Раскисление металла в сварочной ванне
Обновлено: 01.05.2024
Раскисление сварочной ванны , как в случае рутиловых электродов, производится только с помощью ферромарганца. Уровень механических свойств металла шва примерно такой же, как и при сварке электродами с рутиловым видом покрытия. Количество образующегося сварочного шлака невелико, он легко отделяется даже при сварке многослойных швов в достаточно глубокие разделки. [1]
Раскисление сварочной ванны может в некоторой степени осуществляться углеродом, окисью углерода или водородом, имеющимися в пламени горелки. При этом пламя не только восстанавливает окислы, но и предохраняет расплавленный металл от окисления его кислородом и насыщения азотом воздуха, при растворении которых шов получается хрупким. Нужно иметь в виду, что ацетилено-кислород-ное пламя является слабым восстановителем, так как газы пламени действуют главным образом лишь на поверхности сварочной ванны. Поэтому газовую смесь сварочного пламени по отношению к расплавленному железу правильнее рассматривать не как раскислитель, восстанавливающий окислы железа, а как защитную среду, затрудняющую доступ кислорода к сварочной ванне и замедляющую окисление металла. Это особенно ярко выявляется при сварке высокоуглеродистых и высоколегированных сталей, а также при сварке меди, латуни, бронзы и алюминиевых сплавов, раскисление которых одним пламенем оказывается недостаточным. В таких случаях требуется применять флюсы, которые способствуют удалению окислов из металла. [2]
В определенной степени раскисление сварочной ванны осуществляется окисью углерода или водорода, имеющимся в сварочном пламени горелки, при этом пламя не только восстанавливает окислы, но и защищает расплавленный металл от воздействия кислорода и азота воздуха, при растворении которых в металле шов становится хрупким. Следует отметить, что ацетилено-кислородное пламя по отношению к расплавленному металлу является в основном защитной средой, затрудняющей доступ кислорода к сварочной ванне и замедляющей окисление металла. Особенно это ярко выявляется при сварке высокоуглеродистых сталей, а также при сварке меди, лату-ней, бронз и других цветных металлов и сплавов, раскисление которых одним пламенем недостаточно. В этом случае применяются флюсы, способствующие удалению окислов из металла. [3]
При сварке меди для раскисления сварочной ванны применяют медную проволоку с небольшим содержанием фосфора, который является раскислителем по отношению к окиси меди. [4]
Сварка меди затрудняется большой теплопроводностью и необходимостью в раскислении сварочной ванны . Кроме приведенных в таблице сварочных флюсов применяют для сварки меди и ее сплавов газообразный флюс БМ-2. Сварка меди и медных сплавов с использованием флюса БМ-2 обеспечивают устойчивое состояние сварочной ванны. [5]
Поэтому углекислый газ защищает зону сварки лишь от азотирования, а раскисление сварочной ванны производится путем применения легированной проволоки. Сварка плавящимся электродом в среде защитных газов выполняется только автоматами или полуавтоматами. [6]
При этом значительная часть титана окисляется в процессе плавления электродного покрытия и поэтому в раскислении сварочной ванны участвует лишь небольшая его часть. Положительная роль титана заключается также и в том, что он связывает азот в стойкие нитриды, нерастворимые в жидкой стали, и предупреждает тем самым старение сплава, а также благотворно влияет на процесс кристаллизации, измельчая зерно и улучшая механические свойства. [7]
В результате окисления кремния или марганца их количество в обмазке уменьшается, вследствие чего ухудшается раскисление сварочной ванны , а выделение водорода нспучивает обмазку, делает ее пенистой, пористой и текучей, сползающей с электрода при нанесении ее на стержень. Этот эффект называют иногда скисанием обмазки. После просушки такая пористая обмазка обладает худшей теплопроводностью и обнаруживает видимый эффект тугоплавкости, ухудшая технологические свойства электродов. Для предупреждения скисания обмазки необходимо придать ферросплавам пассивность к раствору жидкого стекла. Эта операция называется пассивированием ферросплавов. [8]
В результате окисления кремния или марганца их количество в обмазке уменьшается, вследствие чего ухудшается раскисление сварочной ванны , а выделение водорода вспучивает обмазку, делает ее пенистой, пористой и текучей, сползающей с электрода при нанесении ее на стержень. Этот эффект называют иногда скисанием обмазки. После просушки такая пористая обмазка обладает худшей теплопроводностью и повышенной тугоплавкостью, что ухудшает технологические свойства электродов. Для предупреждения скисания обмазки необходимо придать ферросплавам пассивность к раствору жидкого стекла. Эта операция называется пассивированием ферросплавов. Пассивирование ферросплавов производится путем создания на поверхности зернышек ферросплавов защитной пленочки. Наиболее просто это достигается созданием искусственно утолщенной пленки окиси кремния. [9]
Для получения требуемых свойств металла шва ( механических, коррозионных, физических) необходимо не только раскисление сварочной ванны , но и введение в нее различных элементов, легирующих металл шва. [10]
При дуговой сварке угольным электродом в качестве присадочного материала служат прутки чугуна, а для защиты и раскисления сварочной ванны применяют флюс, состоящий из технической безводной буры ( NajE O. [11]
При сварке электродной проволокой, не содержащей кремния, под основными флюсами, в составе которых количество кремнезема невелико, раскисление сварочной ванны идет за счет углерода. [12]
Для сварки низколегированных сталей проволокой соответствующего состава может применяться большинство промышленных плавленых флюсов ( табл. 4 и 5), так как концентрация марганца и кремния в низколегированных сталях достаточна для раскисления сварочной ванны и нейтрализации вредного действия серы. [13]
При сварке Си, А1, латуни и других металлов вводят флюсы, в состав которых входят компоненты, способствующие образованию легкоплавких соединений. Раскисление сварочной ванны частично осуществляется углеродом оксидом углерода и водородом, имеющимися в сварочном пламени. [14]
При сварке меди, алюминия, латуни и других металлов вводят флюсы, в состав которых входят компоненты, способствующие образованию легкоплавких соединений. Раскисление сварочной ванны частично осуществляется углеродом, окисью углерода и водородом, имеющимися в сварочном пламени. При этом сварочное пламя не только восстанавливает окислы, но и защищает расплавленный металл от кислорода и азота воздуха. [15]
Раскисление металла сварочной ванны
Восстановление металла сварного соединения требует удаления кислорода из сварочной ванны, пока она находится в жидком состоянии.
Восстановление или раскисление сварочной ванны можно осуществить несколькими путями:
1. Извлечение его более активными металлами — раскисление осаждением.
2. Восстановление металла газовой атмосферой, контактирующей с металлом сварочной ванны.
3. Извлечение оксидов из металлической ванны путем обработки ее шлаками.
Все эти методы реализуются в сварочной технологии, но для различных металлов они будут применяться с разным успехом. Так, для металлов с высокой термодинамической устойчивостью оксидов (титан и алюминий) эти способы восстановления почти не дают эффекта и для получения качественного сварного соединения из этих металлов необходима по возможности полная изоляция их от окисляющей атмосферы (инертные газы, вакуум).
Возможность реализации этого метода заключается в том, что металлы очень ограниченно растворяют свои оксиды и свои сульфиды, а оксиды и сульфиды других металлов практически не растворяют. Тогда возможен процесс:
Здесь ЭО — эндогенное шлаковое включение.
В качестве раскислителей берут активные элементы: марганец, кремний, алюминий, титан, редкоземельные металлы (РЗМ), у которых большое сродство к кислороду, зависящее от температуры и концентрации.
Рассмотрим схему диссоциации оксида раскислителя:
Рис. 9.15. Схема окисления раскислителя в растворе другого ме-
Схема этого процесса показана на рис. 9.15. Число компонентов в этой системе равно трем (Э; О; Me), число степеней свободы — двум: С — 3 + 2 — 3 = 2, т. е.
В константу равновесия будет входить активность раскислителя в растворе металла: КР — ро2эо = рОгЭО • а,,
Активность аэ будет определяться концентрацией растворенного элемента N3, если он не будет давать насыщенных растворов при температуре процесса (диаграмма плавкости Me — Э).
Ввиду того что концентрации раскислителей Э обычно малы, то можно принять аэ « где Nэ— мольная доля. Тогда
AG30= AG?,o4- 2/?ПпМэ. (9.23)
Если Nэ — 1, т. е. раскислитель будет свободным, то AGs-— AGa
Если Nэ 0, т. е. концентрация раскислителя стремится к нулю,
то AGso— — °о — будет окисляться вообще не раскислитель, а металл, в котором он растворен.
Так, при сварке хромоникелевой стали 12Х18Н10Т, содержащей 0,2—0,3% Ті, в металле шва можно сохранить до 0,10% титана, несмотря на его огромное сродство к кислороду. Найдем условия равновесия процесса (AG|0 и AG%,o известны):
A G = ДОмео — AGso— 0.
Подставляем их значения:
ДОэо== AG%0 + 2/?Ппаэ, (9.25)
AG = AGMeo 4" 27?Лпаме — 2/?7’1памео — АС? эо — 2RTna, s — 0.
При малой концентрации растворов аме стремится к единице, обращая в нуль выражение 2^ЛпаМе. Преобразуем полученную формулу так:
In (МмеоМэ) = (A GSm - A Gao) /(2 RT). (9.26)
Произведение мольных долей можно принять за константу раскисления, так как оно зависит только от температуры:
Кэ= МмеоМэ= е(До&ео-Ас§о)/(2лг) (9.27)
Если AG%o — оо, то AGVo— ДОэо —«- — оо; /Сэ — 0, т. е. металл будет освобожден от кислорода полностью. Если AG„e0 = AG|o, то никакого раскисления не будет. В металлургии чаще выражают концентрации в массовых, а не в мольных долях. Формулу для определения константы раскисления можно записать в следующем виде:
Кэ= [% О] [% Э] — f(T). (9.28)
При пересчете мольных долей в массовые изменяются только
значения числовых множителей в уравнении константы равнове
В общем случае в выражение константы раскисления войдут коэффициенты уравнения реакции как показатели степени при соответствующих концентрациях.
I Раскисление сталей при сварке ведут путем легирования сварочной ванны элементами с большим сродством к кислороду: марганцем, кремнием, титаном, алюминием. Эти элементы вводят или из электродной проволоки, или из покрытия электродов, или из сварочных флюсов в результате обменных реакций/]
Раскисление сталей хорошо изучено и для них существуют уравнения констант равновесия, полученные экспериментально
[FeO] + [Mn] ^ Fe + МпО;
1п/(мп = lg[% О] [% MnJ = - 25 270/7 + 12,55; (9.29)
2 [FeO] + [SiJ ^2Fe + Si02;
IgKs, =lg[%0]2[% Si] =- 48 174/74- 21,63; (9.30)
2 [FeO] + [Ті] 2Fe + Ti02;
lg/Ст. == lg [% O]2[% Ті] =- 30 700/7+ 10,33; (9.31)
3 [FeO] + 2 [Al] ** 3Fe + Ah03; lg/Сді = lg [% O]3[% Al]2 = — 58 715/7 + 16,5. (9.32)
Решения приведенных выше уравнений для постоянной температуры дают гиперболические зависимости между равновесными или остаточными массовыми концентрациями кислорода и раскислителя в металле — для уравнения (9.29) простая, а для уравнений (9.30). (9.32) —степенные гиперболы.
Графики этих зависимостей приведены на рис. 9.16. Малая активность марганца как раскислителя создает большие остаточные концентрации марганца в металле, но они не влияют на механические свойства стали (до 1 %). При высоких температурах и достаточно малых концентрациях Мп остаточная концентрация кислорода превышает предел концентрации насыщенного раствора L (см. с. 329 ), которая показана на рис. 9.16 штриховой линией. Несмотря на малую раскислительную активность, марганец широко применяется в сварочной металлургии, так как кроме кислорода он извлекает из жидкого металла серу, переводя ее в MnS, плавящийся при 1883 К, поэтому при кристаллизации металла шва влияние легкоплавкой сульфидной эвтектики понижается и повышается сопротивление металла образованию горячих трещин. Обобщенная диаграмма плавкости Me — S для железа, кобальта и никеля приведена на рис. 9.17, указаны температуры плавления сульфидных эвтектик, лежащих ниже температур кристаллизации стали, никеля и кобальта.
[FeO] + [Fe3C] ^ 4Fe + COf *с=[%0] [%C]=/(7).
Углерод, всегда присутствующий в стали, также можно рассматривать как раскислитель:
0,2 0,0 0,6 0,8 1,0 fMn]%
0,010,050,1 0,15 0,2 0,25 0,3 [Si], 7»
0,05 0,10 0,15 0,20 0,25 0,30 [Ті], %
0,05 0,10 0,15 0,20 0,25 0,30 [At ],%
Рис. 9 16 Изотермы раскисления железа марганцем (а), кремнием (б), титаном (в) и алюминием (г)
Реакция между углеродом и оксидом железа эндотермичная и поэтому углерод будет выступать как раскислитель только при высоких температурах — в каплях электродного металла или в сварочной ванне в основании дугового разряда, что приводит к выгоранию углерода при сварке сталей плавлением.
Кремний — более активный раскислитель стали и для него характерны малые остаточные концентрации кислорода в металле. При высоких температурах активность Si как раскислителя уменьшается и он сам может восстанавливаться марганцем и даже железом.
Рис. 9.17. Обобщенная диаграмма плавкости Me—S (массовые доли)
Раскисление чистой меди (МО; Ml) при сварке, несмотря на ее малую химическую активность, осложняется ее физическими свойствами:
1. Высокая температуропроводность меди резко сокращает время пребывания сварочной ванны в жидком состоянии и равновесие реакций раскисления не достигается.
2. Высокая электропроводность меди резко снижается от присутствия легирующих компонентов и поэтому остаточные концентрации элемента раскислителя должны быть минимальными.
Для раскисления меди приходится применять раскислители высокой химической активности (А1, Ті, Zr и даже редкоземельные металлы).
При введении раскислителей через специальные электродные проволоки удается получить плотные и прочные сварные швы с удельным сопротивлением на уровне основного металла (~ 1,7 мк ОмХсм). Сварка медных сплавов — латуни и бронзы — не предъявляет таких требований к раскислителям.
При сварке титана и алюминия — металлов очень высокой химической активности — раскисление осаждением невозможно, поэтому их сварку осуществляют с внешней защитой от окружающей среды — в инертных газах, в вакууме или под флюсами, не содержащими кислородных соединений.
Большой недостаток процесса раскисления осаждением — образование эндогенных неметаллических (шлаковых) включений, образующихся по реакции:
так как оксиды других элементов обычно не растворяются в основном металле. Эти включения представляют собой концентраторы напряжений и могут снижать как прочностные, так и пластические свойства наплавленного металла, особенно если они будут иметь неправильную форму с малыми радиусами кривизны. Чтобы избежать этого, вводят не один раскислитель, а два или более (например, Мп и Si одновременно), с тем чтобы их оксиды взаимно понижали температуры плавления и включения имели глобулярную форму. Исследования содержания кислорода мето
дом вакуумной экстракции в наплавленном металле показали, что основная масса кислорода заключена в таких шлаковых включениях.
Металлургические процессы при дуговой сварке плавлением
Особенности металлургии сварки. Применение при сварке мощных высококонцентрированных и высокотемпературных источников теплоты приводит к местному расплавлению основного и присадочного металлов и образованию сварочной ванны. Нагрев основного и присадочного металлов до расплавления, их последующее охлаждение и затвердевание сопровождаются Фазо Выми переходами в веществе. При сварке плавлением имеет место взаимодействие между жидким и твердым металлами, газом и жидким шлаком.
Высокая температура нагрева расплавленного металла, малый объем сварочной ванны и ее перемешивание, значительная скорость процесса, интенсивный отвод теплоты в околошовную зону и окружающую атмосферу, быстрая кристаллизация сварочной ванны усложняют получение сварного шва с заданными физико-механическими свойствами, которые предопределяются химическим составом металла шва и его структурой.
Химический состав металла шва и его свойства зависят от состава и доли участия в формировании шва основного и присадочного металлов, покрытия и флюсов, степени защиты от воздуха, приемов ведения и режимов сварки. Металл шва образуется в результате перемешивания в сварочной ванне основного и присадочного металлов и реакций взаимодействия нагретого металла с газами атмосферы и защитной средой.
Одной из серьезных задач при сварке плавлением является зашита сварочной ванны ст вредного воздействия воздуха І Предотвращение попадания в металл шва вредных веществ (влаги, ржавчины, минеральных масел и других загрязнений) Высокая температура источника нагрева и объекта теплового воздействия значительно ускоряет физико-химические процессы в зоне сварки. Кислород, азот и водород переходят в атомарное состояНиє и более интенсивно взаимодействуют с расплавленным металлом Кислород является наиболее вредной примесью, и его повышенное содержание в сварном шве приводит к понижению прочности, пластичности, вязкости и антикоррозионных свойств
С железом кислород образует три вида оксидов: FeO, ЇїегОз И РезС>4. Наиболее отрицательное воздействие оказывает FeO, Который хорошо растворяется в расплавленном металле шва, повышая его порог хладноломкости — температуру, при которой металл теряет пластичность. Для швов с повышенным содержанием FeO Этот порог составляет —(10. 15) °С.
Азот, попадающий в зону сварки главным образом из воздуха, растворяется в большинстве конструкционных материалов и со многими элементами образует называемые нитридами соединения, снижающие пластичность и повышающие твердость металла шва.
На степень насыщения металла шва азотом оказывают влияние режимы сварки и охлаждения. С увеличением силы тока и дугового промежутка содержание азота уменьшается. Медленное охлаждение шва способствует удалению из него газообразного азота.
Водород поступает в зону сварки из атмосферной влаги, а также из влаги, содержащейся в покрытиях электродов, флюсах, ржавчине на кромках заготовок; он растворяется в большинстве металлов. Железо, никель, кобальт, медь и некоторые другие металлы не вступают в соединение с водородом, а титан, ванадий, тантал, ниобий и другие образуют с ним химические соединения — гидриды.
Атомарный водород, растворяясь в жидком металле, может оставаться в этом состоянии до тех пор, пока температура достигает —200 °С. В интервале температур 200. 20 °С водород переходит из атомарного состояния в молекулярное, вызывая при этом значительные внутренние напряжения и, как следствие, образование флокенов — трещин, представляющих собой в изломе светлые скруглые пятна, напоминающие хлопья снега. Гидриды и флокены снижают прочность, вязкость и пластичность шва.
Для защиты сварочной ванны от вредного воздействия воздуха используют флюсы, покрытые электроды, порошковую проволоку При их расплавлении образуется шлак, который, растекаясь по поверхности металла, играет роль защитного слоя.
Сера попадает в сварочную ванну из флюсов либо из основного или электродного металла; соединяясь с железом, она образует сульфид железа FeS. Соединение последнего с железом при кристаллизации сварочной ванны приводит к возникновению эвтектики (FeS—Fe) С температурой плавления 988 °С Обладая малой растворимостью в жидкой стали, эвтектика группируется в колонии, располагающиеся между зернами и проходящие цикл кристаллизации значительно позже основного металла шва. П( д воздействием внутренних напряжений происходит образование горячих трещин.
Попадающий в сварочную ванну из флюсов или диффундирующий из основного металла фосфор, растворяясь в зернах феррита, подобно оксиду железа FeO, Резко повышает температуру перехода в хрупкое состояние — вызывает хладноломкость стали.
Для уменьшения содержания в шве водорода пользуются рядом практических приемов: электроды и флюсы перед сваркой тщательно прокаливают; кромки свариваемых заготовок и сварочную проволоку очищают от влаги, грязи и ржавчины; швы выполняют за минимальное число проходов, так как при наложении последующего шва предыдущий шов в момент вторичного расплавления насыщается водородом; при выполнении сварочны операций на открытой площадке обеспечивают защиту зоны сварки от атмосферных осадков; сварку ответственных конструкций выполняют только при положительных температурах.
Раскисление, рафинирование и легирование сварочной ванны
Зашита сварочной ванны шлаками не обеспечивает полного пре дохранения металла от насыщения кислородом и образования оксидов. Раскисление металла сварочной ванны производят с целью удаления из нее химическим путем главным образом оксида железа FeO Осуществляют операцию с помощью марганца, кремния, титана либо алюминия, которые специально вводят в состав флюсов или покрытий электродов. Раскислителями яв ляются и чистые металлы, и ферросплавы. В результате раскис ления образуются соединения (MnO, Si02, ТЮ2, А1203), нерас творимые в расплавленном металле шва и переходящие в шлак
FeO + Мп ->■ Fe -F- MnO 2FeO-F Si 2Fe -F- Si02 2FeO + Ті -* 2Fe + Ti02 3FeO + 2A1 3Fe -F A1203 Операцию по удалению сульфитов, фосфидов, нитридов и водорода, осуществляемую также химическим путем, называю-' рафинированием. Для уменьшения в шве количества серь в покрытия и флюсы вводят марганец и известь СаО, образую шие прочные практически нерастворимые в жидком металле сульфиты, полностью переходящие в шлак:
FeS — Мп — Fe — MnS FeS -f СаО -> FeO — CaS, FeO - r Mn -> Fe + MnO
Фосфор присутствует в стали в виде фосфидов железа Fe3P И Fe2P, Удаляемых при раскислении:
2Fe3P + 5FeO 1 IFe + Р205 2Fe2P + 5FeO 9Fe + P205 Неметаллические включения удаляют из металла шва флюсами-растворителями, специально вводимыми в состав флюсов, покрытий электродов и сердечников порошковой проволоки. Продукты их взаимодействия с включениями образуют легкоплавкую механическую смесь, имеющую невысокую плотность. Наиболее часто в качестве флюса-растворителя используют плавиковый шпат CaF2, Который одновременно позволяет уменьшить содержание атомарных азота и водорода, растворенных в металле сварочной ванны.
Атомарный фтор, выделяющийся из фтористого кальция CaF2, При высокой температуре вступает в химическую реакцию с атомарным азотом или водородом, образуя фтористый азот (фтористый водород), переходящий из металла в шлак или атмосферу.
Рис. 3.3. Схема кристаллизации металла в сварочной ванне:
Легированием Называется введение специальных, так называемых легирующих элементов в основной металл с целью получения заданных служебных свойств последнего. При легировании металла сварочной ванны в электродный или присадочный металл вводят хром, никель, ванадий, молибден, вольфрам, титан, бор и др.
/ — неметаллические шлаковые частицы, 2 — зона сплавления, 3 — зона термического влияния, 4 — столбчатые кристаллы шва
Кристаллизация металла при сварке. Различают первичную и вторичную кристаллизации. Переход металла сварочной ванны из жидкого состояния в твердое называется первичной кристаллизацией. Первичная кристаллизация металла сварочной ванны начинается от частично оплавленных зерен основного или ранее наплавленного металла и продолжается по нормали от линии расплавления (рис. 3.3)
Вторичная кристаллизация происходит после завершения первичной и характеризуется сменой кристаллических решеток (полиморфные превращения) и изменением структуры.
Вторичная кристаллизация характерна только для металлов, испытывающих полиморфные превращения (железо, кобальт, титан, марганец и др.). Решающее влияние на характер протекания п >. диморфных превращений оказывает скорость охлаждения. Чем тоньше слой шлакового покрытия и ниже температура окружающей среды, тем выше скорость охлаждения и вероятность обр. зования внутренних напряжений и трещин.
Строение сварного соединения.
Соединение, выполняем'Є Сваркой плавлением, состоит из четырех зон: наплавленного талла; сплавления; термического влияния; основного метал а (рис. 3.4).
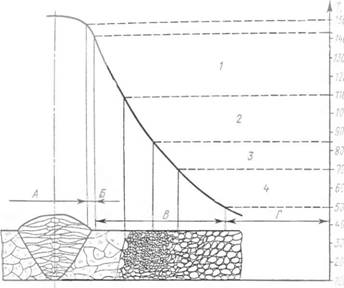
Рис. 3.4. Схема строения сварного соединения при дуговой сваг
А — зона наплавленного металла Б — зона сплавления. В — зона терм 1 ческого влияния, Г — зона основного металла
Зона наплавленного металла представляет Собої Перемешанный в жидком состоянии с основным металлом мате риал электрод г. или присадочной проволоки.
Зона сплавления — это слой основного металла тог шиной О, К..0,4 мм с частично оплавленными зернами. Перегре металла в этой зоне приводит к образованию игольчатой структуры отличающейся хрупкостью и пониженной прочностью, и оказывает значительное влияние на свойства соединения в целом.
Зона термического влияния состоит из четырех участков (1. 4), различающихся структурой. Участок перегрева /—область основного металла, нагретого до 1100. ..1450 °С и имеющего крупнозернистую структуру с площадью поверхности зерна, до 12 раз превышающую площадь исходных зерен. Перегрев снижает механические свойства металла, главным образом пластичность и вязкость. Разрушение сварного соединения обыч но происходит по этому участку, ширина которого достигает 3. 4 мм.
Участок нормализации 2—область основного металла, нагретого до 900. 1100 °С. Благодаря мелкозернистой структуре механические свойства металла на этом участке выше по сравнению с основным металлом. Ширина участка составляет 1. 4 мм
Участок неполной перекристаллизации 3 — область основного металла, нагретого до 725. 900 ЭС; состоит из мелких и крупных зерен. Неравномерное кристаллическое строение приводит к снижению механических свойств
Участок рекристаллизации 4 — область основного металла, нагретого до 450. 725 °С. При этих температурах происходит восстановление формы зерен, деформированных в результате предыдущего механического воздействия (при прокатке, штамповке и др.). Ширина зоны термического влияния зависит от удельной энергии е3, введенной в заготовку, и вида сварки (например, при ручной дуговой сварке качественными электродами она составляет 5. 7 мм).
Зона основного металла условно начинается от границы с температурой 450 °С. Структура при температурах ниже 450 °С не отличается от структуры исходного металла, однако сталь, нагретая до температур 200. 400 °С, обладает худшими механическими свойствами, что объясняется выпадением по границам зерен оксидов и нитридов, ослабляющим связь между зернами. Это явление, вызывающее понижение пластичности и ударной вязкости при одновременном повышении прочности металла, называется синеломкостью (характерны синие цвета побежалости) .
Свариваемость металлов и сплавов.
Под свариваемостью понимают способность материалов образовывать соединения, механические и другие эксплуатационные свойства которых находятся на уровне основного материала. Свариваемость может быть оценена конкретными количественными характеристиками. В зависимости от назначения и условий эксплуатации конструкции определяют: склонность к образованию горячих и холодных трещин в металле шва и зоне термического влияния; склонность к образованию пор; механические свойства; коррозионную стой - кость; структуру; химический состав и другие свойства. Свариваемость определяется не только свойствами материала — она зависит от способа и режима сварки, состава сварочных материалов, конструктивного оформления сварного узла, условий эксплуатации изделия. Различают физическую, технологическ ю и эксплуатационную свариваемость.
Физическая свариваемость определяется процессами, происходящими на границе соприкосновения свариваемых заготовок при различных физико-химических методах соединения металлов (физический контакт, химическое взаимодействие, рекристаллизация и др.).
Под технологической свариваемостью понимают возможность получения сварного соединения определенным способом сварки. Технологическая свариваемость влияет на выбор параметров режима сварки и технологическую последовательность выполнения работ.
Под эксплуатационной свариваемостью понимают условия допустимого применения материалов в сварных конструкциях сварных изделиях.
Трещины в сварных соединениях.
В зависимости от темпера туры, при которой они образуются, трещины условно подразде ляют на горячие и холодные. Горячие трещины в сталях возникают при температуре, превышающей 1000 °С, а холодные — при более низкой. Трещины являются самым серьезным дефектом сварного соединения, как правило, не подлежащим устранению
Горячие трещины — это хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердо-жидком состоянии в процессе кристаллизации, а такж^ при высоких температурах в твердом состоянии. По современным представлениям горячие трещины вызываются действием дву факторов: наличием жидких прослоек между зернами в процессе кристаллизации и деформациями укорочения. При кристаллиз; ции жидкий металл шва последовательно переходит в жидк-. твердое, твердо-жидкое и твердое состояния.
В интервале температур плавления и полного затвердевани происходит миграция примесей и загрязнений в межзеренны пространства. Наличие между зернами жидкой фазы, примесе и загрязнений снижает деформационную способность шва и ок лошовной зоны. Неравномерность линейной и объемной усадо шва и основного металла при охлаждении приводит к возникновению внутренних напряжений, являющихся причиной появление микро- и макроскопических трещин как вдоль, так и поперек шва (рис. 3.5).
Причинами образования горячих трещин при сварке являются следующие: большое количество вредных примесей (особенно серы и фосфора) в металле свариваемых заготовок; наличие в
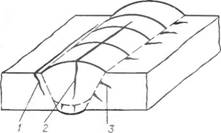
Рис. 3.5. Топография горячих трещин в сварных соединениях:
Л 2 — продольные в зоне термического влияния и шве, 3 — поперечные в зоне термического влияния
Металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающие связь между зернами; жесткое закрепление свариваемых заготовок или повышенная жесткость самого сварного узла, затрудняющие перемещение заготовок при остывании.
Холодные трещины — это локальные меж - или транскристаллические разрушения сварных соединений, образующиеся в металле при остывании до относительно невысоких температур (как правило, ниже 200 ЭС) или при вылеживании готового изделия. Наиболее часто они поражают околошовную зону и реже — металл шва.
Для предупреждения образования холодных трещин применяют следующие технологические приемы: прокаливание флюсов и электродов перед сваркой; предварительный подогрев свариваемых заготовок до 250. 450 °С; ведение процесса сварки в режиме с оптимальными параметрами; наложение швов в правильной последовательности; медленное охлаждение изделия после сварки; проведение непосредственно после сварки смягчающего отжига для снятия остаточных сварочных напряжений
Термическим способом широко пользуются для снятия остаточных сварочных напряжений в изделиях из углеродистых и ле - 3.3. Температура снятия напряжений в стальных сосудах, работающих под давлением, после сварки плавлением
Вредные примеси в металле при сварке и их удаление
Выше (см. гл. 9) уже рассмотрено поведение отдельных компонентов сплавов и их влияние на качество получаемого металла шва. Однако в заключение надо сделать обобщение влияния на качество сварных соединений, так называемых «вредных» примесей, к которым относятся сера, фосфор, кислород, азот, водород, а в некоторых случаях н углерод.
Сера — всегда вредная примесь при сварке металлов, так как она образует относительно легкоплавкие эвтектики Me — — MeS, что создаст возможность образования «горячих» или кристаллизационных трещин в металле шва. Ее содержание в металле и в сварочных материалах всегда следует жестко лимитировать.
Снижение вредного влияния серы достигается ее переводом из сульфидов железа в сульфиды с более высокой температурой плавления (MnS; Гпл=1883 К; CaS; Г„л= 2273 К), с тем чтобы она не могла участвовать в процессе кристаллизации, образуя неметаллические включения, еще в жидком металле сварочной ванны (Гпл=1800 К).
Это достигается при введении в сварочную ванну достаточного количества марганца. Кальций вводят в металл ванны в виде силикокальция через электродные покрытия или порошковую проволоку.
Общее снижение содержания серы в металле при сварке возможно при сильно основных шлаках. Бескислородные фто - ридные флюсы также способствуют удалению серы из металла в результате образования летучих фторидов металла (FeF2, FeF3) и твердых сульфидов:
CaFs + FeS-^CaS + FeFst.
Сера удаляется при электрошлаковой сварке и переплаве металлов.
Фосфор — почти всегда вредная примесь в металлах, снижающая их пластичность. Так, при кристаллизации стали фосфор образует ряд соединений с железом (БезР, Fe2P, FeP и FeP2), отличающихся своей хрупкостью, кристаллы которых могут стать зародышами холодных трещин. Содержание фосфора в металле шва при дуговой сварке понизить практически не удается, так как он удаляется в окислительных шлаках, а сварочные шлаки — восстановительные. Концентрация фосфора в шве снижается только при электрошлаковой сварке.
При сварке медных сплавов фосфор не представляет собой вредную примесь, так как он способен раскислять металл, образуя летучий оксид Р2О5:
5Cu20 + 2Cu3P-> 16Cu + P205f.
Кислород — вредная примесь в металле при сварке, снижающая пластические свойства металла, поэтому при всех видах сварки предусматривается процесс раскисления металла шва до допустимой нормы. При сварке металлов высокой активности (Al, Ti, Zr) следует создавать бескислородную атмосферу — аргон, гелий, вакуум, галидные флюсы, так как раскислителей для таких металлов подобрать нельзя.
Однако при сварке конструкционных сталей следует сохранять некоторую окисленность металла для уменьшения растворимости водорода.
Азот поглощается металлом сварочной ванны из атмосферы дугового промежутка, в котором он находится в основном в атомарном и частично в ионизированном состояниях. Растворимость азота в жидком металле выше, чем в твердом, и в процессе кристаллизации металла шва он может выделяться в газообразном состоянии, образуя поры.
При кристаллизации металла сварочной ванны азот образует почти со всеми металлами соединения — нитриды различной степени устойчивости (см. рис. 9.33). Особенно устойчивые нитриды образуют ^-металлы IVB, VB, VIB групп периодической системы. Нитриды железа Fe4N, Fe2N образуют очень хрупкие игольчатые кристаллы, разрушение которых приводит к зарождению холодных трещин (замедленное разрушение). Из промышленных металлов только медь не дает устойчивых нитридов и поэтому ее можно сваривать в атмосфере азота (см. п. 10 3).
Однако азот не всегда представляет собой вредную примесь и в некоторых сталях аустенитного класса содержание его доводят до 0,3. 0,4%.
Водород при сварке — всегда вредная примесь («водородная хрупкость»).
Источники водорода при сварке металлов: 1) водород, поглощенный металлом из атмосферы дугового разряда, и 2) водород, растворенный в основном металле.
Водород, поглощенный из атмосферы дугового разряда, в которой он находится в атомарном и в ионизированном состояниях, при кристаллизации резко понижает свою растворимость и, выделяясь из металла, вызывает возникновение пор и трещин.
Водород, содержащийся в основном металле, может находиться в состоянии твердого раствора внедрения — диффузионно-подвижный водород, а также находиться в связанном состоянии — гидридный водород. Водород в молекулярном состоянии находится в микронесплошностях металла.
Диффузионно-подвижный водород может перемещаться в металле в результате концентрационной или термической диффузии, создающейся вследствие градиента температур. Последний вид диффузии описывается уравнением
Большая Энциклопедия Нефти и Газа
Раскисление металла сварочной ванны осуществляется элементами, обладающими большим сродством с кислородом, чем железо. К ним относятся марганец, титан, молибден, хром, кремний, алюминий и углерод. [1]
Раскисление металла сварочной ванны , несмотря на защиту от окружающей среды продуктами сгорания, проводится извлечением закиси меди флюсами или введением раскис-лителей через присадочную проволоку. [2]
Раскисление металла сварочной ванны достигается за счет введения в состав покрытия ферромарганца, ферросилиция, ферроти-тана, алюминия, а также и за счет имеющихся в сварочной проволоке элементов-раскислителей кремния и марганца. Газовая защита обеспечивается диссоциацией мрамора СаСО3 в процессе нагрева и плавления покрытия. Металл, направленный электродами второго типа, достаточно хорошо раскислен. [3]
Флюс предназначен для раскисления металла сварочной ванны и перевода неметаллических включений в шлак. При сварке на поверхности расплавленного металла образуется шлаковая пленка, которая защищает металл от окисления. [4]
Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Поэтому большинство металлов и сплавов сваривают нормальным пламенем. [5]
Химический способ борьбы с загрязнениями состоит в раскислении металла сварочной ванны , а также в удалении сульфидов, фосфидов, нитридов и водорода при помощи химических реакций. В результате этих реакций образуются новые химические соединения, нерастворимые в железе и переходящие в сварочный шлак. [6]
В большинстве случаев при сварке применяют нормальное пламя, которое способствует раскислению металла сварочной ванны и получению качественного сварного шва. Окислительным называют пламя, в котором Такое пламя сильно окисляет металл сварочной ванны, способствует получению пористости и низкого качества сварного шва. Пламя с избытком ацетилена имеет желтый цвет и удлиненный коптящий факел. Оно науглероживает металл сварочной ванны. [7]
В большинстве случаев при сварке применяют нормальное пламя, которое способствует раскислению металла сварочной ванны и получению качественного сварного шва. [9]
В большинстве случаев при сварке применяется нормальное пламя, которое способствует раскислению металла сварочной ванны и получению качественного сварного шва. [10]
ЭП-439, при применении которой стабильность дуги обеспечивается церием и цирконием, а раскисление металла сварочной ванны - марганцем, кремнием, алюминием и титаном. [11]
Состав покрытия электродов определяется рядом функций, которые он должен выполнять: защита зоны сварки от кислорода и азота воздуха, раскисление металла сварочной ванны , легирование ее нужными компонентами, стабилизация дугового разряда. Производство электродов сводится к нанесению на стальной стержень электродного покрытия определенного состава. Электродные покрытия состоят из целого ряда компонентов, которые условно можно разделить на ионизирующие, шлакообразующие, газообразующие, рас кис лит ели, легирующие и вяжущие. Некоторые компоненты могут выполнять несколько функций одновременно, например мел, который, разлагаясь, выделяет много газа ( СО2), оксид кальция идет на образование шлака, а пары кальция имеют низкий потенциал ионизации и стабилизируют дуговой разряд, СО2 служит газовой защитой. [13]
Наряду с плавлеными флюсами в некоторых случаях применяются неплавленые ( керамические) флюсы, способствующие легированию наплавленного металла при сварке малоуглеродистой проволокой и обеспечивающие интенсивное раскисление металла сварочной ванны . Сварка под керамическими флюсами может осуществляться на постоянном и переменном токе. [14]
При применении аргоно-дуговой, ручной дуговой угольным электродом и газовой сварки медных трубопроводов на поверхность трубы в зоне стыка и на свариваемые кромки наносится флюс для удаления окислов и раскисления металла сварочной ванны . [15]
Читайте также: