Распил металла под углом
Обновлено: 20.09.2024
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Резку труб для сборки трубопроводов выполняют, если в продаже нет фитинга, способного решить проблему, или требуется именно фигурный завершающий срез
Соединительный узел путем резки труб изготавливают, если между соседними патрубками меньше 45º. К примеру, если к одной коллекторной трубе подсоединяют три
Для того чтобы выполнить резку с максимальной точностью делают лекала. С их помощью производят разметку трубы
Резку металлических труб под углом в промышленных масштабах выполняют станки с ЧПУ. Частники режут болгаркой, закрепив трубу в тисках, или электропилой с фиксацией трубы в стусле
Отличным подспорьем в пространственной резке металлической трубы станет электролобзик по металлу. Однако перед работой желательно "набить руку" на бросовых обрезках
Резать профильную трубу легче и проще всего болгаркой. Фиксировать профиль можно как в тисках, так и в стусле
Если в сборке трубопровода планируется один или два раза сделать рез под углом, достаточно применить электропилу с полотном по металлу
Полимерную трубу под углом допустимо резать обычной ручной пилой, но очень важно зафиксировать ее в стусле, чтобы не испортить материал
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он «закрывается» сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Раскроенные под углом из трубы детали должны совмещаться с минимальным зазором. Таким, чтобы после сварки он смог полностью заполниться швом
Если лекала для резки были сделаны неточно, проще отрезать новые элементы, чем подгонять их по факту напильником
Перед сварным соединением фигурно разрезанных деталей следует провести "примерку", чтобы определить участки с зазорами, требующими усиленного шва
Лекала для совершения реза трубы под углом рекомендовано опробовать сначала на обрезках пластиковой трубы соответствующего диаметра. После точной выверки их можно перенести на металлические заготовки
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
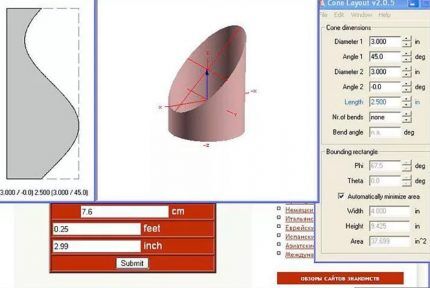
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
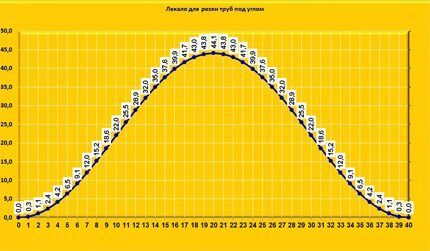
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
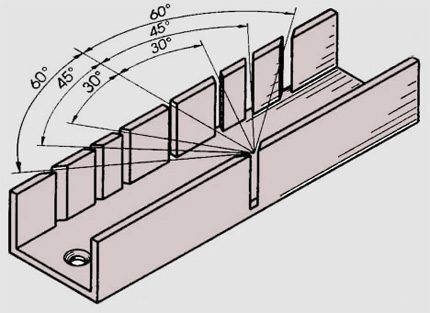
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма — маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» — малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Для резки трубы в индустриальном строительстве выпускают обширный ассортимент машин. В этой группе есть мобильные станки для использования на объекте и стационарные установки для резки в условиях цеха/мастерской
Установки с ЧПУ, предназначенные для пространственной резки трубы, могут делать резы в семи различных направлениях. В результате зазор между соединяемыми заготовками исчисляется долями миллиметра
Термическую резку производят по газовой плазменной технологии. Для механической резки аппараты снабжают роликовым или патронным резаком
Трубы большого диаметра на объекте прокладки магистрального трубопровода режут седельными машинами. Угол пространственного реза выбирает оператор
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства — термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Раскрой металла
Раскрой листового и другого профильного проката является одной из важнейших операций при создании металлоконструкций.

Процесс раскроя металла
Именно эта операция во много определяет качество продукции и ее стоимость. За все время придумано и внедрено в эксплуатацию множество технологий, применяемых при раскрое листового и другого профиля.
Суть раскроя металла
Раскрой металла, вне зависимости от его формы – это заготовительная операция. Именно на стадии ее выполнения обретают черты будущие детали металлоконструкции. На машиностроительных предприятиях, да и в производственных комплексах других отраслей, существуют целые заготовительные подразделения, оснащенные самым разным оборудованием, предназначенным для формирования заготовок, а то и готовых деталей. Все зависит от применяемого оборудования и инструмента.
Термин раскрой металла можно истолковать следующим образом – это метод размещения заготовок на листе. Форма, может, быть в виде прямоугольника или любой другой. При проведении раскроя металла появляется определенный объем возвратных и невозвратных отходов. Их объем напрямую зависим от технологии, которую использовали при раскрое.
Виды отходов при раскрое металлов
Отходы от заготовительных операций можно разделить на два класса:

Технологические отходы в виде стружки
К первому типу отходов относят тот металл, которые теряют вследствие технологической обработки. Например, при использовании газовой резки – это оплавление, в виде стружки, снимаемой с поверхности заготовки по время точения или фрезерования. К отходам относят ту часть металла, которая уже не будет использована в дальнейшем.

Отходы от раскроя металла
К отходам от раскроя листового металла можно отнести те остатки, которые образуются формой заготовки и отсутствием кратности при разметке раскроя. Под первыми понимают ту часть металла, которая располагается между наружным контуром одной или нескольких заготовок и неким контуром, который очерчивает габариты заготовок. Вторые – это те, которые образуются при сравнении размеров листа и раскроя заготовок. Эти отходы появляются в том случае, если размеры листа не совпадает с суммой размеров заготовок, расположенных вдоль ее сторон.
Основные способы раскроя металла
Производственники, в целях оптимального раскроя материала и минимизации объема отходов, стремятся подобрать оптимальный способ раскроя листового материала или проката исходя из технологий, применяемых для разделки металла на заготовки. Например, при использовании дисковых ножниц или газового резака, допустимо расположение заготовок в любом месте листа. В то время как, при раскрое на гильотинных ножницах необходимо следовать определенным ограничениям. Заготовку необходимо так размещать, что существовала возможность реализовать прямолинейные резы вдоль или поперек листа и прямых резов под углом.

Станок для резки листового металла с дисковыми ножницами
В случае необходимости обработки большой партии заготовок имеет смысл использовать комбинированный метод. Он заключается в том, что заготовки, имеющие разную форму, укладывают в прямоугольник с минимизированными размерами. Затем эти прямоугольники используют для лучшего заполнения листа. Формирования размерной последовательности. Перемещая эти формы по поверхности, получают улучшенную форму конфигурации.

Метод лучшего заполнения короткой стороны листа
Метод лучшего заполнения короткой стороны листа – это позволяет снизить количество отходов, вызываемых отсутствием кратности. Остающаяся часть листа будет несколько короче чем вдоль длинной стороны. Заготовки должны быть подобраны таким образом, чтобы их размеры позволили оптимальным образом заполнить меньшую сторону листа. Для разметки вдоль длиной стороны выполняют аналогичную работу.
Суть способа формирования размерных последовательностей заключена в следующем — заготовки располагают на листе от крупных к мелким.
На основании проведенных работ составляют карту раскроя. Затем, определяют потребное количество материалов (листа или другого проката). Кстати, это основной документ, который должен быть на рабочем месте оператора заготовительной машины.

Из плотной бумаги или картона подготавливают шаблоны
Из плотной бумаги или картона подготавливают шаблоны заготовок, которые необходимо раскроить. Шаблоны располагают на лист и путем передвижения и их совмещения между собой получают оптимальный раскрой листового материала.
Рубка гильотиной
История этого оборудования, по официальным данным, берет свое начало со времен Французской революции. В то время ее применяли для устранения «врагов народа» и только множество лет, спустя, ей нашли другое применение, а именно, в раскрое листового металла. С использованием некоторых приспособлений на гильотине (механических ножницах) можно резать прокат, арматура.
Раскрой листа происходит в течение ряда операций.
- Лист устанавливают на рабочий стол. С тыльной стороны станка установлена линейка, на которой выставляют размер отрезаемой заготовки.
- После того как лист выставлен, оператор станка запускает его. Передняя плита прижимает лист к поверхности стола, в вторая, на которой установлены ножи, после этого опускается и под свои весом разрезает лист в установленный размер.
Следует отметить, что если ножи имеют подобающую заточку и установлены с минимальной погрешностью, то рез получается без заусенцев и замятий. При этом, на листе не будет возникать кривизна, так как рез происходит во всей длине листа одномоментно.

Оборудование этого класса оснащают электрическими двигателями. У одних марок, например, Н177, перемещение передней и задней плиты осуществляет с помощью механизма, основу которого составляет довольно габаритный маховик. На таких станках допустимо резать листы до 12 – 14 мм, разумеется, толщина зависит от свойств и марки материала.
Существуют станки этого класса, в котором плиты перемещают с помощью гидравлического механизма. Но в отличие от механических устройств они требуют к себе бережного отношения, постоянного контроля над уровнем и состояния масла и пр. На таких станках допустимо резать материалы до 30 мм толщиной.
Современные гильотинные ножницы, оснащают цифровой техникой выставления размеров, возможностью настройки усилия реза и другими опциями. Существуют и станки, оснащенные системами числового управления. Оборудование этого класса, выполняет раскрой метала с минимальными погрешностями.
Для создания изделий из жести (оцинкованного металла) применяют ручные ножницы. В зависимости от конструкции на них можно заниматься кройкой листов жести с шириной двух и более метров при толщине до 20 мм.
Существует еще одна разновидность гильотин – сабельные. Их также используют в кустарных мастерских или небольших производствах.

Гильотина для раскроя металла сабельного типа
Кстати, ножницы гильотинного типа нашли свое применение не только при изготовлении металлических конструкций но и в полиграфии, с их помощью разрезают большие стопки бумаги.
Резка металла ленточными и дисковыми пилами
Для раскроя металла используют и такой инструмент, как дисковые пилы. Этот инструмент применяют для обработки крупных заготовок. Надо отметить, что при работе с таким инструментом требуется использование довольно большого количества физической силы. Рабочий орган этого инструмент – диск, изготовленный из инструментальной стали.
Этот инструмент наиболее эффективен при работе со сталью и другими материалами, в том числе и с цветными металлами и сплавами. Чаще всего этот метод обработки металла выбирают для обработки листового материала, трубы. Рез выполняют прямо, но, возможно, и его выполнение под заданным углом.
Дисковый инструмент отличается высокой производительностью, безопасностью и простой эксплуатацией при раскрое сложных заготовок. Этот инструмент — вот уже длительное время обладает широкой популярностью и среди производственников, и среди домашних мастеров. Это вызвано в том числе и его доступностью. На рынке представлено множество моделей дисковых пил, в том числе и стационарных и приобрести их может каждый.

Ленточнопильный раскрой металла
Другой, не менее популярный, способ раскроя, это обработка заготовок на ленточной пиле. Рабочий орган этого оборудования – ленточная пила, которая работает как обычная ножовка. Полотно ленточной пилы замкнуто в кольцо и отличается большой длиной. То есть, по сути, ленточная пила представляет собой кольцо, с одного края которого расположены зубья. Для производства ленточной пилы применяют углеродистые стальные сплавы, но существуют и биметаллические модели.
В комплект ленточнопильного станка входят два шкива, которые вращаются от электрической силовой установки.
Станки этого класса представляют массу возможностей при обработке прутков, фасонных профилей, труб. На станках некоторых марок допустимо выполнять не только прямые резы, но и фигурные.

Фигурный раскрой металла на ленточной пиле
На рынке представлены разнообразные модели начиная от однотумбовых станков, управляемых вручную и заканчивая машинами портального типа, работающих под управлением компьютера.
Просечные прессы
Главное предназначение этого оборудования – это раскрой заготовок из металла. Прессы этого класса отличаются высокой точностью работы и широким диапазоном пробиваемых отверстий.

Просечные прессы для раскроя металла
Просечные прессы применяют для изготовления перфорированных листов. Предельные размеры, обрабатываемых листов зависят от марки применяемого станка.
Конструкция просечных прессов обеспечивают высокую производительность изготовления готовой продукции.
Газокислородная резка
К самым экономичным способам раскроя металла можно отнести газокислородную резку.
Для обеспечения реза металла применяют смесь кислорода и горючего газа (пропана, ацетилена и пр.).

Газокислородная резка металла
Последовательность реза состоит из следующих этапов:
- Открытое пламя прогревает металл до температуры возгорания.
- После этого на разогретое место подают струю кислорода, окисляющий металл.
- Перемещая резак, создают неширокий рез, из которого необходимо удалять шлак.
Качество реза напрямую связано с маркой материала, качества поверхности, толщины металла, скорости выполнения раскроя.
Такая технология позволяет выполнять раскрой низколегированных сталей при толщине профиля до нескольких десятков сантиметров.
Несмотря на то, что постоянно происходит появление новых технология раскроя металла газопламенная остается самой экономичной.
Более того, при толщине металла в 900 мм альтернативы такой технологии нет.
Плазменный раскрой металла
Чтобы понимать, как работает установка плазменного кроя металла, надо будет вспомнить, что такое плазма – это ионизированный газ, который образует нейтральные молекулы и заряженные частицы.
Плазма зарождается при нагреве газа до сверхвысоких температур, при этом происходит его ионизация. За счет перемещения молекул газа, она обладает определенной токопроводимостью.

Плазменный метод раскроя металла
Рез металла при помощи плазмы – это один из методов раскроя металлических заготовок. При этом рабочим органом выступает пучок плазмы.
Принцип работы, технология и оборудования для плазменного раскроя металла
Между электродом и соплом активируют электрическую дугу. Через сопло проходит газ – кислород или воздух его рабочее давление составляет 5 – 8 ат. При контакте газа и электрической дуги, происходит его разогрев до температуры до 30 000 °C. Таким образом, струя газа трансформируется в пучок плазмы. Который и выполняет функцию раскроя.

Принцип действия плазмореза
Отличительной чертой этого метода раскроя металла, является то, что металл не выгорает, как, например, при газовой резке, а просто испаряется и это требует дополнительных мер по защите персонала и окружающей среды.
На практике применяют два типа оборудования для плазменно — воздушной резки металла – ручное и автоматизированное. На первом выполняют операции раскроя металла без применения каких-либо средств автоматизации, и на первый взгляд, она напоминает газопламенный метод раскроя.

Автоматизированное оборудование для плазменного раскроя металла
Автоматизированное оборудование работает под управлением системы ЧПУ и вся работа оператора заключается в том, что бы в нужное время включить управляющую программу.
Сам станок представляет собой установку портального типа, перемещающуюся, к примеру, по оси Х и режущую головку, которая перемещается по оси Y. Таким образом, резка металла может начинаться из любой точки листа, при этом точность реза составляет 0,2 мм.
В отличие от станков для механической резки заготовок, раскрой листа происходит с применением специальных программных комплексов. Их применение минимизирует объем отходов. На некоторых формах количество отходов может не превышать 1 – 5% от площади листа.
Плазменная-воздушная резка металлических заготовок гарантирует получение деталей в строгом соответствии с требованиями рабочей документации.
К недостаткам оборудования плазменной резки можно отнести следующее:
- По мере роста толщины металла появляется уклон от внешнего края к внутренней части листа, это вызвано рассеиванием пучка плазмы, это необходимо учитывать при разметке листа металла.
- Неверная настройка режимов резания — ток, расход воздуха (газа), рабочая скорость движения головки, может привести к тому, что вырастет количество применяемого расходного материала – сопел, электродов.
- Установка подобного оборудования требует тщательной подготовки воздуха, то есть непосредственно перед ней необходимо устанавливать влагоуловительные устройства.
- Во время работы, на месте реза образуются наплывы, которые, при необходимости их можно удалить с помощью угловой шлифовальной машины. Вообще, если заготовка производится под сварку на эти наплывы можно не обращать внимания.

Образование наплывово при плазменной резке металла
Существуют конструкции с двумя и более движущимися режущими головками. Такая конструкция поднимается производительность труда и снижается себестоимость заготовок.
Надо отметить, что стоимость заготовки полученной на оборудовании плазменной резки ниже, чем получение идентичной детали на механическом оборудовании.
Понятие лазерного раскроя металла
Не менее прогрессивным считают и лазерный раскрой металла. Эта технология использует мощь лазерного луча и, как правило, ее применяют на серийном производстве изделий практически из любых материалов, в том числе и неметаллов.

Лазерный раскрой металла
Луч лазера, который управляется специальным программным комплексом, обеспечивает концентрации энергии достаточной для резки материалов любой толщины и состава.
В ходе реза, материал, подверженный воздействию лазерного луча расплавляется, испаряется или выдувается потоком сжатого воздуха.
Резка при помощи лазера отличается тем, что на материал не оказывается никакого механического воздействия и во время обработки могут возникнуть только минимальные деформационные явления. Отсутствие каких-либо механических воздействия позволяет обрабатывать легко деформируемые или тонкие материалы, например, заготовки для системы вентиляции, где толщина металла может составлять всего 0,5 – 0,7 мм.
Программное управление раскроем металла лазером позволяет выполнять работу по получению сложных контуров.

Лазерный способ раскроя применяют для получения сложных контуров
Кстати, в последние годы была разработана и внедрена технологическая оснастка, которая позволяет выполнять рез труб, профилей и пр.
Резка труб под углом: преимущества и недостатки разных способов + пример выполнения работ
3 лёгких способа ровно разрезать металлический лист болгаркой
Резка листового металла при помощи различных инструментов лишь на первый взгляд может показаться несложным делом. Ведь в зависимости от его толщины и размеров следует применять различные способы. Понятно, что лист любой толщины можно отрезать при помощи газа, но в этом случае идеально ровным край не получится, потребуется дополнительная обработка, а это лишняя потеря времени. Как же тогда поступить? Сегодня рассмотрим 3 лёгких способа разрезать металлический лист болгаркой так, чтобы края были ровными и при этом не получить травм.

Читайте в статье
Техника безопасности при работе с угловой шлифовальной машиной
Этот вопрос является самым важным. Ведь при нарушении правил эксплуатации болгарки можно получить серьёзные, порой несовместимые с жизнью травмы. Рассмотрим основные из них, которые обязательны к соблюдению.
- Размер диска. Многие считают, что если на маленькую болгарку поставить большой диск, сняв защитный кожух, ничего страшного не произойдёт. Дескать, большая УШМ мощнее. Это заблуждение опасно для жизни. Дело в том, что у маленькой болгарки обороты значительно выше, а потому диски для них нужны иные. При установке большого диска мастер, скорее всего, даже не успеет начать работу – диск разлетится при включении, что при отсутствии защитного кожуха приведёт к плачевным результатам.
- Направление вращения. Некоторым «мастерам» не нравится, что при работе под ноги летят искры. Они разворачивают кожух, переставляют ручку и начинают работу. Именно это чаще всего приводит к тому, что диск разлетается при зацепе за острую кромку. Вращение диска при работе УШМ должно производиться «на себя» а не наоборот.
- Индивидуальные средства защиты. Пользоваться защитными очками или щитком, одевать перчатки, маску или респиратор необходимо. Это убережёт от ожогов, травм глаз, которые, к сожалению, при такой работе не редкость.

Обычный рез тонкого листового металла
Металл, толщиной 1 мм резать не слишком сложно, но здесь необходимо быть предельно внимательным и аккуратным. Именно при резке такого материала диск часто «закусывает». Прежде всего, нужно убедиться, что на режущей плоскости круга отсутствуют дефекты. Именно они приводят к тому, что отрезной круг разлетается.

Тонкий листовой металл следует резать от дальнего края, продвигаясь назад
Начинать следует от дальнего края листа, двигаясь назад. В этом случае получается, что мастер тянет болгарку на себя. При этом диск не должен погружаться глубоко – максимум 5-6 мм. При таком способе резки получается, что отрезной круг просто не может ни за что зацепиться. Если же диск уйдёт глубоко, площадь соприкосновения с металлом резко сокращается. Это приводит к зацепам, в результате которых отрезной круг может разлететься.
Как отрезать более толстый лист металла при помощи болгарки
Рассмотрим вариант с резкой листового металла, толщиной 8 мм. Здесь лучше всего двигаться вперёд – так значительно удобнее. Однако если проходить шов просто по прорисованной линии, получатся изъяны – идеально ровным его не сделать. При этом напряжение на руки возрастает – ведь приходится постоянно следить, чтобы болгарка не ушла в сторону. Для того чтобы этого избежать, есть очень неплохой способ.

При резке толстого металла нужно двигаться вперёд, по намеченному пропилу
По месту реза укладывается стальной уголок, который прижимается к листу струбцинами по двум сторонам. Прочерченная линия при этом должна находиться с его вертикальной части. Теперь можно пройти несколько раз вдоль неё, немного прикасаясь к уголку так, чтобы получилась канавка, глубиной примерно 1-2 мм. После этого можно убрать уголок и начинать обычную резку. Именно канавка не даст диску уйти с намеченной траектории, и край получится идеально ровным.
Работать с маленькой болгаркой даже опаснее, чем с большой
Статья по теме:
Как ровно отрезать трубу болгаркой: обычная перпендикулярная резка под 90º, резка цилиндрической трубы под углом 45º, как пользоваться бумажным шаблоном для разметки распила под 45º, как отметить место реза под 45º на профильной трубе — читайте в публикации.
Ещё один похожий вариант
Можно сделать и по-другому. Вначале выполняется та же работа, что и в предыдущем варианте – прочерчивается полоса, укладывается и прижимается уголок. Но здесь канавка делается несколько глубже – 4-5 мм. После того, как уголок будет снят, остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Однако здесь возможны небольшие ямки на кромке, что делает второй вариант более приемлемым.

Канавка вдоль направляющего уголка делается немного глубже, чем в предыдущем варианте
Подводя итоги
То, что болгарка очень удобна для резки металла, не оспаривается. Однако необходимо уметь ею работать и неукоснительно соблюдать все меры предосторожности и правила техники безопасности. Нужно понимать, что создавались они именно для того, чтобы сохранить жизнь и здоровье мастера, работающего с таким опасным инструментом, как угловая шлифовальная машина.

Надеемся, что всё рассказанное нами сегодня будет полезно тем, кто не имеет опыта работы с болгаркой. Если что-либо осталось непонятным, стоит просто изложить это в комментариях ниже статьи. Редакция HouseChief с удовольствием ответит на все вопросы как можно более быстро и полно. У вас есть опыт подобной работы или Вы знаете иные способы резки? Тогда просим вас написать об этом в обсуждениях. Подобная информация многим будет очень полезна. А напоследок, по уже сложившейся доброй традиции, предлагаем Вам посмотреть короткий, но довольно увлекательный видеоролик по сегодняшней теме.
Читайте также: