Производство металлической дверной коробки
Обновлено: 11.05.2024
Коробки изготавливаются по фактическим размерам проемов, соединение стыков с помощью сварки обеспечивает необходимую жесткость конструкции и гарантирует длительную эксплуатацию изделия.
Дверные коробки производятся из:
- электролитически оцинкованной стали толщиной 1,5 мм (окрашивается методом полимерного покрытия в любой цвет по каталогу RAL);
- из нержавеющей стали толщиной 1,25 мм (шлифованная, зеркальная и матовой поверхности).
(отличительной особенностью коробок является использование вдавливаемого в углубление профиля коробки резинового уплотнителя.)
Типы порогов
При изготовлении дверных коробок предусмотрено два типа порогов:
- стационарный (высотой 20мм), для дверных коробок, изготовленных из оцинкованной стали, выполняется из оцинкованной стали с накладкой из нержавеющей стали, для коробок из нержавеющей стали выполняется из нержавеющей стали.
- транспортный, который предназначен только для транспортировки коробки и демонтируется в процессе монтажа на объекте. Транспортный порог выполнен из оцинкованной стали 1,5 мм и крепится на саморезы к дверной коробке.
Гнезда петель и замка оборудованы щитками, вваренными в коробку для предохранения ее от загрязнений во время монтажа.
Условные обозначения:
- So - ширина проема в стене
- Но - высота проема в стене
- S - ширина двери в свету
- Н - высота двери в свету
- Sp - ширина дверного полотна
- Нр- высота дверного полотна

Телескопическая обжимная коробка предназначена для всех типов стен толщиной от 70 мм. Имеет возможность регулировки по толщине стены до 200 мм. После ее установки доработка монтажных зазоров не требуется (устанавливается после чистовой отделки помещения).
Производятся из электролитически оцинкованной стали толщиной 1,5 мм (окрашивается методом полимерного покрытия в любой цвет по каталогу RAL) либо из нержавеющей стали толщиной 1,25 мм (шлифованная, зеркальная и матовая поверхности). Каждая коробка комплектуется уплотнителем, вдавливаемым в углубление профиля.

Обжимная (телескопическая) коробка предназначена для всех типов стен. Имеет возможность регулировки по толщине стены до 20 мм. Применяется для двойных дверей.

Обжимная (телескопическая) коробка предназначена для всех типов стен с последующей установкой дверных полотен без четверти на качающихся петлях.
Коробка герметичная производятся из электролитически оцинкованной стали толщиной 1,5 мм (окрашивается методом полимерного покрытия в любой цвет по каталогу RAL) либо из нержавеющей стали толщиной 1,25 мм (шлифованная, зеркальная и матовая поверхности).
Дверная коробка: варианты конструкций и способы установки
Дверная коробка является основным элементом конструкции, от которого зависит дальнейшее функционирование, надежность и долговечность двери.
1. Особенности коробок для металлических дверей
Для установки входной двери необходима коробка, которая отвечает за прочность, надежность, функциональность и взломостойкость. Она является неподвижной частью дверного блока и встраивается в стеновой проем. Внешне это рамочная конструкция с петлями для навешивания полотна, наличниками и доборной фурнитурой. Дверная коробка является многофункциональным элементом. Выполняет практическую и эстетическую роль, защищает дверь от взлома, проникновения холода, шума и запахов.
Существует несколько разновидностей коробок в зависимости от способа установки.
Угловая — монтируется в накладку на проем. Имеет внешний наличник под размещение петель.
Торцевая или внутренняя — располагается внутри проема и крепится к подготовленной поверхности стены. Конструкция не имеет наличников.
Охватывающая или телескопическая — применяется в дверных конструкциях премиум-класса. Комплектуется внешними и внутренними наличниками, которые упрощают установку и скрывают неровности стены.
2. Стандартные размеры
Габаритные размеры дверных коробок регламентируются ГОСТ, что позволяет добиться унификации и гарантировать прочность, безопасность, долговечность и комфорт. Стоит отметить, что благодаря стандартным размерам можно выполнить установку двери в старую металлическую коробку.
Основной размерный ряд выглядит так:
2071×671, 2071×770, 2071×870, 2071×970, 2071×1272, 2371×970, 2371×1472, 2371×1872 мм.
В зависимости от исполнения дверей установлена ширина светового проема:
Одностворчатые 800–1000 мм;
Полуторные 1300–1500 мм;
Двустворчатые до 1950 мм.
Толщина коробки для различных видов несущей стены составляет:
Кирпичная кладка 75-108 мм;
Деревянный брус до 120 мм;
Панельные дома 120–130 мм.
3. Нестандартные размеры
Нестандартными считаются двери, имеющие отклонение от средних значений, установленных нормативами ГОСТ и СНиП, а также отличающиеся формой, толщиной и оформлением. Это могут быть конструкции с боковыми и верхними фрамугами, вставками и двумя створками.
К категории нестандартных относятся бронированные и противопожарные двери. В первом случае толщина конструкции составляет 100–120 мм, во втором 70 мм. Типовые габариты: 1200×1900, 1200×2050, 2500×2500 мм. Также от российских стандартов отличаются изделия европейских и китайских производителей, что связано с использованием другой системы измерения и установленными нормами.
Нестандартные двери популярны у владельцев загородных домов, которые хотят оригинально оформить фасад. Также их устанавливают в объектах коммерческой недвижимости. Если речь идет о многоквартирных домах, то для установки нетиповой двери потребуется согласование в БТИ.

4. Вычисляем нестандартный размер коробки входной металлической двери
Расчет габаритов нестандартной коробки начинается с замеров. Для их проведения старая конструкция полностью демонтируется - это позволяет получить доступ к проему. Степень кривизны стен проверяется уровнем. Небольшие отклонения компенсируются техническими зазорами, значительные дефекты устраняются цементным раствором. В нескольких сечениях (по углам и по центру) от основания стены измеряется высота, ширина и глубина проема. По каждому параметру за основу принимается среднее значение. Отдельно делается замер по двум диагоналям. Разница значений показывает, на сколько проем завален в сторону и имеет отклонения от перпендикулярности.
При формировании размеров коробки учитываются монтажные и технические зазоры. Они позволят правильно выполнить установку дверного блока и обеспечат плавный ход двери в дальнейшем. Проем должен быть больше коробки с каждой стороны. Зазоры оставляются в наиболее узких местах.
Высота и ширина дверного блока считается по габаритам будущей двери, к ним добавляется размер профиля рамы двери и плюс зазор 3–5 мм с каждой стороны полотна.
5. Изготовление дверной металлической коробки
Дверные коробки из металла изготавливаются несколькими способами.
Из углового профиля. Вариант подходит для компактных габаритов, узких проемов и нежилых помещений. Угловая коробка прикладывается к проему и занимает 5–6 см по толщине, что почти равнозначно размерам полотна. Конструкция обеспечивает защиту от силового взлома, но вызывает затруднения при установке уплотнительного контура.
Из профильной трубы. Короб отличается надежностью, обеспечивает необходимые изоляционные характеристики. Заготовкой служит профильная труба прямоугольного сечения от 40×25 до 40×40 мм с толщиной стенки 2 мм. Для массивных конструкций используется сортамент размером 60×40 мм. Для повышения безопасности изготавливаются двойные коробки из нескольких профилей. Они хорошо защищают от теплопотерь и внешнего шума. Могут устанавливаться на проем и внутрь него.
Из гнуто-сварной балки. Профиль дверной коробки производится на листогибочном оборудовании из 1,5 мм листов с последующей сваркой. Сечение имеет сложную форму и два контура примыкания полотна, что позволяет добиться максимальной термо- и шумоизоляции. Однако такой короб занимает много места, что часто требует расширения дверного проема.

6. Особенности монтажа дверных коробок для металлических входных дверей
Монтажные работы начинаются с подготовки. Коробка устанавливается вместе с защитной пленкой, а если ее нет, то оклеивается малярным скотчем. Помещение и мебель нужно защитить от пыли. На поверхности стены удаляется отслоившаяся штукатурка, устраняются дефекты и неровности. Потом основание оштукатуривается.
Металлические двери имеют значительный вес, поэтому при низкой несущей способности стены и недостаточной прочности под установку отливается монолитный портал из бетона. Дополнительно его связывают со стеной арматурой. Кроме того, согласно ГОСТ стальные двери с коробкой нельзя устанавливать в стены толщиной меньше 150 мм. При тонких стенах придется заниматься их утолщением.
Следует учитывать, что железная дверь оказывает значительную нагрузку на пол, поэтому нужно проверить его состояние и прочность покрытия. Деревянный брус и кирпичи рекомендуется заменить бетонной подливкой.
Способы монтажа дверных коробок под металлические двери
С помощью монтажных пластин. Для этого в конструкции предусмотрено по 3 выступающих проушины с каждой боковой стороны. Коробка двери помещается в проем так, чтобы пластины прилегали к стене с внутренней стороны. Технологический зазор оставляют 10–20 мм. В перегородке сверлят отверстия под крепеж на 2/3 толщины, но не менее, чем на 100 мм. Через отверстия в проушинах вставляются анкерные болты и затягиваются. Их можно заменить арматурой диаметром 12–16 мм. Верхняя часть штырей расплескивается или приваривается.
С фиксацией через отверстия в раме. Применяется для широких простенков, что позволяет сформировать откосы. Важно, чтобы толщина стены была не менее 150 мм, чтобы не произошло разрушений. Через монтажные отверстия в коробе в местах крепления сверлятся отверстия на глубину 100–150 мм. В них заводится крепеж и затягивается ключом. Важно выдержать зазор со стороны стены не менее 10 мм.
Путем бетонирования. В этом случае полая дверная рама заполняется бетонным раствором. Предварительно она выравнивается по уровню и якорится к стене анкерами. Они остаются до полного затвердевания раствора. Способ обеспечивает монолитную, сверхжесткую установку и выполняется в стенах любой кривизны.
В месте расположения дверная коробка входной двери выставляется в вертикальной и горизонтальной плоскости с помощью строительного уровня и отвеса. Положение корректируется клиньями. Важно избежать перекосов, иначе дверь будет неправильно работать. Количество точек крепления по длинной стороне должно быть не менее трех. Технологические зазоры заполняются пеной. Через сутки, когда она застынет, излишки срезаются ножом, как и выступающие части клиньев.
7. Как демонтировать металлическую дверную коробку
Установка новой двери начинается с демонтажных работ. Полотно нужно снять с навесов, удалить наличники и отделку на откосах с помощью перфоратора. Затем нужно снять порог, чтобы облегчить работу с боковинами.
Крепежные элементы, удерживающие коробку в проеме выкрутить. Если они не поддаются или для фиксации использовались стальные штыри, то их срезают болгаркой с отрезным кругом. Зазор между стеной и коробкой должен обеспечивать доступ к крепежу. В противном случае его придется расширить, установив пику в патрон перфоратора. Инструментом штукатурка аккуратно удаляется в местах крепления, а монтажная пена вырезается ножом.
Обрезку следует начинать с нижней части и постепенно перемещаться вверх, чтобы избежать самопроизвольного выпадения балки и травм. Сначала нужно демонтировать боковые стойки, а горизонтальную часть извлечь в последнюю очередь. Возможно, балки придется разрезать в нескольких местах и поддеть ломом или скарпелем. Пропилы не должны проходить через ответную часть замка.
8. Как расширить дверную металлическую коробку не снимая
Расширением дверной коробки приходится заниматься, когда толщина стены больше размера рамы. Для этого используют доборные планки, подобранные в тон с отделкой двери, гипсокартонный лист, плиты из массива дерева, панели МДФ или ламинат. Отделка быстро устанавливается, маскирует дефекты монтажа и придает входной зоне эстетичный вид. Ширина планок составляет 70–400 мм. Толщина обшивки должна быть 15–25 мм, чтобы выдерживать нагрузки при эксплуатации. Для крепления используют жидкие гвозди, монтажную пену, строительные смеси или обрешетку из реек.

9. Можно ли установить две двери в одну дверную коробку
Монтаж двух входных дверей в одной коробке является оптимальным при тонких несущих стенах, когда для отдельной рамы просто нет места. Такая установка обходится дешевле и позволяет улучшить изоляционные характеристики. Конструкция соответствует требованиям вневедомственной охраны, и квартира может быть поставлена на сигнализацию.
Прием успешно применяется в новостройках. В таких домах толщина стены составляет 170–200 мм, что не позволяет разместить две отдельные рамы. Короб занимает всю ширину проема, поэтому нет зазоров между дверьми, не накапливается пыль и не требуется дополнительная отделка проема. Для изготовления используется 2 мм сталь, что обеспечивает жесткость и соблюдение геометрии.
Первая дверь выполняет защитную функцию и отвечает за безопасность имущества. Изготавливается из прочного металла и комплектуется надежной замковой системой. Вторая служит для защиты от сквозняков, внешнего шума и запахов из подъезда. Производится из дерева, пластика или МДФ, а отделка подбирается в тон с оформлением прихожей. Для второй двери достаточно одного замка, например, магнитного или с нажимной ручкой-защелкой. Створки на раму навешиваются так, чтобы они открывались в разные стороны.
10. Можно ли сделать коробку для входной двери своими руками
Разработка чертежа лежит в основе изготовления коробки металлической двери. В нем проставляются габаритные и привязочные размеры, отмечаются места расположения крепежных элементов, арматуры и закладных планок.
Рама может быть замкнутой, что предполагает наличие встроенного порога, или П-образной. Высота стационарного порога 20–45 мм. На несущей стойке располагается 3–4 петли в зависимости от веса двери. Также в ней делают отверстия для размещения противосъемных штырей. Другая стойка называется замочной. В ней вырезают пазы под ригели и запорные элементы.
Алгоритм действий выглядит так:
Нарезается в меру металлический профиль. В зависимости от способа стыковки элементов срез может быть ровным или скошенным под углом 45°.
На полу или верстаке из элементов формируется рама. Точность сборки проверяется угольником.
Дополнительно делаются замеры по диагонали, чтобы избежать перекосов.
Рама сваривается с двух сторон в единую конструкцию.
При необходимости на обе стойки привариваются монтажные пластины по 3 с каждой стороны.
Оборудование производства металлических дверей

Основной тенденцией развития рынка стальных дверей, следует отметить повышение технологического уровня производства.
Если еще несколько лет назад основную часть рынка занимали двери, изготовленные по «кустарной» технологией из готовых профилей и металлопроката, то сегодня фирмы, которые хотят работать в этой области и дальше, должны выходить на иной технологический уровень.
С чего начинается изготовление стальных дверей
Изготовление стальных дверей начинается с заготовительных мероприятий. Необходимо подготовить заготовки, т.е. листы металла определенного размера, исходя из конструкции двери. Его необходимо погрузить в специальную линию по складирование и выдаче на поточное изготовление. Далее металл обрабатывается на линии изготовления дверных коробок, сварки изделий и подготовки к покраске.
Автоматические линии и другое оборудование для производства металлических дверей
Как правило, должны применяться автоматические линии по профилированию дверных коробок, линии по перемещению заготовок дальше на поточной линии. Также должны быть окрасочные линии, поскольку это максимально оптимизирует технологический процесс и позволяет более экономично использовать красящий материал.
Перечень оборудования для производства металлических дверей
2. Тыльная сторона двери:
4 Порог и стойки
5 Завершающий этап - установка петлей, установка замков, покраска и т.д.
ПОДРОБНОЕ ОПИСАНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ДВЕРЕЙ:
УЧАСТОК РАСКРОЯ:
В зоне раскроя может находиться несколько станков.
- Гильотина, на которой происходит раскрой листа в размер для лицевой и тыльной заготовок двери, а так же роспуск листа на полосы для коробки.
- Операцию раскроя можно произвести с помощью станка плазменного раскроя, который помимо простого прямоугольного раскроя, позволяет осуществлять криволинейный раскрой (необходимо учитывать, что потребуется небольшая доп. обработка линий реза)
- Наиболее производительным решением, будет использование координатно-пробивного пресса. Оператор закладывает в программу размеры двери, а станок сам нарезает заготовку полотна и коробки. Штампует необходимые отверстия под замки, ригели, ручки, глазок, и посадочные отверстия в полотне для установки замков и задвижек. В любом варианте комплектации зоны раскроя наличие гильотины – обязательно.

ЗАГОТОВИТЕЛЬНЫЙ УЧАСТОК
Среди необходимого оборудования для производства металлических дверей столы для разметки и раскроя
- При отсутствии координатно-пробивного пресса и плазмы возможно использование комбинированных пресс-ножниц. На данном станке производиться пробивка отверстий под замки, ригеля, делается высечка полотна для коробчатой гибки. При производстве коробки из уголка – возможна резка под углом 45 гр. (с предварительной разметкой)
- При отсутствии комбинированных пресс –ножниц на данном участке необходимо иметь сверлильный инструмент (станки), отрезной инструмент, шлифовальный инструмент

УЧАСТОК ГИБКИ
После получения двух заготовок полотна и четырех заготовок коробки с тех. отверстиями заготовки попадают на участок гибки.
Гибка производиться на гибочных прессах. При использовании прессов с ЧПУ предварительно в программу заносятся данные по необходимым гибам.
В результате гибки получаем две части дверного полотна (лицевая и тыльная) и гнутые профиля для дверной коробки.
УЧАСТОК СБОРКИ И ПОДГОТОВКИ К ПОКРАСКЕ
На данном этапе происходят сварочные работы, которые можно проводить с помощью ручных сварочных автоматов или ручных клещей точечной сварки, а так же с помощью стационарных станках точечной сварки.
На сборочном столе происходит подгонка и стыковка двух частей дверного полотна (при необходимости закладывают заранее подготовленный карман для замка, заполненные минеральной ватой вертикальные ребра жёсткости, горизонтальные пластины для удержания минеральной ваты в полотне, задвижку, защиту замка и направляющие для тяг). Всё это приваривается контактной точечной сваркой. При необходимости полотно заполняется минеральной ватой. Две половинки прихватываются точеной сваркой. Сварочные точки находятся на расстоянии 150мм друг от друга.

Сборка дверной коробки
Параллельно на другом столе подгоняется и собирается дверная коробка. которую сваривают на углах по диагонали и дополнительно проваривают полным швом внутренние и наружные углы коробки. На специальном столе укладывают коробку и в неё вставляют полотно. Выставляют зазоры по специальным шаблонам, проверяют диагонали, плоскость конструкции. После проверки всех параметров приваривают петли.
Следующий этап: установка замков, тяг, фурнитуры, задвижки.
После подгона всё разбирается и маркируется – каждый набор к каждой двери. (фурнитура, замки, тяги и т.д.)
Снимается полотно с петель и коробка и полотно готовы к очистке от грязи и масел и обезжириванию. Для очистки полотна и коробки можно использовать специальную дробемётную камеру. Где при помощи дроби диаметром 0,5мм и большого давления полотно и коробка превращаются в идеально подготовленную, чуть шероховатую поверхность без грязи, кислот и масел.
Пошаговая инструкция по изготовлению железных дверей своими руками
На рынке входных дверей стальные конструкции по праву занимают одну из лидирующих позиций. Технология изготовления и положительные характеристики материала позволяют препятствовать несанкционированному проникновению внутрь помещения и выдерживать все противоправные попытки вскрытия путем подбора дверных ключей, разрушения либо деформации полотна. Ассортимент готовой продукции в специализированных магазинах довольно обширен, однако изготовить железную дверь своими руками не только возможно, но и доступно фактически для каждого. Важно только иметь желание и опыт работы со сварочным аппаратом, а также четко придерживаться последовательности при работе с материалами и инструментом.

К основным причинам изготовления стальных дверей самостоятельно относятся:
- Нестандартные размеры конструкции, которая должна получиться в итоге;
- Воплощение эксклюзивной задумки дизайнера;
- Использование особых материалов;
- Возможность получить изделие высокого качества;
- Экономическая составляющая.
Качественная железная дверь обладает высокими защитными свойствами, обеспечивает достаточную тепло- и звукоизоляцию, имеет длительный эксплуатационный срок службы.
Проектирование железной конструкции
Процесс изготовления железной двери следует начинать с создания чертежа, где указываются действительные размеры изделия. Полученная схема послужит основой для сборки и последующей установки двери.

Начинать необходимо с замера ширины и высоты дверного проема. Полученные мерки переносятся на бумагу, чертится схема будущей конструкции с указанной шириной и высотой дверного полотна.
Стандартный размер металлической конструкции 900 мм x 2000 мм. Если же габариты больше, то устанавливается дополнительный блок сверху, закрывается листовым железом, стеклом, решеткой, либо сбоку вваривается глухой или распашной блок. Все элементы указываются в проекте.

Размеры дверного короба должны быть на 2 см меньше размера дверного проема. Получившийся зазор впоследствии значительно упростит процесс установки короба и позволит скорректировать его при необходимости.
Количество петель рассчитывается с учетом веса конструкции, как правило, используют 2 – 4 навеса. Чтобы равномерно распределить нагрузку, петли приваривают на одинаковом расстоянии друг от друга. При этом первая и последняя привариваются на расстоянии 15 см от внешнего края двери.

Следующий шаг – усиление дверной рамки дополнительными ребрами жесткости. Основной элемент жесткости располагается посередине дверного полотна, а дополнительные ребра жесткости можно пустить из углов изделия либо от петель, что позволит равномерно распределить нагрузку по всей площади двери. Главное, чтобы усилители жесткости не мешали при врезании замка, установке ручки и глазка. Ребра жесткости должны обеспечивать прочность готового изделия, их количество также выбирается по собственному усмотрению.
Материалы и набор инструментов
К необходимым инструментам для сборки железной двери своими руками относятся:
- Сварочный аппарат;
- Электродрель;
- Шуроповерт;
- Болгарка, оснащенная режущим диском по металлу;
- Зажимы;
- Набор напильников, шлифовальная машинка;
- Набор измерительных инструментов.

К материалам для изготовления стандартной конструкции относятся:
- Стальной лист (2 — 3 мм толщина с размером 100 x 200 см);
- Металлические уголки для рамы (3,2 x 3,2 см 6 п. м.);
- Профильная труба для коробки и ребер жесткости (5x 2,5 см 9 п. м.);
- Навесы для дверей;
- Усилительные пластины для крепления дверной коробки к стене (40 x 4 см, толщина которых 2 – 3 мм, в количестве 4 шт.);
- Фурнитура для двери (замки, ручки);
- Антикоррозийные защитные составы, краска;
- Монтажная пена, анкерные болты.
Ассортимент дверной фурнитуры и замков достаточно разнообразен, выбор зависит исключительно от личных предпочтений. Но наиболее востребованными механизмами признаны замки с ригелями на три стороны. Такие изделия монтируются намного сложнее, но и защитные функции у них значительно выше.

Если железная дверь предназначена для подсобных помещений, можно применить более упрощенный и малозатратный в финансовом плане вариант: функцию усилителя жесткости будет выполнять арматурный прут.
Этапы сборки
Процесс по сборке металлической конструкции состоит из следующих этапов.
Сбора коробки
Детали каркаса нарезаются из профильной трубы и укладываются в виде прямоугольника на сварочном столе. Еще раз проверяются все размеры, в том числе и по диагонали. Контрольный замер позволит выставить углы четко под 90 градусов. Правильно скорректированная конструкция прихватывается сваркой.

После завершения сварочных работ необходимо проверить перпендикулярность сторон и измерить расстояние между противоположными парами углов. Сравнить исходные данные.
Если же все получилось правильно, можно приступать к окончательным сварочным работам. По завершении швы необходимо отшлифовать. После чего привариваются усилительные пластины к дверному коробу.

Сборка дверного полотна
Для сборки полотна необходимо произвести замеры внутренней части дверной коробки. С каждой стороны отступаем по 7 см – это размеры будущей конструкции.
Из металлических уголков нарезаются нужные по длине заготовки и проходят предварительную обработку по устранению заусениц. Подготовленные уголки необходимо уложить вовнутрь конструкции, чтобы образовался прямоугольник. После чего производятся контрольно – измерительные действия.

Если же появились какие-либо нюансы, их необходимо устранить и подогнать все детали по размеру. Стыковочные точки завариваются наглухо.
Следующим этапом нарезается материал для ребер жесткости, они свариваются наглухо с каркасом двери. Важно учесть все указанные в проекте места для установки замка и соответствующей фурнитуры.

Внешний вид рамы с приваренными ребрами жесткости.
Изготовление полотна начинается с укладки стального листа на сварочный стол или козлы. Поверх листа ложиться готовая рама и чертится контур по указанным в проекте размерам, при этом от внешних краев рамы необходимо сделать отступ на 10 см.

Согласно очерченному контуру вырезается стальной лист, участки срезов обязательно шлифуются. Подготовленное полотно с помощью сварочного аппарата монтируется к каркасу.
Важный момент: чтобы не допустить искажений, сварку нельзя производить сплошным швом.

Оптимальный вариант сварочного шва – отрезки по 30 мм с промежуточным расстоянием 15 — 20 мм. Чтобы избежать последующих скрытых дефектов, в процессе работы изделие должно периодически остывать, иначе в ближайшее время может понадобится его ремонт.
Закончив с наружной стороной двери, полотно необходимо перевернуть, а сверху уложить дверную коробку.
Для удобства подгонки коробки к раме можно воспользоваться подкладками, толщина которых от 2 до 5 мм, их укладывают по всему периметру конструкции. В образовавшееся пространство в дальнейшем будет вмонтирована уплотнительная лента для повышения шумоизоляционных качеств двери.

Когда дверное полотно будет полностью готово, делаются специальные пропилы для установки внутреннего замка и глазка, сверлится отверстие под дверную ручку. Края отверстий в обязательном порядке подлежат шлифованию.
Важный момент: размер отверстия под замок одновременно должен позволять установку замка без люфта и обеспечивать свободный доступ к нему в случае проведения ремонтных работ.
Для навесного замка необходимо предусмотреть специальные накладки.
Монтаж дверных петель
Верхние навесы, оснащенные пазами, крепятся на дверную раму, а их нижние части со штифтами привариваются к дверной коробке. Стыковочные швы обязательно проходят шлифовку.

Собранную металлическую конструкцию необходимо предварительно очистить от посторонних частиц (пыли, стружки) и обработать антикоррозийным составом. Финальным аккордом выполняется либо колеровка, либо декоративная отделка двери.
Чтобы более подробно и наглядно понять, как собираются железные двери своими руками, рекомендуется предварительно изучить видео, наглядно показывающие весь процесс от А до Я.
Монтажные работы по установке двери
В дверной проем помещается коробка и проводится подгон конструкции относительно проема, все действия осуществляются с помощью отвеса либо строительного уровня.

Монтажные работы по установке дверного короба проходят исключительно при его геометрически выверенном расположении. Для фиксации стальных петель к стене используют анкерные болты. После чего можно вешать дверное полотно на навесы.
Проверка правильности установки: железная дверь должна беспрепятственно как открываться, так и закрываться, а петли работать слаженно и без излишних усилий.
Установка замка и дверной ручки
Чтобы закрепить замок и дверную ручку, рекомендуется воспользоваться качественными болтами, что поможет в дальнейшем избежать трудностей в случае их ремонта либо замены.
После установки замка, торцевые стороны ригелей необходимо натереть мелом и сделать ими отметки на дверной коробке. В отмеченных местах вырезаются отверстия – пазы для ригелей.

Если есть необходимость в дополнительной защите замка, следует приварить уголок нужной длины к дверному полотну на тех участках, где выходят ригели. Еще один способ — это усилить дверное полотно в месте, где вмонтирован замок. Для этого, с внутренней стороны приваривается стальная пластина толщиной 6 мм. На этой стадии рекомендуется отрегулировать работу запирающего механизма и позаботиться о плотном прилегании двери к раме.
Изучив подробную инструкцию изготовления, можно понять, как правильно сделать металлическую конструкцию. Железную дверь своими руками вполне реально собрать в домашних условиях, главное, вооружиться необходимым материалом и инструментом.
Металлическая дверь своими руками – полный цикл сборки за 7 этапов
Вам нужна нормальная железная дверь, а цены на рынке «кусаются»? Есть вариант соорудить ее самому. Давайте вместе разберем, как делается металлическая дверь своими руками, начиная с подготовки инструмента, закупки материала и наброска эскиза и заканчивая утеплением и чистовой отделкой.

Сделать железную дверь самому вполне реально.
Грамотная подготовка как один из залогов успеха
Сделать металлическую дверь своими руками для любителя задача вполне реальная, но есть один нюанс: вы должны свободно работать болгаркой и хотя бы на начальном уровне владеть сварочным аппаратом. Но перед тем как сделать саму дверь нужно подготовить инструмент и материал.
Выбор инструмента
- Болгарка;
- Сварочный аппарат;
- Шуруповерт или набор отверток;
- Электродрель с ударной функцией или перфоратор;
- Круглый «драчевый» напильник;
- Молоток;
- Рулетка;
- Керн;
- Уровень (желательно 1,5 м);
- Угольник.

Инструмент домашнего мастера.
Кроме того понадобится разнообразная фурнитура для электроинструмента. Имеются в виду диски для болгарки по металлу, корд-щетка на болгарку, сверла на дрель, наждак и прочая мелочевка без которой изготовление металлической двери своими руками невозможно.
Закупка материала для изготовления металлической двери
Для железных дверей нужно купить:
- Металлический лист толщиной от 1,5, до 3 мм;
- Профилированная труба 40х20 мм – минимум 7 – 8 м;
- Уголок 50х50 мм – около 7 м;
- Полоса 40х4 мм – 2 м;
- Петли обычные папа-мама или шарнирные – 2 шт.
Если в сварочных работах у вас нет большого опыта, то лучше берите лист под входные двери потолще, хотя бы не менее 2 мм, а лучше 3 мм. Сварка металлических дверей дело не особенно сложное, но тонкий лист очень легко прожечь насквозь.

Материал для металлических дверей
Еще вам понадобится хороший ровный стол или какое-то подобие козлов, сделать металлическую дверь на земле очень тяжело, а для начинающего мастера вообще не реально.
Делаем эскиз
Профессиональные чертежи на стандартные железные двери сейчас найти можно, но проблема в том, что эти документы делались по ГОСТ 31173-2003, то есть 2200х900 мм или 2200х1200 мм (для широких проемов).
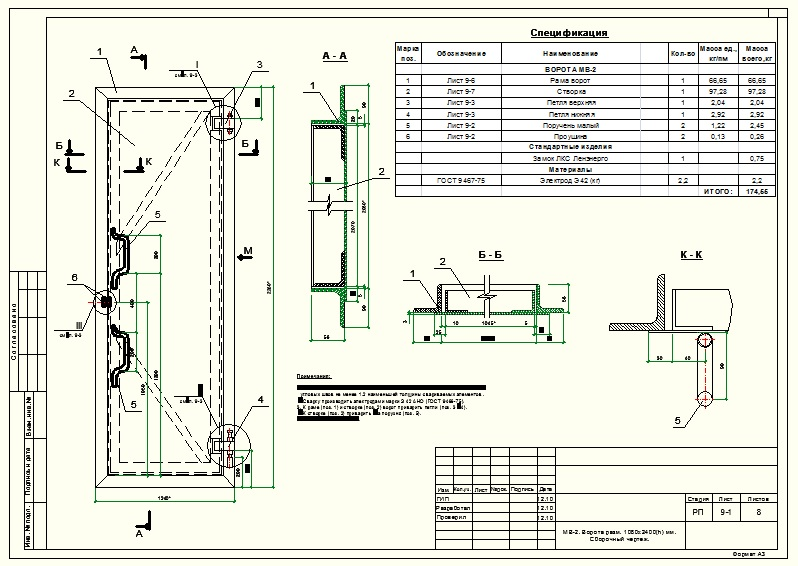
Профессиональный чертеж под дверь, сваренную из металла
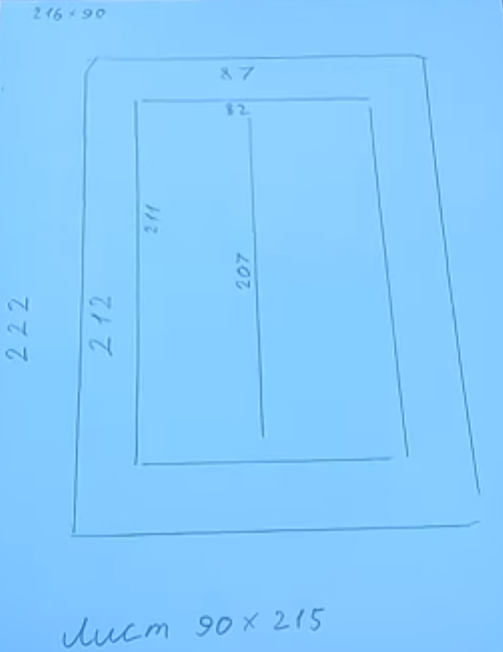
Пример эскиза для нестандартной железной двери.
Коль уж мы делаем железную дверь своими руками, то на этапе создания эскиза нужно учесть кое-какие допуски, ниже на примере они показаны:
- Стартовые размеры дверного проема 216х90 см;
- Делать раму (лутку) вплотную к стенам нельзя, так как некуда будет заливать монтажную пену, поэтому по верхней кромке оставляем 10 мм на пену, плюс 5 мм толщина уголка;
- Внизу делаем небольшой порожек, соответственно 25 мм от уголка будет отрезаться, итого остается 212 см высота рамы по внутреннему периметру;
- По бокам также оставляем по 10 мм на пену, плюс 10 мм составляет толщина металла в 2 уголках, итого ширина внутреннего проема 87 см;
- Саму стальную дверь, точнее раму под нее, нельзя делать вплотную к лутке, если дом начнет «гулять» и лутка чуть сдвинется, то полотно заклинит. Поэтому по наружному периметру оставляем зазор 5 мм, соответственно получается 211х86 см;
- Лист берем больше (90х215 см), так как он будет накладываться на часть лутки.
Инструмент подготовили, материал купили, эскиз сделали, теперь можно приступать к сооружению железных дверей своими руками.
Семь этапов сборки стальных дверей
Можно сделать металлические двери своими руками только из уголка или только из профилированной трубы, но смешанный вариант получается более надежным и практичным. Наружную раму (лутку) лучше сварить из уголка 50х50 мм, а каркас под дверное полотно из профилированной трубы 40х20 мм.
Этап № 1. Свариваем лутку
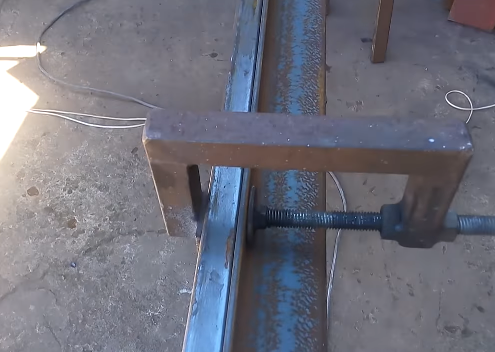
Первым делом отрезаем по схеме уголки и фиксируем их на рабочем столе или козлах струбцинами. Здесь важно чтобы нижняя плоскость была ровной, а углы соединились под 90º. Прямоугольник коробки проверяем по диагоналям, если они одинаковые, значит, углы будут прямыми.

Фиксация каркаса струбцинами.
Сразу обваривать углы не стоит, их может повести, сначала прихватываем в нескольких точках и снова замеряем диагонали, пока все не проварено, еще можно отрегулировать мелкие неточности.
Точечная прихватка.
При обваривании углов, сначала накладываем все вертикальные швы, а потом переходим к горизонтальным, так металл будет меньше перегреваться. Лишнюю часть уголка мы вырежем позже.
Теперь переворачиваем раму и проверяем плоскость длинным уровнем или любым ровным эталоном. Никаких перекосов и изгибов быть не должно.

Проверка плоскости рамы.
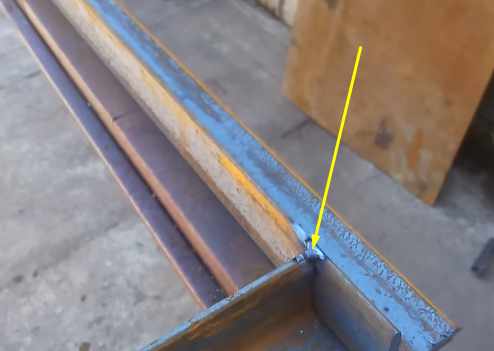
Провариваем наружные стыки и сразу зашлифовываем эти швы болгаркой.

Сварка наружных швов.
Как показано на фото сверху, у нас остался не вырезанным кусочек уголка изнутри, его нужно убрать, так как он будет мешать при установке. Для этого снова переворачиваем раму и вырезаем лишние части болгаркой. Лутка готова, теперь можно переходить к раме для железной двери.

Вырезаем лишние части.
Этап № 2. Рама под дверное полотно
Когда нарезаете профилированные трубы под каркас дверного полотна, сначала отмеряете все длинные части, а потом из остатков вырезаете короткие. В противном случае вы можете не угадать и тогда, большие вертикальные стойки придется сваривать из кусочков.
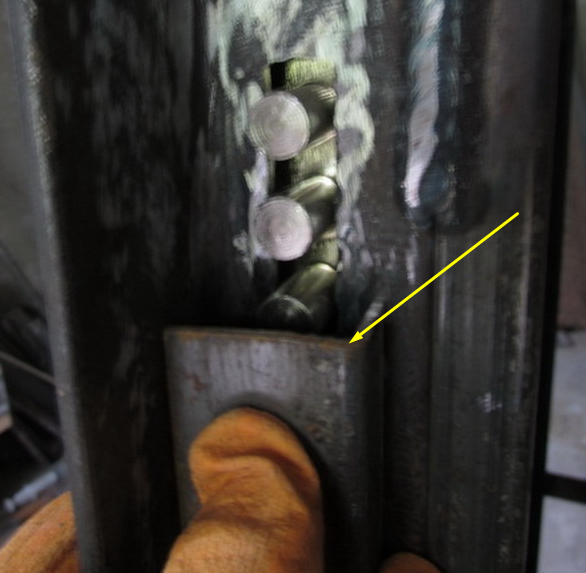
Прорезь под замок лучше сделать сразу. Для этого отмеряем от низа стойки 1 м. и делаем 2 вертикальных надреза по габаритам замка, а посередине эту полоску разрезаем наискось. Чтобы кусочки легче было выломать, делаем на них небольшие надрезы, стрелочки на фото указывают на эти надрезы.
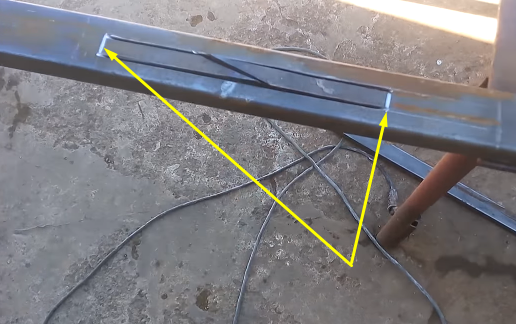
Заготовка под замок.
Дальше выламываем полоски, переворачиваем трубу и вырезаем с обратной стороны аналогичное отверстие, после чего можно высверливать боковые отверстия под винты, нарезать в них резьбу и примерять замок.

Первичная примерка замка.
Чтобы каркас дверного полотна четко лег на свое место, фиксируем струбцинами профилированные трубы с внутренней стороны лутки. Не забудьте: между профилированной трубой и уголком должен оставаться зазор 5 мм, для этого вставляем прокладки. В качестве прокладок можно использовать те же обрезки уголка.
Фиксация профилированной трубы на раме.
Здесь важно как ставить профилированные трубы, на любой такой трубе есть сварной шов, так вот, этот шов должен «смотреть» внутрь полотна.
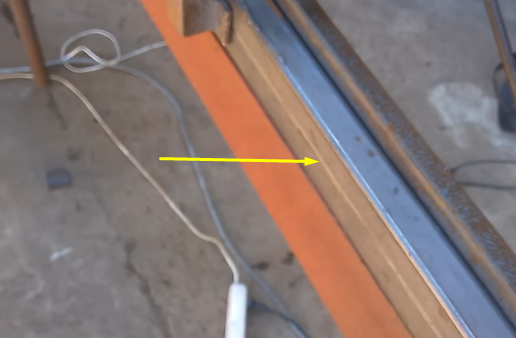
Сварной шов профилированной трубы.
При сооружении рамы под дверное полотно проверять диагонали уже не обязательно, так как мы «привязываемся» к наружному каркасу. Углы свариваются по аналогии с луткой, то есть, в нескольких точках прихватываем, а потом от центра к краям провариваем стыки.

Сварка углов дверного каркаса.
Здесь же, пока рама находится в лутке, привариваем поперечные ребра жесткости, они делаются из профилированной трубы.
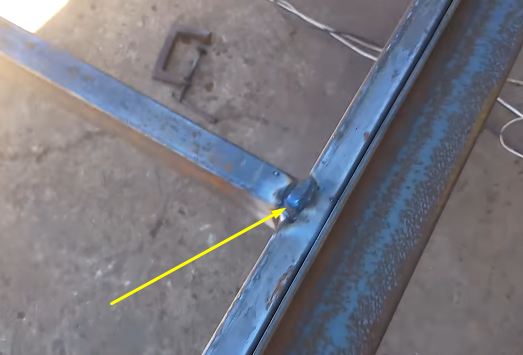
Крепление ребер жесткости.
Теперь снимаем струбцины, убираем наружный каркас и провариваем торцы соединений в углах, после чего зашлифовываем все швы. Будьте осторожны, металл тонкий и легко прогорает.
Этап № 3. Крепление листа
Для начала нам нужно вырезать лист по размерам. От рамы дверного полотна, до края листа оставляем 20 мм (5 мм на зазор, плюс 15 мм на нахлест лутки). Чтобы лист отрезать ровно по разметке, можно использовать профилированную трубу, просто крепите ее струбцинами и режете болгаркой по кромке.
Эталон для резки листа болгаркой.
Кладем на отрезанный лист дверной каркас, проверяем чтобы везде четко соблюдался нахлест и точечно привариваем профилированные трубы к листу (шаг порядка 100 – 150 мм). Чтобы рама не сдвинулась во время сварки ее можно зафиксировать струбцинами.
Раму прихватываете не вдоль по периметру, а по диагонали. То есть: приварили одну точку, потом перешли на противоположную и так пока все не обварите. В противном случае, конструкцию может повести.
Точечная сварка дверного полотна.
Этап № 4. Как приварить петли
| Иллюстрации | Рекомендации |
Этап № 5. Врезаем замок
В дверную раму замок уже вставлен, теперь нужно примерить и разметить места пропилов в лутке.
Отверстия под замочную скважину просверливаем большим сверлом, после чего доводим до нужного размера круглым драчевым напильником.

Отверстие под замочную скважину.
Отверстия в уголке под сам замок вырезаются болгаркой и также обрабатываются напильником. Замочные засовы желательно закрыть изнутри металлическим кожухом, его можно сделать из профилированной трубы или уголка, кожух обязательно приваривается.
Кожух для защиты засовов замка.
Теперь осталось примерить накладку на сделанные ранее отверстия и можно переходить к облицовочным работам.

Монтаж накладки на замок.
Этап № 6. Облицовка и утепление
Дешевле и лучше всего утеплять железные двери пенопластом, как правило, берутся плиты ПСБ-С-25 толщиной 40 мм. Плита вырезается чуть меньше проема, а зазор потом задувается монтажной пеной.

Утепление входных дверей пенопластом.
Минеральной ватой утеплять входные двери не стоит. Дело в том, что любая вата боится влаги и после намокания садится, поэтому через пару лет такой утеплитель перестанет работать.
Изнутри конструкцию можно обшить любой понравившейся вам плитой, от ОСП, до ламинированного МДФ.

Накладки из ламинированного МДФ на двери.
Также можете ознакомиться с более подробной статьей по утеплению металлических дверей — Как утеплить металлическую входную дверь.
Наружную лицевую часть дверей также можно отделать ламинированной плитой, но проще и дешевле будет покрасить металл молотковой краской, делается это так:
- Весь металл зачищается корд-щеткой (удобно использовать корд-насадку на болгарку);
- Конструкция обезжиривается ацетоном или бензином;
- Металл покрывается грунтом под выбранную ранее молотковую краску;
- Кистью, валиком или краскопультом наносится 2 – 3 слоя краски.
Этап № 7. Установка металлических дверей
Чтобы закрепить железные двери нужно предварительно приварить по периметру лутки своеобразные хвостовики из полосы 40х4 мм.

Хвостовики для крепления железных дверей.
Конструкция устанавливается в такой последовательности:
- Вставляете лутку в дверной проем;
- Перфоратором через хвостовики высверливаете глухие отверстия в откосах;
- Дальше можно забить металлические костыли или зафиксировать конструкцию анкерными болтами;
- Навешиваете дверное полотно;
- Задуваете зазоры по периметру лутки монтажной пеной;
- Дверь установлена, теперь осталось срезать излишки засохшей пены и обустроить откосы.
Вывод
Как видите на домашнем «производстве», без профессиональных схем и дорогостоящего оборудования была собрана хорошая железная дверь своими руками и обошлась она примерно вполовину дешевле, чем заводской аналог.
![]()
С хорошим декором самодельная дверь будет выглядеть не хуже заводской.
Читайте также: