Расточить отверстие в металле на токарном станке
Обновлено: 28.04.2024
В статье расскажем про режимы и элементы резания при точении, про растачивание отверстий (расточные работы по металлу) на универсальном токарном станке, про основное затрачиваемое время. Также поговорим о том, что это такое, какие схемы и виды используются. Обработка цилиндрических металлических изделий – распространенная и востребованная операция по стали.
Основные понятия для токаря
Данная методика заключается в снятии верхнего слоя со стальной заготовки посредством режущего инструмента. Цель металлообработки – достижение определенных параметров и нужной степени шероховатости.
Технология заключается во взаимодействии двух подач – продольной и поперечной, чтобы добиться одновременного вращения изделия и перемещения резца. Помимо основной задачи на оборудовании можно выполнять ряд второстепенных процессов:
- нанесение внутренней и наружней резьбы;
- разрезание заготовки на две и более частей;
- создание канавок;
- координатно-расточные работы (горизонтальные и вертикальные), то есть тонкое растачивание отверстий;
- шлифование до обеспечения нужной степени шероховатости.
На аналогичных станках выполняют не только металлообработку, обработке подвергаются и другие материалы, в том числе дерево и пластмасса. Но наиболее востребованным является оборудование по стали.

Заготовки могут иметь цилиндрическую, конусообразную форму, в зависимости от того, как направлены полозья. Из них вытачивают такие детали, как:
- валы;
- шайбы;
- гайки;
- кольца для подшипников;
- зубчатые колеса (при наличии зубонарезной установки) и пр.
Технология активно используется как на производстве, так и в домашних условиях. Большинство заводов переходит с ручного управления на автоматизированное посредством ЧПУ – Числовое Программное Управление.
Основные стандарты прописаны в нормативном документе – ГОСТ 25762-83. Здесь указаны нормы работы, а также правила безопасности. Расчет мощности резания при точении и используемая технология выбирается в зависимости от прочности материала, длины заготовки и задач. При обработке чрезмерно длинного вала велика вероятность вибраций, поэтому процедура проводится на низких оборотах.

Действия самого станка заключаются в обеспечении вращательного движения (металлическая заготовка крепится с двух сторон) и подачи инструмента, которым может быть резец:
- отрезной;
- резьбовой;
- канавочный;
- расточный;
- проходной;
- фасочный и др.
Рабочая зона отличается повышенным количеством стружки. По этой причине токарные станки с ЧПУ часто оснащают устройством стружкоотведения, а также системой подачи смазки.
После окончания процесса оператор обязательно проводит контрольные измерения. Они заключаются в определении точных размеров посредством предельного калибра (в основном используется на серийном производстве) или штангенциркуля, или другого измерительного инструмента.
Для токаря важно правильно подобрать скорость и инструмент для металлообработки. Он должен быть из высокопрочной стали и всегда наточен. При контакте с металлом происходит значительный нагрев в месте соприкосновения, силы сцепления нарушаются, верхний слой снимается, превращаясь в стружку. Чтобы не убрать лишнее, необходимо оставлять припуски на токарную обработку при черновом и чистовом точении.
Теперь подробнее поговорим о том, какие стадии может проходить одна и та же заготовка.

Черновое твердое точение
Для начала скажем о том, что есть сверхчерновой вариант металлообработки, он же – обдирочный. В процессе обдирки происходит очень высокое напряжение на режущей кромке, в среднем около Q = 800/3000 см3 * мин-1. Первичные деформации происходят с активным выделением тепла и с высокой нагрузкой на сам резец – сила резания доходит до 10 000/60 000 N. Это может вызвать деформирование инструмента с последующим выходом из строя – полная потеря твердости инструментальной стали. Износ происходит быстрее и сильнее, когда деталь была произведена путем отливки или штамповки, поскольку эти методы металлообработки приводят к появлению твердых включений в материале, а удары об них существенно снижают длительность эксплуатации изделия.
При черновом режиме резания при точении фасок данные показатели немного ниже, но также остаются существенными, как и при обдирке. Мы рекомендуем выбирать резец в зависимости от стиля обработки. При непрерывном контакте минимизируется количество ударов, но возрастает выделение тепла и сила резания: по этой причине следует выбирать инструмент с большим пределом термостойкости. Обычно, в таких сплавах минимален процент оксида углерода, это низкоуглеродистые соединения. Они менее прочные, однако хуже подвергаются пластическим деформациям при нагреве.
Прерывистая техника подразумевает меньший контакт с заготовкой, а значит, более длительную эксплуатацию, поскольку шанс деформирования резца снижается. Но из-за циклических механических ударов хрупкий материал может быстро выйти из строя. Для таких черновых работ рекомендуется использовать инструмент из углеродистого сплава.
На данных двух этапах – обдирка и черновое точение, детали не имеют значения. Задача токаря – обтесать монолитный блок стали до необходимых размеров. При этом требуется оставить припуски, необходимые для последующей чистовой металлообработки – около 1 мм на все параметры. Шероховатость при этом не имеет значительного влияния, поскольку она не является конечной.

Получистовая обработка
Она необходима не повсеместно, в ряде случаев этот этап совершенно пропускается. Но когда требуется высокая точность изделия, то работы производятся с дополнительным промежуточным этапом. Берется более узкий резец, который производит снятие мелкой стружки. Отметим, что чем меньше съем слоя, тем дольше срок эксплуатации инструмента. Это обуславливается меньшим контактом поверхностей и, соответственно, уменьшенной выработкой тепла. В результате, деформации режущей кромки незначительны.
Отличительные черты высокоскоростного получистового точения:
- Скорость вращения заготовки и движения резца становится выше.
- Стружка тоньше.
- Контакт – непрерывный (в большинстве случаев).
- Снимается от 20 до 25 процентов припуска.
- Шероховатость 6,3…3,2 Ra.
- Фигура имеет форму, близкую к идеальной.
Отметим, что данная фаза металлообработки необходима для производства миниатюрных изделий, поскольку они имеют высокий класс точности. После изготовления деталь проходит стадию шлифовки и обретает эксплуатационную шероховатость – она значительно меньше исходной.

Операции для чистовой обработки поверхности
В большинстве случаев это итоговые процедуры. После идет только финишная шлифовка, также называемая тонкой.
Интересно, что для данного типа можно использовать те же резцы, что и для обдирки. Это характерно для машиностроения, особенно при обтачивании крупногабаритных валов. Меняется только скорость подачи. Приведем данные в таблице:
| Класс чистоты | 4 | 5 | 6 |
| Скорость подачи, мм/об | 0,5-0,9 | 0,25-0,6 | 0,15-0,4 |
Но с учетом большой поверхности нельзя быть уверенным, что один инструмент гарантирует 2-3 классы точности, поскольку естественный износ режущей кромки в ходе использования увеличивается, превышая установленный допуск. Решить эту проблему можно одним способом – сократить путь, который проходит резец по площади, а добиться этого возможно только увеличением подачи.
Второй вариант – работать широкими резцами на высокой скорости. Необходимо делать два прохода: первый на глубине 0,15 мм, второй – на 0,2 мм. Так можно добиться высоких результатов.
Геометрия режущего инструмента выбирается, исходя из материала. Чем выше предел прочности, тем уже угол кромки.
Чтобы уменьшить трение и тем самым предотвратить термические деформации, рекомендовано использовать смазку. Большинство токарей раньше применяли состав, в который входят:
- 60% олифы.
- 30% скипидара.
- 10% керосина.
Сейчас применяют готовую смазку или концентрат СОЖ. Шероховатость при чистовом точении после второго прохода – 3,2…1,6 Ra. Добиться такой точности (6, 7 класс) можно, используя пластинки из твердой стали марки Т 15 К6 и скорость 100 – 250 м/мин. При таких оборотах на резце не образуются наросты, а значит, нет дефектов.
Если материал заготовки обладает высокой твердостью, то используют сплав Т 15 К4 – он еще более устойчив к температурным изменениям, поэтому можно развивать вращение до 400 – 500 м/мин.
При работе с чугуном применяют керамику. Такие пластины редко используются из-за своей дороговизны и быстрого износа, но для чугунных изделий с максимальным классом точности они не заменимы.
Стоит отметить что в данный момент широкое распространение получили токарные резцы с механическим креплением пластин. На рынке огромный выбор токарных резцов со сменными пластинами и твердосплавных сменных пластин различных форм и сплавов.
Что называется тонким точением: шероховатость и особенности
В ряде случаев процедура полностью заменяет шлифование, поскольку высококлассный токарь может добиться 1 – 2 класса точности и 8 – 10 – чистоты. Процесс срезания тончайшей стружки проходит при максимальной скорости вращения и минимальной подачей. Обязательным условием является хорошая наладка оборудования:
- биение шпинделя (вибрации) не более 0,005 мм;
- число оборотов – не менее 2 000 в минуту;
- точность установки резца не превышает 0,01 мм.
Инструменты изготавливаются из сталей марок ВК2, БКЗМ и Т30К4. Первые две больше подходят для высокопрочных материалов, чугуна.
Добиться высокой точности можно на станках, оснащенных ЧПУ. Компания «САРМАТ» осуществляет продажу и наладку оборудования с числовым программным управлением. При использовании станков с ЧПУ необходимо написать программу изготовления детали, используя G и М коды М команды, и загрузить их в систему ЧПУ.
Режимы при токарной обработке
Токарь выбирает технологию в зависимости от множества факторов:
- материал заготовки, его прочность;
- параметры цилиндра;
- точность наладки станка;
- используемый резец и пр.
В соответствии с этим регулируется скорость вращения, подача и некоторые другие факторы. Рассмотрим ниже.

Основные параметры
В основном они меняются в зависимости от экономической целесообразности процесса, а именно:
- производительности – как много деталей за короткий срок можно изготовить;
- качества – отсутствие дефектов и достижение высокой точности согласно ГОСТ;
- себестоимость и конечная стоимость изделия;
- износ оборудования;
- срок эксплуатации резцов;
- нормы безопасности на производстве.
В связи с этим высокоскоростное точение конуса или цилиндра на токарном станке на пределе возможностей – не всегда выгодное решение. Опишем основные параметры.
Глубина
Это размер срезанной стружки. Его заранее определяют, чтобы оставить припуск. В технических расчетах определяется по формуле: t = (D-d)/2, где:
D – диаметр заготовки; d – размер итоговой детали.
Осуществляется процедура обычно в 2 подхода, отсюда деление глубины резца на два.
Подача
Это поперечное перемещение резца по направляющим. Не всегда высокая скорость – это хорошо. Обычно производительность напрямую зависит от нее, но, к примеру, при повышении класса точности она должна быть невысокой, только так можно добиться правильной шероховатости. Существует продольное точение – это самый стандартный вид, когда вращается заготовка, а инструмент передвигается по линии. Второй тип, когда сам резец имеет два движения – горизонтальное и вращательное, применяется при сверлении и растачивании отверстий.
Скорость
Фактически это то, сколько метров поверхности будет обработано при перемещении режущей кромки на 1 мм. Параметр прямо зависит от количества оборотов заготовки и от подачи. Определяется по формуле:
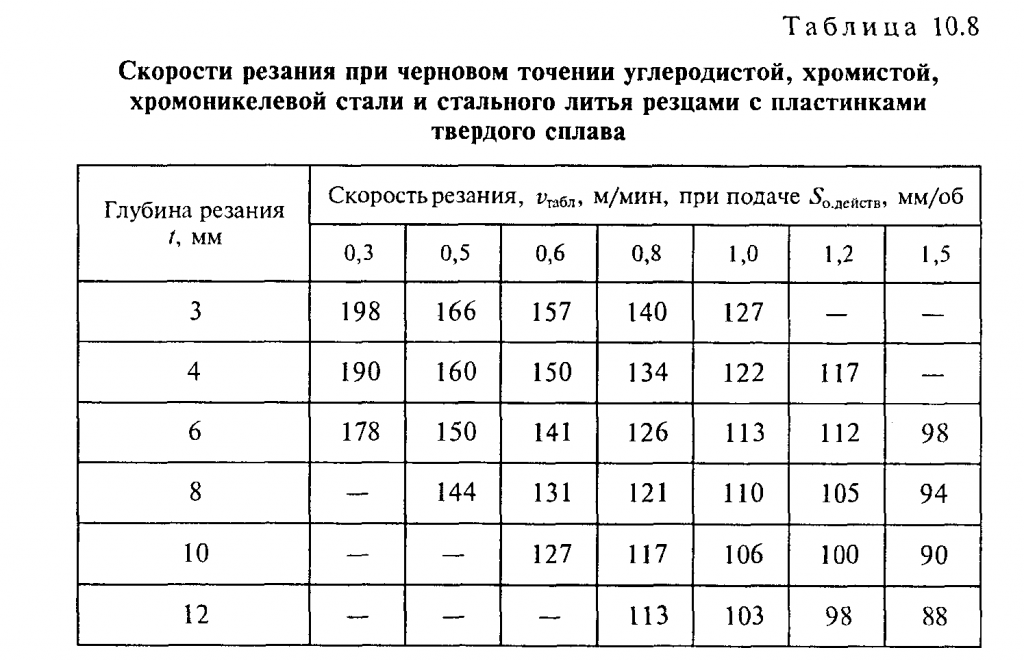
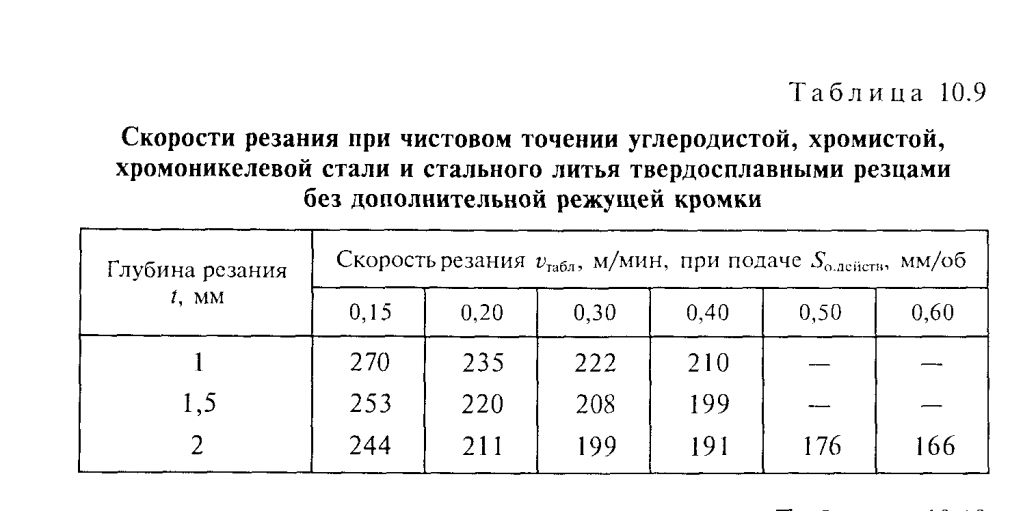
Скорость резания при точении – таблицы для черновой и чистовой металлообработки:
Технология растачивания отверстий
Аналогичная процедура возможна посредством сверления, рассверливания или зенкерования, но такой метод обычно не позволяет достичь максимально верных размеров, а также требует специального оборудования.
Работы позволяют добиться 8 – 10 квалитета точности и 0.8…3.2 мкм шероховатости.
- Токари используют расточные резцы.
- Небольшой съем припуска с заготовки.
- Отведение стружки и подача смазки затруднены.
- Уменьшенная скорость резания.
Схемы обработки отверстий токарным точением
На изображении схематически показаны методы работы с внутренней стороной цилиндра:
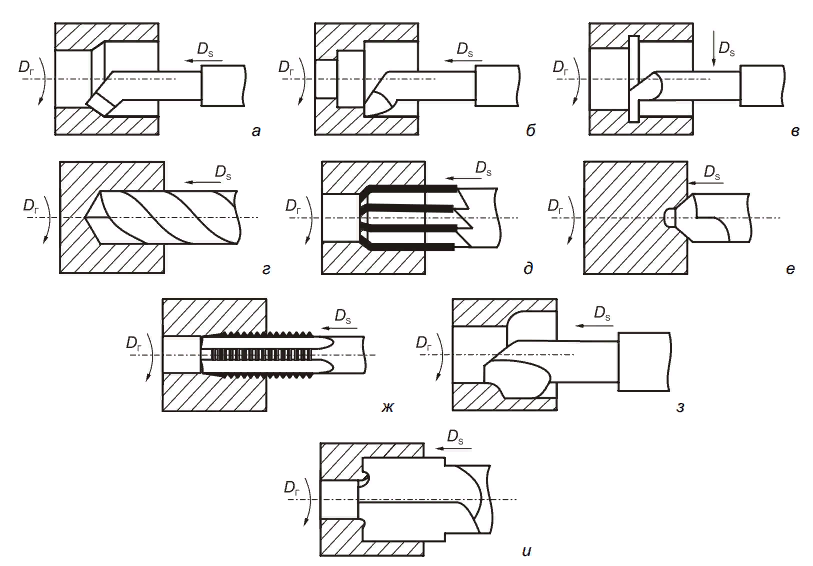
Выбирайте универсальное оборудование с ЧПУ от ООО ПКФ «САРМАТ» для высокоточной металлообработки.
Растачивание отверстий
Обычно отверстия растачивают на токарных станках в тех случаях, когда требуемое качество и точность внутренних поверхностей невозможно достичь методом сверления, рассверливания или зенкерования, либо когда нет в наличии подходящего по диаметру инструмента.
Например, в заводских условиях заготовки с предварительно подготовленными отверстиями, получаемыми с помощью штамповки, литья или ковки подвергаются последующей обработке методом растачивания, так как их поверхности не соответствуют необходимым техническим требованиям.
При выполнении расточных работ на токарных станках можно получить отверстия в пределах 8 - 11 -го квалитета точности при этом качество обработки поверхности Ra 6.3 … 12.5 мкм для предварительной грубой обработки, и 0.8 … 3.2 мкм при окончательной чистовой обработке.
При использовании твердосплавных резцов для расточки цветных металлов точность размеров может достичь 7 -го, а в некоторых случаях даже 6 -го квалитета, при этом чистота отделки поверхности будет в пределах Ra 0.4 … 0.8 мкм .
Обработку отверстий на токарных станках выполняют с помощью специально предназначенных для этого расточных резцов. От того какого рода будет обрабатываться отверстие выбираются типы расточных резцов которые могут быть предназначены, как для сквозных отверстий, так и для глухих.
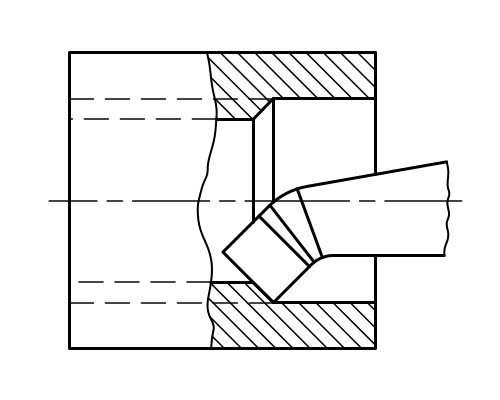
Обработка сквозного отверстия
В процессе растачивания для резца создаются более тяжёлые условия, нежели при обычном наружном обтачивании. Это связано с тем, что в зону резания затруднено поступление охлаждающей жидкости, а так же имеет место плохое удаление стружки. Стоит отметить, что расточные резцы значительно меньше в сечении по сравнению с остальными резцами, применяемыми на токарном станке. Данный инструмент к тому же имеет большой вылет и как следствие является менее жёстким, что неизбежно вызывает вибрации из-за прогиба. Как правило, для расточных резцов выбирается уменьшенная скорость резания и задаётся небольшой съём припуска с заготовки.
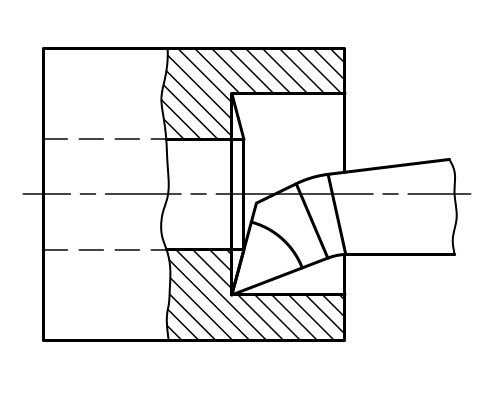
Обработка глухого отверстия
Обычно установка резца при черновом растачивании выполняется по центру оси детали либо чуть, ниже на один – полтора миллиметра, за счёт чего происходит увеличение переднего угла γ , что улучшает условия резания и снижает вероятность возникновения вибраций.
Если резец установить выше центра то его будет отжимать, в результате чего размер отверстия будет меньше требуемого. В этом случае при последующей многопроходной расточке размер отверстия можно довести до номинальной величины. Зная особенности расточных резцов, установку инструмента для чистового растачивания рекомендуется производить несколько выше цента оси вращения детали на 0,01 – 0,03 диаметра отверстия. Стоит отметить, что если расточной резец установлен, ниже центра его тоже отжимает, причём диаметр в этом случае увеличивается на величину большую от требуемой, к тому же может наблюдаться искажение формы отверстия.
Дефекты при растачивании
Производя обработку внутренних поверхностей цилиндрических отверстий, приходится сталкиваться, как правило, всё с теми же дефектами, что и при обтачивании цилиндрических поверхностей расположенных снаружи: отклонения, рассматриваемые в продольном сечении ( поверхность может принимать форму бочки, седла, конуса ); отклонение от круглой формы (овальность или огранка); несоответствие прямолинейности оси отверстия.
При зажатии в токарный патрон из-за усилия, прикладываемого его кулачками, возникают упругие, и даже пластические деформации при зажатии тонкостенных заготовок.
Операция растачивания и восстановления отверстий
Растачивание отверстий: виды, инструмент и оборудование. Методы расточки сквозных и глухих отверстий. Технология и установки для восстановления отверстий с помощью наплавки и расточки.

Растачивание отверстий — это обработка лезвийным режущим инструментом внутренних цилиндрических или конических поверхностей для придания им необходимых размера, класса чистоты, прямолинейности или заданного положения относительно оси вращения. Расточке подвергают исходные отверстия в кованых и литых деталях, а также полученные в результате сверления. Кроме того, этот метод обработки используют для восстановления цилиндрической формы рабочих поверхностей, утраченной в результате износа, деформаций или повреждений. В этом случае поверхность перед обработкой при необходимости подвергается наплавке.
Расточка имеет меньшую производительность, чем сверление, но позволяет обрабатывать цилиндрические поверхности большого диаметра (более тысячи миллиметров) с точностью в несколько десятков микрон. Для растачивания используют как универсальные, так специализированные станки токарной и фрезерной групп. В первом случае вращается заготовка, а инструмент (резец) движется линейно в соответствии с продольной и поперечной подачами. Во втором расточная головка вращается в шпинделе, а подача может назначаться как инструменту, так и детали, закрепленной на рабочем столе.

Растачивание сквозных отверстий
В зависимости от размеров отверстия (глубины и диаметра) при сквозной расточке применяют проходные резцы, оправки или борштанги, на которых устанавливают расточные головки или блоки резцов. Проходные резцы для расточки сквозных отверстий имеют ряд отличий от токарного инструмента для наружного точения: задний угол у них затачивается так, чтобы режущая часть соответствовала габариту обработки, а передняя часть державки сужена и имеет вытянутую форму. На токарных станках резец крепится или в оправке с коническим хвостовиком на заднюю бабку, или на резцедержатель суппорта в продольном направлении. На расточных станках используются резцы, которые устанавливаются в специальные оправки.
При сквозной расточке также применяют многолезвийные оправки различной конструкции, имеющие вид толстого удлиненного цилиндра, на котором располагается несколько режущих пластин. Такой инструмент намного дороже резцов, но позволяет обрабатывать гораздо большие глубины и с лучшей точностью.
Борштанги (расточные штанги) применяют для расточки с большой глубиной, повышенной точностью или нескольких соосных отверстий. Этот вид инструмента выполнен в виде длинных цилиндрических стержней повышенной точности диаметром от 30 до 200 мм и длиной от метра до трех. По всей длине борштанги на определенном расстоянии располагаются сквозные выемки (окна) для крепления режущего или измерительного инструмента. Один конец борштанги крепится в коническую оправку и устанавливается в шпиндель, а другой поддерживается люнетом или специальной опорой. Перед началом расточки оси отверстия и борштанги должны выставляться на соответствие с заданной точностью.
Растачивание глухих отверстий
При расточке глухих отверстий применяют проходные упорные резцы или оправки с наклонными режущими пластинами. В обоих случаях возникает проблема обработки дна (внутреннего торца) отверстия, т. к. на его середине остается небольшая коническая зона, не затронутая резцом. Поэтому такая расточка выполняется в следующей последовательности:
- сверление (или рассверливание отверстия) до максимально возможного диаметра;
- черновая расточка, после которой остается припуск в несколько миллиметров;
- обработка дна отверстия специальной торцевой подрезкой до необходимой чистоты;
- чистовая расточка до заданного размера.
При глухой расточке особое внимание уделяется обработке вблизи дна отверстия. Поэтому за 5 мм до достижения полной глубины подача должна снижаться, а последний участок желательно проходить в ручном режиме. Проходные резцы применяют только при небольших глубинах расточки (100÷150 мм). Во всех остальных случаях используются расточные головки различных типов.

Технология восстановления отверстий расточкой
С помощью расточки восстанавливают цилиндрические поверхности, подвергшиеся износу в процессе интенсивной эксплуатации. Такой ремонт может выполняться как в стационарных условиях на токарных и расточных станках (вертикальных и горизонтальных), так и с помощью мобильных установок в полевых условиях. Токарные станки незаменимы в тех случаях, когда необходимо восстановить точность и соосность нескольких посадочных отверстий. А расточные обычно применяют в тех случаях, когда требуется повышенная точность или деталь имеет большие габариты. Наглядным примером массового использования вертикально-расточных станков при ремонте оборудования является восстановление поверхностей цилиндров блоков двигателей внутреннего сгорания.
Мобильные установки применяют для расточки цилиндрических поверхностей непосредственно на месте эксплуатации техники. Этим способом растачивают отверстия в проушинах ковшей горной техники, поверхности вращения шахтных машин, фланцы и запорную арматуру действующих трубопроводов, посадочные места энергетического оборудования и многое другое.
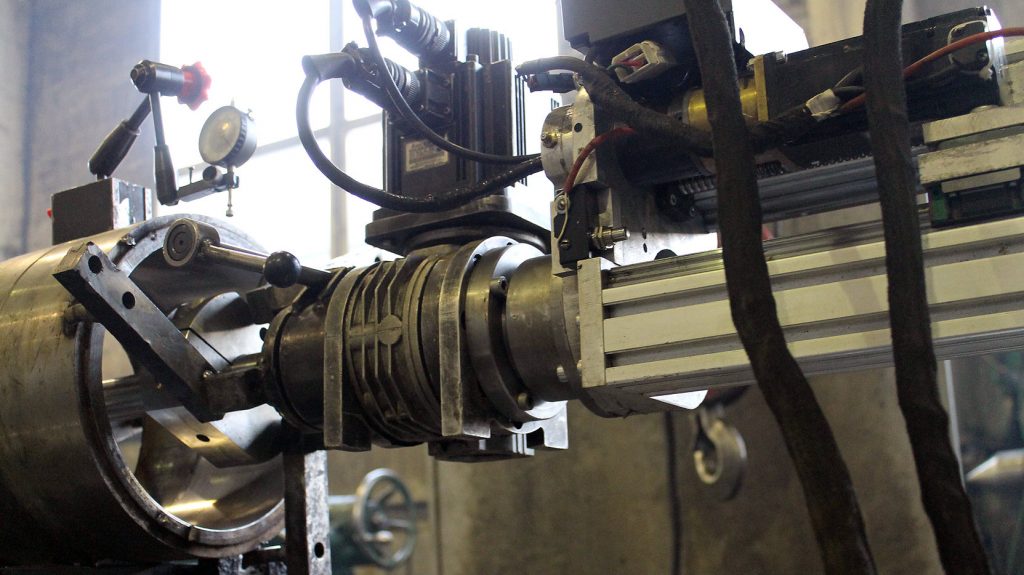
Типичная мобильная установка состоит из электропривода со шпинделем и патроном, борштанги с режущим инструментом, задней и промежуточных опор. Все ее компоненты крепятся непосредственно на изделие, а жесткость, точность и соосность обеспечиваются борштангой.
Восстановление отверстий наплавкой
При восстановительной расточке цилиндрических поверхностей их диаметр значительно увеличивается, иногда на несколько миллиметров. И если при ремонте двигателей внутреннего сгорания эта проблема решается посредством использования ремонтных поршней и гильз большего размера, то для прочих видов техники черновой размер отверстия восстанавливается путем нанесения на его поверхность слоя металла. Для этих целей применяют различные виды сварки, а также напыление и лужение. После восстановления размера отверстия наплавкой оно растачивается до требуемых размеров. Эта технология является одной из самых распространенных, поэтому производители ремонтного оборудования помимо расточных и сварочных установок предлагают потребителям комплексные решения: расточно-наплавочные комплекты различных размера и мощности.

Приходилось ли кому-нибудь на практике участвовать в расточке отверстий на мобильных расточных станках? Если да, то расскажите, пожалуйста, в комментариях, как крепятся и выставляются такие устройства, а также как регулируются у них точность и соосность.

Что это такое? Растачивание отверстий – востребованная операция для обеспечения необходимых размеров, направления и класса чистоты. Данная операция часто выполняется на токарных станках специальными резцами и применяется на деталях, полученных литьем или методом ковки.
Отличия от других видов. Отчасти растачивание похоже на сверление, но отличается от него в худшую сторону по производительности, но в лучшую – по доступным для обработки диаметрам и точности готового отверстия. Однако и тут возможен брак.
Суть технологии растачивания
Растачивание отверстий производят для того, чтобы увеличить их диаметр, снимая при помощи расточных резцов поверхностные слои металла. Эта операция позволяет восстановить правильное расположение оси отверстия относительно плоскости детали, добиться соосности отверстий или подогнать их диаметр под требуемое значение. Растачивание часто бывает единственным способом для исправления неправильно просверленных или поврежденных отверстий.
Чистовое растачивание отверстий позволяет получать точность, соответствующую квалитетам от 8 до 10; шероховатость поверхности Rа – от 12,5 до 50 мкм для стальных деталей. Для изделий из цветного металла показатели точности будут в пределах 6-7 квалитета; шероховатость Ra – от 0,32 до 12,5 мкм при использовании твердосплавных резцов.
Факторы, влияющие на выбор оборудования и метода растачивания отверстий
Ниже рассмотрим, от каких условий зависит выбор режущего инструмента при растачивании отверстий на станках и каковы способы их применения. Важно упомянуть, что от правильно выбранного типа операции и резца зависит конечный результат работы с отверстиями.

Основные требования относительно размеров отверстия и качества обработки касаются:
- растачиваемого диаметра;
- глубины отверстия;
- точности.
Различают следующие типы отверстий:
- сквозные;
- глухие;
- ступенчатые;
- пересекающиеся.
Также следует различать этапы обработки:
- Черновая – снимается лишний материал. Изначально отверстие может быть сформировано различными способами, в том числе отливкой, пластичным деформированием, сверлением, газоплазменной резкой и т. д.
- Чистовая – позволяет достичь требуемого качества поверхностей и соблюсти строгие требования по пределам точности. Этот этап обработки отличается небольшой глубиной резания, которая, как правило, не превышает 0,5 мм.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Выбор типа обработки и рабочего инструмента зависит от следующих характеристик изделия:
- обрабатываемости;
- наличия легирующих добавок;
- твердости;
- свойств нарезаемой стружки;
- стабильности детали, наличия тонких участков, на которых возможна вибрация;
- необходимости использования удлинителя инструмента при растачивании;
- возможности надежной фиксации изделия для обработки;
- симметричности расположения обрабатываемого отверстия, которая делает возможным растачивание на станках;
- размера серии (при массовом производстве допустимо использование оптимизированных резцов для увеличения скорости растачивания).
Подбор оборудования для обработки цилиндрических отверстий следует производить, исходя из:
- типа и диаметра шпинделя (горизонтальные варианты обеспечивают более эффективное удаление стружки);
- скорости вращения шпинделя (позволяет ли она обрабатывать отверстия с малым диаметром);
- способа и надежности фиксации детали;
- способа подачи смазочно-охлаждающей жидкости, ее расхода и давления;
- мощности крутящего момента (позволяет ли она обрабатывать отверстия большого диаметра и работать трехкромочным расточным инструментом).
Виды резцов для растачивания отверстий
Существует множество разновидностей расточных резцов. Конструкционно они бывают цельными и со съемными твердосплавными пластинами. Также их делят на группы по предназначению.

Растачивание отверстий, глубина которых превышает три диаметра, возможно только державочным резцом, так как цельные инструменты не обладают достаточной жесткостью. Для токарной обработки отверстий большего диаметра глубиной более 30 мм используют резцы со сменными твердосплавными головками, для которых предусмотрено два типа крепления рабочей пластины в державке.
Сквозные пазы растачивают инструментом с резцом, закрепленным в державке прямо, глухие – резцами с косым креплением. Фиксация режущей части в державке обеспечивается специальными опорными плоскостями (или лысками).
Для цельных расточных резцов предусмотрены два варианта конфигурации. Отверстия с наименьшим (менее 10 мм) диаметром обрабатывают посредством инструментов с круглым сечением стержней, а отверстия с наименьшим диаметром 40 мм растачивают резцами с прямоугольным сечением стержней.
Также стандарты предусматривают два вида исполнения инструментов для растачивания. В отличие от резцов с нормальным расположением головки, приспособления с опущенными головками, у которых режущая кромка расположена вдоль оси, имеют повышенную жесткость. При применении подобного резца возможно использование стержней с удвоенным диаметром, так как есть возможность более рационально размещать такие приспособления в отверстии.
Расточной инструмент фиксируется в держателе хвостовика. Режущая кромка при этом должна быть параллельной оси вращения детали, а вылет – минимальным. Вершина режущей грани располагается вровень с осью центров. Иногда для компенсации прогиба ее слегка приподнимают (в среднем на две сотых диаметра отверстия).
Растачивание сквозных и глухих отверстий
Растачивание сквозных отверстий
Выбор для сквозной расточки проходных резцов, оправок или борштанг с установленными расточными головками или блоками резцов определяется глубиной и диаметром отверстия. В отличие от рабочих инструментов для наружной токарной обработки изделий, для проходных резцов характерен ряд особенностей. Сзади они заточены с таким расчетом, чтобы размер головок соответствовал габаритам обрабатываемого отверстия, а спереди стержень сужается и имеет продолговатую конфигурацию.

Для фиксации резцов на токарном станке используются державки с хвостовиками конической формы или продольные резцедержатели. Расточные станки оборудованы специальными оправками для установки рабочего инструмента.
Широко распространено применение многолезвийных оправок для расточки сквозных отверстий, которые имеют множество вариантов исполнения. Такие инструменты отличаются от резцов значительной дороговизной и используются для расточки отверстий большой глубины, когда требуется повышенная точность обработки.
Также для растачивания глубоких отверстий с высокой точностью или для обработки соосных отверстий пользуются борштангами. Расточная штанга имеет вид длинного стержня цилиндрической формы, длина которого составляет от 1 000 до 3 000 мм, а диаметр – от 30 до 200 мм. Режущий или измерительный инструмент вставляется в специальные пазы, расположенные через определенные промежутки по длине штанги.
Одним концом борштангу фиксируют в шпинделе при помощи оправки конической формы, а вторым опирают на специальный люнет. Для выполнения обработки ось расточной штанги точно совмещают с осью вращения детали.
Растачивание глухих отверстий
Глухие отверстия формируют и обрабатывают в несколько шагов:
- высверливают или рассверливают отверстие до наибольшего диаметра;
- производят черновую расточку с небольшим припуском;
- дно отверстия обрабатывают до нужной чистоты;
- производят чистовую расточку до точного диаметра.
Особого внимания при растачивании глухих отверстий требует участок поверхности около дна. Не доходя 5 мм до заданной глубины, необходимо понизить подачу. Для обработки заключительного отрезка следует прибегнуть к ручному режиму расточки. Применение проходных резцов допустимо при небольшой глубине обработки – от 100 до 150 мм. Для глубокой расточки лучше пользоваться различными типами головок.
Растачивание отверстий для восстановления
К растачиванию отверстий прибегают для того, чтобы восстановить их поверхность, изношенную в ходе использования деталей. Для проведения расточки могут использоваться как стационарные станки (вертикальные или горизонтальные токарные и расточные), так и мобильные установки. Применение токарного оборудования не имеет альтернативы, когда требуется точное восстановление нескольких соосных отверстий.

Расточные устройства используют для обработки повышенной точности и расточки отверстий на габаритных изделиях. К примеру, вертикальные расточные механизмы широко применяют для растачивания блока цилиндров ДВС.
Когда необходимо провести расточку отверстий без отправки техники на ремонтное предприятие, прибегают к помощи мобильного расточного оборудования. Такие установки используют, если в ремонте нуждаются проушины ковшей экскаваторов на горнодобывающих предприятиях, узлы и детали шахтного оборудования, фланцы и запорная арматура эксплуатируемых трубопроводных магистралей и т. д.
Конструкция мобильных расточных установок включает электродвигатель, шпиндель с патроном, расточную штангу с резцами и опорные элементы. Устройство фиксируется прямо на ремонтируемую деталь. Качество обработки обеспечивается точным и жестким соосным креплением борштанги.
Восстановительное растачивание значительно (часто на несколько миллиметров) увеличивает диаметр отверстия. В случае исправления повреждения блока цилиндров двигателя внутреннего сгорания вопрос решается установкой ремонтных поршней соответствующего диаметра.
В остальных ситуациях необходима специальная подготовка отверстий к растачиванию, в ходе которой для восстановления чернового размера цилиндрической поверхности слой металла наносят посредством сварки, напыления или лужения. Далее подготовленное к ремонту отверстие растачивают до нужного диаметра.
Брак при растачивании отверстий
Возможные виды брака:
- неполная обработка поверхности;
- несоответствующий диаметр;
- низкое качество обработанной поверхности;
- некруглая форма (овал или граненая).
Причинами первой разновидности брака могут быть смещение оси отверстия по отношению к плоскости изделия, малый припуск, неправильная установка изделия в патрон. Эти виды повреждений, как правило, не подлежат исправлению. Данные дефекты, как правило, возникают при отсутствии проверки точности установки детали в патроне и положения оси отверстия относительно ее наружного диаметра.
Брак второго вида происходит из-за неправильной установки глубины резания резцов или их отжима. Такой дефект исправляется при дополнительном растачивании, если полученный диаметр это позволяет. Для того чтобы не допустить такого изъяна, необходимо максимально точно установить глубину обработки и использовать резец нужной жесткости при малой подаче.
Причиной неудовлетворительной чистоты поверхности может служить слишком большая подача резца, скорость обработки, не соответствующая характеру операции, изношенная режущая кромка инструмента, вибрация головки или изделия. Брак такого типа можно устранить.
Отверстия неправильной геометрии при расточке становятся следствием слишком сильного зажимания заготовки кулачками патрона. К образованию овала приводит пережим в четырех- или двухкулачковом патроне, граней – в трехкулачковом. Неполадка устраняется ослаблением зажима в сочетании с соответствующим снижением подачи и глубины.
Растачивание отверстий производится при помощи лезвийного режущего инструмента. Суть операции заключается в обработке внутренней поверхности цилиндрического, конического или ступенчатого отверстия, при которой достигаются необходимые диаметр, класс чистоты, направление оси или соосность нескольких отверстий.
Рекомендуем статьи
Посредством расточки обрабатывают черновые отверстия в металлических изделиях, полученных сверлением, пластичным деформированием или литьем. Также растачивание применяют для исправления геометрии изношенных или деформированных при интенсивной эксплуатации отверстий. Для восстановления чернового диаметра на цилиндрическую поверхность наплавляют ремонтный слой металла.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Восстановление отверстий: наплавка и расточка, как восстановить разбитое отверстие в металле
Продолжительная эксплуатация машин и механизмов приводит к износу посадочных мест подшипников, валов, втулок, пальцев – как и любые детали они со временем потребуют восстановления. Замена корпусов или крышек, в которых расположены отверстия, обходится слишком дорого и занимает продолжительное время. Повреждения приводят к тому, что техника и оборудование надолго выходят из строя. Компания производитель работ и заказчик несут значительные убытки в результате простоя.
Поэтому изготовители металлообрабатывающего оборудования разработали и представили на рынок специализированные мобильные комплексы для обновления геометрии радиальных проемов в металлических деталях. Это позволило отказаться от полного демонтажа изношенных деталей и ремонтировать, не снимая их с техники и оборудования.
Что такое восстановление отверстий
Под реставрацией посадочных мест вращающихся, опорных и фиксирующих элементов цилиндрической формы подразумевают исправление нарушений размеров радиальной геометрии путем:
- предварительной подготовки;
- проточки для устранения эллипсности;
- наплавки металла на поверхность;
- черновой и финишной механической обработки.
Для выполнения восстановительного комплекса работ применяют специализированное оборудование, совмещающее в себе применение современных сварочных технологий и возможность металлообработки с высокой точностью фрезерования. Процесс реставрационных мероприятий предусматривает возможность обработки одного отверстия или одновременно нескольких, расположенных на одной оси.
Реставрация посадочных мест позволяет значительно сэкономить время и деньги за счёт отказа от приобретения от приобретения нового оборудования или дорогих запасных частей. При этом мобильная конструкция наплавочного восстановительного оборудования позволяет производить работы как в стационарных, так и в полевых условиях.

В каких случаях применяется
Применение расточно-наплавочных комплексов необходимо для приведения в рабочее состояние дорожной и строительной техники, погрузчиков и подъемных кранов, прокатных станов, конвейеров, электродвигателей, металлообрабатывающих станков и другого оборудования. Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
- наплавление металлического слоя;
- радиальную расточку отверстий в металле с точностью обработки 0,01 мм;
- снятие фасок и торцевание;
- проточку канавок для установки стопорных колец;
- сверление;
- нарезание резьбы.
Отремонтированные таким образом детали и компоненты приобретают не только первоначальные геометрические размеры в соединениях и сочленениях, но и механические свойства обновленных поверхностей: твердость, прочность, износостойкость и т.п.
Мобильная расточка и наплавка отверстий очень удобна для выполнения реставрационных работ в полевых условиях. Владельцу машин и механизмов не нужно решать вопрос демонтажа изношенного узла и транспортировки его в ремонтную мастерскую или на завод. Ремонтно-восстановительные мероприятия организуют и проводят на месте.

Такое оборудование широко используют:
- в судостроении и ремонте судов;
- при восстановлении энергетического и горнодобывающего оборудования;
- для ремонта дорожно-строительной техники;
- в тяжелой индустрии и сельском хозяйстве;
- для наплавки и расточки отверстий экскаватора;
- при обслуживании подвижного железнодорожного состава;
- для реставрации коммунального и лифтового оборудования;
- для ремонта подъемно-транспортных механизмов, землеройной и дорожной техники;
- на конвейерах и прокатных станах и на предприятиях тяжелой промышленности.
Специфика реставрируемых элементов такова, что они требуют предельно точно соблюдать все размеры и соотношения, учитывать особенности соединения, а также характер механического воздействия в работе детали, узла и всей системы в целом.
Станки для восстановления отверстий деталей с наплавкой и расточкой применяют для различных видов работ в труднодоступных местах. С их помощью:
- обеспечивают работоспособность оборудования и трубчатых деталей длиной до 4 метра;
- нарезают резьбу;
- приводят в норму диаметральные размеры;
- обрабатывают снаружи параллельные поверхности;
- производят шлифование и сверление.
Наплавка с последующей фрезерной обработкой признана на сегодняшний день лучшей технологией для возвращения работоспособности дорогостоящим узлам и механизмам. Поэтому приобретение специализированного станка при наличии нескольких единиц рабочей техники всегда экономически оправдано. В том случае, если количество механизмов невелико, можно обратиться за оказанием подобной услуги.
Этапы проведения работ
Наплавочный способ восстановления изношенных деталей включает 6 последовательных этапов:
- подготовка, осмотр и измерения;
- установка и центровка рабочего вала;
- первая расточка отверстий в металле для устранения эллипсности и других дефектов;
- нанесение металла на поверхность;
- окончательное фрезерование под номинальный размер;
- финишная обработка поверхности.
Первичная расточка необходима даже при отсутствии дефектов, поскольку толщина обновленного слоя не может быть менее 2 мм. Завершающая (финальная) – производится в случаях повышенных требований к качеству поверхности.
Перед тем как восстановить разбитое отверстие в металле, расточно-наплавочный станок закрепляют на корпусе детали при помощи сварки или другим доступным способом. После выполнения центровки возможна простая проточка под калиброванный ремонтный размер или восстановление размеров в прежний номинал. В этом случае комплексная обработка предусматривает проработку всех технологических этапов, перечисленных выше.

Важной технической особенностью мобильных расточно-наплавочных комплексов является возможность одновременной проработки двух и более мест, расположенных на одной оси. При этом диаметры обработки разных поверхностей могут быть различны.
Подготовка поверхности
На этапе подготовки к восстановлению деталей сваркой и наплавкой выполняют осмотр осмотр ремонтируемой детали, производят необходимые измерения, проверяют совпадение осей, определяют способ закрепления центровочного комплекта. В зависимости от типа и конструкции детали центровочный блок может быть зафиксирован с двух сторон, а для обработки нескольких разнесенных поверхностей, на крайних торцах.
Рабочий агрегат жестко закрепляют на корпусе детали с помощью электросварки или другим возможным способом. В результате вес обрабатывающего инструмента не будет влиять на точность выполнения операций.

Установка и центровка вала
Особая конструкция центровочного комплекта позволяет установить любое положение борштанги, чтобы обеспечить необходимое направление оси места восстановления или точное осевое совпадение двух обрабатываемых диаметров. В этом случае центровка борштанги производится после выполнения комплекса измерений по менее изношенному узлу.
На предварительно отцентрированную борштангу закрепляют фиксирующие суппорты, которые при помощи сварки окончательно фиксируют станок в нужном положении. Для крепления станка допускается вместо сварки применять метизы соответствующих диаметров, а при малой толщине детали - зажимные элементы типа струбцин.
Фрезерование и устранение эллипсности
После окончательной фиксации станка центровочный комплект удаляют, и на борштангу устанавливают резец, с помощью которого будет производиться первая расточка. Она необходима для устранения эллипсности, которая возникает в результате износа при работе машин и механизмов. Кроме этого, проведенные ранее измерения могли показать нарушение соосности двух противоположных посадочных мест.
После первой фрезеровки поверхностей оба отверстия будут располагаться на одной оси, и геометрическая конфигурация станет точно радиальной, без эллипсоидных отклонений. Однако размер после завершения работы уже не будет соответствовать заводскому номиналу. В этом случае возможны два технических решения по восстановлению диаметра:
- повторное фрезерование под расчетный ремонтный размер с высокой точность обработки и горячая установка металлической гильзы;
- нанесение металла на поверхность и расточка под заводской номинал.
Работа мобильного расточно-наплавочного комплекса предусматривает второй вариант восстановления и ремонта отверстий. Это проще, быстрее и намного дешевле, чем изготовить и установить ремонтную гильзу. Кроме того, подобная технология обновляет тело металла и исключает возможность смещения нового покрытия, в отличие от запрессованной гильзы.
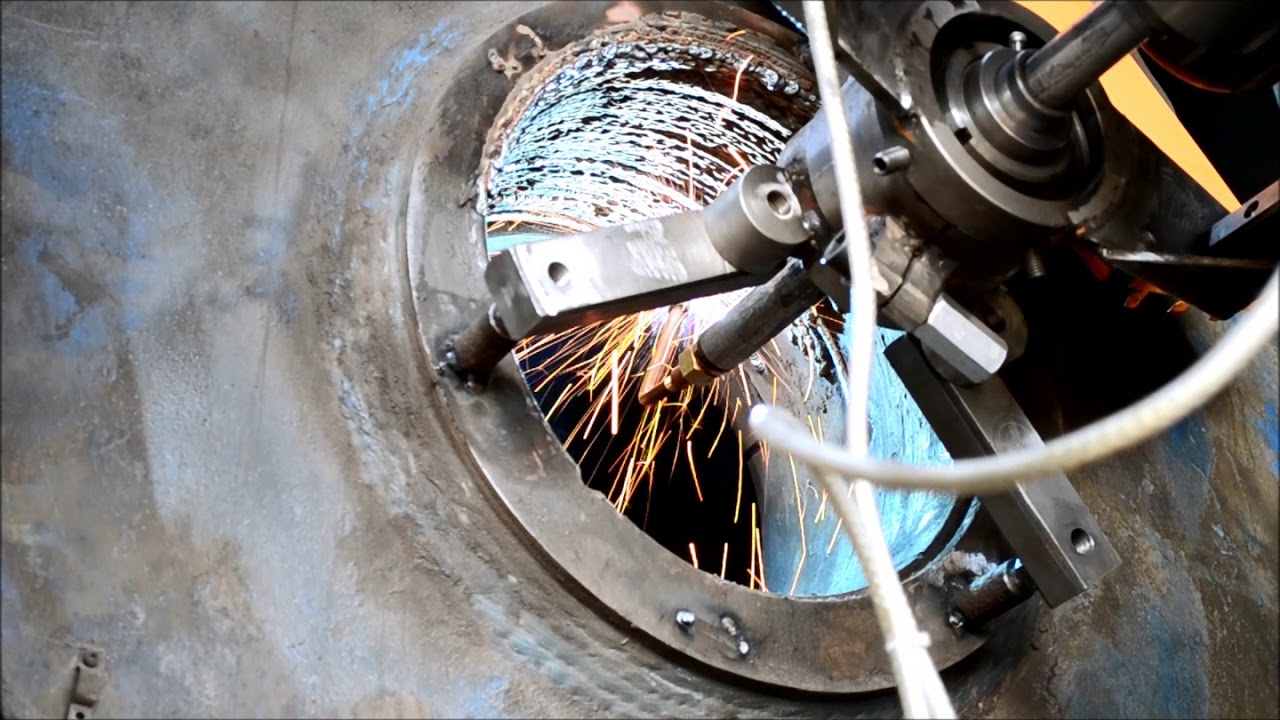
Наплавка
Для наплавления слоя металла на радиальную поверхность используется электросварочный аппарат инверторного типа с автоматической подачей проволоки к месту обработки. В зависимости от марки сплава восстановление деталей вибродуговой наплавкой может осуществляться в обычных атмосферных условиях или защитной инертной среде. Обычно она представляет собой смесь из 80% аргона и 20% углекислого газа.
Расточная борштанга заменяется на наплавочную, к которой подключается сварочный инверторный аппарат и газовый баллон. При отсутствии готовой смеси аргона и углекислого газа подключаются 2 баллона через специальный редукторный смеситель.
Наплавка предусматривает нанесение одного или нескольких слоев металла и осуществляется в автоматическом режиме. Работа станка обеспечивает самостоятельное вращение сварочной насадки и ее продольное перемещение без участия оператора.

Физико-механические свойства наплавляемого слоя полностью соответствуют или даже превышают характеристики основного металла обрабатываемой детали. В зависимости от марки сварочной проволоки, силы тока и скорости прохождения твердость слоя находится в пределах 20-30 HRC.
Фрезерование под номинал
После наплавки металла и его полного остывания наплавочную штангу снимают и на ее место снова устанавливают фрезеровальный инструмент. Механические способы восстановления отверстий предусматривают проточку поверхности за два раза. Сначала выполняется черновая проточка для максимального приближения к номинальному размеру с обязательным плюсовым допуском. При этом величина допуска не превышает 0,5 мм, обычно 0,2-0,3 мм.
Первая обработка не обеспечивает высокой точности, поскольку производится с другой целью. Во время фрезерования под номинал устраняют весь поверхностный сварочный шлак и грубые неровности после наложения слоев. В результате геометрия отверстия приобретает ровную поверхность, максимально приближенную к номинальному размеру.

Финишная обработка поверхности
На следующем этапе работ выполняют чистовое фрезерование с обеспечением точности в пределах 0,01 мм. Для этого снижают скорость прохождения резца и постоянно контролируют проточки с помощью выносных цифровых индикаторов.
Окончанием работ является проведение контрольных замеров, определяющих качество работы, демонтаж станка с корпуса и механическая зачистка следов сварки, которая применялась для фиксации суппортов. Расточно-наплавочная технология предусматривает возможность немедленной сборки отреставрированного узла и начало работы механизма.

Необходимое оборудование
Самые мощные мобильные комплексы оборудования позволяют реставрировать радиальные элементы диаметром от 25 мм до 1,5-2,0 метра при длине обработанной поверхности до 4-х и более метров.
Одним из известных торговых брендов для восстановления и ремонта отверстий наплавкой являются американские расточные комплексы Climax. Их конструкция допускает точную обработку диаметров от 35 до 2030 мм с точностью и скоростью стационарного станка. Движение рабочих органов осуществляется при помощи электрического и гидравлического привода. Управление оборудованием полностью автоматизировано. Наличие специальных запатентованных кронштейнов позволяет отказаться от применения сварки для фиксации на корпусе реставрируемого узла или детали. Однако стоимость таких комплексов предусматривает их приобретение только в случае большого парка ремонтируемой и обслуживаемой техники.
Более доступное по цене оборудование для восстановления отверстий это станки модельного ряда WS, выпускаемые европейской компанией Sir Meccanica. Модели WS компактны и предусматривают мобильное применение. В качестве режущего инструмента используются стандартные токарные резцы из быстрорежущей стали. Электропривод отличается низким уровнем энергопотребления.

Одними из лучших моделей от отечественных производителей по стоимости и по качеству можно назвать станки серии «Пионер». Это оборудование для мобильной расточки и наплавки отверстий является мощным устройством, позволяет эффективно решать большинство задач, связанных с ремонтом техники и механизмов. Вкладывая относительно небольшие средства в приобретение этого оборудования, вы сможете обеспечить высокое качество ремонтных работ для своей техники и организовать выездные услуги для других компаний.
По желанию заказчика специалисты компании «Сармат» изготовят борштанги любых необходимых размеров и внесут другие конструктивные изменения для выполнения конкретно поставленных задач.
Читайте также: