Прокатка и волочение металлов
Обновлено: 16.05.2024
Обработка металлов давлением основана на свойстве металла необратимо, без разрушения изменять форму и размеры под давлением действующих на него сил. Металлы, предназначенные для обработки давлением, должны обладать ковкостью. Ковкость - это свойство металлов и сплавов, которое позволяет подвергать их ковке, прокатке, прессованию и штамповке. Ковкими являются большинство чистых металлов, углеродистая сталь с содержанием углерода до 1,1 %, легированные стали, латунь, некоторые алюминиевые и магниевые сплавы и др.
Ковкость характеризуется двумя показателями: пластичностью, т. е, способностью металла подвергаться без разрушения деформации под давлением, и величиной его сопротивления деформированию. У ковких металлов относительно высокая пластичность сочетается с относительно низким сопротивлением деформированию. Хрупкие металлы и сплавы не являются ковкими, так как они не обладают достаточной пластичностью даже в нагретом состоянии.
В процессе холодной пластической деформации изменяются механические и физико-химические свойства металлов. Это происходит потому, что при деформации зерна металла измельчаются, дробятся и вытягиваются в направлении наибольшего увеличения размеров обрабатываемого изделия. Металл при этом получает ясно выраженное волокнистое строение. Вдоль волокон механические свойства металла повышаются, а поперек остаются без изменения, понижаются пластичность и вязкость, повышаются прочность и твердость металла.
Изменение свойств металла в процессе холодной пластической деформации называется упрочением, или наклепом. Если изделие подвергают дальнейшей обработке на станке или изменение свойств металла под влиянием холодной обработки нежелательно, наклеп снимают отжигом.
Холодную обработку давлением без нагрева металла, сплава или с нагревом до температуры ниже температуры рекристаллизации используют при прокате, штамповке и волочении. Холодная обработка металла давлением дает чистую поверхность и высокую точность размеров изделия.
Некоторые металлы и сплавы обрабатывают давлением только после нагрева до определенной температуры. В этом случае большое значение имеет точное определение температуры начала и конца нагрева. Образование волокнистой структуры изменяет механические свойства металла вдоль и поперек направления вытяжки.
При обработке давлением заготовки нагревают в специальных устройствах: пламенных и методических печах, нагревательных колодцах и электрических печах. Чтобы избежать возникновения внутренних напряжений и предохранить поверхность заготовок от окисления, нагревать металл следует постепенно и равномерно. В любой нагревательной печи должны быть приборы, позволяющие контролировать температуру нагреваемой заготовки.
Пламенные печи используют для нагрева заготовок небольшого размера. Заготовки большого размера нагревают в нагревательных колодцах. В методических печах идет непрерывный процесс загрузки, нагрева и выдачи заготовок. Наиболее часто при обработке металлов давлением пользуются электрическими печами, которые позволяют автоматизировать процесс нагревания заготовок.
Основными способами обработки металлов давлением являются: свободная ковка, штамповка, прокатка, прессование и волочение.
Свободная ковка заключается в нагреве до температуры выше 850°С стальной заготовки в печи (горне). Металлу, который лежит на наковальне, ударами молота придают требуемую форму (свободная ковка). Изделие, полученное в результате ковки, называют поковкой.
Ковка бывает ручная и машинная. К основным операциям ручной ковки относятся: вытяжка, осадка, гибка, прошивка отверстий, рубка, закручивание, выглаживание. Для выполнения этих операций используют наковальни, кузнечные молоты (ручники), гладилки для выравнивания поверхности плоских поковок, клещи с плоскими и круглыми губками для удержания нагретых заготовок, пробойники для прошивки отверстий, кузнечные зубила для рубки металла, обжимки для придания . заготовкам различной формы поперечного сечения и т. д.
Вытяжка - это операция, при которой происходит увеличение длины поковки за счет уменьшения ее поперечного сечения. При этом заготовка лежит на наковальне, и после каждого удара молота ее поворачивают так, чтобы сохранить форму прежнего сечения. Осадка - это уменьшение длины заготовки за счет увеличения ее поперечного сечения.
Гибку применяют для изменения контура заготовки при изготовлении ручного немеханизированного инструмента, например багров, крюков, ломов и т. д.
Прошивку используют для получения сквозных отверстий в теле заготовки.
В зависимости от формы применяемого бородка получают круглые, квадратные и прямоугольные отверстия.
Рубка- отделение части металла от целой заготовки для последующей обработки.
Закручивание применяют для придания большей жесткости полосе прямоугольного сечения. При закручивании один конец заготовки вращается вокруг своей оси, при этом другой конец закреплен в тисках.
Рис 3.10. Ковка в штампах Рис 3.11. Схема процесса прокатки
1-верхний штамп; 2- заготовка; 3-нижний штамп 1- прокатные валки; 2- заготовка
Выглаживание- завершающий этап ручной ковки, придающий изделию ровную поверхность.
После свободной ковки изделия в дальнейшем подвергают механической и термической обработке.
Штамповка (рис. 3.10) - процесс обработки давлением, при котором металл, деформируясь, принимает форму штампа определенного изделия. Штампы выполняют разъемными из твердых и прочных сталей. Заготовку нагревают до температуры ковки и помещают в нижнюю часть штампа. Верхнюю часть штампа прикрепляют к ударной части молота. Под действием ударов заготовка деформируется и принимает форму штампа. Кроме горячей штамповки существует холодная штамповка, которую применяют для изготовления изделий из тонких полос и листов стали, алюминия, меди, латуни толщиной до 8 мм (листовая штамповка).
Штамповку детали сложной формы осуществляют в многоступенчатом штампе. В этом случае заготовку для обработки перекладывают из одного штампа в другой до тех пор, пока изделие не примет необходимой формы.
При штамповке очень важно правильно определить необходимое количество металла. Недостаток металла приводит к тому, что полость штампа оказывается незаполненной, а излишек металла образует слишком большие заусенцы.
Штамповка является прогрессивным технологическим процессом. При ковке в штампах уменьшаются припуск на механическую обработку и допуски на размеры поковки. Путем штамповки изготовляют многие детали пожарной техники: картеры и коленчатые валы двигателей пожарных автомобилей и мотопомп, корпусы кислородных изолирующих противогазов и детали механизма подачи кислорода, детали приборов пожарной связи.
Прокатка (рис. 3.11) - технологический процесс, при котором металл обжимается между вращающимися валиками прокатных станов, при этом происходит уменьшение поперечного сечения изделия и увеличение его длины. Прокатку выполняют в горячем виде на прокатных станах. Станы для прокатки крупных отливок наминаются блюмингами. Основной частью прокатного стана является клеть (одна или несколько), в которой расположены валки. Валки вращаются от электродвигателя через редуктор.
В зависимости от выпускаемой продукции станы бывают листо- и сортопрокатные, рельсобалочные, специальные. Наибольшее распространение получили двух- и трехвалковые станы. Для выпуска высокосортного проката применяют многовалковые станы.
В пожарной технике часто используют металлические заготовки, полученные путем прокатки. Например, мягкую листовую сталь применяют для изготовления кузовов пожарных автомобилей, крыльев, капотов и т. д. Из декапированной стали изготовляют корпусы пенных огнетушителей. На трубопрокатных станах делают заготовки «ля кислородных и углекислотных баллонов. На специальных роликовых станах получают прокат сложного учения для тетив автолестниц.
Прессование (рис. 3.12) применяют для получения прутков, труб и сложных профилей из различных металлов и сплавов. Сущность процесса прессования состоит в том, что нагретый металл или сплав из контейнера выдавливают через отверстие требуемого сечения. Прессование бывает прямое и обратное.
Прямой метод прессования заключается в том, что нагретую заготовку помещают в полость контейнера. При давлении штока на пресс-шайбу металл вытекает через отверстие в матрице, которая удерживается опорным концом. Прессование осуществляют при помощи гидравлических прессов.
 |
| Рис. 3.12. Схема прессования металла а — прямой метод: 1- шток;2- контейнер; 3- пресс-шайба;4- обрабатываемый металл; 5- матрица с отверстием; б - обратный метод: 1- шток 2- контейнер;3- матрица с отверстием; 4- обрабатываемый металл; 5 - упорная шайба |
Рис. 3.13. Схема процесса волочения
1-заготовка; 2- фильера;
3 – волочильная доска
При обратном способе прессования заготовка, заключенная в контейнер, выдавливается через отверстие в матрице, на которую давит трубчатый шток, при этом металл течет навстречу штоку.
Волочение (рис. 3.13) применяют для получения проволоки точных размеров, прутков, труб малого сечения, полос и профилей. Волочение заключается в протягивании заготовки через калиброванное отверстие - фильеру, расположенную в волочильной доске. Последняя имеет несколько фильер различного диаметра. Размеры фильер уменьшаются с таким расчетом, чтобы наименьшее отверстие соответствовало требуемому диаметру изделия. Фильеры изготовляют из высококачественной легированной стали или твердого сплава. Для уменьшения трения фильеры непрерывно смазывают струей масла.
Прокатка — один из важнейших способов обработки металла давлением. Им обрабатывается более 75% всей получаемой стаяли. Прокаткой получают из слитков стали или цветных металлов сортовые материалы круглого, квадратного, полосового и фасонного профиля (тавровый, корытный, зетовый), а также листы и трубы. На рисунке 1 приведены некоторые профили проката.
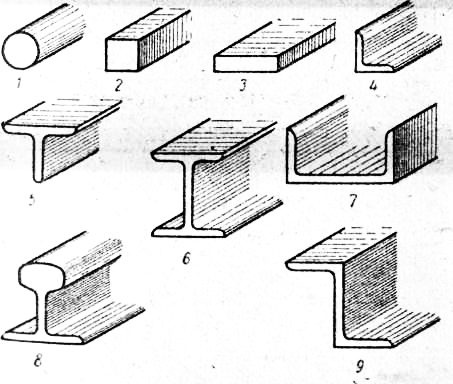
Рис. 1. Профили проката:
1— круг; 2 — квадрат; 3 — полоса; 4 — Угольник; 5 — тавр; 6 — двутавр; 7 — корытный; 8 — рельс; 9 — зетовый.
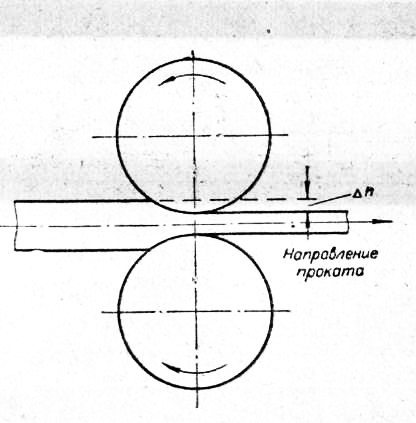
Рис. 2. Схема прокатки.
Прокатка металлов осуществляется на специальных машинах, называемых прокатными станами. В прокатном стане металл пропускается в нагретом или холодном виде между вращающимися в разные стороны стальными или чугунными валками. Прижатый к валкам слиток увлекается силой трения, возникшей между валками и слитком. Валки обжимают слиток и придают ему требуемый профиль. На рисунке 2 показана схема прокатки.
Первичную прокатку слитков делают на мощных станах, называемых блумингами. На блумингах получают квадратные заготовки — блумы — с сеченйем от 150 X 150 до 450 X 450 мм. Листовые заготовки изготавливаются на слябингах. Блумы и слябы идут на переработку в сортовой и профильный прокат в сортовых станах.
Валки сортовых станов делаются калиброванными, с канавками (ручьями) по окружности. На рисунке 3 показаны валки для прокатки тавровой балки из квадратного профиля. Прокатка тавровой стали осуществляется за 6 пропусков через все калибры начиная с первого. В каждом из калибров профиль металла все более и более приближается к тавровому сечению балки и, наконец, приобретает это сечение.
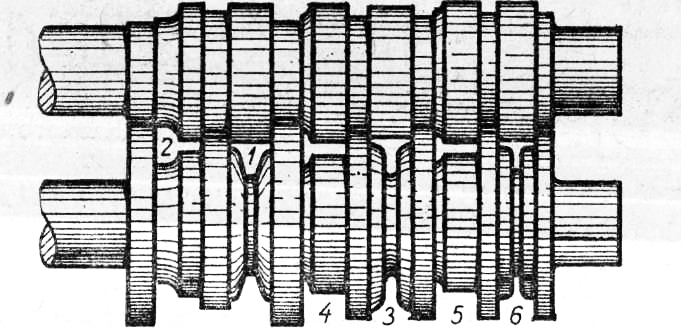
Рис. 3. Валки для прокатки балки таврового профиля.
Нагревание металла до необходимой температуры (1000 —1200) перед прокаткой производится в пламенных или электрических нагревательных печах. На рисунке 4 изображена схема камерной нефтяной пламенной печи с рекуператором, в котором воздух, идущий в печь, предварительно нагревается уходящими продуктами горения. Таким путем удается использовать около половины всего количества тепла, уходящего из печи. Все рабочее пространство печи имеет примерно одинаковую температуру. В него помещают заготовки, предназначенные для нагрева.
Пламенные печи имеют тот недостаток, что пламя оказывает окислительное действие на заготовки. От этого недостатка свободны электрические индукционные печи, находящие теперь все большее применение. В электрических печах нагрев заготовок осуществляется равномернее, так как печь имеет различную температуру по своей длине, и металл перемещается постепенно из менее нагретых частей печи к более нагретым. Печи, в которых топливо не соприкасается с металлом, называются методическими.
Холодная прокатка применяется обычно только для получения тонких изделий толщиной менее 2 мм: лепт для изготовления лезвий к безопасным бритвам, ученических перьев и т. п.
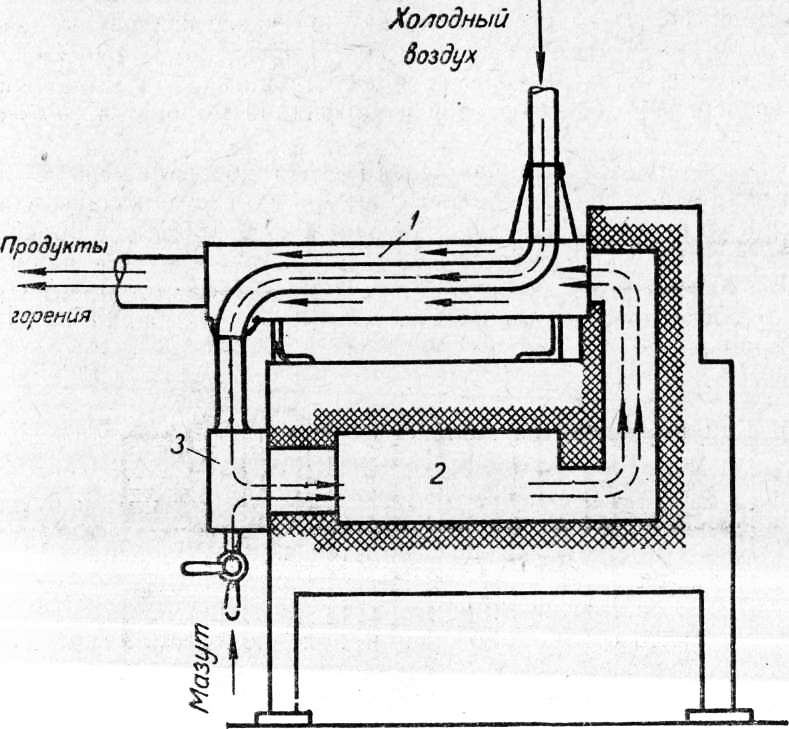
Рис. 4. Схема камерной нефтяной печи:
1 — рекуператор; 2 — рабочее пространство; 3 — форсунка.
Для изготовления проволоки малых диаметров и точных размеров (от 0,1 до 4 мм), а также тонких труб применяется волочение. Волочение заключается в протягивании заготовки через калиброванные отверстия в волочильной доске. При этом диаметры отверстий — «глазки» — постепенно уменьшаются. Размеры отверстий уменьшены с таким расчетом, чтобы не произошел обрыв проволоки. Для уменьшения диаметра проволоки необходима многократная протяжка через отверстия волочильной доски. Волочильные доски делают со вставными «глазками» (фильерами), которые изготовляются из твердых сплавов, а Для проволоки диаметром менее 0,25 мм — даже из алмаза. Для уменьшения трения фильеры непрерывно смазываются струей масла.
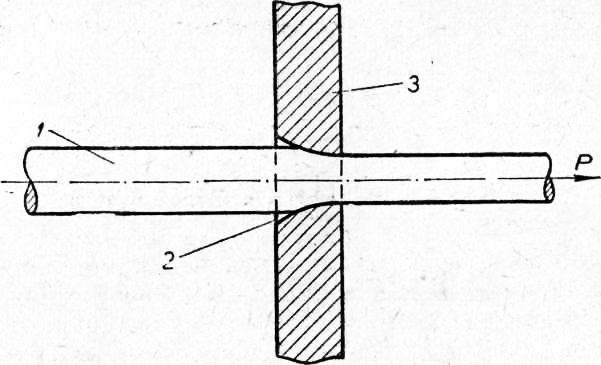
Рис. 5. Схема волочения:
1 — заготовка; 2 — калиброванное отверстие; 3 — волочильная доска.
Прокатка. Сущность процесса прокатки заключается в пропускании металла в зазор между вращающимися в разные стороны валками. Вследствие возникновения трения между прокатываемым металлом и валками последние одновременно с деформированием осуществляют подачу металла до тех пор, пока вся заготовка не пройдет через зазор между валками.
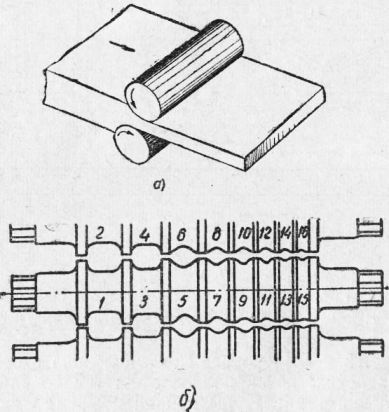
Рис. 6. Схема прокатки листа (а) и калибра ванные валки для сортового проката (б),
Площадь поперечного всегда уменьшается.
Отношение получаемой длины заготовки к первоначальной называется коэффициентом вытяжки и принимается в пределах 1Д—1,6, а в отдельных случаях до 2,5.
Прокатке подвергается более 75% всей выплавляемой стали и большое количество цветных металлов и сплавов.
Форма поперечного сечения прокатного изделия называется его профилем. Совокупность профилей разных размеров, получаемых прокаткой, называется сортаментом.
Прокатка осуществляется как на гладких, так и на калиброванных валках, т. е. на валках, имеющих ручьи определенного профиля. Ручьем называется профиль очертания выреза на боковой поверхности валка-, два ручья — пара валков — образуют калибр.
Валки бывают: обжимные — для уменьшения площади сечения заготовки, черновые — для получения заготовки, близкой к окончательному профилю, и чистовые (отделочные) — для получения окончательного профиля проката.
Сортамент прокатываемых изделий весьма разнообразен. Основные виды профилей проката показаны на рис. 7.
Листовой прокат бывает двух видав: листовая сталь толстая, шириной от 600 до 3000 мм при толщине от 4 до 60 мм, а в особых случаях до 450 мм (судовая броня и др.), и листовая сталь тонкая при толщине менее 4 мм. К тонкой листовой стали относится оцинкованная сталь, жесть белая (покрытая оловом), жесть черная полированая, сталь декапированная (отожженная и протравленная).
Разновидностью круглой стали .является горячекатаная проволока (катанка) диаметром 5—9 мм. Проволока диаметром меньше 5 мм производится только волочением.
Горячекатаный металл часто подвергают последующей холодной прокатке для улучшения качества поверхности и повышения точности размеров (холоднокатаные листы и лента), а также для получения таких размеров, которые нельзя получить горячей прокаткой (тонкие листы).
Трубы бывают бесшовные, с наружным диаметром от 5 до 420 мм при толщине стенок 0,5—40 мм, и сварные с наружным диаметром до 750 мм при толщине стенок до 14 мм.
Для получения бесшовных труб круглую заготовку прокатывают в полую заготовку на специальном прошивном стане с косо расположенными валками, которые имеют сложную форму. Для удобства изображения валки на рисунке показаны один над другим, рабочее положение их получится при повороте фигуры вокруг оси заготовки на 90°.
Оба валка прошивного стана вращаются в одном направлении, вынуждая заготовку вращаться в обратном направлении. Заготовка, вращаясь, движется в направлении своей оси. Обрабатываемая заготовка находится в весьма сложных условиях пластической деформации, создающих в центре заготовки значительные напряжения, вызывающие разрыхление этой зоны с образованием отверстия с неровной поверхностью. Для выравнивания внутренней полости заготовки применяется дорн или пробка В, на которую постепенно наползает заготовка.
Полученная таким путем трубная заготовка надевается на оправку и подается в фасонный калибр переменного сечения двухвалкового стана, с помощью которого из заготовки получается труба.
Прокатное оборудование. Для прокатки металла применяются прокатные станы.
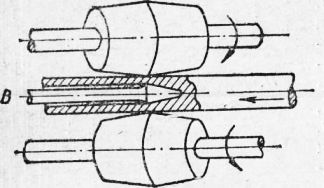
Рис. 8. Схема получения полой трубной заготовки
Прокатный стан состоит из одной или нескольких рабочих клетей, шестеренной клети, редуктора с маховиком и двигателя.
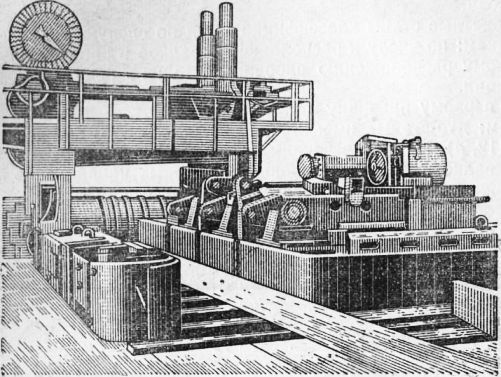
Рис. 9. Общий вид прокатного стана
Комплект валков вместе со станиной называется клетью. Формы калибров на валках весьма разнообразны и зависят от вида профиля проката, который необходимо получить. Сложные профили получают из исходной заготовки последовательными пропусками заготовки через серию калибров, часто расположенных не только на нескольких валках или рабочих клетях, но даже ьа нескольких прокатных станах.
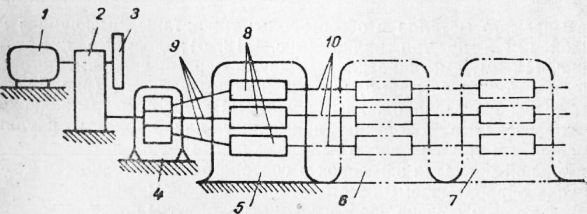
Рис. 10. Схема прокатного стана
Станины клети снабжены механизмами, предназначенными для изменения расстояния между валками.
Каждый валок рабочей клети получает вращение от шестеренной клети через индивидуальный шпиндель. Валки соседних рабочих клетей связаны шпинделями с рабочими валками в силу чего скорость вращения валков во всех клетях одинакова.
Прокатные станы классифицируются но следующим основным признакам: по числу и расположению валков в рабочей клети; по взаимному расположению рабочих клетей; по роду выпускаемой продукции.
По первому признаку станы могут быть отнесены к следующим группам: дуо-станы, имеющие в каждой клети по два валка, как нереверсивные с постоянным направлением вращения валков, так и реверсивные, в которых направление вращения можно менять и, следовательно, осуществлять пропуск обрабатываемого металла в обе стороны; трио-станы, имеющие в каждой клети по три валка; двойные дуо-станы, имеющие клети с двумя парами валков; многовалковые станы с четырьмя, шестью и более валками; станы с косо расположенными валками — двух- и трехвалковые. Реверсивные дуо-станы применяют для прокатки крупных профилей и толстых листов, нереверсивные — для высокопроизводительной прокатки заготовок и сортового металла, причем в этом случае обрабатываемый металл идет в одном направлении из одной клети в другую. Нереверсивные дуо-станы применяют также для прокатки тонких листов и для холодной прокатки листов и ленты. После пропуска заготовки между валками ее возвращают на сторону подачи через верхний валок вхолостую.
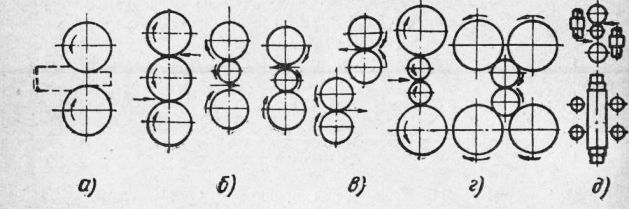
Рис. 11. Схема расположения валков:
а — дуо-станы; б — трио-станы; в — двойные дуо-станы; г — многовалковые станы; д — универсальные станы
В трио-станах прокатываемая заготовка идет в одну сторону между-средними и нижними валками, а в обратную сторону — между средним и верхним. В этом случае средний валок снашивается быстрее, чем остальные.
Для устранения неравномерности снашивания рабочих валков применяют двойные дуо-станы. Прокатка на этих станах ведется так же как и на трио-станах, в обе стороны, и точность получаемых профилей выше, так как настройка каждой пары валков производится независимо от другой.
У многовалковых станов валки малого диаметра являются рабочими валками, а валки больших диаметров — опорными, предохраняющими от изгиба рабочие валки, чем обеспечивается равномерная толщина проката (чаще всего листа) по ширине. Станы с горизонтальными валками, имеющие вертикальные валки для деформирования заготовки в горизонтальной плоскости, называются универсальными.
По расположению рабочих клетей станы классифицируются на одноклетьевые и многоклетьевые; последние могут быть линейные, двух- и более ступенчатые, непрерывной и полунепрерывной прокатки.
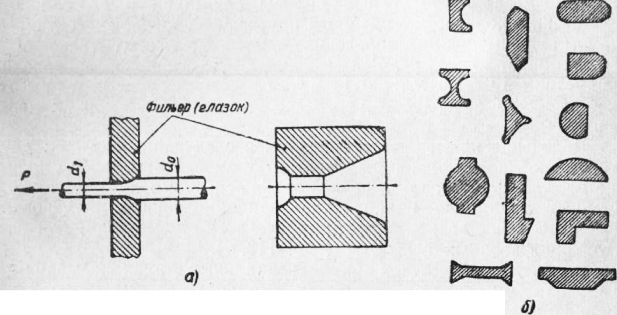
Рис. 12. Схема процесса волочения и профили, получаемые волочением
По назначению, т. е. по роду выпускаемой продукции, станы делятся на обжимные, заготовочные, рельообалочные, сортопрокатные, проволочные, листопрокатные, трубопрокатные, бандаже-прокатные, колесопрокатные и на станы специального назначения.
К обжимным станам относятся блюминги и слябинги, способные прокатывать слитки до 20 т. Блюминги выпускают квадратную заготовку, называемую блюмом, которая подвергается дальнейшей прокатке с целью получения сортового проката. Слябинги производят прямоугольный прокат—слябы, являющиеся заготовкой при прокатке листа.
Волочение. Волочение заключается в протягивании обрабатываемой заготовки через отверстие (фильер, очко), размеры которого меньше размеров сечения исходного материала. Схема оро-Цеоса волочения дана на рис. 12, а. При волочении площадь «перечного сечения заготовки уменьшается, а так как объем дается постоянным, то длина ее увеличивается.
Коэффициент утонения при волочении, т. е. отношение диаметра после волочения к диаметру до волочения d0, колеблется в пределах 0,8—0,95; при больших обжатиях в металле возникают очень сильные напряжения, что может вызвать его разрыв. Если требуется более значительное уменьшение поперечного сечения, заготовку пропускают через ряд уменьшающихся по сечению отверстий в волочильных досках.
Металл подвергается волочению в холодном состоянии, поэтому пластичность его падает. Первоначальные свойства наклепанного волочением материала восстанавливаются отжигом. При возобновлении волочения после отжига материал должен быть очищен от окалины травлением в растворе серной, кислоты с последующей промывкой в щелочном растворе.
Волочением обрабатывают как сталь различных сортов, так и цветные металлы — мель и ее сплавы, алюминий и его сплавы. Волочению подвергают металл в прутках, в проволоке, а также трубы. Преимущества волочения заключаются в том, что оно обеспечивает точные размеры (например, для стальной проволоки диаметром 1,0—1,6 мм, по ГОСТ 2771—44, допуск 0.02), высокое качество поверхности, возможность получения мелких профилей.
Волочение применяют в основном в следующих случаях: для изготовления проволоки диаметром от 5 мм до сотых долей миллиметра, как круглой, так и других профилей; для получения тонкостенных труб; для калибровки — придания точных размеров и высокого качества поверхности горячекатаному металлу; для получения фасонных профилей.
Волочение осуществляется на специальных станах, называемых волочильными станами, обладающими тянущей силой, которая прикладывается к заготовке, вышедшей из волочильного очка.
Обработка металлов давлением: виды и способы
Существует большое количество технических вариантов обрабатывания металлических изделий: как ручных, так и автоматизированных (при эксплуатации специального оборудования). Однако несмотря на широкий выбор, простые обыватели и настоящие профессионалы нередко выбирают способ обработки металла давлением. Отличительной чертой пластической деформации является не только изменение формы детали, но и ее физических, механических свойств. Благодаря этому технология активно применяется в разных сферах промышленности и производства. Еще одна причина популярности – таким образом можно значительно повысить производительность и сэкономить расходование сырья, чем при помощи иных аналогичных методик.
Что такое обработка металлов давлением
ОМД представляет собой изменение параметров и размера заготовок благодаря влиянию на них внешними условиями с дальнейшим сохранением и закреплением полученного результата. Такой эффект достигается за счёт высокой пластичности материалов, поддающихся отделке. После завершения всех рабочих этапов удаётся получить готовое изделие, форма и габариты которого полностью соответствует заявленным заказчиком требованиям. Для увеличения пластичности, перед работой с этим материалом, его прогревают до высоких температурных показателей. Для любой разновидности существуют установленные критерии нагрева, которые имеют четкую зависимость от физико-химических показателей.
Суть обработки металлов посредством давления определяется тем фактом, что атомы при взаимодействии со сторонними факторами обретают тенденцию и склонны принимать иное, устойчиво стабильное положение в кристаллической форме решетке. Важно, чтобы величина этого воздействия была больше допустимого значения пределов металлической упругости. Данный процесс называется пластическая деформация, которая способна изменить не только внешний критерий оценки и габариты изделия, но и его физико-химические параметры. Чтобы обеспечить правильность выполнения с технической точки зрения, нужно обладать профессиональным подходом, иметь необходимое оснащение. Подобрать качественное оборудование легко и удобно в каталоге компании «Сармат».

Разновидности
На основании условий, в которых осуществляется ОМД, специалисты выделяют два направления. Они пользуются примерно одинаковой популярностью на современном рынке, но последняя относится к более инновационной методике. Их отличительными особенностями являются:
- Холодная разновидность, напротив, имеет температурный уровень, ниже рекристаллизации.
- Вид - горячая обработка металлов давлением выбирается при температурных показателях, превышающих баланс нагрева при рекристаллизации материала.

Схемы основных категорий металлообработки
В основе лежит получение заготовки, соответствующей техническому заданию и формату посредством пластической деформации. Доминирующая особенность пластинчатости (в сравнении с упругим аналогом) — это сохранение деформированных форм и параметров после устранения внешних сил, оказывающих влияние. Достижение такого результата объясняется тем, что атомы движутся относительно друг друга на величины, превышающие межатомное расстояние и, после прекращения воздействия на них, не способны вернуться в исходное положение.
Горячая и холодная штамповка металла известна на протяжении многих столетий. Последняя раньше была основным методом изготовления металлической посуды. Это связано с тем, что её отличает быстрота исполнения, отличное качество и доступная стоимость. Такие параметры особенно ценны при массовом производстве и крупном бизнесе, требующем быстрого создания товаров в больших объемах.
Прокатка
Эта разновидность ОМД подразумевает под собой применение двух движущихся валиков, которые обжимают изделие с обеих сторон. Скорость их вращения устанавливается самостоятельно. Целью этой манипуляции является снижение геометрических данных поперечного сечения, а также достижение желаемой конфигурации. Деформация заготовки происходит за счёт трения (толщина минимизируется, а длина и ширина — увеличивается). Данным методом могут обрабатываться металлические листы и ленты, но при условии применения гладких валков. Помимо этого, методика используется при работах с деталями фасонного профиля, но с привлечением ручьевого валка. Типы прокатки металла:
- Продольная — изделие пропускается через движущиеся в разных направлениях валки, из-за чего оно обжимается до толщины расстояния между ними.
- Поперечная — эта разновидность необходима для преобразования материала в форму шара, конуса, цилиндра или друг вращающихся тел. Таким образом изготавливают бесшовные балки и многие строительные предназначения для работы.
- Поперечно-винтовая — в большинстве случаев, она используется для создания и переработки полых заготовок.
Помимо этого, в зависимости от присутствия или отсутствия подогрева, в качестве подготовительного процесса работы, специалисты выделяют холодную или горячую прокатку металла.

Ковка
Данная технология отнесена к категории высокотемпературных способов металлической обработки. Пред тем, как приступить к делу, деталь нагревается до высоких температурных показателей. Температура выставляется и зависит от вида материала, из которого выполнено изделие. Сегодня применяется несколько методов. Важно выделить:
- Ручная — осуществляется руками мастера и применяется по мере необходимости изготовить небольшую партию заказа. Они не ограничены в рабочей зоне, поэтому формируют любое положение в пространстве.
- Штамповки — предусматривают подготовительные работы, в виде помещения заготовки в штамповую матрицу, не позволяющей ей свободно перемещаться. Благодаря этому она полностью повторяет форму матричной полости.
- С применением дополнительного специализированного оснащения (пневматического, гидравлического или паровоздушного).
Метод ковки при обработке металлов давлением, в подавляющем большинстве, выбирается для разовых заказов и мелкосерийного производства. Перед тем как приступить к этой процедуре, деталь разогревается и помещается между двумя ударными положениями молота (бойки). Помимо бойки можно использовать также топор, раскатку или обжимку. Основными ковочными операциями служат:
- Осадка — уменьшение высоты болванки за счёт увеличения площади поперечного сечения.
- Высадка — это, своего рода, осадки. Проведение этого этапа требует наличия оправки (подкладной инструмент).
- Протяжка — увеличение длины посредством снижения площади поперечного сечения.
- Раскатка на оправе — внутренний и внешний диаметр увеличивается, а стенозная толщина уменьшается.
- Пошивка — создание сквозных или глухих отверстий. Рабочим инструментом выступает прошивень, а для отвода необходима выдра.
- Скручивание — поворот определенного участка вокруг продольной оси.

Прессование
Этот вид ОМД подразумевает под собой помещение металлического предмета в специальную форму с дальнейшим выдавливанием через имеющееся отверстие. Эти процессы происходят за счёт мощного пресса и давления, которое способствует выталкиванию. При этом важно помнить, что площадь отверстия не должна превышать площадь сечения используемого изделия. При выполнении этой работы деталь приобретает вид прута, форма и технические свойства которого устанавливаются в зависимости от отверстия. Эта методика отличается простотой и высокой эффективностью. Она часто применяется для оловянных, медных, свинцовых, алюминиевых или цинковых предметов.
На основании того, какой материал используется, прессование металла бывает холодного и горячего типа. Если изделие выполнено из алюминиевого, оловянного, медного или прочего вещества, то оно не нагревается. Если используемые предметы имеют в составе никель или титан, осуществляется нагрев заготовки и рабочего инструмента. Выделяют 2 метода:
- Прямой — выдавливание осуществляется в направление движения пуансона.
- Обратный — перемещается навстречу движениям пуансона.
Использование этой тактики ОМД нередко сокращает срок эксплуатации, в связи с чем рекомендуется периодически наносить на рабочие поверхности минеральные масла, графит, канифоль или жидкое стекло. Несмотря на множество достоинств этой обработки, её главным недостатком считается большой пресс остаток (порядка 20%) в прессовочной камере.
Волочение металла
Главным инструментом, используемым в этой методике, является фильера (или волока). Овальная или фасонная форма пропускается через фильерное отверстие, из-за чего создаётся необходимый профиль с поперечным сечением. Лучший пример исполнения этой техники — это создание проволоки, подразумевающее протягиванием заготовки с большим диаметром через несколько фильеров. В результате этих действий происходит его превращение в изделие нужного размера. Технология пользуется спросом при необходимости получения деталей маленького диаметра, создании фасонных профилей, производстве тонкостенных труб и калибровки.
Материалом для волоки может быть инструментальная сталь, металлокерамический сплав или технический алмаз (при тонкой проволоке). Целью этой техники служил уменьшение трения, повышение стойкости инструментария и улучшение отвода тепла.
Существует несколько разделений волочения по разным критериям. Одной из них является:
- Сухое — в случае привлечения мыльной стружки.
- Мокрое волочение предполагает работу с мыльной эмульсией.
Также к основным категориям обработки металлов давлением на практике относятся следующие разновидности:
- Однократное — осуществляемся единственным проходом.
- Многократное — требует более одного прохода, благодаря чему осуществляется постепенное снижение поперечного сечения.
Объемная штамповка
Это технологический процесс, в результате которого происходит пространственное изменение различных объемных заготовок, имеющих простейшую геометрическую конфигурацию (цилиндрическую, призматическую и т.п.), для того, чтобы изготовить из них детали гораздо более сложной формы. Такой эффект реализуется посредством специального штампа. Исходя из конструктивной реализации, эта методика делится на 2 основных вида:
- Открытая — даёт возможность не придерживаться весовой точности. В ней предусмотрен зазор, расположенный между их движущимися элементами, куда отправляется лишний объём материала. Работая с открытым типом, необходимо удалить облой, который формируется по контуру.
- Закрытая — эта холодная и горячая обработка металлов под давлением не имеет специальных отверстий, а создание изделия проводится в ограниченном пространстве. Но важным условием является грамотный расчёт габаритов (вес и объём).
Листовая
Исходя из ожидаемого результата, эта разновидность ОМД делится на:
- Разделительную — включает в себя пробивку, отрезку и вырубку.
- Формообразующую — состоит из таких элементов, как чеканка, а также гибка и раздача и т.д.
При работе с этой методикой требуется гидравлический пресс или кривошипно-шатунный. Главной деталью этого оборудования считается штамп из матричных элементов и пунсона. Отличительной особенностью метода является отсутствие необходимости обрабатывать в дальнейшем. Для обеспечения высококачественного эффекта, применяемые детали должны иметь высокую точность.
Сегодня самым популярным и распространенным способом обработки является штамповка листового металла под давлением. Она пользуется спросом среди большинства промышленных отраслей, что значительно расширяет область применения. С ее помощью производятся как небольшие элементы радиоэлектронных аппаратов, так и кузова автомобилей и иных транспортных средств.

Комбинированная
Эта разновидность ОМД актуальна при возникновении необходимости одновременного использования нескольких технологий. Комбинировать можно любые доступные на сегодняшний день методы. Их определение зависит от конечной цели, желаемого результата и текущего технического оснащения. На практике комбинирование проводится достаточно часто, так как это дает возможность создавать более сложные формы и конфигурации.
На практике используется схема прокатки, которая позволяет оптимизировать производственный процесс и ускорить обработку. Благодаря высокому уровню пластичности используемого в производстве сырья, выбор наиболее подходящей технологии проходит исходя из конечной цели изготовителя. Показатели способствуют созданию продукта необходимых размеров, заданным показателям или конкретным тех.заданиям. Максимальное количество промышленных отраслей задействуют в своем рабочем процессе разнообразные методы и технологии. При этом учитываются такие обязательные факторы, как общие условия, при которых проводится изготовление и направление деятельности предприятия.
Работа с металлическими изделиями — это сложный, кропотливый и длительный процесс, требующий ответственного подхода. Для достижения желаемого и технически верного результата обязательно требуется привлечение специалистов и оборудования. Добиться этого в домашних условиях практически невозможно, поэтому крайне важно обратиться в проверенную фирму, которая сможет предоставить достаточное количество оборудования, способного удовлетворить требования заказчика. Компания «Сармат» обладает этими возможностями, позволяя реализовать самые сложные задумки.
Технология обработки металлов давлением
Процесс обработки металлов давлением (ОМД) – это придание материалу требуемой формы, размеров, физико-механических свойств без нарушения его сплошности путем пластической деформации. Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил. Нарушение сплошности строения материала деформируемой заготовки в большинстве случаев недопустимо и приводит к браку.
а - прокатка; б - прессование; в - волочение;
г - ковка; д - штамповка; е - вытяжка
Рисунок 13 - Схемы основных видов обработки металлов давлением
Процессы обработки металлов давлением по назначению подразделяют на два вида:
1) для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей только обработкой резанием или с использованием предварительного пластического формоизменения. Основными разновидностями таких процессов являются прокатка (рис. 13 а), прессование (рис. 13 б) и волочение (рис. 13 в).
2) для получения деталей или заготовок (полуфабрикатов), имеющих приближенно формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества. Основными разновидностями таких процессов являются ковка (рис. 13 г) и штамповка (рис. 13 д).
Прокатное производство.
Прокатке подвергают до 90% всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. Выделяют три основных вида прокатки: продольную, поперечную и поперечно-винтовую.
При продольной прокатке (рис. 13 а, 14 а) заготовка 2 деформируется между двумя валками 1, вращающимися в разные стороны, и перемещается перпендикулярно к осям валков. При поперечной прокатке (рис. 14 б) валки 1, вращаясь в одном направлении, придают вращение заготовке 2 и деформируют ее. При поперчно-винтовой прокатке (рис. 14 в) валки 1 расположены под углом и сообщают заготовке 2 при деформировании вращательное и поступательное движения.
Для нормального протекания процесса, особенно для его начала в период захвата, необходима определенная величина сил трения. Со стороны валков на заготовку действуют нормальные силы N и сила трения T. Для обеспечения захвата заготовки валками необходимо, чтобы тангенс угла захвата был меньше коэффициента трения. При горячей прокатке стали гладкими валками угол захвата равен 15-24°, при холодной – 5-8°.
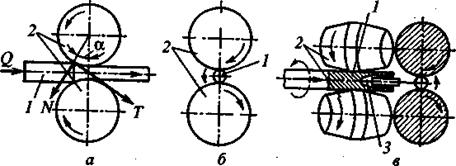
Рисунок 14 - Схема основных видов прокатки
Таким образом, степень обжатия заготовки при прокатке в значительной степени определяется углом захвата или коэффициентом трения между валками и заготовкой. Для его увеличения часто на поверхность валков наносят риски, рифления, специальные наплавочные валики, повышая тем самым допустимую величину абсолютного обжатия.
Инструментом прокатки являются валки, которые могут быть гладкими для проката листов, полос либо с фигурными вырезами – ручьями. Совокупность соответствующих вырезов в верхнем и нижнем валках образует калибр. Пара валков обычно имеет несколько калибров.
Форму поперечного сечения продукции, получаемой при прокатке, называют профилем. Совокупность форм и размеров профилей, получаемых прокаткой, называют сортаментом (рис. 15).
Хотя сортамент прокатных изделий весьма обширен, все же представляется возможным весь прокат разбить на следующие основные четыре группы: сортовой, листовой, трубы, специальные виды проката (бандажи, колеса, периодические профили и пр.). Наиболее разнообразной является группа сортового проката, который подразделяется на простые и фасонные профили. Прокат в виде круга, квадрата, полос плоского сечения относится к простым профилям. Прокат сложного поперечного сечения относится к фасонным профилям.
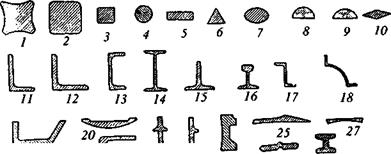 |
Рисунок 15 - Разновидности профилей проката
В зависимости от назначения фасонные профили подразделяются на профили общего или массового потребления (угловой профиль, швеллеры, двутавровые балки, шестигранные профили и др.) и профили специального назначения (рельсы железнодорожные широкой и узкой колеи, рельсы трамвайные, профили сельскохозяйственного машиностроения, электропромышленности, нефтяной промышленности и др.). В прокатных цехах производят более 1600 размеров простых профилей, более 1100 фасонных профилей общего потребления и примерно 1350 размеров профилей специального назначения.
Волочение металла — это процесс протягивания прутка через отверстие, размеры которого меньше, чем исходные размеры прутка. При этом длина прутка увеличивается, а поперечное сечение приобретает форму отверстия с одновременным уменьшением поперечного сечения. Волочение выполняется тяговым усилием, приложенным к переднему концу обрабатываемой заготовки. Волочение производят в холодном состоянии. Данным способом получают проволоку всех видов, прутки с высокой точностью поперечных размеров и трубы разнообразных сечений.
Основной инструмент при волочении сплошных профилей – волоки различной конструкции, а при волочении полых профилей – волоки и оправки к ним. Волочение осуществляют на волочильных станах, состоящих из тянущего устройства и волочильного инструмента.
Обработка металла волочением находит широкое применение в металлургической, кабельной и машиностроительной промышленности. Волочением получают проволоку с минимальным диаметром 0,002 мм, прутки диаметром до 100 мм, причем не только круглого сечения, трубы главным образом небольшого диаметра и с тонкой стенкой. Волочением обрабатывают стали разнообразного химического состава, прецизионные сплавы, а также практически все цветные металлы (золото, серебро, медь, алюминий, и др.) и их сплавы. Изделия, полученные волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения. Если изделию требуется придать в основном эти характеристики, то такой вид обработки называют калибровкой.
Волочение выгодно отличается от механической обработки металла резанием (строганием), фрезерованием, обточкой и прочее, т. к. при этом отсутствуют отходы металла в виде стружки, а сам процесс заметно производительнее и менее трудоемок. Волочением можно изготовлять полые и сплошные изделия часто сложного поперечного сечения, производство которых другими способами не всегда представляется возможным (например, тонкие изделия, прутки значительной длины).
При волочении ряда профилей (квадратный, треугольный, шестиугольный) используют составные волоки, которые отличаются высокой универсальностью, т. к. в одной и той же волоке, меняя профиль отверстия соответствующей перестановкой отдельных пластин, можно получать различные размеры профиля. Кроме составных волок при производстве прутков и главным образом труб применяют шариковые и роликовые волоки. При получении профилей сложной формы применяют дисковые волоки, в которых рабочие поверхности волочильного канала образуются поверхностями свободно вращающихся дисков (неприводных валков-роликов).
В качестве исходного материала для волочения применяют катаную и прессованную заготовки. При производстве алюминиевой, медной и другой проволоки в качестве исходной заготовки используют катанку, получаемую непосредственно из плавильной печи через кристаллизатор и непрерывный прокатный стан. Независимо от способа получения исходная заготовка перед волочением проходит тщательную предварительную подготовку, которая заключается в проведении того или иного вида термической обработки, удалении окалины и подготовке поверхности для закрепления и удержания на ней смазки в процессе волочения. Эти предварительные операции обеспечивают нормальное выполнение пластической деформации в волочильном отверстии, способствуют получению высокого качества поверхности изделия, уменьшают усилие и энергию на волочение и снижают износ волочильного инструмента.
При производстве проволоки и прутков волочением большое внимание уделяют подготовке поверхности продукта обработки перед волочением. Удаление окалины в калибровочных и волочильных цехах производят механическим, химическим и электрохимическим способами, а также комбинациями этих способов.
Прессование металла — это процесс выдавливания металла из контейнера через одно или несколько отверстий в матрице с площадью меньшей, чем поперечное сечение исходной заготовки. При прессовании реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность - всестороннее неравномерное сжатие.
Этот способ пластической обработки находит широкое применение при деформировании как в горячем, так и в холодном состоянии металлов, имеющих не только высокую податливость, но и обладающих значительной природной жесткостью, а также в одинаковой мере применим для обработки металлических порошков и неметаллических материалов (пластмасс и др.).
Прессованием изготовляют прутки диаметром З-250 мм, трубы диаметром 20 - 400 мм при толщине стенки 1,5 - 12 мм, полые профили с несколькими каналами сложного сечения, с наружными и внутренними ребрами, разнообразные профили с постоянным и изменяющимся (плавно или ступенчато) сечением по длине. Профили для изготовления деталей машин, несущих конструкций и других изделий, получаемые прессованием, часто оказываются более экономичными, чем изготовляемые прокаткой, штамповкой или отливкой с последующей механической обработкой. Кроме того, прессованием получают изделия весьма сложной конфигурации, что исключается при других способах пластической обработки.
К основным преимуществам прессования металла относятся: возможность успешной пластической обработки с высокими вытяжками (в том числе малопластичных металлов и сплавов); возможность получения практически любого поперечного сечения изделия, что при обработке металла другими способами не всегда удается; универсальность применяемого оборудования, позволяющего легко переходить на производство профилей различных конфигураций; производство изделий с высокими качеством поверхности и точностью размеров поперечного сечения, что во многих случаях превышает принятую точность при пластической обработке металла другими способами (например, при прокатке).
К недостаткам получения изделий прессованием следует отнести: повышенный расход металла на единицу изделия из-за существенных потерь в виде пресс-остатка; появление в некоторых случаях заметной неравномерности механических и других свойств по длине и поперечному сечению изделия; сравнительно высокую стоимость прессового инструмента.
Процесс прессования выполняется в условиях равномерного всестороннего сжатия металла, что положительно сказывается на увеличении его пластичности. Поэтому прессованием можно обрабатывать металлы и сплавы с низкой природной пластичностью. Однако трехосное сжатие вызывает необходимость значительных усилий при обработке. Поэтому прессование требует повышенного расхода энергии на единицу объема деформируемого тела. В качестве силового агрегата для прессования наибольшее распространение получили гидравлические прессы с усилием прессования 1000-1500 т. Они не боятся перегрузки, позволяют регулировать в широких пределах скорость перемещения силового плунжера, легко автоматизируются, в том числе с помощью систем программного управления.
Производство бесшовных и сварных труб.
Трубы подразделяют на бесшовные и сварные. Бесшовные трубы прокатывают диаметром 30-650 мм с толщиной стенки от 2 до 160 мм, сварные – диаметром от 5 до 2500 мм. Материалом для производства труб могут быть как углеродистые, так и легированные стали, цветные металлы. В качестве заготовки для производства бесшовных труб применяют круглые или граненые слитки, а также круглые катаные прутки большого диаметра. Основной операцией является прошивка заготовки, т.н. получение в заготовке сквозного отверстия. Перед прошивкой заготовку нагревают в методической печи до температуры горячей обработки давлением и направляют на прошивочный стан с двумя бочкообразными валками, оси которых расположены под углом 10-15° друг к другу.
Таким образом, при прошивке отверстия используется принцип поперечно-винтовой прокатки. В результате вращательно-поступательного движения заготовки при достаточно большой степени обжатия в центре заготовки возникают весьма значительные радиальные растягивающие напряжения, вызывающие течение металла от центра к периферии. Металл в центре доводится до состояния разрыхления, и заготовка легко прошивается неподвижным прошвинем, надвигаясь на него в результате поступательного движения заготовки. Прокатка производится несколько раз; каждый раз трубы вместе с оправкой поворачиваются в валках на 90°. Способ позволяет получать трубы диаметром 57-426 мм с толщиной стенки 3-30 мм.
Сварные трубы из низкоуглеродистых и низколегированных сталей изготавливают из прокатных полос, называемых штрипсами, или листов, ширина которых равна длине диаметра (или половине диаметра трубы). Процесс производства трубы включает в себя формовку плоской заготовки в трубу, сварку (печную, электрическую, газовую), правку, калибровку.
Печной сваркой получают трубы небольшого диаметра до 10-114 мм и толщиной 2-5 мм из низкоуглеродистой стали. Процесс включает в себя нагрев полос в газовой печи до 1300-1350°C, формовку нагретого участка в сварочной воронке и обжатие со значительной пластической деформацией. Большое распространение при производстве труб большого диаметра для магистральных трубопроводов получил способ с применением электросварки под флюсом.
Производят сварные трубы с прямыми и спиральными швами. По первой технологии из листа формируют трубную заготовку, затем ее сваривают с наложением наружного и внутреннего швов. При производстве труб со спиральным швом в качестве исходной заготовки используют ленту, которую сворачивают по спирали в трубу нужного диаметра и затем сваривают по кромке наружным и внутренним швами. Прочность, а главное надежность, труб со спиральным швом выше, чем с прямым.
Объемная штамповка – вид обработки металлов давлением, при котором формообразование поковки осуществляется пластическим деформированием заготовки в специальном инструменте – штампе. Полости в верхней и нижней частях штампа называют ручьями штампа. Течение металла в штампе ограничивается поверхностями полости штампа, и в конечный момент штамповки при смыкании они образуют единую замкнутую полость, соответствующую по конфигурации штамповке.
Исходным материалом для горячей объемной штамповки служат прокатанные или прессованные прутки круглого, квадратного или прямоугольного сечения, а также периодический прокат. Штамповку можно вести непосредственно от прутка с последующим отделением его от штампованной части, однако чаще предварительно от прутка отрезают мерные куски.
Штамповке подвергают чаще всего углеродистые или низколегированные стали, реже цветные металлы и сплавы. Основными достоинствами горячей объемной штамповки являются: высокая производительность (до сотен поковок в час); меньшие припуски и допуски, чем при ковке (это приводит к упрощению механической обработки и снижению ее трудоемкости); квалификация штамповщика может быть существенно меньшей, чем кузнеца.
Процесс штамповки выполняется в зависимости от вида поковки, рода материала и характера производства на установках различного вида. Наиболее широкое распространение получила штамповка на молотах, прессах, горизонтально-ковочных машинах и другом оборудовании. Молоты представляют собой машины динамического действия на обрабатываемый металл и чаще всего характеризуются массой падающих частей.
В зависимости от типа штампа горячую объемную штамповку подразделяют на штамповку в открытых штампах, штамповку в закрытых штампах и в штампах для выдавливания.
К листовой штамповке относятся методы получения деталей и изделий, для которых в качестве исходной заготовки используют листовой материал, трубные заготовки, катаные и гнутые профили. Листовую штамповку осуществляют как в холодном, так и подогретом состоянии. Горячей листовой штамповкой получают крупногабаритные детали паровых и гидравлических турбин большой мощности, детали прессов, прокатных станов и другие.
Читайте также: