Прожигание отверстий в металле
Обновлено: 05.07.2024
Когда нам нужно сделать дырку (или правильнее сказать отверстие) в металле, мы используем обычную дрель и сверла по металлу. Однако, такой способ не всегда удобен и прост, если нужно сделать отверстие большого диаметра. В таком случае поможет сварочный аппарат и электрод. С его помощью можно прожечь отверстие любого диаметра даже в толстом металле. В этой статье мы кратко расскажем, как резать металл, используя технологию электросварки.

Общая информация
Многие домашние умельцы привыкли думать, что сваркой необходимо пользоваться только в случае, когда нужно соединить две металлические заготовки. Однако, имея в руках сварочный инвертор и электроды можно выполнить не только сварку, но и резку металла. Эта технология пригодится, если нужно сделать отверстие в заготовке.
Чтобы электродом сделать отверстие в металле, не нужно быть профессионалом. Достаточно знать принцип работы инвертора и уметь применять его на практике. Процесс резки проще и быстрее сварки, поскольку нет таких высоких требований к качеству шва. Если попрактиковаться, можно добиться довольно ровного реза, с аккуратными краями. Поэтому резка подходит даже для тех, кто никогда не пользовался сварочным инвертором.
Что нужно иметь под рукой?
Чтобы сделать отверстие в металле, у вас само-собой должен быть инвертор, электроды, а также молоток и щетка с металлической щетиной.
Инверторы бывают разными: дешевыми и дорогими, профессиональными и бытовыми, мощными и не очень. В сущности, не важно, каким именно инвертором выполнять резку. Главное, чтобы он был исправен.
Что касается электродов, то здесь выбор велик. Раньше резку выполняли теми же электродами, что и сварку. Но сейчас в продаже есть множество марок, предназначенных именно для резки. Они все хороши по-своему. Самая популярная марка электродов для резки — ОЗР. Они обеспечивают более-менее ровный рез и позволяют выполнять работу довольно быстро.

Если решите использовать обычные электроды для сварки, то будьте готовы, что рез окажется не самым эстетичным, да и сама работа будет идти медленнее, а дуга будет гореть нестабильно.
Также помимо инструментов приобретите средства индивидуальной защиты. Работу нельзя выполнять без сварочной маски и рукавиц. Это минимальный набор для домашнего сварщика. Но мы рекомендуем приобрести полную экипировку, включая костюм и обувь.
Выполняем резку
Зажгите дугу. Это можно сделать двумя способами: постукиванием конца электрода о поверхность металла или чирканьем, словно поджигаете спичку. Первый способ проще. Если вы раньше никогда не использовали сварочный инвертор, то рекомендуем начать именно с постукивания.
Настройте силу тока на инверторе. Сила тока подбирается исходя из толщины заготовки и диаметра электрода. Рекомендуем сначала установить настройку таким образом, как если бы вы просто выполняли сварку, и затем добавить еще примерно 30% от заданной силы тока.
Далее нужно разметить края будущего отверстия. Используйте для этого химический карандаш. Он отлично подходит для разметки и его хорошо видно при выполнении резки. Если отверстие небольшое (пару сантиметров в диаметре), то можно выполнять резку сразу. Если работы много, то лучше сделать отверстие поменьше и затем постепенно расширять его.

Ведите электрод перпендикулярно заготовке. Сильно не отклоняйте его при выполнении резки. Сам процесс очень похож на обычную сварку, так что у вас не должно возникнуть трудностей.
Обратите внимание
Резка хоть и проще сварки, но она тоже имеет свои особенности, которые нужно учитывать. Мы перечислим основные.
Прежде всего, будьте готовы, что такой способ резки металла вряд ли обеспечит идеально ровную линию реза. Если вам нужен безупречный результат — используйте технологию плазменной резки. Резка электродами подойдет для домашнего применения, когда качество не так важно.
При резке тонкой заготовки увеличьте силу тока. Если нет электродов для резки, можно использовать стержни для сварки. Но их применение немного затрудняет резку. Некоторые умельцы используют электроды для сварки, которые уже непригодны для выполнения сварочных работ.

В сущности, тип электрода не так важен. Важнее его диаметр. Помните: чем толще металл, тем больше диаметр электрода. Для тонких металлических заготовок можно использовать электроды 3 мм.
Вместо заключения
Если вы только начинаете изучать азы сварки, резка металла электродами может стать отличным упражнением. Это простой и быстрый процесс, к которому не предъявляются особые требования к качеству работ. Резку можно выполнять любыми электродами, но лучше использовать специальные марки для резки. Желаем удачи!
Как прожечь дырку электродом в толстом металле
Основное назначение любого сварочного аппарата – это сварка металла. Но есть и второстепенные операции, которые можно выполнять с его помощью. В промышленных условиях мощные источники питания используются для строжки (для ее организации потребуется также компрессор и угольный электрод, читайте подробно здесь). В гараже, при выполнении бытовых работ, сварочный инвертор ММА можно приспособить для резки, например, если нужно вырезать нестандартное отверстие.
Как правильно резать металл электродом
Чтобы получить ровный чистый рез, нужно резать вертикально.
При резке в горизонте, т.е в нижнем положении образуется грат, свисающий вниз. Если хотите получить аккуратное отверстие, ток нужно ставить небольшой, если же правильная геометрия реза не важна – ток нужно ставить по более.

Как сделать отверстие
а) Сталь разогревается и сразу продавливается электродом;
б) Чтобы сделать ровное отверстие, металл нагревается и электрод движется по окружности. Через какое-то время образовавшаяся ванна либо сама упадет, либо ее нужно будет немного подтолкнуть.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:

Каждый начинающий, да и опытный сварщик во время сварки прожигал металл. Это происходит или из-за большого тока, или из-за очень тонкого листа, или из-за того и другого. Резка металла осуществляется с применением этого свойства. Удобнее всего разрезать лист или изделие, используя ручную дуговую сварку, то есть электрод.
Электросваркой, конечно же, так не разрежешь металл, как плазмой, лазером или болгаркой, но всё же такая резка существует и применяется достаточно широко. В основном она применяется там, где не требуется слишком точная резка металла. Отрезать, например, лишний кусок арматуры или нержавейку. Для такой резки, кроме электродов и сварочного аппарата, ничего не нужно. Резать можно очень тонкий и толстый материал, толщина разрезаемого металла зависит от силы тока. При наличии мощного аппарата и неслабой электропроводки резать можно до расплавления электрода в держаке.
Резка тонкого и толстого листа происходит немного по-разному. При резке тонкого металла прибавляется ток, больше примерно в два раза обычного. Электрод должен быть поближе к заготовке и углубляться в разрез. Происходит как бы сдувка лишнего металла сваркой. Такое получится у каждого. Но для того, чтобы края реза были относительно ровными, необходима практика. Почти также режется толстый лист. Ток прибавляется в зависимости от толщины, которую вы хотите прорезать. При резке вам необходимо будет продувать большую толщину. Для этого вам будет необходимо углублять электрод в расплавленный металл, выталкивая его наружу до тех пор, пока не будет видно, что он разрезан насквозь.
При резке металла электросваркой обычно применяют старые, не нужные электроды необходимого диаметра. Если вы режете тонкий металл, то вам вполне подойдёт электрод диаметром 3 мм или тройка, а для более толстого листа требуется четвёрка или пятёрка.
Большой популярностью пользуются услуги плазменной резки различных металлов, а также их сплавов. Плазменный раскрой предоставляет возможность легко справляться с нержавеющей, углеродистой и высоколегированной сталью. Также часто принимаются заказы на плазменную резку титана, алюминия, латуни, меди, бронзы, чугуна и изделий, которые сочетают несколько видов сплавов. Превосходное качество и быстрое выполнение заказа гарантируется многими компаниями, осуществляющие подобные услуги. Также оказываются услуги по металлообработке, и по чертежам заказчика производится широкий спектр металлических изделий при наличии необходимого оборудования и штата мастеров, квалификация которых в сжатые сроки позволяет выполнять заказы на самом высоком уровне качества.
При изготовлении или ремонте металлических изделий часто необходимо резать металл. В зависимости от конструкции и толщины деталей можно применять разные способы, но одним из универсальных считается метод воздушно-дуговой резки, основанный на использовании обыкновенного сварочного оборудования.
Для этого требуется только превысить величину сварочного тока, а вместо образования сварочной ванны и шва прожечь отверстие за счет интенсивного расплавления металлов электрода с деталью.
Для резки металла
В дальнейшем, оперируя положением электрода, можно успешно резать сталь. Расплавленный металл с места реза удаляется давлением дуги и собственным весом. Иногда его дополнительно выдувают потоком воздуха.
Таким способом, превышая до 30% сварочный ток и используя обыкновенные электроды для сварки, можно разрезать металлические детали. Правда, качество полученных стенок будет низким, а кромки получатся оплавленными, покрытыми шлаком. Для дальнейшего использования их придется обрабатывать механическими инструментами. Но во многих случаях это просто не требуется.
Методом дуговой резки можно пользоваться при размещении детали в разных плоскостях. Это удобно при выполнении монтажных и ремонтных работ.
Если требуется улучшить условия вытекания металла из места разреза, то после ориентации положения детали в пространстве используют второй сварочный кабель для создания магнитного поля, отклоняющего положение дуги. Дополнительный кабель крепят сверху около начала реза.
Разрезать таким способом детали удобно от кромки или прорезанного отверстия. Угол наклона электрода подбирается в зависимости от толщины подвергаемого резке металла. Тонкие листы удобно обрабатывать при прямом угле наклона, а для толстых деталей подходят острые углы.
Если расположить электрод под острым углом до 20 градусов, то можно выплавлять канавки в металле. Для этого перемещают погруженный в металл конец электрода и создают небольшие колебания в вертикальном направлении. Варьируя скоростью передвижения дуги с углом наклона, можно выбрать глубину канавки. Вполне допустимо для ее увеличения делать несколько проходов.
При необходимости прожигания круглых отверстий электрод располагают под прямым углом к поверхности и создают дугу максимальной длины. Если требуется увеличить размеры отверстия, то отступают от его края и круговыми движениями расширяют прорезь.
Обычные электроды при подобной работе очень быстро сгорают. Поэтому для продолжительного использования выпускаются специальные электроды для резки металла, позволяющие более качественно прорезать чугуны, стали всех марок и цветные металлы. Универсальными качествами, популярностью обладают марки ОЗР-1 и ОЗР-2. Их эксплуатационные возможности оценены многими специалистами.
Разрезать металл дуговой сваркой можно различными электродами, каждый сварщик самостоятельно выбирает наиболее подходящие ему марки. Но специально изготовленные и проверенные электроды всегда есть в запасе у хорошего мастера для качественного выполнения ответственных работ.
Сварочный ток. Положение электрода. Резка металла сваркой
Оптимальные сварочный ток и положение электрода. Резка сваркой. (10+)
Самоучитель начинающего сварщика — Сварочный ток. Положение электрода. Резка металла сваркой
Сварочный ток
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла — толщина электрода — сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму — это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 — 5 | 4 — 5 | 5 — 10 | 5 — 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 — 80 | 80 — 120 | 100 — 150 | 160 — 200 | 160 — 210 | 180 и более |
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем — что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что — и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо — начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл.
резать металл электросваркой
Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
(читать дальше…) :: (в начало статьи)
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызывает …’ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ…
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ…
Неточность в полярности: прямая полярность деталь ‘+’ электрод ‘-‘, обратная полярность соответственно деталь ‘-‘ электрод ‘+’ Читать ответ…
Сварил каркас для дверного полотна, размер 2,2х1,2 (м). Как правильно приварить лист (толщина 2мм), чтобы его не ‘потянуло’. Читать ответ…
Почему крошится, трескается, разрушается бетон в фундаменте, дорожке, …
Залили летом дорожку и фундамент. После зимы видны серьезные разрушения, наблюда…
Садовая скамейка своими руками на дачном участке…
Конструкция садовой скамейки. Как сделать своими руками удобную лавочку на даче…
Столбы забора, ограды своими руками. Поставить, установить, вкопать са…
Столбы для забора, ограды. Сделаем хорошую опору для забора, чтобы забор прослуж…
Как устранить течь в системе отопления, отопительном котле….
Что делать с небольшой протечкой в системе отопления?…
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, …
Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово…
Неисправности инфракрасных (ИК) пультов дистанционного управления (ДУ)…
Пульт дистанционного управления начал барахлить, перестал работать, сломался. Пе…
Самодельная термосумка с аккумулятором холода (охлаждающим элементом)…
Как изготовить сумку-холодильник и охлаждающие элементы к ней своими руками…
Заземление ноутбука или телевизора, чтобы не бил электричеством….
Как заземлить бытовой прибор в пластмассовом корпусе: ноутбук, телевизор и други…
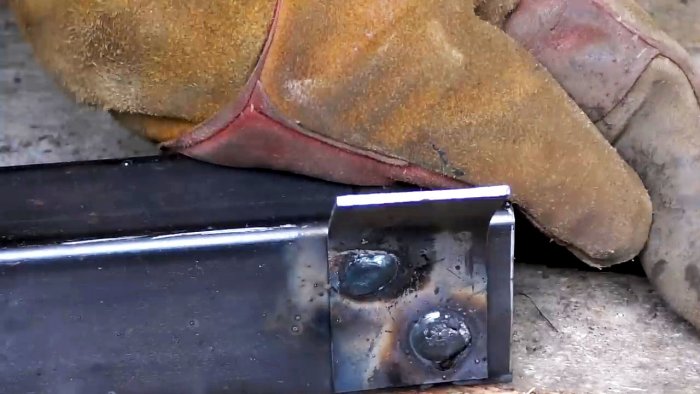
Соединение металла электрозаклепками
Сварка электрозаклепками широко применяется в промышленности для соединения конструкций из тонкого листового металла. Для бытовых целей чаще всего проще варить обычным швом, но бывают исключения. Точечная сварка может понадобиться при самостоятельном кузовном ремонте автомобиля, при обшивке стальными листами фургонов, павильонов и т.д. Однако на фоне малой популярности такого способа сварки с ним мало кто знаком, поэтому стоит рассмотреть его подробней.

Сварка с предварительной подготовкой отверстия
Начинающему сварщику для получения необходимого опыта стоит начать делать электрозаклепки с предварительным просверливанием отверстия в верхнем листовом металле. При приваривании стали толщиной 3 мм его диаметр должен составлять 6-9 мм.

Электрод прикладывается к нижней заготовке через отверстие в верхнем листе. Если используется тонкая сталь, то его розжиг стоит начать с центра, после чего медленно смещаться и продолжать наплавление металла у края, двигаясь по кругу вверх. На толстом металле при большом отверстии разжигать электрод нужно у края, а при движении по кругу иногда смещаться к центру.


- Для быстрого разогрева нижней заготовки, на сварочном аппарате лучше установить ток 110А.
- Ставить как минимум 2 заклепки, чтобы предотвратить выкручивание соединяемых деталей.
- Плотно сжимать тонкие заготовки между собой, чтобы предотвратить прожиг верхнего металла;
- Чем выше сечения металла, тем нужен больший диаметр отверстия под установку заклепки.
- Заклепка ставится за один раз без пауз. Благодаря этому весь шлак соберется сверху и его можно будет сбить, получив аккуратный грибок.
Установка электрозаклепки прожигом без отверстия
Имея некоторый опыт в сварке швом можно сразу попробовать ставить электрозаклепки без сверления верхнего листа. Этот способ подходит для точечной приварки тонких листов. Электрод приставляется к месту соединения и удерживается до момента появления характерного звука прожига верхней детали. Как только лист прогорит нужно медленно поднять электрод, наплавляя металл, чтобы закрыть полученное отверстие.

Ставя электрозаклепки на тонком металле можно использовать рутиловые электроды. На более серьезных заготовках лучше подойдет основное покрытие. Если сделано хотя бы 2 заклепки, то соединенные детали будет невозможно разорвать в любом направлении воздействия. Варить заклепками быстрее и экономичней в плане расхода электродов, поэтому способ действительно полезный.

Смотрите видео
Описание технологии электроэрозионной обработки
В настоящее время широкое развитие получили 3 типа электроэрозионной обработки:
- Вырезание проволокой
- Прошивка электродом
- Прошивка (прожиг, сверление) тонких глубоких отверстий
Все эти операции показаны ниже.
Смотрите все наши работы, полученных электроэрозионной обработкой.
Вырезание проволокой


Фото 1. Лопатка, вырезанная на проволочном станке, для проведения испытаний на прочность.

Вырезка образцов для испытаний механических свойств соединения титана диффузионной и электронно-лучевой сваркой
DK 7732 в г.Тольятти. Точность станка оказалась 7 мкм, при паспортной 12. Отчет, согласованный с Заказчиком здесь.

Надпись на части кольца подшипника. Вырезано проволокой 0,18 мм. Фото повернуто.
Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
Прошивка (прожиг, сверление) тонких глубоких отверстий

Прожиг охлаждающих отверстий в лопатках газовой турбины
В настоящее время на электростанциях и газоперекачивающих станциях парк газовых турбин импортного производства, в первую очередь производства «Simens» и «General Electric», исчисляется сотнями и вопрос уменьшения затрат при ремонтах для собственников оборудования приобретает особое значение.
Исчерпавшие моторесурс рабочие лопатки, снимаются с ротора турбины, закупается новый комплект рабочих лопаток и устанавливается на место старых.
Между тем, в 80 % случаев технологии ремонта позволяют проводить ремонт и восстановление направляющих (сопловых) рабочих лопаток и назначать им новый гарантированный ресурс равный первоначальному. Такое восстановление лопаток можно проводить 3-4 раза. То есть, вместо назначенного изготовителем рабочих лопаток рабочего ресурса до их замены в 35-40 тысяч часов, жизнь лопаток может быть продлена до 90-120 тысяч. Стоимость восстановленных лопаток с гарантированным ресурсом, таким же, какой имеют вновь изготовленные лопатки, на 35-50 % ниже. Таким образом, потребитель получает комплект лопаток, соответствующий по своим свойствам новым лопаткам, за цену вдвое меньшую.

Прожиг охлаждающих отверстий в лопатках газовой турбины
Прошивка электродом.


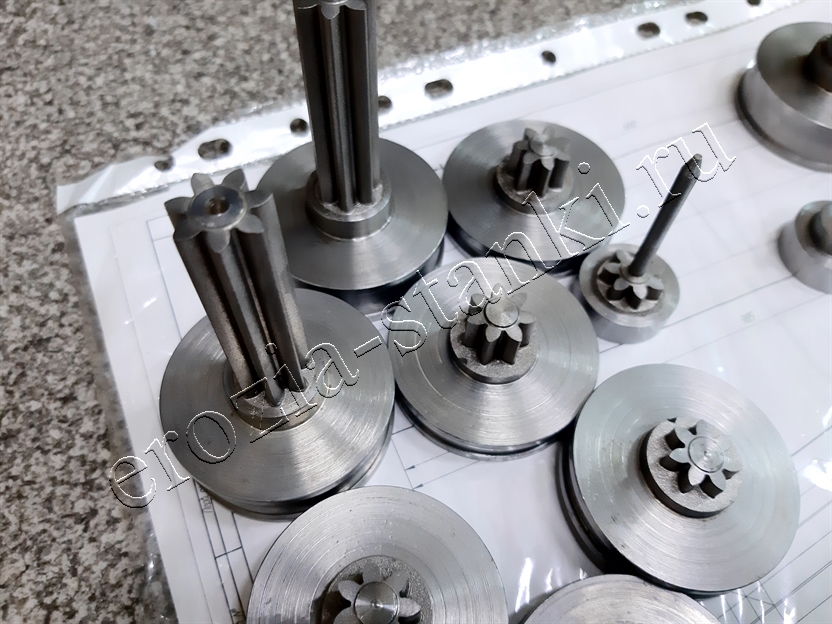
Прожиг шестерней
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Так как длительность используемых в данном методе обработки электрических импульсов не превышает 10 —2 сек, выделяющееся тепло не успевает распространиться в глубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу (эрозии) не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. Таким образом, при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого (рис. 1). Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов — их длительностью, частотой следования, энергией в импульсе. Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы.

Электроэрозионные методы особенно эффективны при обработке твёрдых материалов и сложных фасонных изделий. При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Преимущество электроэрозионных методов, как и вообще всех электрофизических и электрохимических методы обработки, состоит в том, что для изготовления инструмента используются более дешёвые, легко обрабатываемые материалы. Часто при этом износ инструментов незначителен.
Например, при изготовлении некоторых типов штампов механическими способами более 50% технологической стоимости обработки составляет стоимость используемого инструмента. При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Условно технологические приёмы электроэрозионной обработки можно разделить на прошивание и копирование. Прошиванием удаётся получать отверстия диаметром менее 0,3 мм,что невозможно сделать механическими методами. В этом случае инструментом служит тонкая проволочка. Этот приём на 20—70% сократил затраты на изготовление отверстий в фильерах, в том числе алмазных. Более того, электроэрозионные методы позволяют изготовлять спиральные отверстия. При копировании получила распространение обработка ленточным электродом. Лента, перематываясь с катушки на катушку, огибает копир, повторяющий форму зуба. На грубых режимах лента «прорезает» заготовку на требуемую глубину, после чего вращением заготовки щель расширяется на нужную ширину. Более распространена обработка проволочным электродом, то есть лента заменяется проволокой. Этим способом, например, можно получать из единого куска материала одновременно пуансон и матрицу штампа, причём их соответствие практически идеально.
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки.
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии.
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление, и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии. Для достижения этой цели используется генератор импульсов. Процесс электроэрозионной обработки происходит в рабочей жидкости, которая заполняет пространство между электродами; при этом один из электродов — заготовка, а другой — электрод-инструмент.
Под действием сил, возникающих в канале разряда, жидкий и парообразный материал выбрасывается из зоны разряда в рабочую жидкость, окружающую его, и застывает в ней с образованием отдельных частиц. В месте действия импульса тока на поверхности электродов появляются лунки. Таким образом осуществляется электрическая эрозия токопроводящего материала, показанная на примере действия одного импульса тока, и образование одной эрозионной лунки.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие показатели в отношении эрозионной стойкости электродов-инструментов и обеспечения стабильности протекания электроэрозионного процесса имеют медь, латунь, вольфрам, алюминий, графит и графитовые материалы.
Общая характеристика процесса электроэрозионной обработки
Типовой технологический процесс электроэрозионной обработки на копировально-прошивочных станках заключается в следующем:
- Заготовку фиксируют и жестко крепят на столе станка или в приспособлении. Тяжелые установки (весом выше 100 кг) устанавливают без крепления. Устанавливают и крепят в электродержателе электрод-инструмент. Положение электрода-инструмента относительно обрабатываемой заготовки выверяют по установочным рискам с помощью микроскопа или по базовым штифтам. Затем ванну стакана поднимают и заполняют рабочей жидкостью выше поверхности обрабатываемой заготовки.
- Устанавливают требуемый электрический режим обработки на генераторе импульсов, настраивают глубинометр и регулятор подачи. В случае необходимости включают вибратор и подкачку рабочей жидкости.
- В целях повышения производительности и обеспечения заданной шероховатости поверхности обработку производят в три перехода: предварительный режим — черновым электродом-инструментом и окончательный — чистовым и доводочным.
4.1 Типовые операции электроэрозионной обработки
Прошивание отверстий
При электроэрозионной обработке прошивают отверстия на глубину до 20 диаметров с использованием стержневого электрода-инструмента и до 40 диаметров — трубчатого электрода-инструмента. Глубина прошиваемого отверстия может быть значительно увеличена, если вращать электрод-инструмент, или обрабатываемую поверхность, или и то и другое с одновременной прокачкой рабочей жидкости через электрод-инструмент или с отсосом ее из зоны обработки. Скорость электроэрозионного прошивания достигает 2-4 мм/мин.
Маркирование
Маркирование выполняется нанесением на изделие цифр, букв, фирменных знаков и др. Электроэрозионное маркирование обеспечивает высокое качество, не вызывает деформации металла и не создает зоны концентрации внутреннего напряжения, которое возникает при маркировании ударными клеймами. Глубина нанесения знаков может колебаться в пределах от 0,1 до 1 мм.
Операция может выполняться одним электродом-инструментом и по многоэлектродной схеме. Изготавливаются электроды-инструменты из графита, меди, латуни, алюминия.
Производительность составляет около 3-8 мм/с. Глубина знаков зависит от скорости движения электрода. При скорости движения электрода более 6 мм/с четкость знаков ухудшается. В среднем на знак высотой 5 мм затрачивается около 4.
Вырезание
В основном производстве электроэрозионное вырезание применяют при изготовлении деталей электро-вакуумной и электронной техники, ювелирных изделий и т.д. в инструментальном производстве, при изготовлении матриц, пуансонов, пуансонодержателей и других деталей, а также вырубных штампов, копиров, шаблонов, цанг, лекал, фасонных резцов и др.
Шлифование
Процесс электроэрозионного шлифования применяют для чистовой обработки труднообрабатываемых материалов, магнитных и твердых сплавов.
Отклонение размеров профиля после электроэрозионного шлифования находится в пределах от 0,005 до 0,05 мм, шероховатость Ra = 2,50,25, производительность — 260 мм2/мин.
С появлением электрических способов обработки оказалось в принципе возможным осуществление методами электротехнологии всего комплекса операций, необходимых для превращения заготовки в готовую деталь, включая и ее термическую обработку.
Читайте также: