Прокатка металлов и сплавов
Обновлено: 04.10.2024
металлов, способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов (См. Прокатный стан). Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них углублениями (ручьями), которые при совмещении двух валков образуют т. н. калибры (см. Валки прокатные, Калибровка прокатных валков, Профилировка валков).
Благодаря свойственной П. непрерывности рабочего процесса она является наиболее производительным методом придания изделиям требуемой формы. При П. металл, как правило, подвергается значительной пластической деформации сжатия, в связи с чем разрушается его первичная литая структура и вместо неё образуется структура, более плотная и мелкозернистая, что обусловливает повышение качества металла. Т. о., П. служит не только для изменения формы обрабатываемого металла, но и для улучшения его структуры и свойств.
Как и др. способы обработки металлов давлением (См. Обработка металлов давлением), П. основана на использовании пластичности металлов. Различают горячую, холодную и тёплую П. Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары и т.д.) производится горячей П. при начальных температурах: стали 1000—1300 °С, меди 750—850 °С, латуни 600—800 °С, алюминия и его сплавов 350—400 °С, титана и его сплавов 950—1100°С, цинка около 150 °С. Холодная П. применяется главным образом для производства листов и ленты толщиной менее 1,5—6 мм, прецизионных сортовых профилей и труб; кроме того, холодной П. подвергают горячекатаный металл для получения более гладкой поверхности и лучших механических свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Теплая П. в отличие от холодной происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации.
В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют П. в вакууме или в нейтральной атмосфере.
Известны 3 основных способа П.: продольная, поперечная и винтовая (или косая). При продольной П. (рис. 1, а) деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная П. имеет значительно большее распространение, чем 2 др. способа. Поперечная П. (рис. 1, б) и винтовая (косая) П. (рис. 1, в) служат лишь для обработки тел вращения. При поперечной П. металлу придаётся вращательное движение относительно его оси и, следовательно, он обрабатывается в поперечном направлении. При винтовой П. вследствие косого расположения валков металлу, кроме вращательного, придаётся ещё поступательное движение в направлении его оси. Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, П. называется также поперечно-винтовой, а если больше — продольно-винтовой. Поперечная П. применяется для обработки зубьев шестерён и некоторых др. деталей, поперечно-винтовая — в производстве цельнокатаных труб, шаров, осей и др. тел вращения (рис. 2). Продольно-винтовая П. находит применение при производстве свёрл.
При продольной П., когда металл проходит между валками, высота его сечения уменьшается, а длина и ширина увеличиваются (рис. 3). Разность высот сечения металла до и после прохода между валками наз. линейным (абсолютным) обжатием: Δh = h0 — h1.
Область (объём) между валками, в которой прокатываемый металл непосредственно с ними соприкасается, называется очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, называются внеконтактными зонами деформации; в них металл деформируется лишь в незначительной степени. Очаг деформации состоит из двух основных участков: зоны отставания, в которой средняя скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в которой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2—6%) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения — против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата α, т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис. 3), не превысил коэффициента трения: tgα ≤ μ. В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки.
Практически углы захвата находятся в следующих пределах: при горячей П. в гладких валках 20—26°, в насеченных — 27—34°; при холодной П. со смазкой — 3—6°.
Усилие на валки при П. определяется как произведение контактной поверхности на среднее удельное усилие Р = F․pcp (удельное усилие распределено по контактным поверхностям неравномерно: его максимум находится вблизи нейтрального сечения, а по направлению к входу и выходу металла из валков удельное усилие уменьшается). При П. полос прямоугольного сечения контактная поверхность рассчитывается по формуле 2 (10—30 кгс/мм 2 ), при холодной П. 800—1500 н/м 2 (80—150 кгс/мм 2 ). Равнодействующие усилия на валки при наиболее распространённых условиях П. направлены параллельно линии, соединяющей оси валков, т. е. вертикально (рис. 4).
Связь между усилием Р и моментом М, необходимым для вращения каждого валка, определяется формулой М = Р (а + ρ), где а — плечо силы Р, находящееся в пределах (0,35—0,5)
О П. различных стальных профилей и профилей из цветных металлов и сплавов см. в ст. Прокатное производство.
Лит.: Целиков А. И., Основы теории прокатки, М., 1965; Смирнов В. С., Теория прокатки, М., 1967; Целиков А. И., Гришков А. И., Теория прокатки, М., 1970; Тетерин П. К., Теория поперечно-винтовой прокатки, М., 1971; Третьяков А. В., Зюзин В. И., Механические свойства металлов и сплавов при обработке давлением, М., 1973; Луговской В. М., Алгоритмы систем автоматизации листовых станов, М., 1974.
Рис. 1. Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 — прокатываемый металл; 2 и 3 — валки.
Рис. 4. Направление равнодействующих сил усилия на валки при простом процессе прокатки с учетом влияния трения в подшипниках.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Прокатка" в других словарях:
ПРОКАТКА — ПРОКАТКА, прокатки, мн. нет, жен. (тех.). Пропускание металлической болванки между двумя вращающимися валами для придания ей нужной формы. Прокатка рельс. Прокатка железа. Цех прокатки. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ПРОКАТКА — металлов способ обработки металлов давлением обжатие между вращающимися валками прокатных станов. Различают продольную, поперечную и винтовую (косую) прокатку, а также поперечно винтовую и продольно винтовую прокатку; в зависимости от степени… … Большой Энциклопедический словарь
прокатка — волочение (проволоки), вытягивание, протягивание; прокатывание, прокат Словарь русских синонимов. прокатка сущ., кол во синонимов: 8 • зубопрокатка (1) • … Словарь синонимов
ПРОКАТКА — ПРОКАТКА, способ обработки металла давлением обжатие заготовки между вращающимися валками прокатных станов с целью получения полуфабрикатов, готовых изделий или улучшения их качества. По технологической схеме различают прокатку продольную,… … Современная энциклопедия
ПРОКАТКА — ПРОКАТКА, и, жен. Горячая обработка металла путём давления, обжима его между вращающимися валками в особых станах для придания ему нужной формы, профиля. П. рельсов. | прил. прокаточный, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова … Толковый словарь Ожегова
прокатка — – выравнивание колесных дисков. EdwART. Словарь автомобильного жаргона, 2009 … Автомобильный словарь
прокатка — Процесс обработки металлов и сплавов давлением, обжатием (пластич. деформ.) между вращающимися валками прокатных станов для уменьшения сечения прокатной заготовки (слитка) и придания металлу определенной формы и геометрических размеров при… … Справочник технического переводчика
Прокатка — ПРОКАТКА, способ обработки металла давлением обжатие заготовки между вращающимися валками прокатных станов с целью получения полуфабрикатов, готовых изделий или улучшения их качества. По технологической схеме различают прокатку продольную,… … Иллюстрированный энциклопедический словарь
ПРОКАТКА — завершающая стадия металлургического производства; представляет собой процесс обработки металлов давлением, когда путём последовательной деформации заготовки в зазоре между вращающимися валками в прокатных (см.) ей придают требуемые и… … Большая политехническая энциклопедия
Прокатка — процесс пластического деформирования тел, между вращающимися приводными валками. Слова приводными валками означают, что энергия н … Википедия
Прокатка — [rolling] процесс обработки металлов и сплавов давлением, обжатием (пластическая деформация) между вращающимися валками прокатных станов для уменьшения сечения прокатываемой заготовки (слитка) и придания металлу определенной формы и… … Энциклопедический словарь по металлургии
Прокатка металла

Прокатка металла осуществляется на специальном станке. Это один из самых массовых способов обработки материала давлением. Лист продавливается между вальцами станка, что позволяет добиться уменьшения толщины.
Для прокатки подходят не только листы. Технологию можно применять и для работы с металлическими прутами. О других возможностях прокатки металла, а также ее применении в производстве расскажем далее.
Как осуществляется обработка металла давлением – прокатка
Прокатка металла – это пластическое деформирование металлических заготовок, протягиваемых между вращающимися вальцами. Сила трения заставляет металл продвигаться по прокатному стану с заданной скоростью. Под воздействием передаваемого валками давления ей придается необходимая форма.
Различают три основных вида этой технологии. Прокатка металла может быть продольной, поперечной или поперечно-винтовой. Продольная прокатка металла осуществляется вращающимися в противоположном направлении вальцами, заставляя материал продвигаться в перпендикулярном их осям направлении. При этом заготовка увеличивается в длину и уменьшается в поперечном сечении.
Поперечная прокатка металла подразумевает вращение заготовки между валками, которые оборачиваются вокруг параллельных друг другу осей в одном направлении. При таком деформировании увеличение длины обрабатываемого материала происходит вдоль осей вальцов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Схема поперечно-винтовой прокатки заключается в пластическом деформировании металла расположенными под углом друг к другу валками, что обеспечивает продвижение заготовки по прокатному стану с одновременным ее вращением вокруг своей оси.
Придаваемую изделию при прокате форму в поперечном сечении принято называть профилем. Если профиль не изменяется по всей длине изделия, его называют постоянным, а если получается изделие с различной формой поперечного сечения на разных его отрезках – это переменный или периодический профиль. Понятием сортамент определяются группы продукции определенного размера и профиля.
Различают четыре основных сортамента:
- Сортовой и фасонный прокат.
- Листовой прокат.
- Специальные виды проката.
- Трубы.
Для промышленного применения чаще всего выпускается металлопрокат двух больших групп. К профилям общего назначения относятся изделия с поперечным сечением в форме круга, прямоугольника (квадрата) и шестигранника. Фасонным называется прокат с сечением в виде уголка, а также тавр, двутавр и швеллер. Прокат специального назначения – это чаще всего рельсы, профили для укрепления стен тоннелей и другая подобная продукция.
Технология прокатного производства
Современная технология прокатного производства, как правило, состоит из двух этапов. На первом из слитков металла получают заготовки или полупродукт, а на втором из полупродукта формируют готовые изделия.

Производство металлопроката включает в себя несколько основных технологических операций:
- подготовка металла,
- разогрев,
- прокатка,
- отделка и контроль качества.
Для того чтобы подготовить металлический слиток или заготовку к прокатке, необходимо удалить все поверхностные дефекты, такие как небольшие трещины, закаты, царапины и частички шлака. Их наличие на поверхности металла может снижать качество изделий, снижать производительность оборудования и ускорять износ узлов и деталей прокатного стана. Особое внимание следует уделять подготовке металла перед прокаткой легированных и углеродистых сталей высокого качества.
Целью нагрева металла перед прокаткой является повышение его пластичности. Соблюдая специальный температурный режим для отдельных марок стали, добиваются нужной структуры металла в готовом прокате.
При прокатке листового металла через вальцы необходимо постоянно контролировать их настройку, следить за соблюдением температурных режимов в начале и в конце процесса, за усилием на валках и режимом пластического деформирования.
Контроль осуществляется путем регулярного отбора проб. После окончания прокатки металла и прежде чем произвести отделку изделий, они обязательно проходят основной этап контроля.
Далее отбором проб и осмотром сопровождается каждая отделочная операция. Готовые изделия проходят технический контроль перед упаковкой.
В качестве сырья для прокатки используются слитки металла или заготовки. Заготовка с квадратным сечением называется блюм, а прямоугольного – сляб. Одного прохода между вальцами, как правило, недостаточно для получения изделия с нужными параметрами. При прокатке заготовка обрабатывается в несколько этапов, на каждом из которых происходит уменьшение площади ее поперечного сечения. С каждым проходом профиль изделия приближается к требуемому.
Прокатное оборудование
Прокатка металла осуществляется следующими видами вальцов: гладкими валками или бочками у листопрокатного стана и бочками с ручьями у сортопрокатного. На торцах валки опираются на подшипники специальными шейками. Шейка бочки переходит в крестовины или трефы, которые соединяют ее со шпинделем, приводящим вальцы в движение. Трефы позволяют регулировать положение бочек по вертикали, уменьшая или увеличивая просвет между ними.

Прокатка металла для получения металлических листов и полос требует пластического деформирования металла с помощью гладких бочек. С каждым проходом валки сближают, добиваясь постепенного уменьшения толщины заготовок.
Сортовая и фасонная прокатка металлических заготовок с получением профилей общего или специального назначения, таких как круг, уголок, шестигранник или рельс, производится при помощи бочек со специальными углублениями по окружности рабочих частей. Такие валки называются калиброванными или ручьевыми. Соответственно, выемку на валке называют ручьем, а расстояние между выемками на противоположных вальцах при прокатке калибром.
Если линия разъема (зазора между бочками) находится в пределах калибра, его называют открытым, а калибр с линией разъема, выходящей за его пределы, – закрытым.
Прокатный стан для пластического деформирования металлических заготовок представляет собой комплекс последовательно расположенных агрегатов. В его состав входит как оборудование, на котором производят непосредственно прокатку, так и участки для подготовки металла к прокатке, отделки изделий после пластического деформирования, упаковки и подготовки к дальнейшей транспортировке.
Само оборудование для прокатки состоит из рабочих клетей. Каждая клеть образована двумя станинами, которые стальной поперечиной объединены в одну, смонтированную на общем фундаменте установку. Валки приводятся во вращение электродвигателями. Усилие от двигателя на бочки передается через распределительную клеть с шестернями и шпиндели. Каждая рабочая клеть стана образована одной или несколькими парами валков.
Пластическое деформирование металлических заготовок или слитков при протягивании между бочками прокатного стана объединяет термин прокатка.
Горячая и холодная прокатка металла
Прокат, в зависимости от температурного режима, бывает:
- Горячекатаным, когда нагрев заготовок производится до температуры, превышающей температуру рекристаллизации (80 % от температуры плавления).
- Холоднокатаным, когда пластическое деформирование металла происходит при температуре, не превышающей 30 % от температуры рекристаллизации.

Рекристаллизацией называют образование и/или рост одних зерен кристаллической решетки металла за счет других. Горячая прокатка подразумевает нагрев металлических заготовок до температуры свыше +920 °С. К примеру, при горячей прокатке низкоуглеродистых сортов стали температура превышает +1169 °С.
Получить один и тот же профиль при помощи прокатки можно, используя два различных способа. Первый из них, который устарел и редко используется на современных производствах, предполагает использование заготовок, отлитых в специальные формы, или изложницы. Прокатку осуществляют в два этапа. Сначала нагретые слитки прокатывают на обжимном стане и удаляют с их поверхности возможные дефекты. Далее после повторного нагрева производят окончательную прокатку в листы или фасонный прокат.
Современная технология заключается в замене литья в изложницы, изготовлением на машинах непрерывного литья заготовок. После отливки на МНЛЗ заготовки поступают на прокатный стан. Такая методика позволяет исключить слябинг/блюминг, повысить качество заготовок без потери времени и металла при очистке и обрезке слитков. Большая часть российских предприятий располагает машинами непрерывного литья заготовок и литейно-прокатными модулями, а остальные разрабатывают планы их внедрения.
Горячая прокатка сегодня составляет почти 80 % мирового выпуска металлопроката. Эта технология позволяет существенно сокращать затраты времени, ресурсов и электроэнергии. Поскольку нагрев повышает пластичность металла, каждый проход значительно уменьшает площадь поперечного сечения заготовок. Что касается обработки слитков, то из-за неоднородности структуры их обработка возможна исключительно горячей прокаткой.
Горячекатаный прокат получают чаще всего из стали 09Г2С, холоднокатаный – из стали 08ПС. Обработка х/к стали предполагает травление перед подачей на прокатный стан. Из-за более длительной обработки толщина холоднокатаных листов не превышает 5 мм, они имеют более ровную поверхность.
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью. В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам. Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.

Обработка листового металла давлением на прокатном станке
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.

Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:
- прокатке;
- ковке;
- прессованию;
- волочению; ; ;
- обработке, выполняемой комбинированными способами.

Основные виды обработки металла давлением
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.

Виды прокатных валков
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.

Виды прокатки металла
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.

Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней. При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью. Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии. Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др. Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.

Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Волочение
Основным инструментом, при помощи которого выполняется такая технологическая операция, как волочение, является фильера, называемая также волокой. В процессе волочения круглая или фасонная металлическая заготовка протягивается через отверстие в фильере, в результате чего и формируется изделие с требуемым профилем поперечного сечения. Наиболее ярким примером использования такой технологии является процесс производства проволоки, который предполагает, что заготовка большого диаметра последовательно протягивается через целый ряд фильер, в итоге превращаясь в проволоку требуемого диаметра.

Технологические процессы получения проволоки методом волочения
Классифицируется волочение по целому ряду параметров. Так, оно может быть:
- сухим (если выполняется с применением мыльной стружки);
- мокрым (если для его выполнения используется мыльная эмульсия).
По степени чистоты формируемой поверхности волочение может быть:

Линия волочения медной проволоки
По кратности переходов волочение бывает:
- однократным, выполняемым за один проход;
- многократным, выполняемым за несколько проходов, в результате которых размеры поперечного сечения обрабатываемой заготовки уменьшается постепенно.
По температурному режиму этот вид обработки металла давлением может быть:
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми. В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла. Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.

Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.
Листовая штамповка
При помощи листовой штамповки готовые изделия получают из листового металла. В зависимости от того, какого результата необходимо добиться в процессе выполнения такой технологической операции, различают штамповку:
- разделительную (отрезка, вырубка и пробивка);
- формообразующую (гибка, вытяжка, раздача, отбортовка, чеканка и др.).
Для выполнения листовой штамповки используют гидравлические или кривошипно-шатунные прессы, рабочими органами которых являются штампы, состоящие из матрицы и пунсона.

Примеры изделий, изготовленных методом листовой штамповки
Качество готового изделия, которое обеспечивает листовая штамповка, позволяет не подвергать его последующей механической обработке. Для того чтобы обеспечить это качество, матрица и пунсон должны быть хорошо разработаны и изготовлены с высокой степенью точности.
Листовая штамповка – это одна из наиболее распространенных методик ОМД, которая активно применяется почти во всех отраслях промышленности. По такой технологии, в частности, производят как мельчайшие детали радиоэлектронных устройств, так и массивные кузова автотранспортных средств.
Получить более полное представление о способах обработки металла давлением, позволяет видео, демонстрирующее их в мельчайших подробностях.
1.9. Прокатка металлов.
До 90 % сталей и до 50 % цветных металлов используются в виде проката,, штампованных, кузнечных заготовок (рис. 1.39) . Достоинство процесса прокатки в высокой экономичности: мало потерь металла, т .к. происходит перераспределение металла по объему, а при обработке резанием много металла идет в стружку; процесс высокопроизводительный; прокат эффективно использовать для изготовления сварных и клепанных конструкций и конструктивно сложных и громоздких деталей.
.files/image071.png) |
Деформация может быть холодная и горячая. В последнем случае снижается усилие деформации, но обезуглераживается поверхностный слой и образовывается окалина.
На улучшение пластичности металла влияют :
1. Химический состав. Так при содержании углерода свыше 0,15 % сталь уже трудно ковать. Легирующие добавки кремния, хрома и вольфрама снижают пластичность, а никеля и молибдена, наоборот, -повышают. Для изготовления деталей холодной листовой штамповкой с глубокой вытяжкой применяется кипящая малоуглеродистая сталь ( 08кп, 10кп,… ) с малым содержанием кремния .
2. Температура металла.
3. Скорость деформации; с увеличением ее пластичность падает.
Прокатные станы разделяются на обжимные, заготовительные, сортовые, полосовые, проволочные, листовые, трубопрокатные и специального назначения (рис.1.40) .
Крупный по размерам слиток на обжимных .станах ( блюмингах и слябингах) делится на более мелкие слитки: блюмы квадратного сечения (250 r 250 мм,…) или прямоугольного ( 300 r 400 мм,…) получают на блюмингах, а слябы (заготовки для листового проката) шириной 400… 2500 мм и высотой 75… 600 мм. – на слябингах. Диаметр валков этих станов от 800 до 1500 мм, на них получают заготовки весом 2 …35 т для других станов
.files/image072.png) |
У слябинга, в отличие от блюминга, есть дополнительные вертикальные валки для обжатия слитка на ширине.
На заготовительных станах получают из блюмов необходимый сортамент проката. Для прокатки листовой стали используются гладкие валки, а на калиброванных валках более сложной формы изготовляются остальные виды проката. На калиброванных валках имеются канавки (выступы) –ручьи. Совокупность ручьев пары валков называется калибром, На прокатных станах используются различные (рис.1.41.) виды калибров. Калибровка валков — это разработка схемы прокатки и такое последовательное по длине прокатки размещения калибров, при котором металл проходит через большое количество калибров, в каждом происходит его деформация , а в результате последовательного воздействия на металл обеспечивается получение заданного профиля проката.
Сортовая сталь :n -круглая (диаметром 5…250 мм); g -квадратная (5 …250 мм); шестигранная (6…100 мм); y- полосовая (шириной 10… 200 и толщиной 4 . 60 мм): d - угловая сталь (табл. 1.10); лента, проволока; [- швеллера, I- двутавры, рельсы.
2. Листовая сталь (тонколистовая до 4 мм толщиной и толстолистовая -более 4мм ).
3. Специальные виды проката ( колеса, периодические профили, арматурная сталь, гнутые профили и др. ).
4. Стальные трубы (бесшовные и сварные).
Размеры профилей стали угловой равнополочной
Ширина полок , мм
По точности прокатки изготовляют сталь угловую высокой ( обозначается индексом А) и — обычной точности ( индекс Б) .
Пример обозначения стали угловой:
Б - 50 х 50 х 3 ГОСТ 8509- 86
Ст3сп ГОСТ 535 - 79
Расшифровывается , как сталь угловая равнополочная, с шириной полок 50 мм и толщиной 3 мм, обычной точности прокатки по ГОСТ 8509- 86 , изготовленная из стали обыкновенного качества группы А, марки Ст3сп по ГОСТ 535 - 79, спокойной .
Сталь угловая неравнополочная может быть размеров: 25 х 16 х 3, 32 х 20 х 3, 40 х 25 х 4 (3) ,….100 х 63 х 6(7, 8 или 9). Пример обозначения:
А - 63 х 40 х 4 ГОСТ 8510 – 86
Ст2сп ГОСТ 535 - 79
Расшифровывается, как сталь угловая, неравнополочная, с шириной полок 63 и 40 мм и толщиной 4 мм, повышенной точности прокатки ( см. индекс А) по ГОСТ 8510 – 86, изготовленная из стали обыкновенного качества группы А, марки Ст 2сп по ГОСТ 535 – 79, спокойной.
Швеллеры и двутавровые балки (табл. 1.11 ) различаются по номерам, причем номер профиля указывает на высоту в сантиметрах швеллера (двутавровой балки).
Размеры швеллеров и балок двутавровых.
Толстолистовую сталь изготовляют из слябов массой до 2 тн. Сначала раскатывают сляб в поперечном направлении до получения необходимой ширины, а затем раскатывают вдоль.. На стане имеются нормализационная печь, травильная установка и сушильная машина.
Тонколистовую сталь выпускают в листах и рулонах. После травления рулоны поступают на станы холодной прокатки, где проводится лужение (горячее и электролитическое), или цинкование, или нанесение пластмассового покрытия.
Стальные трубы по способу изготовления делятся на бесшовные (цельнотянутые) и шовные (сварные). Шовные трубы могут быть: прямошовными и спиральношовными, однослойными ( традиционная технология) и многослойными (перспективная технология). Сварные трубы дешевле цельнотянутых, но они менее надежны. Сварные трубы изготовляют диаметром от 10 до 2500 мм, а цельнотянутые - до 100 мм.
Технология изготовления бесшовных (цельнотянутых) труб.
.files/image076.png) |
Круглый или граненый слиток диаметром 250… 600 мм и массой 0,6 …3 т прошивается на прошивочном стане (рис. 1.42). Валки (грибовидной или дисковой формы) установлены под углом 9 …14 º друг к другу. Заготовка продавливается через оправку, а из - за растягивающих напряжений ,создаваемых вращающимися валками, происходит течение металла от центра слитка и за счет этого без больших усилий происходит прошивка отверстия.
.files/image077.png) |
Далее проводится раскатка полученной гильзы тоже на оправке ( рис. 1.43) , в результате уменьшаются внутренний и наружный диаметры и увеличивается длина заготовки. Прокатку выполняют за два прохода с поворотом трубы на 90 °. Получают трубу диаметром свыше 57 мм. На третьем этапе получения трубы дальнейшее уменьшение их диаметров ведут в непрерывных станах уже без оправки.
Сварные трубы изготовляются диаметром до 2500 мм. Они дешевле бесшовных, но менее надежны и прочны. Сначала проводится формовка плоской заготовки в трубу, далее сваривается стык трубы, проводится отделка и правка. Заготовка изготовляется в виде ленты или берутся листы, шириной равные длине трубы. Сваривание проводят способами: электродуговой под слоем флюса, электроконтактной сопротивлением, кузнечной (печной) .
.files/image078.png)
При непрерывной печной сварке проводится нагрев заготовки до 1300 …1350 °С, стык обдувается кислородом или воздухом и металл разогревается до расплавления и проводится кузнечная сварка стыка кромок трубы сжатых роликами непрерывого стана.
При электроконтактной сварке (рис. 1.44) заготовка поступает в трубоэлектросварочный стан и сжимается. Стык разогревается электрическим током низкого напряжения (6…10 В ) ., подаваемом через сварочные ролики, и при охлаждении сваривается.
Волочение металла -это процесс протягивания проволоки, прутка или трубы через очко специнстумента (волоку). В итоге получаются точные размеры, чистая и гладкая поверхность. Перед волочением металл очищают от окалины промывают, наносят подсмазочный слой (омеднение, фосфатирование и т.д.), сушат и наносят слой смазки (графит, эмульсии, минеральные масла).
Прессование металла используется чаще всего для цветных сплавов: можно получить прутки диаметром 5… 200 мм, трубы до 800 мм диаметром с толщиной стенок 1,5 … 8 мм, фасонные профили. Нагретый металл из контейнера выдавливается через очко матрицы. При прессовании труб заготовка прошивается стальной иглой, конец которой проходит через очко; металл выпрессовывается .между иглой и очком.
Ковка и штамповка — промежуточные операции для изготовления заготовок деталей на пневматических, гидравлических или механических прессах. Механические свойства кованных и штампованных изделий выше, чем у полученных механической обработкой, т.к. в этом случае волокна перераспределяются в соответствии с формой деталей. Штамповка может быть горячая и холодная. Объемная штамповка проводится в штампах, где течение металла ограничено поверхностями штампа. По сравнению со свободной кузнечной ковкой объемная штамповка в 50…100 раз производительнее , получается выше качество и прочность поковок, имеется возможность получения поковок сложной формы. В автомобилестроении листовой штамповкой получают до 75 % деталей, а при производстве товаров широкого потребления - до 98 %.
Прокатка
Прокатка-способ обработки давлением, при котором металл деформируется путем обжатия его между двумя вращающимся валками (прокатного стана).
Прокатке подвергают до 80 – 90 % всей выплавляемой стали и до 50 – 60 % выплавляемого цветного металла. Широкое применение прокатки объясняется рядом преимуществ ее по сравнению с другими видами ОМД (прессованием, волочением), а также высокой производительностью и меньшей стоимостью изготовления изделий.
Различают три основных вида прокатки (рис.3.6):
Валки вращаются в этом способе в разные стороны. Это наиболее распространенный способ. Применяется для изготовления профильного и листового проката.
2) Поперечную прокатку.
Валки вращаются в одну сторону и придают вращение заготовке, которая формируется вдоль оси валков. Используется для изготовления круглых профилей.
3) Поперечно-винтовую. Валки располагаются под углом друг к другу, вращаясь в разные стороны. Заготовка получает вращательное и поступательное движение. Применяется для получения бесшовных труб и проката с периодическим профилем.
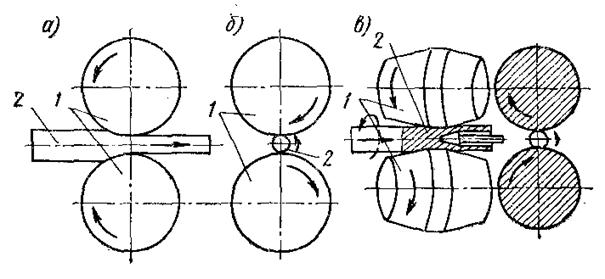
Рис.3.6. Основные способы прокатки: продольная (а), поперечная (б) и поперечно-винтовая (в).
Продукция (сортамент) прокатного производства .
Профиль прокатанного изделия – форма его поперечного сечения;
Cортамент – совокупность различных профилей разных размеров. Сортамент прокатываемых профилей делится на 4 основные группы:
1. Сортовой прокат: профили общего назначения (круглого, квадратного сечения, швеллеры, двутавры и т.п.) и профили специального назначения (рельсы, профили, применяемые в судостроении, строительстве и др. областях).
2. Листовой прокат: фольга (толщиной до 0,2 мм), тонколистовой (0,2…4 мм), толстолистовой (4…160 мм) броневые плиты (до 550 мм).
3. Трубы бесшовные и сварные (например, бесшовные стальные трубы имеют диаметр 30…650 мм, а сварные – диаметром 10…1420 мм).
4. Специальные виды проката: колеса; кольца; зубчатые колеса; периодические профили, у которых форма и площадь поперечного сечения периодически изменятся вдоль оси.
Характеристики деформации при прокатке. При прокатке металл подвергается деформации только на некотором участке, который по мере вращения валков и движения заготовки вперед как бы перемещается по прокатываемому металлу. Этот участок называется очагом деформации.
Дуга АВ – дуга захвата (дуга, по которой валок соприкасается с прокатываемым металлом). Центральный угол α, соответствующий дуге захвата – угол захвата.
Коэффициент вытяжки , где L – длина заготовки после прокатки; l – длина заготовки до прокатки.
Коэффициент обжатия , где H и h – высота заготовки до и после прокатки.
Коэффициент уширения , где B и b – ширина заготовки после прокатки и до прокатки соответственно.
Рис.3.7. Деформация заготовки между валками.
Так как при пластической деформации объём металла практически не изменяется, то можно записать l·H·b = L·h·B, здесь l·H·b – объём заготовки до деформации, L·h·B – объем заготовки после обработки давлением, а значит верным является следующее равенство: λ = β·μ, т. е. металл, обжатый по высоте, идет в вытяжку и уширение.
Условия захвата металла валками. Различают две ситуации: неустановившийся процесс прокатки, когда болванка только подводится к валкам, но не втянута между ними, и установившийся процесс – когда заготовка уже втянута в валки.
а) Неустановившийся процесс (рис.3.8). При соприкосновении заготовки с вращающимися валками последние будут оказывать на нее действие в виде сил N перпендикулярных поверхности валков в точках соприкосновения А, и сил трения Т, направленных по касательной к поверхности валков. Проекции сил N и Т на горизонтальное направление обозначенв соответственно Nx и Tx.
| Рис.3.8. Силы, действующие на прокатываемый металл со стороны валков, в начальный момент захвата. |
Валки захватят заготовку, если
где ƒ – коэффициент трения.
Подставим в (3.1) сначала (3.2), а потом (3.3), получим основное условие захвата заготовки
Так как ƒ = T/N = tgβ, где β – угол трения, то условие захвата можно представить, как β > α, т. е., если равнодействующая R направлена вертикально или отклонена влево от вертикали (как на рис.3.8), то захвата не будет.
б) Установившийся процесс . В этом случае передний конец полосы вышел из валков на определенную величину, контакт полосы с валками происходит по всей дуге захвата (рис.3.7), что приводит к изменению соотношения между углами α и β. В этом случае условие захвата:
где n ≈ 2, т. е. при установившемся процессе прокатки захват заготовки происходит примерно в 2 раза легче, чем при неустановившемся.
На коэффициент трения влияют пластичность металла, его температура, скорость вращения валков, материал валков и состояние их поверхности, химический состав металла заготовки.
При горячей прокатке блюмов из слитков на обжимных станах αmax = 24 … 32º; ƒ = 0,45…0,62. При горячей обработке сортового металла αmax = 20 … 25º; ƒ = 0,36…0,47. При горячей прокатке листов и полос αmax = 15 … 20º; ƒ = 0,27 … 0,36. При холодной прокатке листов на валках с чистой поверхностью αmax = 5 … 10º ƒ = 0,009 … 0,18. При холодной прокатке листов на отшлифованных валках со смазкой αmax = 3 … 5º; ƒ = 0,003 … 0,09.
Оборудование и инструмент для прокатки. Инструмент прокатки – валки (рис.3.9), которые делятся на гладкие, применяемые для прокатки листов, лент и ручьевые (калиброванные) для получения сортового проката (квадрат, круг, рельс, швеллер и т. д.). Валки состоят из бочки 3, шейки 2 и трефы 1. Шейки валков служат размещения валков в подшипниках, устанавливаемых в станинах. Трефы – фигурный хвостовик для соединения с приводом станка. Вырез на боковой поверхности калиброванного валка называется ручьём.
Совокупность двух ручьев пары волков образует калибр. Калибры прокатных валков, через которые пропускается металл, по своему поперечному сечению отвечают той форме профиля, которая должна получаться при каждом пропуске. Калибры могут быть открытыми и закрытыми.

Рис.3.9. Ручьевой (а) и гладкий (б) валки.
Для получения какого-либо профиля (проката) необходимо произвести калибровку валков. Калибровка – расчет режима обжатия металла по проходам, конструирование формы и размеров калибров и определение последовательности расположения их на валках. Калибровка – самый важный и трудный вопрос прокатного дела, вследствие сложности процесса деформации металла при прокатке. От правильности расчета и выбора формы последовательных калибров зависит качество прокатываемого профиля.
Размеры сечения исходной заготовки значительно больше размеров сечения готового профиля, и поэтому, как правило, последний почти никогда не удается получить сразу в один проход между валками. Поэтому прокатку проводят в несколько проходов (пропусков). В каждом проходе сечение прокатываемого металла уменьшается, при этом форма и размеры ее постепенно приближаются к требуемому профилю.
В случае прокатки листов и полос (на гладких валках) уменьшение толщины прокатываемого металла в каждом проходе достигается соответствующим сближением валков.
Прокатка слитков или заготовок производится последовательно в калибрах следующих типов:
· Обжимные (вытяжные). Имеют выпуск 5 – 10%. Служат для изготовления из отливки полуфабриката под дальнейшую прокатку. Обжимные калибры: прямоугольные, ромбические, квадратные и овальные.
· Черновые (подготовительные). Имеют выпуск 2 – 4%. Изменяют форму поперечного сечения полупродукта, приближая ее к сечению готового профиля.
· Предотделочные (предчистовые). В ряде случаев эти калибры отсутствуют.
· Отделочные (чистовые). Имеют выпуск 1 – 1,5%. Обеспечивают окончательное формирование профиля.
Выпуск – величина тангенса угла наклона боковых стенок калибра, выраженная в процентах.
Исключительно важное значение имеют расположение калибров в валках. В целях предупреждения возникновения значительных напряжений в металле, а также удара при захвате заготовки калибр должен быть врезан так, чтобы воздействия верхнего и нижнего валков на прокатываемый профиль были примерно одинаковыми. Поэтому естественным является такое расположение калибров, при котором их нейтральные линии находятся посередине между осями верхнего и нижнего валков. Для симметричных профилей (прямоугольных, полосовых, овальных) нейтральной линией калибров служит их горизонтальная ось симметрии. Нейтральная линия фасонных калибров проводится через их центр тяжести. При неправильной калибровке прокатываемый металл или не заполнит весь калибр – тогда размеры профиля не будут соответствовать требуемым, или, наоборот, переполнит калибр – тогда на краях профиля неизбежно появятся заусеницы. Кроме того, в прокатываемом металле могут возникнуть значительные напряжения, которые вызовут трещинообразование или другие виды брака.
Чередующееся сочетание калибров получило название системы калибров (рис.3.10), например, ромб-квадрат, овал-квадрат, ромб-ромб и т. д. Наиболее широко применяемыми системами вытяжных калибров являются системы:
а) Прямоугольных калибров. Эту систему используют для прокатки блюмов в крутые заготовки.
б) Ромб-квадрат и овал-квадрат. Эти для прокатки в более мелкие заготовки.
в) Овал-круг. Эта система для прокатки малопластичных металлов.
Расчет каждой из систем вытяжных калибров проводится по специальным методикам.
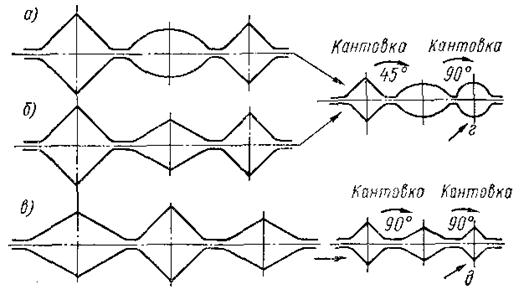
Рис.3.10. Схема прокатки стали круглого сечения диаметром 5…20 мм (а), круглого сечения диаметром более 20 мм (б) и квадратного сечения (в) в калибрах определённых систем.
Наиболее удобным для прокатки круглого профиля являются системы: квадрат-овал-квадрат (рис.3.10, а) или квадрат-ромб-квадрат (рис.3.10, б). В обоих случаях квадратные калибры в валках расположены на ребре. Подобное распределение и чередование калибров способствует лучшему обжатию и проработке всех слоев прокатываемого металла. Прокатку изделий квадратного сечения производят в чередующихся калибрах системы ромб-квадрат-ромб (рис.3.10, в).
Основное оборудование прокатного производства – прокатный стан (рис.3.11), состоящий из привода и одной или нескольких рабочих клетей. В привод входит электродвигатель 8, редуктор 7, шестеренная клеть 5, муфты 6 и шпинделей 4. Рабочая клеть состоит из валков 2 и станины 1. В станине имеются нажимные механизмы 3 для изменения расстояния между валками и регулированием взаимного расположения их осей.
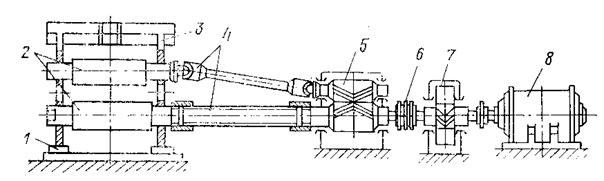
Рис.3.11. Схема прокатного стана.
Прокатные станы классифицируют:
1. По числу и расположению валков в рабочих клетях:
а) Станы дуо (рис.3.12 а, б), имеющие 2 валка, вращающиеся в одну (нереверсивные станы) либо в обе стороны (реверсивные станы). Последние позволяют пропускать обрабатываемый металл в обе стороны.
в) Многовалковые станы – шестивалковые, двенадцативалковые и двадцативалковые (рис.3.13 б, в, г).
 | Рис.3.12. Схема расположения валков в двухвалковых и трёхвалковых станах. |
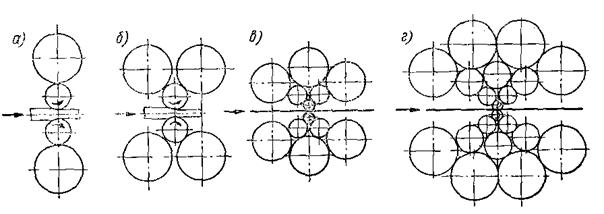
Рис.3.13. Схема расположения валков в многовалковых станах.
Конструкции на рис.3.12 (в, г) позволяют применять рабочие валки малого диаметра, благодаря чему растёт давление металла на валки и увеличивается вытяжка.
г) Универсальные станы, имеющие кроме горизонтальных валков также и вертикальные (с одной или обеих сторон).
2. По числу и расположению рабочих клетей:
б) Многоклетьевые (с линейным расположением клетей и с последовательным расположением клетей).
В станах с линейным расположением клетей валки всех клетей кинематически связаны друг с другом и вращаются с одной скоростью, что препятствует значительному увеличению скорости прокатки по мере увеличения длины прокатываемой заготовки.
В станах с последовательным расположением клетей (непрерывные станы) каждая клеть имеет свой привод. Окружная скорость каждой последующей пары валков больше скорости предыдущей пары на строго определенную величину. На непрерывных станах можно прокатывать полосу с натяжением, что увеличивает обжатие.
3. По назначению:
а) Станы для производства полупродукта: блюминги – обжимные станы для обжатия крупных стальных слитков в блюмы; слябинги – обжимные станы для обжатия слитков в слябы. Блюм – заготовка квадратного сечения от 150 150 мм до 450 450 мм. Сляб – полуфабрикат, имеющий прямоугольное сечение толщиной 65 … 300 мм и шириной 600 … 1600 мм.
б) Заготовочные станы для получения полупродукта более мелкого сечения из блюмов или слитков небольшой массы.
в) станы для выпуска готового проката: сортовые, листопрокатные, трубопрокатные и. т. д.
Размер блюмингов, слябингов, заготовочных, рельсобалочных, сортовых станов характеризуется диаметром рабочих валков. Например, стан 500 имеет валки диаметром 500 мм. Для листовых станов основной параметр – длина бочки валка. Например, стан 3000 имеет длину бочки рабочих валков 3000 мм.
Технология производства основных видов проката. Наиболее общая схема технологического процесса прокатки включает следующие операции:
1. Подготовка исходного материала к прокатке;
2. Нагрев металла перед прокаткой;
3. Собственно прокатку;
4. Отделку и контроль качества проката.
Для прокатки блюмов и слябов исходным материалом служат слитки спокойной, полуспокойной или кипящей стали массой до 60 т или из цветных металлов и сплавов массой до 10 т. При прокатке сортового или листового проката исходный материал – блюм или сляб или полупродукт после заготовочного стана.
При подготовке исходного материала к прокатке удаляют поверхностные дефекты: плены, шлаковые включения на слитках или неглубокие трещины, лампасы, закаты, волосовины и др. дефекты. Удаляют их огневой зачисткой, обдиркой на металлорежущих станках, пневматической вырубкой, зачисткой абразивными кругами, электродуговой зачисткой и др. способами. В ряде случаев в технологическом потоке обжимных станов устанавливают машины огневой зачистки для удаления дефектов на прокатанном полупродукте, но чаще всего эти операции выполняются в складских помещениях. Удаление поверхностных дефектов повышает качество поверхности прокатанной продукции, увеличивает выход годного продукта и улучшает технико-экономические показатели работы стана.
Подготовленный исходный материал нагревают в разных нагревательных устройствах. Листы тоньше 2 мм в горячем состоянии прокатывать сложно из-за их быстрого остывания, такие листы, как правило, получают холодной прокаткой (чаще рулонным способом) из горячекатаных листов – заготовок. Количество нагрева оказывает большое влияние на макрокроструктуру и микроструктуру металла, а механические свойства и качество металла – на производительность стана и величину брака.
Нагретый металл транспортируют к стану для прокатки по рольгангу, пропуская по пути через окалиноломатели, в которых окалина дробится при деформировании в валках с небольшими обжатиями.
К отделочным операциям относятся: правка, осуществляемая на роликовых правильных машинах для устранения общей и кромочной неплоскостности; термическая обработка, заключающаяся, как правило, в нормализации или отжиге для перераспределения и снятия остаточных после прокатки напряжений и обеспечения однородности показателей механических свойств в любом сечении проката, термообработка необходима для легированных сталей и для листов или профилей значительной толщины (более 12…14 мм); резка на листы и профили заказанной длины на дисковых или гильотинных ножницах; у листов обрезают также продольную кромку, удаляя узкую полосу, которую может получиться непрямолинейной после прокатки, иметь недостаточную толщину и кромочные дефекты (трещины, расслоения, подрезы и т. п); испытание; взвешивание; маркирование с указанием марки стали, шифра металлургического завода, номера плавки и простановкой клейма ОТК с помощью керна и дублированием накерненной маркировки надписью краской.
Читайте также: