Растянутый металл на кузове автомобиля
Обновлено: 20.09.2024
В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски
- ремонт 1 – устранение повреждений в легкодоступных местах (до 20 % поверхности детали)
- ремонт 2 – устранение повреждений со сваркой, или ремонт № 1 на поверхности детали, деформированной до 50 %
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей или изготовленной из последних)
- замена – замена поврежденной детали кузова деталью из запасных частей
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних
Деформированные поверхности ремонтируют путем механического или термического воздействия на металл, а также заполнением вмятин быстрозатвердевающими пластиками или припоем.
Правка кузова механическим воздействием предусматривает работы по растяжке, выдавливанию и рихтовке деформированных частей кузова для придания им первоначальных форм и конфигураций.
Правку детали кузова выполняют в горячем и холодном состоянии. Для правки и рихтовки кузова применяют комплект инструментов и приспособлений, в который входят ручные инструменты, гидравлические цилиндры с насосом и приспособления для вытяжки поврежденных мест.
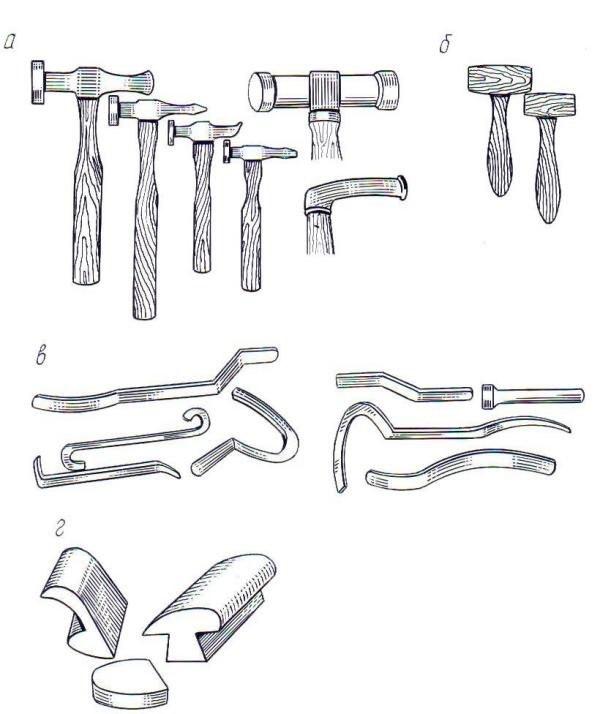
Рис. Комплект инструментов и приспособлений для ремонта кузова:
а – молотки; б – киянки; в – специальные оправки; г – поддержки
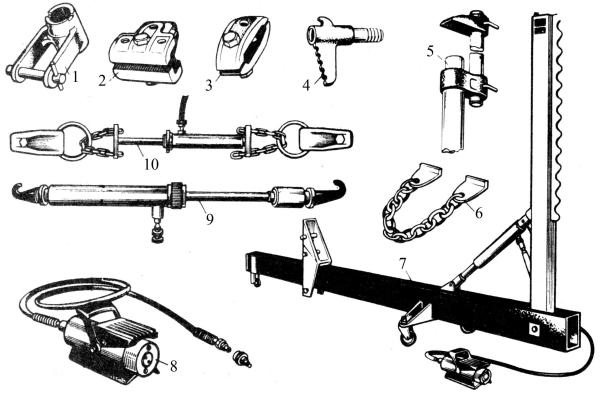
Рис. Комплект приспособлений для правки кузова:
1 – оправка для вытягивания вогнутых деталей; 2, 3 – самозакрепляющие гидравлические зажимы; 4 – оправка с зубцами для захвата; 5 – гидравлическая струбцина; 6 – двойной захват; 7 – устройство для правки кузова; 8 – гидравлический насос; 9 – натяжной цилиндр с захватами; 10 – натяжной цилиндр с вытягивающим устройством
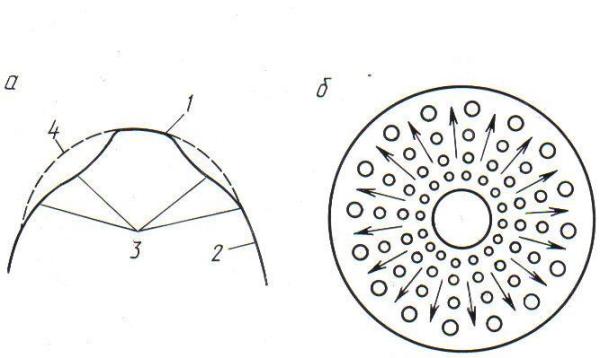
Рис. Устранение выпучин в панелях кузова без нагрева:
а – участок панели с выпучиной; б – схема направления удара молотком;
1 – выпучина; 2 – панель; 3 – участки панели, подлежащие растягиванию рихтовкой с помощью молотка; 4 – кривизна панели после правки выпучины
Устранение выпучин в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла. При правке образуется плавный переход от наиболее высокой части выпучины к окружающей ее поверхности панели.
Для этого в направлении от металла, окружающего выпучину, к выгнутой части поверхности наносят молотком серию последовательных ударов по кругу. По мере приближения молотка к границе выпучины силу удара уменьшают. Чем больше число окружностей на панели при рихтовке, тем плавнее получится переход от выпучины к неповрежденной части металла.
Правку деформированных поверхностей выполняют с помощью киянки и фасонных плит или наковален специального профиля.
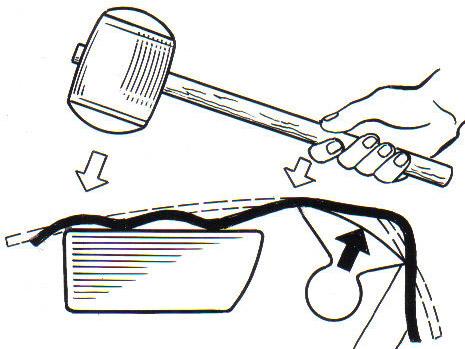
Рис. Восстановление формы деталей с помощью рихтовочного инструмента
Правку в нагретом состоянии производят двумя способами:
- нагревом с последующим охлаждением
- нагревом с осаждением металла ударным воздействием
Нагрев и быстрое охлаждение выпуклости основаны на использовании процессов расширения и усадки металла. Нагрев металла осуществляют угольным электродом сварочного аппарата или пламенем газовой горелки. При нагреве небольшой круг металла быстро разогревается докрасна, пластичность металла при этом возрастает. Так как расширению нагретого металла препятствует менее нагретый окружающий металл, увеличение объема нагретого металла происходит за счет его утолщения. При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг холодным металлом. Так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть окружающего металла. Ускорения процесса осадки металла добиваются уменьшением скорости распространения тепла создавая вокруг нагретой части металла кольцо из мокрой ткани, выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Резкое охлаждение нагретого участка кузова производят смоченным водой тампоном из асбеста или ветоши. Охлаждение металла приводит к нужной осадке и принятию поверхностью кузова требуемого профиля. При устранении выпуклости данным методом поверхность охлаждают в последовательности, указанной на рисунке:
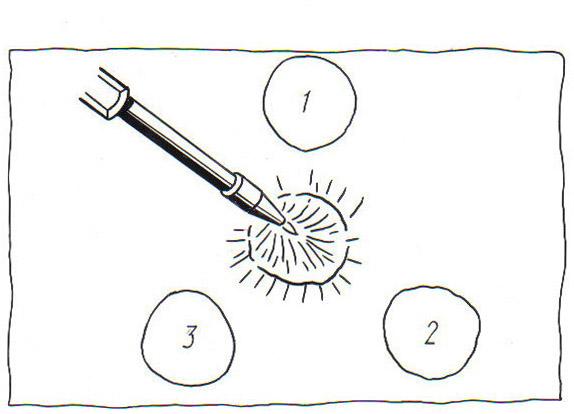
Рис. Последовательность охлаждения нагретой поверхности кузова с выпуклостью
Нагрев выпуклости (вмятины) и осадку металла производят в такой последовательности. Металл разогревают докрасна (диаметр круга при разогреве не более 10 мм при толщине металла 0,6…0,8 мм). Под нагретый участок устанавливают ручную наковальню. Киянкой при устранении выпуклости или молотком-гладилкой при устранении вмятины выстукивают не покрасневший металл вокруг нагретой точки, а затем нагретую точку.
Последовательность предварительного нагрева и нанесения ударов при устранении обширных выпуклостей (вмятин) зависит от формы выпуклости. Если выпуклость круглая, то точки ударов 1…4 располагают по спирали в направлении от периферии к центру, если выпуклость длинная и узкая, точки ударов 1…16 располагают узкими рядами.

Рис. Последовательность нагрева и охлаждения металла при устранении выпуклостей
Устранение вмятин в труднодоступных местах производят с помощью рычагов, опорных плит и специального приспособления ударного типа. На рисунке приведены схемы правки и примеры исправления элементов кузова с использованием рычагов.

Рис. Устранение вмятин в труднодоступных местах рычагами:
а – исправление деформированного участка с помощью рычага-прижима; б – исправление вмятин с помощью молотка и рычага-прижима; в – ввод рычага-прижима ударом молотка между деформированной частью панели и короба; г – примеры исправления вмятин под усилителями капота, каркасом двери и в скрытой полости переднего крыла
Вмятины, расположенные под усилителями, устраняют плоскими рычагами. Выштамповки и ребра жесткости на открытых участках восстанавливают с помощью опорных плит и специального зубила. Заломы и вмятины панелей дверей, а также крыльев выправляют рычагами, используя в качестве опоры внутренние элементы панелей капота, дверей, щитка брызговика и т. д.
Неровности на панелях можно выравнивать с помощью полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отверждения, припоя. Полиэфирные шпатлевки образуют надежные соединения с панелями, зачищенными до металла. Это двухкомпонентные материалы, содержащие ненасыщенную полиэфирную смолу и отвердитель, который является катализатором для быстрого отверждения смеси независимо от толщины слоя шпатлевки. Время сушки при температуре 20 ‘С составляет 15-20 мин. При этом нет необходимости наносить несколько слоев шпатлевки, что сокращает продолжительность ее нанесения.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для его нанесения на металлическую поверхность панели, он приобретает при температуре 150-160 ‘С. Поверхность, подлежащую заполнению, тщательно очищают от ржавчины, окалины, старой краски и других загрязнений. Для лучшей адгезии рекомендуется на поверхности металла создать шероховатости с помощью абразивного инструмента. Для нанесения термопластика участок, подлежащий выравниванию, нагревают до температуры 170-180 ‘С и наносят первый тонкий слой порошка, который укатывают металлическим катком, затем наносят второй слой и так до заполнения неровности. Каждый слой укатывают до получения монолитный пластичной массы. После отверждения слой зачищают и выравнивают шлифовальной машинкой.
Пораженные коррозией участки панелей кузова можно ремонтировать эпоксидными мастиками холодного отверждения, которые обладают высокой адгезией, достаточной прочностью и легко наносятся на поврежденные участки.
Припои ПОССу-18, ПОССу-20 применяют для выравнивания участков, наращивания кромок деталей и устранения зазора. Для предотвращения коррозии металла лучше применять бескислотный способ нанесения припоя.
Для устранения перекоса кузовов средней, повышенной или особой сложности используют передвижные силовые устройства и универсальные стенды.
Правку кузовов на стендах или передвижных устройствах следует осуществлять с учетом ряда рекомендаций.
Перед растяжкой производят крепление силового устройства, располагая его на центральной оси перпендикулярно к деформированному участку.
Цепь крепят в центре деформированного участка с помощью зажимов; если лист панели, подвергаемой правке, ослаблен, то к нему приваривают усилительную пластину. Цепь прикрепляют перпендикулярно к вертикальному рычагу устройства, точно соблюдая ось правки и принимая во внимание то, что наибольшее усилие развивается на головке силового цилиндра.
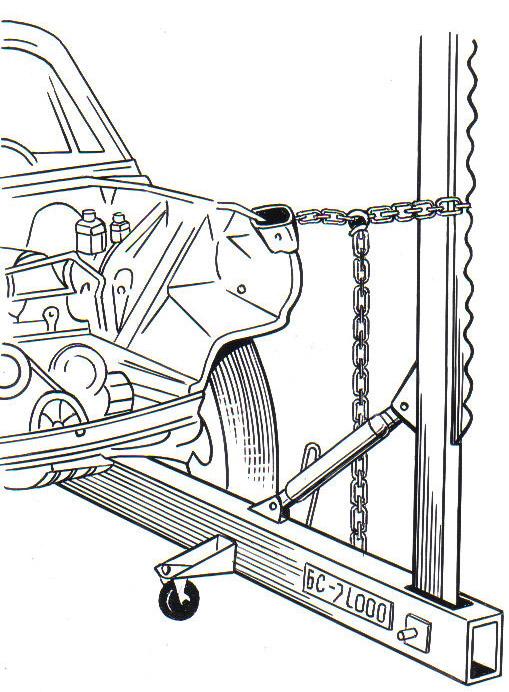
Рис. Установка устройства для правки кузова на автомобиле
По мере увеличения высоты закрепления цепи на рычаге усилие на штоке гидроцилиндра плавно уменьшается. Минимальное усилие растяжения создается на верхнем конце вертикального рычага. Растяжку начинают при минимальном ходе штока гидроцилиндра. Угол, образуемый вертикальным рычагом с горизонтальной балкой устройства, должен быть острым, что позволяет производить растяжку, не укорачивая цепь.
Как убрать хлопун на металле

Здравствуйте дорогие читатели блога kuzov.info!
В этой статье поговорим о том, как убрать хлопун на металле и, в целом, о том как правильно осаживать металл кузова.
Так называемый «хлопун» – это растянутый металл. Площадь металла при растягивании увеличивается, излишний металл образует выпуклый «бугор». При попытке убрать такой «хлопун», Вы столкнётесь с тем, что он целиком провалится, то есть излишняя выпуклость превратится в вогнутость. Сколько не старайтесь убрать «хлопун», простукивая его молотком, подкладывая при этом поддержку, у Вас не получится стабилизировать металл. Как же быть в таком случае? В этой статье мы рассмотрим методы и инструменты для устранения нестабильности растянутого металла панелей кузова. Но сначала давайте немного разберёмся, по какой причине возникает «хлопун». Как было написано выше, «хлопун» — это, чаще всего, растянутый металл, которому некуда деться и он перемещается в выпуклость металла. Это действительно так, но бывает, что металл, в принципе, ровный, но нестабильный, при лёгком нажатии прогибается и не возвращается, пока не нажмёшь металл где-нибудь рядом, либо немного не поможешь этому металлу с обратной стороны. В такой ситуации одной из вероятных причин может быть не выправленное до конца ребро жёсткости. Также, может быть не до конца отрихтованы другие прилегающие области. Нужно понимать, что все области панели кузова взаимосвязаны. Одна вмятина или бугорок может влиять на соседнюю область. Нужно стараться понять повреждение, распутать как головоломку. Как я уже писал в одной из статей о рихтовке с помощью молотка, гладилки и поддержки, когда образуется вмятина на выпуклой поверхности, то металл не просто прогибается, а образуются возвышения по краям вмятины. В этом случае, нужно, надавливая поддержкой с обратной стороны углубления, простучать металл вокруг вмятины, не попадая по поддержке.
Методы и инструменты для осаживания металла
Существует два основных метода осаживания растянутого металла: холодное осаживание, которое происходит с помощью молотка, гладилки и поддержки со специальной насечкой и осаживание нагревом. Листовой металл при растягивании становится тоньше. Принцип осаживания нагревом в том, что при нагревании металл начинает расширяться, но холодный металл вокруг не даёт нагретому металлу расшириться. Таким образом, происходит утолщение нагретого металла и неестественно вытянутая поверхность возвращается в нормальное состояние.
Молоток, поддержка со специальной насечкой на рабочей поверхности
Эти инструменты имеют насечку на своих рабочих поверхностях. Насечка при ударе отпечатывается на поверхности растянутого металле и тем самым сжимает его. Растянутый металл сокращается, выпуклость становится меньше или вообще исчезает. Таким образом, металл осаживается. При применении такого метода нужно использовать контропору (поддержку) с обратной стороны металла, которая тоже может иметь насечку. Для больших площадей лучше использовать гладилку с насечкой. В отдельной статье я покажу, как можно изготовить такую гладилку из напильнику своими руками.
Споттер и графитовый стержень

При наличии споттера можно легко решить проблему растянутого металла. Для этих целей на споттере предусмотрены специальные режимы. Можно осаживать точками, регулируя силу тока и продолжительность импульсов. Для этого в наборе со споттером есть специальная насадка. Такой режим осаживания более мягкий, дозированный. Нужно начинать с настроек, дающих слабый импульс. При необходимости можно увеличить импульс. Также есть режим осаживания для применения с графитовым стержнем. Этот режим даёт непрерывный ток через графитовый стержень, который нагревается и передаёт нагрев листовому металлу. Сила тока регулируется. Таким способом можно осаживать металл очень быстро и работать на больших площадях.
Осаживание сварочным полуавтоматом
Смысл метода в нагреве металла с помощью точек в местах выпуклости растянутого металла. Сразу после нагрева можно простукивать металл молотком, подставляя с обратной стороны поддержку. Поддержку нужно держать с зазором от простукиваемой поверхности. Лучше, чтобы она имела меньшую выпуклость, чем простукиваемая поверхность. Можно также охлаждать, нагретый таким способом металл, с помощью мокрой тряпки, либо сжатого воздуха.
Осаживание кислородно-ацетиленовой горелкой

Растянутый металл нагревается пламенем газовой горелки до вишнево-красного цвета (в качестве газа используется ацетилен и кислород). Нагревать нужно наиболее выпуклый участок металла. В нагретом металле происходит процесс сжатия, который приводит к усадке металла. Пламя горелки нужно расположить перпендикулярно поверхности металла. Это даст гарантию того, что нагревать Вы будете только маленькое пятно. Если площадь растянутого металла, требующая осаживания обширная, то нагрев нужно производить сегментами, переходя с одной области на другую. После нагрева можно несильно простучать область вокруг нагретого пятна, используя молоток и поддержку. Таким образом, вы помогаете утолщаться металлу, сводя его к центру нагретого пятна. Нужно помнить, что при прогреве листовой металл получает напряжения, утолщается и теряет эластичность. Всё это может в дальнейшем усложнить рихтовку. Поэтому нужно пользоваться методом нагрева осторожно и только в нужных местах.
Осаживание осадочным диском (shrinking disk)

Осадочный диск изготавливается из высокопрочной нержавеющей стали. Действует нагревом для осаждения растянутого металла. Он устанавливается на угло-шлифовальную машинку (болгарку), желательно с регулировкой скорости вращения. Нагрев происходит благодаря трению. После нагрева и последующего охлаждения растянутый металл сжимается и принимает нужные формы. Результат получается отличный и, нет опасности, перегреть или испортить панель, как это можно сделать в случае с нагревом кислородно-ацетиленовой горелкой. С помощью такого диска можно работать на большой площади и устранять целую серию «бугров» растянутого металла. Осадочный диск применим на разных видах листового металла, в том числе на алюминии. Он также может осаживать небольшие «бугорки» металла, растянутого в процессе рихтовки молотком. Осадочные диски бывают разных размеров, предназначенные для более удобной работы с разными повреждёнными участками. Более подробно об этом диске можете почитать здесь.
Усиление листового металла профильными усилителями с обратной стороны панели
Этот способ не вернёт растянутый металл в первоначальное состояние, но поможет усилить потерявшую жёсткость поверхность. Бывает, что кузовная панель после рихтовки приобрела нужную форму, но не имеет достаточной жёсткости. Это бывает при ремонте кузовной панели, имеющей большую площадь, в основном, при рихтовании крыши автомобиля. В этом случае целесообразно использовать дополнительный усилитель, который можно взять из демонтированных панелей кузова, оставшихся после других ремонтов.
Новичку: как выбрать листовой материал ?

Добрый день. Я новичок и хочу спросить знающих людей — как правильно выбрать листовой материал на заплатки для кузова ?
Метки: заплатки, сварка
Комментарии 42
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

старую кузовню на заплатки само то пользовать.
она норм прогрунтована и грунт там заводской эпоксидный или катафорезный. (ну это касаемо япавто 80х-90х)
в плане коррозионной стойкости лучше чем новый металл с металлобазы который из вторсырья гонят


бери от холодильников )))))

бери холоднокатаный и такой же толщины как и машина. я свою варил 1,2мм хк — она вся из него сделана

хорошо использовать лист 1мм хк.больше смысла нет. изредка нужен лист 2мм. довольно часто есть смысл вместо одного листа 2мм использовать 1мм+1мм, которые держатся на точках, для этого в одном листе делаются отверстия и через них сваривается, предварительно покрыв грунтом.можно еще между листами смазать смазкой типа пуш. сала или аналогов, правда стреляет и дымит но внутри жирный слой остается почти везде
хорошо использовать для латок.особенно силовых и внутренних частей. нержавеющую сталь, она очень хорошо и мягко варится с черной сталью обычным полуавтоматом +со2
можно использовать оцинковку, но я не пробовал
также хорошо использовать железо старых авто.оно сразу окрашено .имеет состав. который не сразу гниет .старые мерседес, бмв для этого хорошо подходят, например битый капот со свалки
посмотрел на эффект холодного цинкования — впечатлился. на ютубе можете найти видео, где снимают детали через год эксплуатации. это вместо пушсала и тп
любой цинк вокруг сварки сгорит. что мешает начаться коррозии?а вот пушсало между листами сильно помешает.оно стоит копейки(я использую немного другие но подобные материалы) а эффект дает потрясающий
думал об этом. .можно зачистить до блеска металл на шве и снова покрыть холодным цинком
внутри зачистить невозможно

По толщине металла кузова, этож элементарно.
купил сварку, друг припер с работы два листа горяч металла 0.6 и 1.0 мм
Варить советуют преимущественно встык, если не лонжерон конечно… Кароч проволока 0.8 заплатка 0.6, сплошные прожоги, на любых настройках полуавтомата.
плюнул, купил проволоку 0.6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…

ГК металлопрокат (в России) сейчас от 1,5 мм… 0,6 и 1 мм — это ХК прокат.
да ну! ХК можно взять какой угодно! хоть 0,8, хоть 2мм
sboomer, те не понял, что я написал… объясняю:
ХК — да…от жести, до 4 мм (но в доступе как правило не более 3 мм — это со старого стана ММК).
Я говорил именно про то, что ГК идет ТОЛЬКО от 1,5 мм (сейчас в России)…если нужно ТОНЬШЕ, то это уже ХК…
если разбираешся то думаю ты прав, я по памяти мог ошибаться
На автоваз поставляет ММК, НЛМК.
Желательно взять сталь типа 08Ю. Можно 001ЮТ
Ремонт деталей с растянутыми поверхностями металла
Глубокие вмятины, образовавшиеся в результате значительных местных деформаций, имеют растянутую поверхность металла. В результате этого при правке вмятины образуются неровности металла — выпучины. Выпучины могут также возникнуть из-за растяжения металла при неправильной выколотке или рихтовке.
Устраняют выпучины холодной или горячей правкой.
Холодную правку выполняют следующим образом.
При наличии на детали одной выпучины ее устраняют путем сгона за счет растяжки металла по концентрическим кругам или по радиусам от выпучины к неповрежденной части металла, силу ударов молотка следует увеличивать по мере удаления от границ выпучины.
Схема устранения выпучины при холодной правке показана на рисунке. Кружками обозначены места нанесения ударов молотком, а стрелками — направление правки.
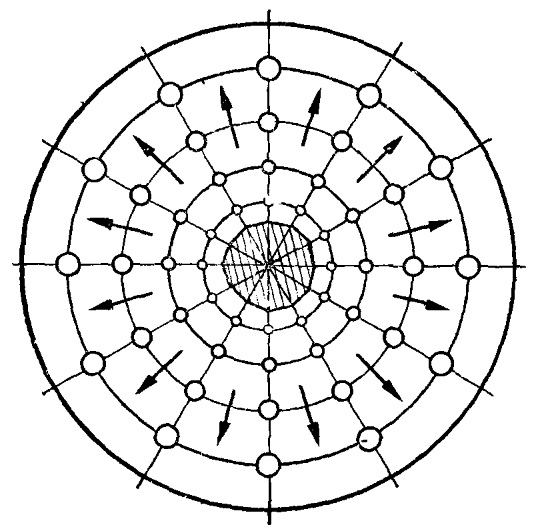
Рис. Схема устранения выпучины при холодной правке
При наличии на детали нескольких находящихся рядом выпучин вначале необходимо растянуть участок поверхности между ними, сводя все выпучины в одну, а затем (в зависимости от формы образовавшейся выпучины) определить места дальнейшей растяжки и произвести окончательную правку поврежденного участка.
Для ускорения правки глубоких выпучин с большим растяжением металла допускается просверлить выпучину в нескольких местах, произвести правку поврежденного участка, после чего заварить просверленные отверстия и зачистить места сварки.
Отремонтированный холодной правкой участок детали становится более выпуклым по сравнению с нормальной его формой, но имеет правильные очертания кривизны.
Вместе с тем этот способ устранения вмятин трудоемкий, сильно растягивает и упрочняет металл (в результате наклепа), что отрицательно влияет на его пластические свойства. Поэтому применяют холодную правку выпучин, как правило, для ремонта незначительно растянутых участков детали.
Горячую правку выпучин выполняют двумя способами:
- стягиванием металла с помощью нагрева
- стягиванием металла с помощью нагрева и осаживания
Для стягивания металла с помощью нагрева необходимо нагреть выпучину пламенем газовой горелки до вишнево-красного цвета. Размер нагретого участка не должен превышать размера выпучины. При этом в разогретом пятне металла возникают напряжения сжатия, действующие по всем направлениям, что приводит к посадке металла и правке выпучины. Кроме сплошного нагрева можно применять нагрев выпучины кольцами или полосами. Видимая ширина зоны нагрева колец в этом случае должна быть 10…12 мм, а полосы (одна или две) должны проходить через центр выпучины. Если после первого нагрева неровность металла не удается полностью устранить, производят повторный нагрев выпучины в последовательности, показанной на рисунке.

Рис. Последовательность повторного нагрева поверхности выпучины при стягивании
Для стягивания металла с помощью нагрева и осаживания необходимо нагреть пламенем газовой горелки до вишнево-красного цвета самый высокий участок выпучины и осадить его с помощью плоской поддержки и киянки. Нагревая и осаживая остальные участки выпучины в последовательности, показанной на рисунке, окончательно выравнивают поврежденный участок детали.
Процесс стягивания следует проводить осторожно, чтобы не осадить металл слишком сильно, так как небрежное и неправильное стягивание приводит к появлению больших напряжений в металле, чрезмерному изменению толщины листового материала и усложняет последующую рихтовку детали.

Рис. Стягивание металла с помощью нагрева и осаживания: А — направление ударов киянки; Б — место нагрева
Растянутые участки металла чаще всего встречаются на крыльях автомобиля (бортах крыльев), имеющих аварийные повреждения.
Растянутый борт крыла ремонтируют одним из следующих способов:
- набором складок гофра с последующим их осаживанием в холодном состоянии, если борт не глубокий и не сильно растянут;
- набором складок гофра с последующим их осаживанием в нагретом состоянии, если борт глубокий и сильно растянут;
- вырезкой лишнего металла из борта.
При ремонте осаживанием в холодном состоянии работу следует выполнять в такой последовательности:
- наметить мелом по шаблону растянутый участок крыла;
- сжать крыло до образования на растянутом участке V-образной складки гофра и получения правильной формы крыла, для облегчения образования складки борт на растянутом участке оттянуть рукой;
- продолжая сжимать крыло, наносить удары вытяжным молотком или киянкой по складке гофра, постепенно уменьшая нажатие. Удары молотка или киянки сжимают растянутый участок борта, и, если растяжение небольшое, крыло в этом месте принимает правильную форму.
Таким же способом стягивают остальные растянутые участки до получения правильной формы крыла.
Последовательность работ при ремонте осаживанием с нагревом та же, что и при ремонте осаживанием в холодном состоянии. Складку гофра в этом случае следует нагревать пламенем газовой горелки до вишнево-красного цвета, а осадку производить вытяжным молотком с помощью подставленной под складку поддержки. Нажим на крыло при осадке гофра должен быть таким, чтобы не позволить гофру свободно распрямиться и чтобы в месте гофра не образовалась загнутая складка. Если одного нагрева и осаживания гофра будет недостаточно, операцию повторять до тех пор, пока форма борта не станет правильной.
Контроль правки гофров в холодном и нагретом состоянии осуществлять с помощью шаблонов.
Ремонт крыла вырезкой лишнего металла из борта выполняют в следующем порядке:

Рис. Ремонт растянутого борта крыла (стрелками показано направление сжатия крыла): 1 — контур растянутого крыла; 2 — место растяжения; 3 — контур исправленного крыла; 4 — гофр; 5 — место разреза гофра; 6 — граница лишнего металла
Растягивать борт крыла (если он стянут) можно в холодном состоянии или с нагревом в зависимости от величины деформации.
Этот процесс противоположен процессу стягивания. Нагретый до вишнево-красного цвета стянутый участок легко поддается растягивающему усилию.
Простой способ усадки вытянувшегося (лишнего) металла
В этой статье я расскажу про достаточно простой и недорогой метод усадки вытянувшегося (лишнего) металла, что часто приходится встречать при кузовном ремонте автомобилей.
Маленькая хитрость, а может для кого-то это будет откровением?
Если вы занимаетесь кузовным работами, то, наверняка, встречались с такой травмой кузова, как сильная вмятость на лицевой стороне детали. Будь то дверь, крыло или даже крыша. Разберем этот дефект подробнее.
При ДТП и ударе в достаточно большую площадь кузовного элемента получается большая вмятина, при исправлении которой возникает вопрос:
«Куда девать избытки железа, которое вытянулось после удара и не хочет вставать на место?»
Да, именно, так называемая «хлопушка» (лягушка, пузырь, или просто пузо), которая играет при нажатии в разных местах кузовного дефекта, то выскакивая шишкой, то вминаясь и превращаясь в глубокую вмятину.
Для грамотных спецов, это не есть трудная задача. Играющая поверхность прогревается газом (ацетилен плюс кислород) в некоторых точках, резко охлаждается и дело в шляпе… Железо натягивается, благодаря своим физическим свойствам и играющая «хлопушка» пропадает.
Для решения проблемы с нагревом вытянувшегося железа если у вас нет «Газового поста», кто не знает - так называются два баллона с газом, один с ацетиленом, второй с кислородом, а также много метров специальных резиновых шлангов, на конце которых устанавливается специальная «газовая горелка», есть вариант попроще.
Возможно, газового поста нет по многим причинам:
- не хочется заморачиваться с огромными баллонами (обмен, заправка, доставка и т.п.);
- всё это удовольствие стоит немалых денег;
- и, в конце концов, занимает немало места!
Да и потом, такая проблема возникает не так уж и часто, но если уж возникла, то что, опять бежать к соседу, владельцу «газового поста» и просить о помощи?
Я думаю, что прочитав до конца статью, вы больше никогда не станете считать устранение «хлопушки» трудным и неразрешимым делом. Я знаю, как за неимением нужного оборудования решается эта проблема, пробиваются острым концом молотка вмятины, чтобы натянуть железо, накладываются толстые слои шпатлевки… и т.п.
Проблема решается достаточно просто и банально. Идем в магазин строительных материалов и покупаем обычную газовую горелку с обычным Газпромовским баллоном. Да - да, именно ту, при помощи которой в голливудских фильмах пытают хороших парней.
Стоимость такой горелки, в зависимости от наворотов от 500 до 1500 рублей. Аэрозольный баллончик с газом стоит порядка 50-100 рублей (Указана стоимость расходников на момент написания статьи).
Удобная вещь - с регулировкой подачи газа и пьезоподжигом.
Это конечно не ацетилен с кислородом и металл не разрежет, но уверяю вас, что для кузовного ремонта, прогреть до красна и осадить металл, вполне хватит. Одного баллона газа вполне достаточно для ремонта 2-3 даже сложных элементов кузова.
Комментарии
Привет всем.
Сейчас купить графитовый стержень не проблема, на рынке как грязи. Феном можно греть, только надо ставить насадку на выходе в которой диаметр 10 мм. Нагревает точку.
А еще можно осадить металл молотком на ударной пятке которого сделана насечка (как на топориках для отбивных) только мелкая.
Я нарезал отрезным кругом болгаркой.Для большего эффекта поддержку лучше использовать свинцовую. Вариантов усадки множество и выбирай любой.
Всем удачи.
Я грею строительным феном, когда горелки нет рядом. советую и вам купить-в гараже пригодится, вполне хватает для таких "хлопушек". и для других дел (снять толстый слой краски когда пылить болгаркой неохота. ремонт бамперов и т.д.)
Фен нагревает слишком большую площадь, поэтому это самый крайний вариант, если нет ни горелки, ни споттера. Ну на крайняк можно греть угольком и полуавтоматом. Я раньше так делал, в качестве уголька использовал щетки от электродвигателя.
Любое нагревание металла ухудшает его свойства, споттер в меньшей степени.
Остужают обычно разогретый металл мокрой тряпкой или сжатым воздухом из компрессора.
Занимаюсь кузовным ремонтом более 20 лет, всегда слежу за всеми "ноу-хау". Натянуть метал газовой горелкой можно, а отрихтовать его нормально - вряд ли.
Этот метод годиться только для равномерных хлопунов. Ведь ацетиленовая горелочка прогревает маленькую площадь, размером с копеечку, а эта горелка ?
А споттер, - можно сделать и самому, наберите на Ютубе "споттер своими руками".
Вот только и им посадки делать надо уметь. На вопрос где греть, однозначно ответить нельзя, все зависит от повреждения, обычно металл начинают садить начиная от краев и сгоняют его к центру. Но все одно лучше хотя бы один раз увидеть, на словах всех тонкостей не объяснить.
Те, кто профессионально занимается рихтовкой, может потратиться один раз на споттер (обратный молоток, который занимает немного места и окупает свою стоимость в несколько раз, и при этом уменьшает время ремонта, т.к. сам приваривается, не только может точечно выводить поверхность детали, а с применением дополнительных латунных насадок (обычно в комплекте) может удалять длинные вмятины и осаживать металл с помощью графитового стержня (тоже в комплекте).
Профессионалы, долгое время использовавшие споттер, экономят на материале при протягивании детали шпатлевкой или другим материалом.
Можно остудить углекислотным огнетушителем ? или это будет через чур холодно для данной процедуры (воду в лёд превращает моментально).
греть надо несколько произвольных точек на вмятине, их сами выбираем. слишком близко друг к другу ставить не нужно, можно дырку прожечь, и остужать не надо забывать. допустим 2 раза нагрел 1 раз остудил, остужают обычно продувочным пистолетом, потом опять, пока играть не перестанет, до красна метал греть не нужно, там и так понятно что горячо
а нужно знать какие точки пузыря греть или главное нагреть до красна, а затем остудить и пузырь сядет на свое место?
Добавить комментарий
Добавляя комментарий Вы соглашаетесь с Политикой конфиденциальности.
Разделы сайта
Блог автомастера
Статьи по меткам
Читаем еще по теме
- Шпатлевание деталей кузова автомобиля - основные моменты.
- Покраска автомобиля металликом в гаражных условиях
- Ремонт редуктора баллона с углекислотой
- Как подготовить автомобиль к полировке?
- Защита кузова автомобиля от коррозии
- Какие кузовные детали предпочесть для ремонта?
- Синяя глина для подготовки к полированию
- Как правильно отполировать автомобиль
Самые читаемые
Последние публикации
Заходите на наш форум

Этот веб-сайт использует собственные и сторонние файлы cookie для анализа и улучшения своей работы.
Продолжая просматривать его, вы принимаете правила его использования. Подробнее.
Политика конфиденциальности персональных данных
Политика конфиденциальности персональных данных
Настоящая Политика конфиденциальности применяется только к сайту "Сам Автомастер".
Сайт гарантирует, что не приведет к повреждению компьютера Пользователя или заражению его вирусами.
Идентификация посетителей
Электронная почта
Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения контактной формы, формы заказа и формы добавления комментариев на сайте и может включать в себя следующую информацию:
- ФИО Пользователя;
- Адрес электронной почты (e-mail);
- Почтовый индекс и адрес;
Куки (Cookie)
Когда Пользователь посещает сайт, на его компьютер отправляются один или несколько файлов cookie.
Это небольшой файл, в котором содержатся наборы символов и который позволяет идентифицировать браузер Пользователя.
Мы используем файлы cookie, чтобы повысить качество своих услуг путем сохранения пользовательских настроек и отслеживания тенденций в действиях пользователей, например, при выполнении поиска или показа рекламы. Большинство браузеров изначально настроены так, чтобы принимать файлы cookie, однако Пользователь может полностью запретить использование файлов cookie или настроить показ уведомлений об их отправке. Однако без файлов cookie некоторые функции сайта могут работать некорректно.
Протоколирование
При каждом посещении сайта наши серверы автоматически записывают информацию, которую браузер Пользователя передает при посещении веб-страниц. Как правило эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса.
Ссылки
На этом сайте ссылки могут быть в таком формате, который позволяет отслеживать, пользуются ли ими посетители. Эта информация используется для повышения качества нашей рекламы.
Изменения в политике конфиденциальности
Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя.
Новая Политика конфиденциальности вступает в силу с момента ее размещения на сайте Сам Автомастер, если иное не предусмотрено новой редакцией Политики конфиденциальности.
Все предложения или вопросы по настоящей Политике конфиденциальности следует сообщать Администрации сайта через страницу КОНТАКТЫ.
Читайте также: