Процессы механической обработки металлов
Обновлено: 04.10.2024
Механической обработке подвергаются металлы, сплавы, неметаллы.
Для холодной обработки материалов используют токарные, фрезерные, шлифовальные, заточные, сверлильные и другие станки.
Характерной особенностью процессов механической обработки хрупких металлов (чугун, цветные металлы и т.п.) является выделение твердых частиц (пыли). При обработке стали на шлифовальных и заточных станках также образуется пыль, а на остальных станках - отходы только в виде стружки. При применении смазочно-охлаждающих жидкостей (СОЖ) - аэрозоли минеральных масел и различных эмульсолов.
Для расчета выбросов загрязняющих веществ при механической обработке необходимы следующие исходные данные:
1. Характеристика оборудования.
2. Время работы единицы оборудования.
3. Номенклатура материалов, подвергающихся обработке.
4. Удельное количество пыли, аэрозолей, выделяющихся при работе на оборудовании.
Характеристика оборудования: тип, мощность и другие показатели, необходимые для расчета, устанавливаются по данным предприятия.
“Чистое” время работы единицы станочного оборудования в день - это время, которое идет на собственно изготовление детали без учета времени на ее установку и снятие. “Чистое” время работы единицы станочного оборудования в день определяется руководителем участка, о чем составляется акт.
Удельное выделение пыли и аэрозолей, образующихся при механической обработке материалов, берется из таблиц 3.10.1-3.10.4 [5, 9].
Валовый выброс каждого загрязняющего вещества на участке механической обработки определяется отдельно для каждого станка по формуле:
(3.10.3)
где - удельное выделение загрязняющего вещества при работе оборудования (станка), г/с (табл.3.10.1, 3.10.2, 3.10.4);
t - “чистое” время работы одной единицы оборудования, в день, час;
n - количество дней работы станка (оборудования) в год.
Максимально разовый выброс берется из табл. 3.10.1, 3.10.2, 3.10.4.
Если на одном станке обрабатываются различные материалы, то валовый выброс и максимально разовый выброс рассчитывается раздельно для каждого материала.
При наличии устройств, улавливающих загрязняющие вещества, количество уловленных загрязняющих веществ рассчитывается по формуле:
(3.10.2)
Коэффициент А определяется по формуле (3.4.8), а - берется из паспорта улавливающего устройства (в долях единицы).
В этом случае валовый выброс загрязняющих веществ будет определяться по формуле (для каждого вещества отдельно):
Максимально разовый выброс при наличии очистных устройств определяется по формуле:
(3.10.4)
Если очистные устройства какое-то время не работали, то максимально разовый выброс берётся из таблиц 3.10.1, 3.10.2, 3.10.4.
Применение СОЖ при шлифовании уменьшает выделение пыли на 85-90%, что следует учесть при расчете валовых и максимально разовых выбросов.
При работе на станках с применением СОЖ образуется мелкодисперсный аэрозоль. Количество выделяющегося аэрозоля зависит от ряда факторов (в том числе от энергетических затрат на резание металла), в связи с чем принято относить выделение аэрозоля на 1 кВт мощности электродвигателя станка.
Валовый выброс аэрозоля при использовании СОЖ рассчитывается для каждого станка по формуле:
(3.10.5)
где - удельное выделение загрязняющих веществ при обработке металла с применением СОЖ, г/скВт (табл. 3.10.3);
N - мощность электродвигателя станка, кВт.
.Максимально разовый выброс аэрозоля при применении СОЖ определяется по формуле:
(3.10.6)
На предприятии могут встречаться образцы оборудования, которые не указаны в этой методике, для них удельные выделения загрязняющих веществ следует принимать по аналогичным образцам оборудования.
Таблица 3.10.1
Удельное выделение пыли (г/с) основным технологическим оборудованием при механической обработке металла без охлаждения (на единицу оборудования)
| Оборудование | Определяющая характеристика оборудования | Загрязняющие вещества, г/с | |
| Круглошлифовальные станки | Диаметр шлифовального круга, мм | Пыль абразивная | Пыль металл. |
| 0,013 | 0,020 | ||
| 0,017 | 0,026 | ||
| 0,018 | 0,029 | ||
| 0,020 | 0,030 | ||
| 0,026 | 0,039 | ||
| 0,030 | 0,045 | ||
| 0,034 | 0,052 | ||
| Плоскошлифовальные станки | 0,014 | 0,022 | |
| 0,016 | 0,026 | ||
| 0,020 | 0,030 | ||
| 0,022 | 0,033 | ||
| 0,023 | 0,036 | ||
| 0,025 | 0,038 | ||
| Бесцентрошлифовальные | 30,100 | 0,005 | 0,008 |
| станки | 395,495 | 0,006 | 0,013 |
| 480,600 | 0,009 | 0,016 | |
| Заточные станки | Диаметр шлифовального круга, мм | ||
| 0,004 | 0,006 | ||
| 0,006 | 0,008 | ||
| 0,008 | 0,012 | ||
| 0,011 | 0,016 | ||
| 0,013 | 0,021 | ||
| 0,016 | 0,024 | ||
| 0,019 | 0,029 | ||
| 0,022 | 0,032 | ||
| 0,024 | 0,036 | ||
| 0,027 | 0,040 |
Таблица 3.10.2
Удельное выделение пыли при механической обработке чугуна, цветных металловна станках без охлаждения
| Вид обработки, оборудование | Выделяемое вещество | Количество, г/с ( ) |
| Обработка чугуна резанием: токарные станки | Пыль чугунная - - | 0,0063 |
| фрезерные станки | - - | 0,0139 |
| сверлильные станки | - - | 0,0022 |
| расточные станки | - - | 0,0021 |
| Обработка резанием цветных металлов: токарные станки | Пыль цветных металлов - - | 0,0025 |
| фрезерные станки | - - | 0,0019 |
| сверлильные станки | - - | 0,0004 |
| расточные станки | - - | 0,0007 |
Таблица 3.10.3
Удельные выделения (г/с) аэрозолей масла и эмульсола при механической обработкеметаллов с охлаждением
| Наименование технологического процесса, вид оборудования | Количество выделяющегося в атмосферу масла (эмульсола), 10 -5 (г/с) на 1 кВт мощности станка |
| Обработка металлов на токарных, сверлильных, фрезерных, строгальных, протяжных, резьбонакатных, расточных станках: с охлаждением маслом | 5,600 |
| с охлаждением эмульсией с содержанием эмульсола менее 3% | 0,050 |
| с охлаждением эмульсией с содержанием эмульсола 3-10% | 0,045 |
| Обработка металлов на шлифовальных станках: с охлаждением маслом | 8,000 |
| с охлаждением эмульсией с содержанием эмульсола менее 3% | 0,104 |
| с охлаждением эмульсией с содержанием эмульсола 3-10% | 1,035 |
| Примечание:При обработке металлов на шлифовальных станках выделяется пыль в количестве 10% от количества пыли при сухой обработке (см. табл. 3.10.1, 3.10.2). При использовании СОЖ, в состав которых входит триэтаноламин, выделяется 3 10 -6 г/ч триэтаноламина на 1 кВт мощности станка |
Таблица 3.10.4
Удельные выделения пыли при механической обработке изделий из неметаллов (на единицу оборудования, г/с)
Технология механической обработки деталей

Под механической обработкой металлов понимают обработку их поверхности, в процессе которой используют сверла, фрезу или шлифовальные диски. Любые металлические изделия подвергают механической обработке. Для этого в установленном порядке применяют металлорежущие станки. В этой статье расскажем, что представляет собой технология механической обработки деталей.
Виды технологий механической обработки деталей
Классифицировать разновидности механической обработки металлов можно в соответствии с характером выполняемых работ и видом режущих инструментов.
- Точение. Эта технология механической обработки деталей применяется к элементам цилиндрической, спиралевидной или винтовой формы. Точению подвергаются все режущие кромки инструментов. В процессе обрабатываемое тело получает вращательное движение, а сам режущий инструмент – медленное поступательное перемещение. Движения резца могут совершаться как вдоль, так и поперек заготовки.
- Фрезерование. Один из наиболее распространенных видов работы с заготовками. Технология механической обработки деталей заключается в оказании на них режущего воздействия. Основным используемым инструментом является фреза, совершающая движения в продольном направлении.
- Сверление. Используемое в процессе такой механической обработки сверло позволяет получать в деталях сквозные или глухие отверстия. Перемещающееся в процессе обработки по оси сверло совершает вращательные и поступательные движения. Для проведения подобных операций используются сверлильные станки.
- Строгание – эта технология механической обработки деталей применяется при работе с заготовками линейной формы. В процессе используется изогнутый резец, поступательно и прямолинейно перемещающийся по заготовке. Скорость движения резца может быть различной, он может двигаться как постоянно, так и прерывисто.
- Долбление – еще один способ работы с металлическими деталями, технология которой предполагает использование резца. Долбление выполняется при помощи специальных станков. Эта технология подходит для обработки фасонных или плоских поверхностей любых металлов.
- Шлифование. В основном шлифовкой завершают обработку деталей. Она относится к отделочным процессам, улучшающим структуру поверхности, придающим ей гладкость. При помощи шлифовальных машин выравниваются швы и линии реза. В роли шлифовальных аппаратов выступают металлические круги либо специальные ленты, имеющие грубое абразивное покрытие.
- рабочих чертежи деталей и узлов;
- технических условий для изготовления деталей и сборки узлов;
- годового производственного задания, данных о количестве деталей в партии;
- технических данных используемого оборудования (паспортов, каталогов и описания станков);
- нормалей на режущие, измерительные и вспомогательные инструменты;
- нормалей на приспособления и их узлы;
- нормативов по техническому нормированию.
- выбор вида и способа получения заготовки;
- определение последовательности обработки, включающее описание операций, установок и переходов;
- вычерчивание операционных эскизов;
- выбор оборудования, приспособлений, режущих, измерительных и вспомогательных инструментов;
- определение межоперационных припусков и допусков;
- проектировка и последующее изготовление специальных приспособлений и инструментов;
- выполнение технического нормирования операций;
- оформление соответствующей документации.
- Углеродистые инструментальные стали содержат 0,9–1,3 % углерода. Инструменты выполняют из качественных сталей У10А, У11А, У12А. В результате термической обработки стали (HRC3 60-62) их красностойкость составляет +200…+250 °С. При такой температуре твердость стали значительно снижается, инструменты становятся непригодными для резки. Применение подобных сталей ограничено, поскольку допустимая скорость резания не может быть больше 15–18 м/мин. Они используются для производства метчиков, плашек, ножовочных полотен и др.
- Легированные инструментальные стали. В их основе лежат углеродистые стали, легированные хромом X, вольфрамом В, ванадием Ф, кремнием С и пр. Красностойкость таких сталей (HRC3 62-64) после термообработки составляет +250…+300 °С.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- В песчаные формы. Это самая массовая и недорогая литейная технология, позволяющая изготавливать грубые заготовки. Отверстия и полости в них образуют с помощью стержней, помещаемых в форму для литья.
- В кокиль – разборную, чаще всего металлическую форму. Методика позволяет получать качественные полуфабрикаты. Отвердевшее изделие извлекают из кокиля.
- Под давлением в пресс-формах. Способ применяется в основном для цветных сплавов и некоторых марок стали.
- По выплавляемым моделям. Этот метод позволяет изготавливать сложные по форме изделия. Для этого из стеарина и другого материала изготавливают высокоточную модель детали, а затем на нее наносят суспензию, формирующую оболочку. Высушенную и прокаленную оболочковую форму заполняют металлическим расплавом. Охлаждение –на открытом пространстве или в термостате.
- холодные процессы – осуществляются при температурах ниже порога начала рекристаллизационных процессов;
- горячая ОМД– происходит выше температур рекристаллизации.
- Горячая прокатка. Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
- Холодная прокатка. Ее цель – повышение точности размеров, улучшение качества поверхности и других характеристик горячекатаных полуфабрикатов.
- Холодное и горячее волочение. Осуществляется протягиванием заготовки через отверстие заданной формы с целью получения требуемого поперечного сечения длинномерного проката. Площадь сечения отверстия всегда меньше площади сечения заготовки. Этот способ металлообработки применяется при производстве прутков (круглых, квадратных, многоугольных)и фасонного проката с малым размером сечения, тонкостенных труб небольшого диаметра.
- Горячая и холодная штамповка. Этот вид ОМД известен на протяжении нескольких веков. А холодная штамповка длительное время была основным способом производства металлической посуды благодаря простой реализации и невысокой стоимости процесса. Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
- Ковка. Осуществляется при нагреве заготовки. Бывает ручной (такой способ сейчас применяется в основном для создания художественных изделий) и механизированной.
- Холодное и горячее прессование (экструдирование). Экструзия заключается в обработке заготовок путем их выдавливания через один или несколько каналов. Без нагрева обычно прессуются мягкие цветные металлы (алюминий, медь) и сплавы на их основе. Для стальных заготовок обычно применяют горячее прессование. Экструдирование – современный метод металлообработки, позволяющий получать длинномерные профильные изделия.
- Комбинированная обработка. Очень часто для получения необходимого результата комбинируют несколько технологий ОМД и/или ОМД сочетают с другими типами металлообработки.
- Токарная обработка (точение). Реализуется на станках токарной группы с помощью резцов. Точение позволяет создавать конические, цилиндрические и фасонные детали.
- Сверление. Дополнительные операции, которые могут сочетаться со сверлением – растачивание, развертывание, рассверливание, зенкерование. Их цель – получение отверстий нужного диаметра и глубины – сквозных или глухих. Применяемое оборудование – сверлильные станки различных типов, токарные станки.
- Фрезерование. Осуществляется на фрезерных станках с помощью дисковых, цилиндрических, торцевых, концевых, угловых фрез.
- Шлифование. Эта операция относится к чистовым. С ее помощью снижают шероховатость поверхности до значения, указанного в чертежах на изделие. Рабочий орган шлифовальных станков – абразивные круги, ленты, хонинговальные головки.
- Операции по разделению заготовок на части – резка и рубка. Резка осуществляется ручным или механизированным инструментом, как вариант – термическим воздействием. В серийном производстве для рубки проката применяют ножницы-гильотины, пресс-ножницы, механические и гидропрессы, угловысечные станки.
- ОтжигIиIIрода. Отжиг I рода для стальных заготовок обычно подразумевает нагрев до температур, при которых не происходят фазовые превращения стали. В зависимости от условий проведения этот вид т/о включает процессы гомогенизации, рекристаллизации, снятия остаточных напряжений и некоторого снижения твердости. Отжиг II рода для сталей сопровождается фазовыми превращениями. В результате такой т/о падают показатели прочности и твердости стали, повышается ее пластичность и ударная вязкость. Обычно отжиг II рода применяют для подготовки к различным видам механообработки.
- Закалка. Применяется для металлов и сплавов, в которых в твердом состоянии при нагреве до высоких температур и охлаждении в воде или масле происходят фазовые превращения. Закалка всегда сочетается с отпуском, который уменьшает хрупкость и напряжения, характерные для закаленных сталей. После закалки и отжига повышаются прочность, твердость, износостойкость стальной заготовки.
- Термомеханическая обработка (ТМО). Сочетает пластическую деформацию с термообработкой. Горячая пластическая деформация сочетается с закалкой, холодная – со старением. ТМО применяется для сталей, алюминиевых и магниевых сплавов.
- Электрическая. Самый распространенный вид сварочного процесса. Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
- Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
- Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
- механическая (обработка резанием);
- литье;
- термическая;
- давлением;
- сварка;
- электрическая;
- химическая.
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ:
- Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.
![Дуговая сварка]()
С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
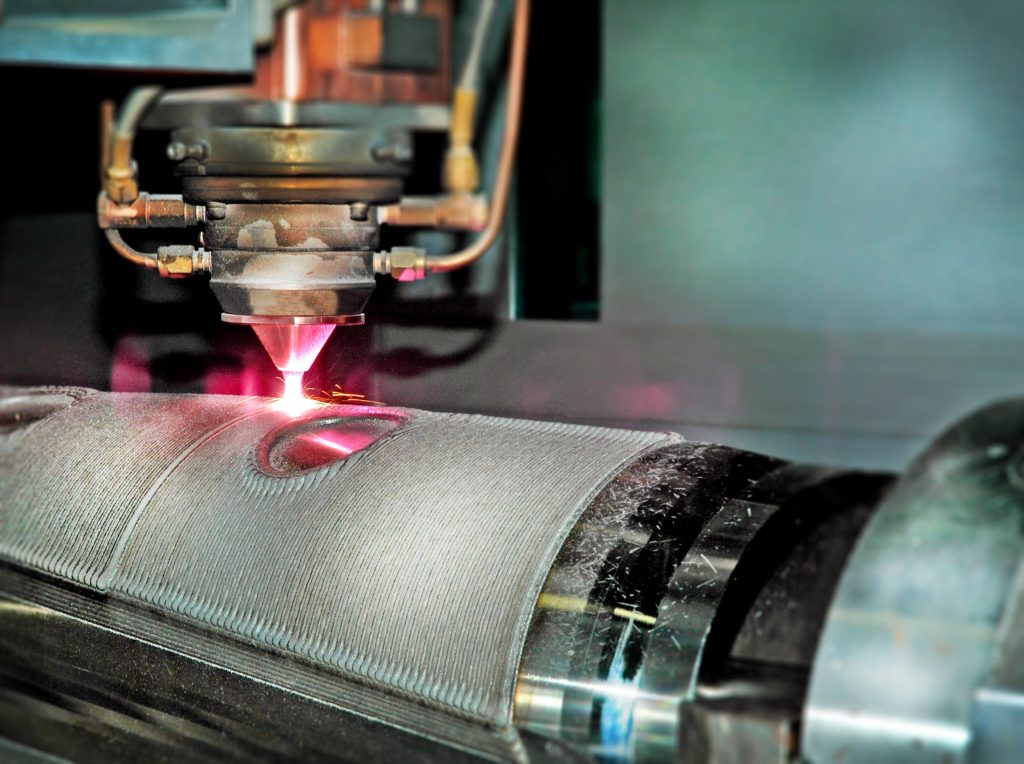
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
![Ультразвуковая обработка металла]()
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Особенности художественной обработки металлов
К художественным видам обработки металлов относят литье, ковку и чеканку. В средине XX века к ним добавилась сварка. Каждый способ требует своих инструментов и приспособлений. С их помощью мастер либо создает отдельное художественное произведение, либо дополнительно украшает утилитарное изделие, придавая ему эстетическое наполнение.
![Художественная чеканка]()
Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
Способы механической обработки металлов
Большую группу способов механической обработки металлов объединяет одно: в каждом из них применяется острый и твердый по отношению к заготовке инструмент, к которому прикладывают механическое усилие. В результате взаимодействия от детали отделяется слой металла, и форма ее изменяется. Заготовка превышает размерами конечное изделие на величину, называемую «припуск»
Разделяют такие виды механической обработки металлов, как:
- Точение. Заготовка закрепляется во вращающейся оснастке, и к ней подводится резец, снимающий слой металла до тех пор, пока не будут достигнуты заданные конструктором размеры. Применяется для производства деталей, имеющих форму тела вращения.
- Сверление. В неподвижную деталь погружают сверло, которое быстро вращается вокруг своей оси и медленно подается к заготовке в продольном направлении. Применяется для проделывания отверстий круглой формы.
- Фрезерование. В отличие от сверления, где обработка проводится только передним концом сверла, у фрезы рабочей является и боковая поверхность, и кроме вертикального направления, вращающаяся фреза перемещается и вправо-влево и вперед-назад. Это позволяет создавать детали практически любой требуемой формы.
- Строгание. Резец движется относительно неподвижно закрепленной детали взад- вперед, каждый раз снимая продольную полоску металла. В некоторых моделях станков закреплен резец, а двигается деталью. Применяется для создания продольных пазов.
- Шлифование. Обработка производится вращающимся или совершающим продольные возвратно- поступательные движения абразивным материалом, который снимает тонкие слои с поверхности металла. Применяется для обработки поверхностей и подготовки их к нанесению покрытий.
![Шлифовка металла]()
Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму.
Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.
![Ковка]()
Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка.
Во время штамповки могут выполняться такие операции, как:
- гибка;
- вытягивание;
- осаживание;
- и другие.
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки . Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
![Лазерная резка]()
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка металла — это воздействие на него специальными веществами с целью вызвать управляемую химическую реакцию.
Выполняются как подготовительные операции для очистки поверхности перед сваркой или покраской, так и как финишные отделочные операции для улучшения внешнего вида изделия и защиты его от коррозии.
![Цинкование металла]()
С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.
![Термическая обработка стали]()
Термическая обработка стали
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.
![Обработка металла]()
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.
Технологии обработки металлов: виды механической металлообработки – основные способы
Сталь является одним из самых крепких материалов, поэтому ее используют практически во всех сферах машиностроения и производства. В статье мы расскажем про основные виды механической обработки металла и металлических изделий, нюансы каждого способа.
Особенности металлообработки
Каждый специалист, работающий в этой сфере, обязан знать не только методы резания, шлифования и проката, но и то, как каждый материал себя ведет в определенных условиях. Перечислим ключевые разновидности:
- Электрическая. Обычно она применяется в случаях, когда необходимо сделать небольшое отверстие, а также для определенного типа закалки.
- Механическая. Наиболее распространенная группа, в ней содержится большое количество разных способов.
- Химическая. Посредством управляемой реакции и химикатов (солей, щелочей) меняются свойства металлов, они становятся крепче или изменяют свой верхний слой.
Обратите внимание! Перечисленные виды могут быть комбинированы, например, электрохимическая обработка.
- Давление. Еще один распространенный подвид, согласно которому на заготовку оказывается внушительная сила, к примеру, прессом. Тоже часто приходится соединять этот метод с нагревом.
- Термическая. Это не только закалка и прочие методы увеличения температуры, но и ее понижение – криогенная технология.
![обработка металлов]()
От чего зависит вид металлообработки
Основная причина выбора – это технические характеристики металла, а именно:
- его плотность;
- химическая активность;
- максимально и минимально допустимые границы нагрева;
- хрупкость и пр.
Второй решающий фактор – это задача. Исходя из нее можно выбрать способы, которые помогают разрезать изделие, улучшить его физико-химические свойства и пр.
Таблица по видам
Придание заготовке требуемой формы без нарушения целостности
Изменение конфигурации вместе с деформацией физических качеств детали под воздействием температуры
Выдавливание из стального листа или иной плоскости нужного элемента с двухсторонним рисунком
Создание профиля поперечного сечения
Получение изделия необходимой формы
Придание поверхности нужного уровня шероховатости и достижение точности
Распиловка заготовки на две и более части
Достижение идеального цилиндра и создание насечек на нем
Электрический метод обработки металлов
Разрушение структуры материала под воздействием электричества давно изучено и активно применяется. Суть процедуры в следующем: на определенный маленький участок подается искра с высоким напряжением. При образовании заряда и при его контакте с металлической поверхностью выделяется очень большое количество тепла. Под воздействием температуры сталь начинает плавиться и испаряться – на месте образуется отверстие.
Преимуществом такого способа является чистота среза и фактически полное отсутствие остатков и обрезков. А чтобы даже те небольшие частички, которые образуются, не разлетались, в зону контакта заливают небольшим слоем маслянистую жидкость. Такая пленка буквально улавливает элементы.
![механическая обработка металла]()
Это основной используемый метод соединения двух и более металлических элементов. Сварной шов получается благодаря расплавлению металла в образуемой электродугой ванне. При застывании он становится очень прочным, почти монолитным с остальной поверхностью. Есть разные методы сваривания, самые распространенные:
- ручной электродуговой с электродами;
- полуавтоматический с помощью присадочной проволоки.
Разновидности аппаратов и технологию проведения дуги, режим выбирают в зависимости от материала и необходимой цели. В ряде случаев перед сваркой проводятся предварительные процедуры – зачистка, обрезка кромок, разделка.
![виды обработки металлов]()
Механическая обработка деталей из металла
При взаимодействии инструмента с заготовкой можно снять верхний слой – это самый распространенный результат в данной группе способов металлообработки.
![технологии металлообработки]()
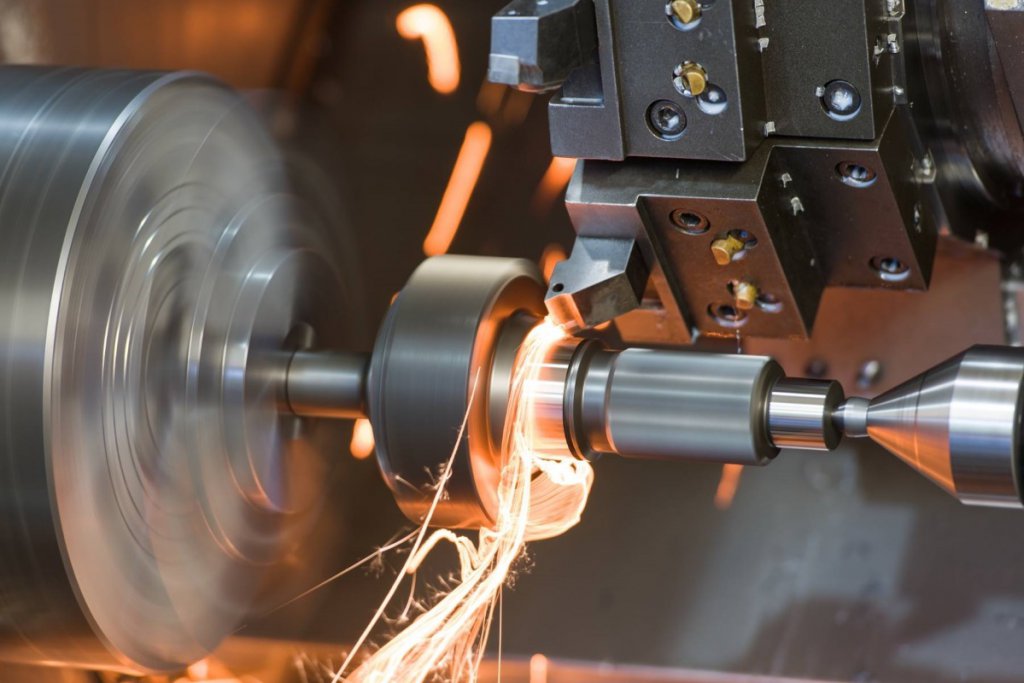
Сверление и точение
Просверлить можно сквозное и глухое отверстие. Оно может быть самобытным или предназначенным для последующего нанесения резьбы. Сверлят следующим образом:
- Сперва закрепляют деталь на столе, обычно с помощью тисков или посредством специального зажима на станке.
- Устанавливают оснастку. Это может быть сверло разного диаметра и заточки.
- Производится запуск двигателя с последующим закономерным движением инструмента одновременно в двух направлениях – вокруг своей оси и вперед, врезаясь в толщу металла.
Выбор сверла должен зависеть не только от диаметра необходимого отверстия, но и от плотности материала. Кончик может просто сломаться при неправильном подборе.
Точение – это металлообработка цилиндрических и конусных заготовок на токарном станке. Шаблон надежно фиксируется в шпинделях с электрическим приводом и вращается вокруг своей оси. Токарь с помощью специальных инструментов, которые зажимаются в тисках, направляет режущую кромку на необходимую часть. В результате срезается верхний слой. Подобным образом также наносится внутренняя и внешняя резьба.
Шлифование и фрезерование
Фрезерный станок работает уже не только с цилиндрами и с конусами, но и с другими формами. Принцип работы аналогичный, но заготовка уже не вращается, движется только фреза. Типоразмер резцов самый разный, часто они представлены сверлами, развертками и прочими инструментами.
Шлифовка предназначена для того, чтобы добиться максимальной точности размеров и необходимой шероховатости. Когда нужна максимальная гладкость, применяются абразивные круги с минимальным размером абразива. Также дополнительно можно отполировать поверхность с помощью специальной полировальной машины. Шлифование делят по степени обработки на грубое или черновое, чистовое и тонкое.
Способ обработки металла давлением
В случае, когда нельзя нарушать целостность экземпляра, но требуется изменить его форму, то применяется более мягкая металлообработка с помощью прессов и штампов. Оборудование работает по принципу оказания большого давления на рабочую область.
![металлообработка это]()
Прокат
Все изделия из металлопроката созданы по данной технологии, а именно:
- листы;
- трубы;
- фасонная продукция.
Принцип работы следующий: заготовка проходит через сжимающиеся вальцы, приобретая необходимую форму.Обычно поперечное сечение уменьшается, а разрез приобретает нужные параметры. Есть три подвида прокатки:
- продольная, она же самая распространенная – в ходе операции лист или труба подаются вдоль, сжимаются ее края со всех сторон;
- поперечная – поступательное движение отсутствует, таким образом обрабатываются шары, втулки, цилиндры;
- поперечно-винтовая – усредненный вариант, в основном применяется для деталей с полостями внутри.
Волочение
Задача данной процедуры – уменьшить величину сечения детали. В ходе операции более крупная заготовка протягивается через волоки. Примером может служить изготовление проволоки (откуда и название распространенного материала). Сперва более крупный металлический канат проходит сквозь ряд фильер. Метод также имеет разновидности, волочение бывает:
- сухое – для смазывания применяется порошок;
- влажное – используется мыльная жидкость;
- черновое и чистовое;
- однократное и многократное;
- холодное и горячее.
Прессование
С помощью этой технологии обработки металлов получают изделия из чугуна, алюминия и других хрупких материалов, которые под воздействием высокой температуры или без нагрева приобретают нужную форму. Заготовку зажимают в матрице с отверстиями. Сверху начинает действовать пресс. Под его воздействием вещество просто выдавливается в заранее подготовленные емкости. Так получаются запчасти для автомобилестроения, самолетостроения и прочих сфер производства.
Матрица обычно подготавливается из жаропрочной стали, поскольку часто необходим нагрев. Прессование бывает:
- холодным для алюминия, олова, меди;
- горячим для чугуна, сплавов с содержанием никеля, титана.
Ковка
У каждого типа металла есть своя температура, когда он поддается процедуре. Она относится к одним из самых древних, поскольку еще кузницы средневековья работали по этому принципу – нагрев и механическое воздействие. Сейчас все доведено до автоматизма. Есть три способа:
- машинная с молотами (пневматическими и другими);
- штамповка – мы выделяем этот вид металлообработки в отдельный класс;
- ручная – почти не применяется.
Штамповка
Она может быть объемной и листовой. В первом случае получаются трехмерные изделия, во втором – штампы с плоскими параметрами. Есть две части у станка – матрица и пуансон. Одна из них является статичной, а другая – подвижной. Обе они зеркальные (в случае работы с листом) или имеют разную конфигурацию, в соответствии с нужной деталью. Обычно между двумя элементами есть один или несколько зазоров, куда выдавливается излишек. Затем он счищается, а сама заготовка на этом месте шлифуется. Но есть и полностью закрытые штампы, в которых таких отверстий по бокам не предусмотрено, тогда требуется точно распределять количества металла.
Листовая штамповка бывает двух видов:
- формообразующая – элемент получает необходимые для детали изгибы;
- обрезная – происходит фигурная резка.
Простым примером технологической процедуры можно привести чеканку монет.
Разрезать можно как металлический лист, так и любой полый или сплошной элемент, например, жгут. Резать можно напрямую или применять фигурную процедуру. В первом случае возможны даже ручные ножницы по листовой стали, а во втором не обойтись без высокотехнологичных станков с пультом чистового управления.
- Циркулярной пилой – домашний вариант с невысокой точностью и большой трудозатратностью.
- Болгаркой – тоже применяется в основном для использования дома.
- Гильотиной – представляет собой станок, где лезвие с большой скоростью и под давлением опускается на рабочую зону.
- Ленточнопильным аппаратом – оптимальный вариант, поскольку имеет множество технологических возможностей и дает ровные кромки.
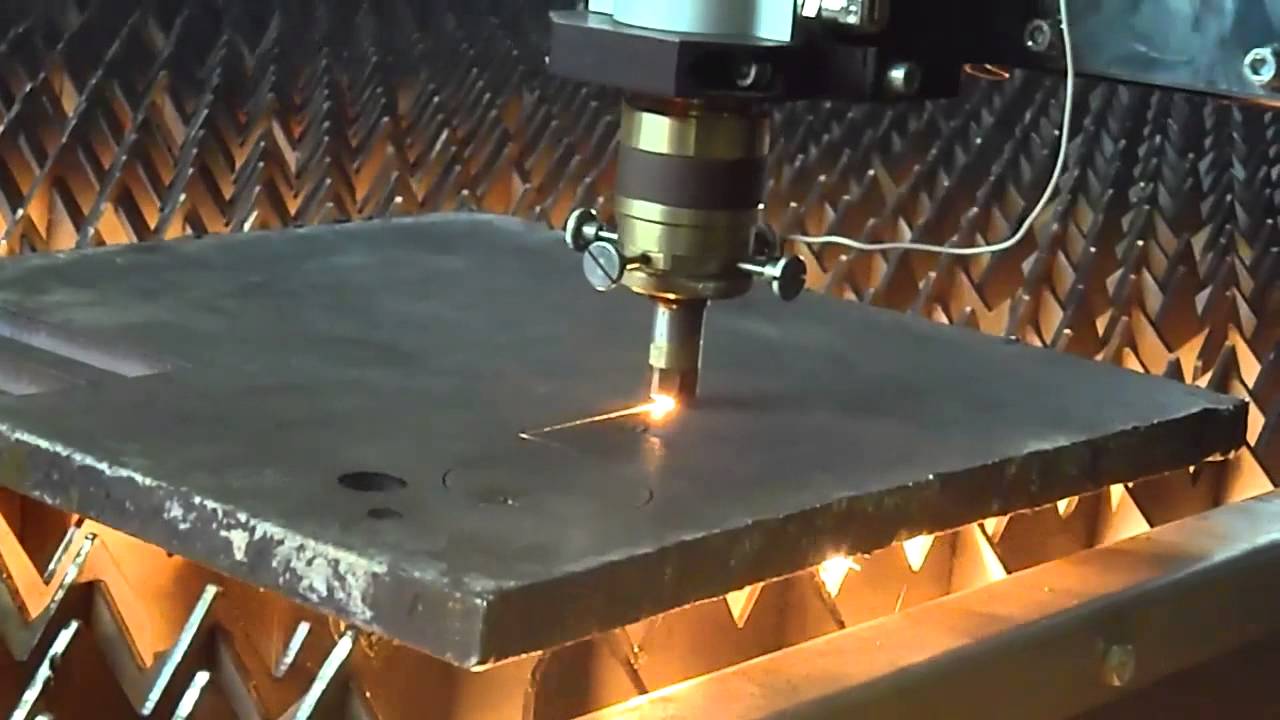
- Кислородная металлообработка – подходит для сплавов с низким содержанием легирующих компонентов. На материале может остаться оксидная пленка, которую нужно убрать.
- Лазерная – лазер способствует образованию высоких температур, которые направлены на определенное место распиловки. Очень прогрессивный метод.
- Плазменная – самый хороший и точный способ, при котором излишки вещества на месте плавления просто испаряются, оставляя очень чистые кромки.
Также резка производится на токарном, фрезерном и ином оборудовании – убирается верхний слой с помощью режущей кромки инструментов.
Читайте также:






Кроме перечисленных способов механической обработки, существуют также технологии, использующие в процессе работы деформирующий рез, пластическую деформацию, а также электрофизическую обработку.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Технология механической обработки деталей путем пластической деформации выполняется за счет силового воздействия внешней среды. В результате значительно изменяется форма, конфигурация и свойства детали. В процессе деформирующего резания деталь подвергается совместному воздействию обычного резания и пластической деформации. Таким способом восстанавливают первоначальную форму изношенных деталей.
В процессе электрофизической обработки на детали воздействует электрический ток.
Как выбрать технологию механической обработки деталей
Изготовление того или иного прибора или машины требует проведения соответствующей подготовки производства (конструкторской, технологической, планово-организационной).

Наибольшую сложность представляет технологическая подготовка производства, включающая в себя разработку технологических процессов, проектирование и изготовление технологического оснащения (станочных и контрольных приспособлений, режущих, измерительных и вспомогательных инструментов), разработку разного рода технических нормативов, без которых невозможно планирование и организация производства. Для разработки технологии механической обработки деталей необходимо наличие:
Рекомендуем статьи по металлообработке
Эти исходные данные ложатся в основу разработки технологического процесса, выполняемой в следующем порядке:
Об экономической выгодности процесса говорят в том случае, когда получаемые в результате детали отличаются высоким качеством и хорошими эксплуатационными свойствами, при этом затраты на их изготовление минимальны. Фиксация технологического процесса механической обработки деталей выполняется с помощью маршрутных и операционных технологических карт. Их форма зависит от технологического процесса, вида обработки и характера производства.
На операционную технологическую карту наносят эскиз обработки с указанием поверхностей, задействованных в данной операции, их размеров и допусков на изготовление. В карте фиксируется, в каком порядке и с какими переходами выполняются работы, какие станки, приспособления и инструменты при этом используются, делается указание на все необходимые элементы режима резания и нормы штучного времени. Операционные технологические карты передаются исполнителям, у которых они должны находиться на рабочих местах на протяжении всего времени, необходимого для изготовления партии деталей.
Успешное ведение производственного процесса невозможно без строгого следования технологической дисциплине, заключающейся в том, что все указания и требования, занесенные в технологические карты, должны выполняться неукоснительно. Отступление от технологической дисциплины может повлечь за собой высокий процент бракованных деталей, срыв ритмичности работы и выпуска, увеличение материальных затрат на изготовление изделий.
Какие инструменты используются при той или иной технологии механической обработки деталей
Существуют различные варианты классификации металлорежущих станков с ЧПУ. В зависимости от того, для выполнения каких основных видов обработки они предназначены, станки с ЧПУ относятся к одной из следующих технологических групп – токарным, фрезерным, сверлильным, координатно-расточным, сверлильно-фрезерным (фрезерно-расточным), сверлильно-фрезерно-расточным, шлифовальным, многоцелевым (многооперационным), обрабатывающим центрам, предназначенным для электрообработки и пр.

В зависимости от принципа управления движением, определяемого системой ЧПУ, станки принадлежат к одной из трех групп – первая представлена оборудованием с позиционными системами ЧПУ, вторая – с контурными системами ЧПУ, в третью входят станки с комбинированными системами ЧПУ.
В зависимости от количества используемого инструмента станки могут быть одноинструментальными или многоинструментальными. Во многоинструментальном оборудовании используется до 12 станков. В тех, что способны обеспечить наиболее высокую концентрацию операций, имеется свыше 12 инструментов. Они снабжены специальным магазином для их размещения. Такое оборудование называется многоцелевым.
При помощи многоцелевых станков с ЧПУ выполняется большое количество операций с одной установкой детали на станке, что приобретает особую актуальность при значительном числе переходов.
Целесообразнее использовать бесконсольную компоновку станков средних размеров, оснащенных крестовым столом и горизонтальным либо вертикальным шпинделем (в первом случае часто используется встроенный поворотный стол).
Такая компоновка более жесткая в сравнении с консольным размещением стола, благодаря чему повышается точность обработки, а за счет постоянной высоты стола оборудование оснащается устройствами, позволяющими автоматически менять заготовки. С помощью одно- или двухстоечных многоцелевых станков с ЧПУ и продольным перемещением стола можно обрабатывать детали, имеющие большую длину. Такая компоновка оборудования также более жесткая в сравнении со станками, оборудованными крестовым столом.
Технологии механической обработки деталей предполагают, что режущие инструменты испытывают значительные нагрузки, высокие температуры, трение и износ, поэтому для них важны особые эксплуатационные требования. Рабочая часть инструментов должна изготавливаться из материалов большой твердости, выдерживающих повышенное напряжение на изгиб, растяжение, сжатие, кручение.
Также материалы, из которых изготавливаются инструменты, должны оставаться твердыми под воздействием высокой температуры нагрева (иметь высокую красностойкость). Очень важна такая характеристика инструментального материала, как износостойкость. Чем она выше, тем медленнее будет происходить износ инструмента и тем выше будет его размерная стойкость, т. е. разброс в размере деталей, последовательно обработанных одним и тем же инструментом, должен быть минимальным.
Успешная технология механической обработки деталей требует как можно меньшего содержания в материалах, из которых изготавливаются режущие инструменты, дефицитных элементов.
Легированные стали отличаются от углеродистых повышенной вязкостью в закаленном состоянии, более высокой прокаливаемостью, меньшей склонностью к деформациям и появлению трещин в процессе закалки. Допустимая скорость резания варьируется от 15 до 25 м/мин. Из сталей 9ХВГ, ХВГ, ХГ, 6ХС 9ХС и др. изготавливают протяжки, сверла, метчики, плашки, развертки.
Для инструмента характерна повышенная износостойкость и возможность работы со скоростями до 100 м/мин. Из стали Р9 изготавливают инструменты простой формы (резцы, фрезы, зенкеры). Фасонные и сложные инструменты (для нарезания резьбы и зубьев), которые должны отличаться высокой износостойкостью, изготавливаются из стали Р18.

Твердые сплавы используются в виде изготовленных порошковой металлургией пластинок, которые имеют определенную форму и размер. Пластинки прессуются, после чего спекаются при температуре от +1500 °С до +1900 °С. Существует деление твердых сплавов на несколько групп – вольфрамовая представлена сплавами ВК2, ВКЗ, ВКЗМ, ВК4, ВК4В, ВК6, ВК6В, ВК8, ВК8В, ВК10, ВК15, ВК20, ВК25; титановольфрамовая включает в себя сплавы Т30К4Д15К6, Т14К8, Т5К10, Т5К12В; титанотанталовольфрамовая – ТТ17К12, ТТ10К8Б.
Для пластинок твердого сплава (HRC3 86-92) характерны такие качества, как высокая износо- и красностойкость (+800…+1000 °С), благодаря чему скорость обработки может составлять 800 м/мин. Пластинки припаиваются к державкам или корпусам инструментов при помощи медных (латунных) припоев или крепятся механическими способами.
Инструменты, в которых используются пластинки из минералокерамики, подходят для получистовой обработки деталей, выполненных из сталей и цветных металлов, при безударной нагрузке.
Чтобы увеличить эксплуатационные характеристики таких инструментов, в пластинки из минералокерамики добавляются такие элементы, как W, Мо, В, Ti, Ni. Подобные материалы носят название керметов. Особое значение керметы приобретают в технологии механической обработки деталей из труднообрабатываемых сталей и сплавов.
Алмазные резцы широко применяются в таких технологиях механической обработки деталей, как тонкое точение или растачивание элементов, состоящих из сплавов алюминия, бронз, латуней и неметаллических материалов.

С помощью алмазного инструмента работают с деталями, изготовленными из твердых и полупроводниковых материалов, германия, кремния, керамики, жаропрочных сталей и сплавов. При использовании такого инструмента качество обработанных поверхностей существенно возрастает. Скорость обработки составляет свыше 100 м/мин. Для поверхностей заготовок, обработанных таким образом, характерны низкая шероховатость и высокая точность размеров, поскольку алмазы характеризуются значительной размерной стойкостью.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технологии обработки металла
Металлообработка – технологические процессы, которые изменяют размер, форму и другие характеристики металлоизделий. Применяются различные виды обработки – литье, механические, электрические и термические виды обработки, сварка.
Под металлообработкой понимают совокупность технологических процессов, изменяющих размеры, форму и другие характеристики металлических заготовок. Условная классификация технологий обработки металлов: литье, механообработка (резанием и давлением), термическая, сварка, электрическая, художественная.
Один из наиболее древних способов обработки металлов
Литье – это процесс изготовления отливок путем заливки литейных форм расплавленным металлом. После отвердевания металлический расплав приобретает конфигурацию внутреннего пространства формы. Современные технологии литья обеспечивают возможность изготавливать отливки сложных форм с минимально возможными припусками на дальнейшую механообработку.
Типы обработки металла литьем:
Основные виды механической обработки металлов
Механообработка металлических заготовок включает процессы, в результате которых изменяются геометрические характеристики деталей. Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Способы обработки металлов давлением (ОМД)
Задачи, решаемые различными видами ОМД: получение полуфабрикатов или изделий заданных геометрических параметров, улучшение микроструктуры металла, снижение усадочной пористости отливок, улучшение физико-механических характеристик заготовок. Существует два основных направления ОМД:
Основные виды обработки металлов давлением:
Виды металлообработки резанием
Обработка резанием – совокупность процессов, подразумевающих срезание слоев металла с переходом их в стружку или разделение заготовок на части. Разделяют черновую, получистовую и чистовую обработку. Заготовками служат: отливки, все виды проката, штампованные, кованые, прессованные детали.
Основные методы обработки металлов резанием:
Для реализации скоростных методов резания используются металлообрабатывающие станки с ЧПУ, выполняющие все операции в автоматическом режиме в соответствии с заложенной в них компьютерной программой.
Термическая обработка металлов
Термообработкой металлов и сплавов называют совокупность операций нагрева до установленных температур, выдержки и охлаждения с различной скоростью и в различных средах. Их цель –получение микроструктуры и физико-механических характеристик, соответствующих запланированной технической задаче. Основные виды термообработки:
Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
Электрическая обработка металлов и сплавов
Электрообработка металлических заготовок основана на способности металла разрушаться при подаче высокоинтенсивных электрических разрядов. Этот вид металлообработки применяется для изготовления отверстий в тонких металлических листах, работы с полуфабрикатами из твердых сплавов, заточки инструментов.
Помимо видов металлообработки, служащих для получения необходимых технических характеристик металлоизделий, существует художественная обработка металлических заготовок. Ее цель – создание декоративных предметов или украшение изделий, имеющих практическое применение. Для этой цели применяют литье, чеканку, ковку, сварку.
Обработка металла
Металлы и их сплавы издавна используются человеком для изготовления инструментов и оружия, украшений и ритуальных предметов, домашней утвари и деталей механизмов.
Чтобы превратить металлические слитки в деталь или изделие, их требуется обработать, или изменить их форму, размеры и физико-химические свойства. За несколько тысячелетий было разработано и отлажено множество способов обработки металлов.

Особенности обработки металла
Многочисленные виды металлообработки можно отнести к одной из больших групп:
Литье — один из самых древних способов. Он заключается в расплавлении металла и розливе его в подготовленную форму, повторяющую конфигурацию будущего изделия. Этим способом получают прочные отливки самых разных размеров и форм.
Про другие виды обработки будет рассказано ниже.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое.
В зависимости от способа нагрева металла различают несколько групп сварочных технологий: