Расточные работы по металлу
Обновлено: 05.07.2024
Расточные работы по металлу являются одним из видов механической обработки изделий. В основном их выполняют когда возникает необходимость уже имеемое отверстие увеличить в диаметре с высокой точностью размера и снятием шероховатости внутренней поверхности. Услуги такого профиля оказывает наш завод.
Выполнение расточных работ по металлу
Расточные работы по металлу проводятся на токарных, фрезерных и расточных станках, когда на финальном этапе изготовления заготовки или детали необходимо так расширить в ней отверстия, полученные ковкой, литьем или сверлением, чтобы они стали:
- точно заданного диаметра;
- максимально ровной цилиндрической формы;
- с гладкой внутренней поверхностью.
Последовательность операций при расточных работах следующая:
- Сверление.
- Рассверливание металла.
- Расточка высверленного отверстия.
Существует два вида расточных работ (услуги такого профиля оказывает завод «Бригантина»), для которых используются соответствующие расточные резцы из быстрорежущей стали и твердых сплавов:
- Проходные, при которых делаются сквозные отверстия.
- Упорные, при которых получаются высокоточные глухие отверстия.
При расточке скорость вращения заготовки или фрезы низкая, что негативно влияет на производительность, однако в результате достигается высокая точность отверстий (с погрешностью всего 0,02 мм).








Оборудование применяемое для выполнения расточных работ
Для проведения работ данного типа необходим расточной станок – высококачественное оборудование, способное обрабатывать металлические изделия различных размеров.
Такое оборудование подразделяют на:
- станки с диаметром шпинделя не более 125 мм – для обработки мелких и средних деталей;
- станки с диаметром шпинделя до 200 мм – для работы со средними и крупными деталями;
- станки с диаметром шпинделя до 320 мм – для особо крупных деталей.
Современные расточные станки отличаются:
- Низким трением подвижных узлов,
- Повышенной жесткостью и виброустойчивостью;
- Цифровой индикацией и программным обеспечением;
- Дистанционным контролем горизонтально-расточных работ.
Металлообрабатывающий завод «Бригантина» берется выполнить расточные работы на заготовках из следующих материалов:
- чугуна и углеродистых сталей;
- титана, нержавейки, бронзы и т. д.
Наши специалисты, обладающие высокой квалификацией, а парк новых современных станков позволяет качественно и точно обрабатывать детали любой сложности, минимизировав при этом финансовые и временные затраты заказчика.
Расточные работы по металлу: растачивание отверстий, виды точения
В статье расскажем про режимы и элементы резания при точении, про растачивание отверстий (расточные работы по металлу) на универсальном токарном станке, про основное затрачиваемое время. Также поговорим о том, что это такое, какие схемы и виды используются. Обработка цилиндрических металлических изделий – распространенная и востребованная операция по стали.
Основные понятия для токаря
Данная методика заключается в снятии верхнего слоя со стальной заготовки посредством режущего инструмента. Цель металлообработки – достижение определенных параметров и нужной степени шероховатости.
Технология заключается во взаимодействии двух подач – продольной и поперечной, чтобы добиться одновременного вращения изделия и перемещения резца. Помимо основной задачи на оборудовании можно выполнять ряд второстепенных процессов:
- нанесение внутренней и наружней резьбы;
- разрезание заготовки на две и более частей;
- создание канавок;
- координатно-расточные работы (горизонтальные и вертикальные), то есть тонкое растачивание отверстий;
- шлифование до обеспечения нужной степени шероховатости.
На аналогичных станках выполняют не только металлообработку, обработке подвергаются и другие материалы, в том числе дерево и пластмасса. Но наиболее востребованным является оборудование по стали.

Заготовки могут иметь цилиндрическую, конусообразную форму, в зависимости от того, как направлены полозья. Из них вытачивают такие детали, как:
- валы;
- шайбы;
- гайки;
- кольца для подшипников;
- зубчатые колеса (при наличии зубонарезной установки) и пр.
Технология активно используется как на производстве, так и в домашних условиях. Большинство заводов переходит с ручного управления на автоматизированное посредством ЧПУ – Числовое Программное Управление.
Основные стандарты прописаны в нормативном документе – ГОСТ 25762-83. Здесь указаны нормы работы, а также правила безопасности. Расчет мощности резания при точении и используемая технология выбирается в зависимости от прочности материала, длины заготовки и задач. При обработке чрезмерно длинного вала велика вероятность вибраций, поэтому процедура проводится на низких оборотах.

Действия самого станка заключаются в обеспечении вращательного движения (металлическая заготовка крепится с двух сторон) и подачи инструмента, которым может быть резец:
- отрезной;
- резьбовой;
- канавочный;
- расточный;
- проходной;
- фасочный и др.
Рабочая зона отличается повышенным количеством стружки. По этой причине токарные станки с ЧПУ часто оснащают устройством стружкоотведения, а также системой подачи смазки.
После окончания процесса оператор обязательно проводит контрольные измерения. Они заключаются в определении точных размеров посредством предельного калибра (в основном используется на серийном производстве) или штангенциркуля, или другого измерительного инструмента.
Для токаря важно правильно подобрать скорость и инструмент для металлообработки. Он должен быть из высокопрочной стали и всегда наточен. При контакте с металлом происходит значительный нагрев в месте соприкосновения, силы сцепления нарушаются, верхний слой снимается, превращаясь в стружку. Чтобы не убрать лишнее, необходимо оставлять припуски на токарную обработку при черновом и чистовом точении.
Теперь подробнее поговорим о том, какие стадии может проходить одна и та же заготовка.

Черновое твердое точение
Для начала скажем о том, что есть сверхчерновой вариант металлообработки, он же – обдирочный. В процессе обдирки происходит очень высокое напряжение на режущей кромке, в среднем около Q = 800/3000 см3 * мин-1. Первичные деформации происходят с активным выделением тепла и с высокой нагрузкой на сам резец – сила резания доходит до 10 000/60 000 N. Это может вызвать деформирование инструмента с последующим выходом из строя – полная потеря твердости инструментальной стали. Износ происходит быстрее и сильнее, когда деталь была произведена путем отливки или штамповки, поскольку эти методы металлообработки приводят к появлению твердых включений в материале, а удары об них существенно снижают длительность эксплуатации изделия.
При черновом режиме резания при точении фасок данные показатели немного ниже, но также остаются существенными, как и при обдирке. Мы рекомендуем выбирать резец в зависимости от стиля обработки. При непрерывном контакте минимизируется количество ударов, но возрастает выделение тепла и сила резания: по этой причине следует выбирать инструмент с большим пределом термостойкости. Обычно, в таких сплавах минимален процент оксида углерода, это низкоуглеродистые соединения. Они менее прочные, однако хуже подвергаются пластическим деформациям при нагреве.
Прерывистая техника подразумевает меньший контакт с заготовкой, а значит, более длительную эксплуатацию, поскольку шанс деформирования резца снижается. Но из-за циклических механических ударов хрупкий материал может быстро выйти из строя. Для таких черновых работ рекомендуется использовать инструмент из углеродистого сплава.
На данных двух этапах – обдирка и черновое точение, детали не имеют значения. Задача токаря – обтесать монолитный блок стали до необходимых размеров. При этом требуется оставить припуски, необходимые для последующей чистовой металлообработки – около 1 мм на все параметры. Шероховатость при этом не имеет значительного влияния, поскольку она не является конечной.

Получистовая обработка
Она необходима не повсеместно, в ряде случаев этот этап совершенно пропускается. Но когда требуется высокая точность изделия, то работы производятся с дополнительным промежуточным этапом. Берется более узкий резец, который производит снятие мелкой стружки. Отметим, что чем меньше съем слоя, тем дольше срок эксплуатации инструмента. Это обуславливается меньшим контактом поверхностей и, соответственно, уменьшенной выработкой тепла. В результате, деформации режущей кромки незначительны.
Отличительные черты высокоскоростного получистового точения:
- Скорость вращения заготовки и движения резца становится выше.
- Стружка тоньше.
- Контакт – непрерывный (в большинстве случаев).
- Снимается от 20 до 25 процентов припуска.
- Шероховатость 6,3…3,2 Ra.
- Фигура имеет форму, близкую к идеальной.
Отметим, что данная фаза металлообработки необходима для производства миниатюрных изделий, поскольку они имеют высокий класс точности. После изготовления деталь проходит стадию шлифовки и обретает эксплуатационную шероховатость – она значительно меньше исходной.

Операции для чистовой обработки поверхности
В большинстве случаев это итоговые процедуры. После идет только финишная шлифовка, также называемая тонкой.
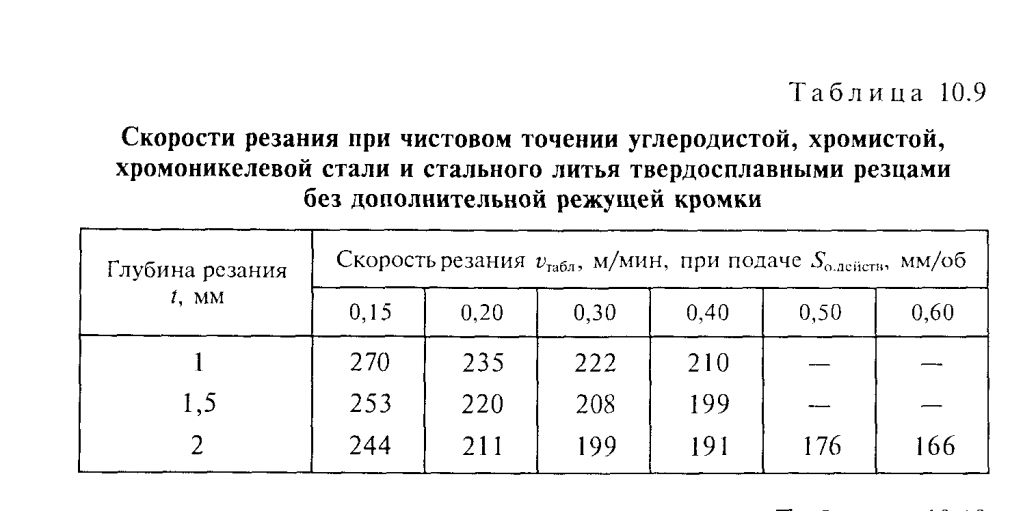
Интересно, что для данного типа можно использовать те же резцы, что и для обдирки. Это характерно для машиностроения, особенно при обтачивании крупногабаритных валов. Меняется только скорость подачи. Приведем данные в таблице:
| Класс чистоты | 4 | 5 | 6 |
| Скорость подачи, мм/об | 0,5-0,9 | 0,25-0,6 | 0,15-0,4 |
Но с учетом большой поверхности нельзя быть уверенным, что один инструмент гарантирует 2-3 классы точности, поскольку естественный износ режущей кромки в ходе использования увеличивается, превышая установленный допуск. Решить эту проблему можно одним способом – сократить путь, который проходит резец по площади, а добиться этого возможно только увеличением подачи.
Второй вариант – работать широкими резцами на высокой скорости. Необходимо делать два прохода: первый на глубине 0,15 мм, второй – на 0,2 мм. Так можно добиться высоких результатов.
Геометрия режущего инструмента выбирается, исходя из материала. Чем выше предел прочности, тем уже угол кромки.
Чтобы уменьшить трение и тем самым предотвратить термические деформации, рекомендовано использовать смазку. Большинство токарей раньше применяли состав, в который входят:
- 60% олифы.
- 30% скипидара.
- 10% керосина.
Сейчас применяют готовую смазку или концентрат СОЖ. Шероховатость при чистовом точении после второго прохода – 3,2…1,6 Ra. Добиться такой точности (6, 7 класс) можно, используя пластинки из твердой стали марки Т 15 К6 и скорость 100 – 250 м/мин. При таких оборотах на резце не образуются наросты, а значит, нет дефектов.
Если материал заготовки обладает высокой твердостью, то используют сплав Т 15 К4 – он еще более устойчив к температурным изменениям, поэтому можно развивать вращение до 400 – 500 м/мин.
При работе с чугуном применяют керамику. Такие пластины редко используются из-за своей дороговизны и быстрого износа, но для чугунных изделий с максимальным классом точности они не заменимы.
Стоит отметить что в данный момент широкое распространение получили токарные резцы с механическим креплением пластин. На рынке огромный выбор токарных резцов со сменными пластинами и твердосплавных сменных пластин различных форм и сплавов.
Что называется тонким точением: шероховатость и особенности
В ряде случаев процедура полностью заменяет шлифование, поскольку высококлассный токарь может добиться 1 – 2 класса точности и 8 – 10 – чистоты. Процесс срезания тончайшей стружки проходит при максимальной скорости вращения и минимальной подачей. Обязательным условием является хорошая наладка оборудования:
- биение шпинделя (вибрации) не более 0,005 мм;
- число оборотов – не менее 2 000 в минуту;
- точность установки резца не превышает 0,01 мм.
Инструменты изготавливаются из сталей марок ВК2, БКЗМ и Т30К4. Первые две больше подходят для высокопрочных материалов, чугуна.
Добиться высокой точности можно на станках, оснащенных ЧПУ. Компания «САРМАТ» осуществляет продажу и наладку оборудования с числовым программным управлением. При использовании станков с ЧПУ необходимо написать программу изготовления детали, используя G и М коды М команды, и загрузить их в систему ЧПУ.
Режимы при токарной обработке
Токарь выбирает технологию в зависимости от множества факторов:
- материал заготовки, его прочность;
- параметры цилиндра;
- точность наладки станка;
- используемый резец и пр.
В соответствии с этим регулируется скорость вращения, подача и некоторые другие факторы. Рассмотрим ниже.

Основные параметры
В основном они меняются в зависимости от экономической целесообразности процесса, а именно:
- производительности – как много деталей за короткий срок можно изготовить;
- качества – отсутствие дефектов и достижение высокой точности согласно ГОСТ;
- себестоимость и конечная стоимость изделия;
- износ оборудования;
- срок эксплуатации резцов;
- нормы безопасности на производстве.
В связи с этим высокоскоростное точение конуса или цилиндра на токарном станке на пределе возможностей – не всегда выгодное решение. Опишем основные параметры.
Глубина
Это размер срезанной стружки. Его заранее определяют, чтобы оставить припуск. В технических расчетах определяется по формуле: t = (D-d)/2, где:
D – диаметр заготовки; d – размер итоговой детали.
Осуществляется процедура обычно в 2 подхода, отсюда деление глубины резца на два.
Подача
Это поперечное перемещение резца по направляющим. Не всегда высокая скорость – это хорошо. Обычно производительность напрямую зависит от нее, но, к примеру, при повышении класса точности она должна быть невысокой, только так можно добиться правильной шероховатости. Существует продольное точение – это самый стандартный вид, когда вращается заготовка, а инструмент передвигается по линии. Второй тип, когда сам резец имеет два движения – горизонтальное и вращательное, применяется при сверлении и растачивании отверстий.
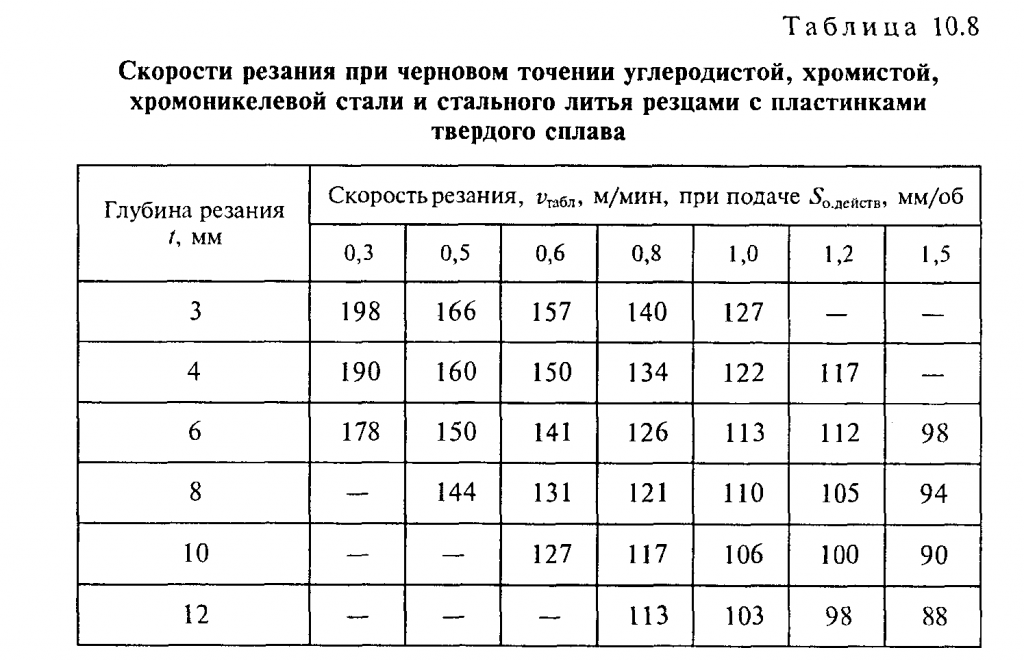
Скорость
Фактически это то, сколько метров поверхности будет обработано при перемещении режущей кромки на 1 мм. Параметр прямо зависит от количества оборотов заготовки и от подачи. Определяется по формуле:
Скорость резания при точении – таблицы для черновой и чистовой металлообработки:
Технология растачивания отверстий
Аналогичная процедура возможна посредством сверления, рассверливания или зенкерования, но такой метод обычно не позволяет достичь максимально верных размеров, а также требует специального оборудования.
Работы позволяют добиться 8 – 10 квалитета точности и 0.8…3.2 мкм шероховатости.
- Токари используют расточные резцы.
- Небольшой съем припуска с заготовки.
- Отведение стружки и подача смазки затруднены.
- Уменьшенная скорость резания.
Схемы обработки отверстий токарным точением
На изображении схематически показаны методы работы с внутренней стороной цилиндра:
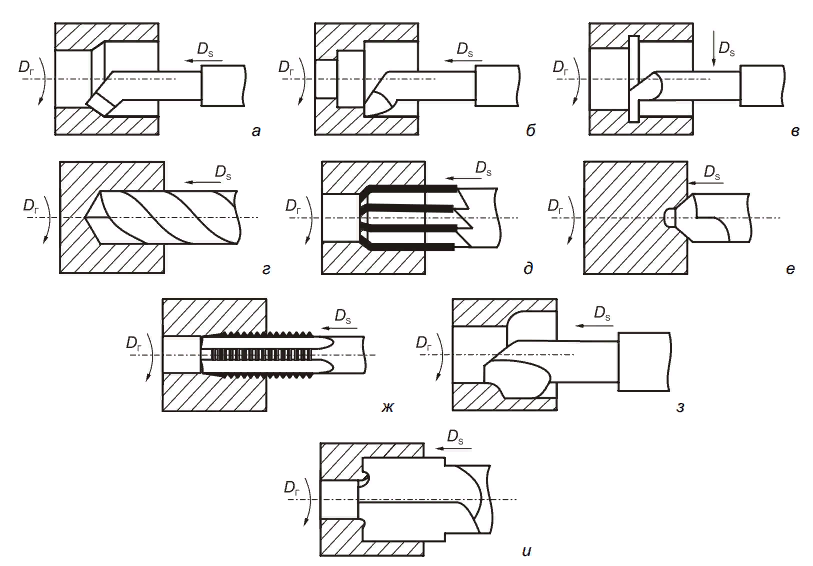
Выбирайте универсальное оборудование с ЧПУ от ООО ПКФ «САРМАТ» для высокоточной металлообработки.
Горизонтально-расточные работы
Посмотрите информацию о предприятиях, которые оказывают услугу «Горизонтально-расточные работы» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Горизонтально-расточные работы - это работы, выполняемые на станках горизонтально-расточной группы, позволяющих осуществлять обработку крупноразмерных заготовок. Принципиальной особенностью данных станков является горизонтальное расположение шпинделя (специального вала, имеющего регулируемую длину и зажимной механизм), совершающего вращательно-поступательное движение относительно своей оси.
Горизонтально-расточные работы
В промышленности, а также других сферах, в которых задействованы металлические конструкции, используется достаточно большое количество разнообразных методов металлообработки. Высоким уровнем популярности пользуются горизонтально-расточные работы.
Что такое горизонтально-расточные работы?
Горизонтально–расточные работы представляют собой достаточно трудоемкий и сложный процесс, в котором задействованы специализированные инструменты и станки, в том числе и горизонтально-расточной станок. Оборудование отличается от других видов тем, что шпиндель имеет горизонтальную ориентацию. По своей конструкции техника схожа с обычными токарно-винторезными вариантами, за исключением следующих отличий:
- Нет задней бабки. Она заменена подвижным люнетом.
- Планшайба, установленная на шпинделе, позволяет смещать резец по оси вращения.
- Есть стол для закрепления обрабатываемой детали.
Виды горизонтально-расточных работ
Горизонтально-расточные работы подразделяются на несколько категорий в соответствии с используемыми станками и их конкретной комплектацией. Также выделяют чистовые и черновые работы. Подобная техника обработки металлических заготовок оправдана при работе с объемными деталями. Станки способны:
- Нанести резьбу.
- Расточить отверстия и т.п.
Горизонтально-расточная обработка подходит для работы с разными металлами и их сплавами. Чаще всего обработке подвергаются изделия, изготовленные из чугуна или стали.
Применение горизонтально-расточных работ на предприятиях
Услуги горизонтально-расточной обработки предлагаются практически всеми компаниями, функционирующими в сфере металлообработки разных видов. Такие работы в первую очередь направлены на обработку уже имеющихся в заготовках отверстий, для дополнительной шлифовки параметров, включая такие важные моменты как:
- изменение диаметра;
- обработка краев;
- устранение повреждений;
- зачистка поверхности металла.
Предприятия, производящие горизонтально-расточные работы, оборудованы всей необходимой техникой, позволяющей добиться максимально высокого качества обработки металлической заготовки. Грамотно выполненные работы исключают риск появления даже незначительных отклонений в параметрах изделий, способных привести к нестыковкам, сбоям в работе и т.п.
Весь процесс проводится в соответствии с предоставленным заказчиком услуги ТЗ и требованиями, перечисленными в ЕСКД.
Портал «Металлообработчики» в Московской области:
Координатно-расточные работы
Посмотрите информацию о предприятиях, которые оказывают услугу «Координатно-расточные работы» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Координатно-расточные работы - это вид механической обработки, применяемый в отношении отверстий, для которых особое значение имеет их максимально точное взаимное расположение относительно базовых поверхностей. Данные работы выполняются на координатно-расточных станках, оснащенных универсальными поворотными столами и специальными высокоточными устройствами измерения различных типов. Это позволяет отслеживать перемещения подвижных частей станка и выполнять обработку заготовок без использования каких-либо приспособлений, направляющих инструмент.
Координатно-расточные работы
Современного состояния техники невозможно было бы достичь без применения координатно-расточных работ, связанных с получением деталей с высокой точностью и высоким качеством готовой поверхности. Для чего они нужны? В чем их суть? Как они выполняются и на какие виды разделяются? Давайте поговорим об этом!
Математика и обработка металла
При производстве большого числа изделий важно точное соответствие расчетным параметрам и значениям, необходимым для стабильной работы устройств. Это особенно важно в телах вращения и при стыковке отдельных узлов друг с другом, например, в карданных валах, где малейшее отклонение местоположения хотя бы одной из точек крепления неминуемо приведет к появлению биений. Для изготовления таких деталей или их прототипов и необходима координатно-расточная обработка.
Расточная обработка и координатный стол
Иными словами, это расточная обработка, проводимая с применением координатных столов. Если расточная обработка, как и выполняющий ее расточной станок, призваны обеспечить точное соответствие между отверстиями, их соосность и соответствие их диаметра нормативному, то координатный стол, или координатный станок, позволяет идеально позиционировать инструмент на обрабатываемой заготовке. Комплекс из расточного станка и координатного стола и представляют собой координатно-расточной станок. Обладающий уже гораздо большими возможностями. С его помощью можно выполнять:
- сверление;
- чистовое фрезерование;
- разметку и проверку межосевых центров;
- зенкерование отверстий.
Это позволяет уверенно производить изделия высокой сложности, такие как:
- пуансоны;
- держатели пуансонов;
- матрицы;
- сверлильные кондукторы;
- фланцы;
- штифтовые соединения;
- отверстия полумуфт;
- детали, точно сопрягающиеся между собой;
- соосные детали.
Немаловажным остается и тот факт, что на одном станке может проводиться как вертикально-расточная, так и горизонтально-расточная обработка.
Область применения
Современные координатно-расточные станки применяются на предприятиях машиностроительной отрасли там, где нужно получить изделия, имеющие четко заданные геометрические характеристики, в частности те, которые получить без применения координатного стола не получится. Предприятия, производящие координатно-расточные работы, как правило, выполняют их для себя. Поскольку стоимость оборудования данного класса высока, то услуги расточного станка по изготовлению нужных деталей, например, кондукторов для сверления фланцев, востребованных в ЖКХ, могут быть предложены всем желающим. Координатно-расточные работы — это работы высокой точности, связанные с применением инструмента в горизонтальной и вертикальной плоскости при обработке металла резанием с применением сложного высокоточного оборудования. С их помощью получают детали, которые идеально сопрягаются между собой, а также изделия, отвечающие самым высоким стандартам качества.
Портал «Металлообработчики» в Ленинградской области:
Читайте также: