутреннего размещения, штендеров, ростовых фигур из фанеры, рекламных макетов из пенопласта, раскрой виниловой пленки, производство визиток и многое другое;
- легкая и обувная промышленность — лазерный луч является прекрасным инструментом для многослойной резки тонких материалов, поэтому в раскройных цехах ателье и швейных фабрик станки для лазерной резки можно встретить также часто, как и на автомобильных заводах. Устройства используют для создания лекал, выкроек и нанесения декоративной перфорации на элементы одежды и обуви. Выбор лазерного станка для обработки текстиля;
- сувенирно-подарочное производство — декоративная упаковка, открытки, календари, брелоки плоской формы, магниты и многое другое в большинстве случаев вырезается на лазерном станке, который позволяет выпускать большие объемы совершенно идентичной серийной продукции в кратчайшие сроки. Советы по выбору лазерного станка для обработки картона;
- изготовление штампов и печатей — продукция такого плана, выполненная при помощи лазерный технологий, считается одной из самых точных и долговечных, поэтому большинство печатей сегодня делают именно на станках, работающих по этому принципу;
- handmade — очень большой пласт изделий, создаваемых при помощи лазера. Сюда входят аппликации из ткани и нетканых материалов, подарочные и тематические фигурки из фанеры, картона, фетра, а также буквы из них, украшения и прочие изделия из кожи, поделки из акрила, изготовление кукольных домиков и т. д.
Обычно лазер используют для резки листов металла небольшой толщины, а также в случаях, когда необходимо сформировать геометрически правильные отверстия для точных соединений.
С обработкой листов толщиной свыше 3 мм отлично справляется плазменный станок, не теряя при этом скорости работы. По качеству реза он лишь немного уступает лазеру, но заготовки требуют дополнительной обработки. Под последней понимают, например, удаление окалины с кромки.
Современные станки для лазерной резки
Сегодня на рынке представлен большой выбор техники, осуществляющей раскрой лазером. Многокоординатное оборудование вытесняет шумные механические резаки с низким уровнем производительности.

Мощность конкретного лазера для резки металлов подбирается в соответствии с особенностями производства и экономическими требованиями.
Современные прецизионные станки с ЧПУ обладают точностью раскроя различных материалов до 0,005 мм и могут обрабатывать площадь до нескольких квадратных метров. Также подобное оборудование предполагает высокую автоматизацию производства, а значит, минимальное участие человека во всех процессах.
Для этого в программе задают необходимую геометрию детали. Далее системы настройки фокуса сами устанавливают расстояние, способное обеспечить самый эффективный раскрой.
Рекомендуем статьи
Теплообменники отвечают за регулировку температуры лазерной установки, а оператор получает только контрольные данные по актуальному состоянию всего устройства.
Лазерный станок имеет клапаны, при помощи которых подсоединяется газобаллонное оборудование для подачи вспомогательных газов к месту раскроя. Предусмотренная система дымоулавливания включает вытяжную вентиляцию лишь на время резки, сокращая таким образом затраты на работу этого компонента системы.
Зона раскроя защищена кожухом, что обеспечивает необходимый уровень безопасности персонала.
Вся работа мастера с лазером для резки металла состоит во введении необходимых характеристик, после чего ему остается только забрать готовое изделие. Производительность оборудования определяется параметрами станка, уровнем подготовки оператора, отвечающего за программный код.
Методика лазерной резки металлов может применяться на полностью роботизированных производствах, где персоналу не требуется заниматься тяжелым трудом.
Сегодня существуют как универсальные, так и специализированные лазерные станки. Первые имеют значительно более высокую цену, зато с их помощью удается проводить целый ряд операций, создавать детали сложной формы. Потребитель сам может выбирать модель, исходя из своих потребностей, ведь на рынке представлен богатый выбор предложений.
Подготовка макета для лазерной резки
Производство деталей с помощью лазера для резки металла предполагает выполнение таких этапов:
Создание технического макета требует особого внимания, поскольку точность выполнения работы на данном этапе определяет качество итогового изделия. Любые чертежи для дальнейших операций с применением лазера выполняются в «AutoCAD» или «CorelDraw», поскольку станки работают с форматами именно этих программ.
К макетам предъявляются такие требования:
Лазерная резка стали и цветных металлов сегодня очень популярна. Заказчики небольших партий изделий обращаются в профильные предприятия, ценя их способность быстро выдавать чистовые детали нестандартной формы.
Лазерные технологии нашли применение в декоративном творчестве, применяются для создания дизайнерских украшений, сувениров.
При выборе лазера в качестве инструмента для резки металла важно учитывать окупаемость оборудования, затраты на эксплуатацию. На данный момент подобные системы доступны преимущественно крупным предприятиям, имеющим большой производственный цикл.
Однако развитие технологий неизбежно приведет к снижению цены на станки и сокращению расхода электроэнергии. А значит, в будущем лазеры займут место прочих инструментов для раскроя разнообразных материалов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазерная резка
Лазерная резка – технология, получившая применение при обработке и разделении слоистых материалов, композитов, дерева, металла, горных пород, бумаги, полимерных пленок, керамики и пр. Она используется везде, где требуется высокая точность работ при минимальном механическом напряжении. Процесс лазерной резки предполагает быстрый локальный нагрев поверхности сфокусированным лучом лазера, вызывая плавление и испарение материала. Работы проводятся без механического контакта инструмента с обрабатываемым материалом. При этом создается высокая концентрация энергии, что позволяет обрабатывать изделия из материалов любой твердости. Также лазерной резкой сверлят отверстия, наносят риски, пазы, дорожки.

Лазерная резка: виды
К резке лазерным лучом относят несколько методов:
Первые две технологии относятся к процессам непрерывного действия. При скрайбировании зачастую применяют лазеры импульсного или импульсно-периодического типа.
Выбирая метод резки лазером, во внимание принимают вид обрабатываемого материала, его толщину, требуемый уровень качества.
К преимуществам резки лазером относят:
Технология нашла широкое применение при резке сложных контуров и мелких деталей, что также является ее преимуществом. К недостаткам лазерной резки можно отнести дорогую стоимость оборудования и высокое энергопотребление.
Параметры качества лазерной резки металлов
Система лазерной резки – это уникальная точность и высокое качество выполнения работ на высоких скоростях. Параметры процесса резки лазером зависят от следующих критериев:
Данные параметры нормируются. Зачастую место прожига выносится за пределы вектора резки в программе станка, наделенной повышенной гибкостью настроек. При неправильном подборе скорости процесса, некорректно выставленном фокусном расстоянии, неверной скорости и мощности источника излучения качество работ заметно снизится.
Технология лазерной резки металла
Испарение
Характеризуется поглощением лазерного излучения, вследствие чего его энергия передается поверхности. Локальное повышение температуры до точки кипения происходит настолько быстро, что жидкий материал не успевает скопиться. Неметаллические материалы со сложным химическим строением разрушают методом возгонки. По мере возрастания температуры будут разделяться отдельные компоненты. Внутреннее кипение при определенной длине волны – особенности лазерной резки частично прозрачных материалов.
Один их этапов испарения – образование эрозионного факела. Предполагается удаление с поверхности пара струей, которая подается с околозвуковой скоростью. Поток также захватывает сконденсировавшиеся капли, продукты эрозии со стенок и дна каналов. В результате этого процесса, сопровождающегося повышением температуры, возникает термомеханическое напряжение и волны давления, которые и вызывают разрушение материала.
Следующий этап – экранирование поверхности. Выход пара из зоны обработки приведет к снижению плазмообразования, что повлечет за собой уменьшение интенсивности излучения. Также оно будет рассеиваться на твердых частичках и конденсате. Если совпадет частота колебаний молекул газа и лазерного луча, будет наблюдаться резонансное поглощение. Задача экранировки состоит в том, чтобы обеспечить оптимальную мощность излучающего потока. Ту, при которой удельный выброс массы будет максимальным.
В итоге устанавливается автоколебательный режим испарения, носящий самосогласованный пульсирующий характер. Данный процесс сопровождается высокими удельными энергозатратами. Применяется для сверления отверстия, скрайбирования и гравирования.
Плавление
Процесс методом плавления происходит следующим образом:
Используя лазеры для резки и эту технологию, обрабатывают металлы, горные породы, керамику, стекло и пр. Следует учесть, что некоторые пластики и минералы при таком излучении могут необратимо поменять свой химический состав. В определенных газовых средах нагрев лазером может дополнительно повысить тепловую энергию.В результате чего потребление энергоресурсов будет существенно снижено в сравнении с лазерной обработкой материалов методом испарения.
Термораскалывание
С использованием данной технологии разрезают лазером хрупкие материалы. Перепад температур в зоне выполнения работ приводит к появлению термоупругих напряжений, превышающих предел прочности изделия. В результате поверхность растрескивается. Распространением трещин можно управлять, корректируя режим работы луча. В сравнении с двумя предыдущими вариантами термораскалывание требует минимальных затрат мощности и энергии.
Термохимическое воздействие
Также лазерное излучение может оказывать и термохимическое воздействие на материал. Это обусловлено:
Необходимо современное оборудование для лазерной обработки материалов, обращайтесь в компанию АО «ЛЛС». Менеджеры предоставят дополнительную консультацию и помогут с выбором.
Применение лазерных станков
Лазерные технологии интенсивно используются во многих сферах, причем, речь идет не только о промышленных отраслях, но и об индивидуальном применении. Цена на лазерный станок далеко не бюджетная, даже когда речь идет о малогабаритном оборудовании, однако этот единственный недостаток с лихвой компенсируется массой достоинств:
Лазерный станок: применение
Как уже говорилось, оборудование на основе лазерного излучения нашло широкое применение и используется для резки и гравировки практически любых относительно твердых материалов. Лидирующие места в длинном перечне занимают пластики, ткани, нетканые материалы, резина, фанера, и пенопласт. С некоторыми оговорками лазер работает и с металлами. Для этой группы материалов используются либо волоконные устройства, либо углекислотные станки, но только при условии нанесения на поверхность заготовок и т. д. специальной термопасты. Именно благодаря такой универсальности в плане подходящего для обработки сырья и объясняется повсеместное использование лазера в различных производственных направлениях. Как и в ситуации со списком материалов, перечисление всех сфер применения оборудования такого плана практически невозможно, поэтому укажем наиболее популярные:
Перечисленные выше области применения лазера касались в первую очередь его возможностей в плане резки. Однако, как уже упоминалось, существует и несколько других вариантов использования оборудования, не требующих сквозной обработки — это гравировка и маркировка.
Лазерная гравировка — в зависимости от типа используемого оборудования может наноситься как на металлические изделия, так и на поверхности из других материалов. Такая техника обработки используется преимущественно для декорирования товаров. На них гравируют надписи, орнаменты, вензеля, фотографии и рисунки. Украсить таким образом можно любую вещь плоской или цилиндрической формы. Лазерную гравировку можно встретить на ювелирных украшениях, посуде, стрелковом и холодном оружии, канцтоварах, портсигарах, изделиях из кожи, наградной продукции, сувенирах, часах и т. д.
Лазерная маркировка сходна с гравировкой по методу нанесения (выжигание поверхностного слоя материала на определенную глубину), но предназначена для несколько иных целей. С помощью маркеров на изделия наносится различная идентификационная и прочая информация. Это могут быть данные о размерах, дате изготовления, заводе-производителе, серийный номер, штрих-код, предупредительные надписи, логотипы и прочие сведения, которые помогают классифицировать, хранить и использовать товары. Маркировку можно встретить на слесарных и электроинструментах, парфюмерной и алкогольной продукции, электронных платах, шильдах, бытовой и компьютерной технике и еще на многих изделиях.
Детальный видеообзор на профессиональный лазерный станок Wattsan 6040. Внутренее устройство и технические характеристики оборудования.
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Читайте также: