Развитие обработки металлов давлением
Обновлено: 18.05.2024
Тысячи лет назад люди открыли металлургию, создали разнообразные способы обработки металлов и сплавов, воплощая их в жизненно необходимые им орудия труда, оружие, предметы домашнего обихода и высокохудожественные произведения прикладного искусства.
Металлические орудия труда ускорили социальный прогресс человеческого общества. Именно в эпоху раннего металла возникают древневосточные государства, ускорившие процесс распространения металлургии. Металл становится важнейшим фактором технического и культурного развития древних цивилизаций. Появившиеся вначале медные и бронзовые орудия труда, с которых собственно и начался процесс замены каменных орудий труда металлическими, однако еще не могли оказать большого влияния на хозяйственную сторону жизни первобытного общества.
Содержание
ЗАРОЖДЕНИЕ И ФОРМИРОВАНИЕ ТЕХНИКИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (с древнейших времен до XV в.) 5
СТАНОВЛЕНИЕ И РАЗВИТИЕ ТЕХНИКИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА 5
ТЕХНИКА ВОЛОЧЕНИЯ МЕТАЛЛОВ 8
РАЗВИТИЕ ТЕХНИКИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ В ПЕРИОД МАНУФАКТУРНОГО ПРОИЗВОДСТВА (XVII.-конец XVIII в.) 13
КАЧЕСТВЕННЫЕ ИЗМЕНЕНИЯ В МЕТАЛЛУРГИИ И МЕТАЛЛООБРАБОТКЕ 13
ТЕХНИКА ПРОКАТНОГО ПРОИЗВОДСТВА 15
СОВЕРШЕНСТВОВАНИЕ ТЕХНИКИ ВОЛОЧИЛЬНОГО ПРОИЗВОДСТВА НА ОСНОВЕ ВОДОДЕЙСТВУЮЩЕГО ПРИВОДА 18
ТЕХНИКА ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ В ПЕРИОД СТАНОВЛЕНИЯ МАШИННО-ФАБРИЧНОГО ПРОИЗВОДСТВА (конец XVIII - 70-е годы XIX вв.) 23
ТЕХНИКА ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ В УСЛОВИЯХ ПЕРЕХОДА ПРОИЗВОДСТВА К НЕПРЕРЫВНЫМ ПРОЦЕССАМ И АВТОМАТИЗИРОВАННЫМ СИСТЕМАМ (70-е годы XIX — вторая половина XX в.) 27
Работа содержит 1 файл
реферат история омд.docx
Федеральное агентство по образованию Российской Федерации
Государственное образовательное учреждение высшего профессионального образования
«Южно-Уральский государственный университет»
«История развития техники в области обработки металлов »
по курсу «Современные проблемы науки и производства»
доцент кафедры ОМД
Автор
студент группы ФМ-109
Е.В. Храмков
___________________2011 г.
ЗАРОЖДЕНИЕ И ФОРМИРОВАНИЕ ТЕХНИКИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (с древнейших времен до XV в.) 5
СТАНОВЛЕНИЕ И РАЗВИТИЕ ТЕХНИКИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА 5
ТЕХНИКА ВОЛОЧЕНИЯ МЕТАЛЛОВ 8
РАЗВИТИЕ ТЕХНИКИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ В ПЕРИОД МАНУФАКТУРНОГО ПРОИЗВОДСТВА (XVII.-конец XVIII в.) 13
КАЧЕСТВЕННЫЕ ИЗМЕНЕНИЯ В МЕТАЛЛУРГИИ И МЕТАЛЛООБРАБОТКЕ 13
ТЕХНИКА ПРОКАТНОГО ПРОИЗВОДСТВА 15
СОВЕРШЕНСТВОВАНИЕ ТЕХНИКИ ВОЛОЧИЛЬНОГО ПРОИЗВОДСТВА НА ОСНОВЕ ВОДОДЕЙСТВУЮЩЕГО ПРИВОДА 18
ТЕХНИКА ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ В ПЕРИОД СТАНОВЛЕНИЯ МАШИННО-ФАБРИЧНОГО ПРОИЗВОДСТВА (конец XVIII - 70-е годы XIX вв.) 23
ТЕХНИКА ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ В УСЛОВИЯХ ПЕРЕХОДА ПРОИЗВОДСТВА К НЕПРЕРЫВНЫМ ПРОЦЕССАМ И АВТОМАТИЗИРОВАННЫМ СИСТЕМАМ (70-е годы XIX — вторая половина XX в.) 27
Введение
Металлические орудия труда ускорили социальный прогресс человеческого общества. Именно в эпоху раннего металла возникают древневосточные государства, ускорившие процесс распространения металлургии. Металл становится важнейшим фактором технического и культурного развития древних цивилизаций. Появившиеся вначале медные и бронзовые орудия труда, с которых собственно и начался процесс замены каменных орудий труда металлическими, однако еще не могли оказать большого влияния на хозяйственную сторону жизни первобытного общества.
История становления и развития металлургии неразрывно связана со способами и процессами обработки металлов давлением, зарождение которых относится к появлению первых металлических изделий на земле. Наиболее ранним и важнейшим способом была ковка, появление которой совпало с периодом перехода человечества от каменного века к бронзовому веку. Ковка была первым процессом, которым люди начали пользоваться для обработки самородной меди до того, как была освоена выплавка ее из руды. К числу древнейших способов обработки металлов давлением относятся также штамповка и волочение металлов, получивших широкое распространение еще в период рабовладельческого способа производства.
Эти первые способы обработки металлов давлением непрерывно совершенствовались. На их основе создавались ковочные молоты, чеканочные и штамповочные машины, волочильные станы, все более широко распространявшиеся в различных областях материального производства. С накоплением технических знаний и производственного опыта, изобретательная мысль неустанно работала над созданием новых способов и процессов обработки металлов давлением. В результате, в период мануфактуры появился высокоэффективный процесс прокатки металлов, ставший в условиях машинно-фабричного производства одним из основных в металлургической и металлообрабатывающей технологии.
Необходимо подчеркнуть, что все названные выше способы обработки металлов давлением, в том числе древнейшие из них не потеряли своего практического значения до сих пор. Более того, по мере развития науки и техники они непрерывно совершенствуются и воплощаются в новейших технических средствах, мощных машинах и оборудовании, оснащенных, как правило, системами комплексной механизации и автоматизации, находящихся на вооружении в металлургической и машиностроительной промышленности.
Обработка металлов давлением — комплекс технологических процессов, основанных на пластических свойствах металлов и их сплавов, под которыми понимается способность твердого тела необратимо изменять свою форму и размеры без разрушения.
Значение обработки металлов давлением в современной технике и промышленности видно на примере прокатного производства, перерабатывающего в различные виды полуфабрикатов и изделий более 4/5 всей производимой в развитых странах стали. Напомним, что мировое производство стали составило в 1988 году около 720 млн. т. По мере наращивания мощностей, дальнейшего развития техники прокатного производства доля катаной стали будет непрерывно возрастать. Прокаткой изготовляется широкая номенклатура изделий — горячекатаный и холоднокатаный лист, сортовой прокат, катаные трубы, толстые сорта проволоки, разнообразные детали для машин и механизмов — колеса, шары, кольца, профили переменного сечения. Стальной лист широко применяется в автомобилестроении, вагоностроении, аппаратостроении, кораблестроении, станкостроении, строительной индустрии.
ЗАРОЖДЕНИЕ И ФОРМИРОВАНИЕ ТЕХНИКИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (с древнейших времен до XV в.)
СТАНОВЛЕНИЕ И РАЗВИТИЕ ТЕХНИКИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
Ковка — древнейший способ обработки металлов давлением. Его появление совпадает с периодом перехода человечества от каменного века к бронзовому. Самородная медь была первым металлом, который вошел в обиход древних народов именно благодаря применению ковки. Освоение способа обработки самородного металла ковкой, неразрывно связано с длительным накоплением человеком навыков и опыта, связанных с изготовлением каменных орудий труда и оружия путем обработки камня "обивкой" каменным же молотом. Самородная медь, которую первобытные люди вначале тоже считали разновидностью камня, при ударах каменного молота не давала характерных для камня (кремень) сколов, а изменяла свою форму и размеры без нарушения сплошности материала. Это замечательное технологическое свойство "нового камня" явилось мощнейшим стимулом добычи самородного металла и использования его человеком. Кроме того, было замечено, что ковка повышает твердость и прочность металла и играет важнейшую роль в создании более эффективных орудий труда и оружия. Ковка была первым и единственным в первое время способом повышения твердости меди.
Современная историческая наука связывает зарождение техники ковки металлов с развитием ранних очагов металлургии в древнейших районах Средней Азии и Ближнего Востока. Такими районами были Анатолия, междуречье Тигра и Евфрата и долина Нила. Время появления и применения некоторых видов и приемов холодной, а затем и горячей ковки относят к VII—VI тыс. до н.э.
В качестве молота вначале применяли обычные куски твердого камня. Первобытный умелец, зажимая камень в руке, наносил им удары по куску самородного или выплавленного из руды металла. Такая примитивная техника ковки сначала существовала, вероятно, у всех древних народов. Затем эволюция этого простейшего способа ковки привела к созданию прообраза современного молота, снабженного рукояткой или молотовищем. Но время появления молота с рукояткой определить пока невозможно. Необходимо лишь отметить, что оба способа сосуществовали в течение Длительного времени, о чем свидетельствуют дошедшие до нас древние настенные росписи и рисунки на саркофагах.
Еще и сегодня приходится удивляться искусству древних египетских кузнецов, в совершенстве владевших техникой получения тонкого листового золота и фольги, толщиной от 0,09 до 0,1 мм и даже более тонких . размеров. Здесь налицо умение кузнецов подбирать для изготовления молотов и наковален твердые и высокопрочные породы каменных материалов, придавать рабочим инструментам определенную форму, ровную и хорошо отполированную поверхность [7]. Примитивная техника ковки металла с помощью каменного молота без ; рукоятки сохранилась до последнего времени у некоторых африканских племен. Зарисовка (рисунок 2) показывает каменную наковальню, на которой производится ковка нагретого железа. В правой руке у кузнеца каменный молот, другой рукой он поддерживает на наковальне железную заготовку. Кузнец работает с подмастерьем, осуществляющим с помощью примитивных воздуходувных мехов подачу воздуха в костер [28, с. 115].
Рисунок 2. - Простейший способ горячей ковки железа
Здесь мы не видим обычных для кузнечного ремесла более позднего времени приспособлений и инструментов — массивной, определенной конфигурации железной наковальни, собственно молота с рукояткой, шарнирных клещей. Их эволюция была длительной и неразрывно связанной с развитием металлургии. Появление молота с рукояткой на первых лорах преследовало цель защитить руку кузнеца от повреждения. Затем было замечено, что эти молоты, обеспечивают получение более сильных. Ударов за счет увеличения на величину длины рукоятки, плеча действия бойка молота (до этого плечо соответствовало длине вытянутой руки). Масса ручных молотов, ограничивалась силой мускулов человека и обычно не превышала 10 кг. Для этих, наиболее тяжелых ручных молотов молотовища изготовлялись длиной до 500—600 мм [28]. Каменные молоты применялись преимущественно для обработки мягких, пластичных металлов — меди, золота, серебра и их сплавов.
Техника ручной ковки удовлетворяла производство до тех пор, пока требовались небольшие по размеру и массе кованые изделия. Под влиянием развития судостроения, военной, строительной и некоторых других отраслей техники, вызвавших потребность на крупные железные якоря, цепи, полосовое и листовое железо, металлообрабатывающие, в том числе кузнечные, производства оснащаются разнообразными механическими устройствами, позволяющими обрабатывать тяжелые заготовки сварочного железа. В XIII-XIV вв. появляются механические молоты, приводимые в действие энергией падающей воды [33, с. 103]. Древнегреческий ученый Герон Александрийский (I в.н.э.), изложивший в своих трудах основные достижения античной механики, описал устройство, при помощи которого двигается рука человека, изображающего бога кузнечного искусства Гефеста. Однако в условиях рабовладельческого способа производства, ни это, ни многие другие механизмы для обработки металла, не нашли практического применения.
С появлением вододействующих механических молотов были созданы предпосылки для дальнейшего развития металлургического и металлообрабатывающего производств. Механические молоты дали возможность обрабатывать крупные крицы железа, изготовлять разнообразные полуфабрикаты и изделия больших габаритов и массы, что в свою очередь, способствовало дальнейшему увеличению размеров металлургических печей — кричных горнов и медеплавильных печей. С созданием вододействующих молотов производительность при ковке кричного железа возросла в 3—4 раза. Так, на ручную ковку крицы массой 30—35 кг и выделку из нее листового железа затрачивалось 12—15 ч. В результате использования вододействующих молотов время на обработку того же количества металла сократилось до 4—6 ч [34, с. 48].
По имеющимся данным, в XIV в. в графстве Марк (Швеция) в железоделательных производствах применялись хвостовые молоты, с помощью которых отковывался полосовой металл. Молот делал около 120 ударов в минуту и обладал массой около 80 кг [34, с. 48]. С этого времени в западноевропейской металлургии распространяется гидравлический двигатель, ставший важным фактором качественного преобразования технологии ковки металлов [35]. Однако широкое распространение вододействующие молоты получили с XV—XVI вв. в период становления и развития мануфактурного производства.
ТЕХНИКА ВОЛОЧЕНИЯ МЕТАЛЛОВ
Формирование и развитие техники волочения металлов происходило под влиянием все возраставшего потребления проволоки и проволочных изделий, широко применявшихся в выделке разнообразных ювелирных изделий и предметов быта. Производство ювелирных изделий, шитых золотом одежд получило широкий размах особенно в рабовладельческий период. Ювелирные ремесла потребляли огромное количество благородных металлов и их сплавов. Золотая и серебряная проволока применялась также в качестве эквивалента стоимости в торговле. Спрос на проволоку способствовал совершенствованию техники волочильного производства.
Развитие обработки металлов давлением
История и современное применение процессов обработки металлов давлением
Обработка металлов давлением – это изменение формы и размеров заготовки усилием специального инструмента с помощью пластической деформации. Это один из древнейших и в настоящее время наиболее распространенных, эффективных и прогрессивных видов обработки и большинства цветных металлов и сплавов.
Процессы обработки металлов давлением позволяют получать полуфабрикаты и детали, имеющие широкую область применения – машиностроение и роботостроение, авиастроение и кораблестроение, строительство, военная промышленность, медицина, ювелирное производство.
Основные процессы обработки металлов давлением:
- прокатка – деформирование между вращающимися валкамилистов или прутков металла различного сечения;
- прессование – выдавливание металла из замкнутого пространства контейнера через отверстие матрицы, придающее ему заданную форму поперечного сечения;
- волочение – протягивание заготовки через сужающийся канал инструмента;
- ковка – изменение формы и размеров заготовки последовательным воздействием на отдельные ее части;
- штамповка – придание заготовке формы инструмента (штампа).
Еще в древности, открыв для себя металл, человечество искало способы его обработки. По некоторым данным первые изделия из золота, серебра и меди, встречающихся в свободном состоянии на поверхности земли, были созданы еще в IV–III тысячелетиях до н.э. За шестьдесят с лишним веков человечество прошло путь от создания простейших орудий труда, оружия и украшений до производства сложнейших изделий из широкого ряда металлов, используя современные технологии. Развивалась добывающая промышленность, создавались новые сплавы, обладающие требуемым уровнем свойств. Исторически сложилось, что одним из наиболее древних и основных видов обработки металлов является обработка давлением.
Наиболее ранними из дошедших до нас способов изготовления изделий из металла быликовка и волочение проволоки, появление которых относят к IV–III тысячелетиям до н.э., когда человечеству были известны материалы, достаточно пластичные для обработки вручную при существующем тогда уровне развития оборудования и инструментов.
Волочение зародилось в Древнем Египте и связано состановлением ювелирного дела, требующего изготовления проволоки из золота и серебра. Сначала процесс осуществлялся вручную, затем проволоку наматывали на катушку, что стало прообразом современного оборудования, значительным этапом в развитии которого был XIX век. В настоящее время волочением изготавливают проволоку из сталей и практически всех цветных металлов и сплавов, в том числе трудно деформируемых.
Совершенствование этого процесса позволяет получать трубы и проволоку различных форм сечения в 20 – 30 раз тоньше человеческого волоса (от 2 микрометров), которые находят широкое применение в ювелирном производстве, точном приборостроении и электротехнической промышленности. Истоком кузнечного дела принято считать изготовление холодного и, позднее, огнестрельного оружия во времена Средневековья и Возрождения.

С помощью ковки, сваривая в процессе обработки пластины твердой и мягкой (высоколегированной и низколегированной) стали, получали булат – один из древнейших композитов. Разработка композиционных материалов, обладающих исключительными свойствами – искусственно созданных из нескольких компонентов – сегодня является перспективным направлением, и немаловажную роль в нем играют процессы обработки металлов давлением.

В настоящее время процессы ковки и штамповки позволяют получить полуфабрикаты для тяжелого машиностроения и автомобилестроения (вес поковок может достигать 250 т). Особо выделяется художественная ковка – искусство придания металлу легких и изящных форм. К периоду Возрождения относят появление листовой прокатки – одно из первых упоминаний об этом процессе связано с документами Леонардо да Винчи, в которых встречался чертеж прокатного стана с ручным приводом для прокатки листов драгоценных металлов.

Сейчас листовой и сортовой прокатке подвергаются практически 80% всего выплавляемого металла, этот процесс позволяет получать фольгу толщиной от нескольких микрометров и сортовой прокат различных форм поперечного сечения. Полученные полуфабрикаты используются во многих отраслях – от ювелирного производства до авиастроения. Этот процесс считается одним из наиболее производительных и перспективных.Наиболее молодым является процесс прессования, первые разработки которого начинались в Англии и Германии, и осуществление которого стало возможным с созданием гидравлических прессов в XVII в. Возникновение прессования связано с развитием металлургии и машиностроения, необходимостью получения труб для подачи жидкостей. Изначально прессованием изготовлялись свинцовые прутки и трубы, но их токсичность при сооружении водопроводов потребовала совершенствования технологии, позволявшей изготавливать трубы из других материалов.

Создание пресса, ставшего прообразом современного оборудования, положило начало промышленному применению прессования медных и алюминиевых сплавов и частично вытеснило прокатку, механическую обработку и литье. В настоящее время прессованием получают несколько десятков тысяч наименований пресс-изделий из широкого ряда металлов и сплавов. Этот процесс имеет много разновидностей, осуществляется полунепрерывно и непрерывно, что обеспечивает его высокую производительность и степень автоматизации.
Обработка металлов давлением – перспективное направление металлургии, позволяющее получать широкий ряд изделий из сталей и цветных металлов для различных отраслей промышленности.
Процессы обработки металлов давлением применяются для получения наноструктурированных металлов и сплавов, металлопродукции из стружковых отходов производства, металлокомозитов совместным прессованием или прокаткой армирующих волокон с металлической фольгой под действием высоких температур. Благодаря интеграции со смежными областями развиваются эффективные и многофункциональные совмещенные и комбинированные методы, охватывающие также процессы литья, термической, токарно-фрезерной, магнитно-импульсной, вибрационной и ряда других видов обработки.
С обработкой металлов давлением связано еще одно из наиболее перспективных направлений – разработка систем автоматизированного проектирования, моделирования и контроля технологических процессов. Современное программное обеспечение сопровождает технологию от проектирования до контроля качества на предприятии, позволяет моделировать и прогнозировать поведение металла в различных условиях деформации. Обработка металлов давлением – это производство, благодаря которому возможно изготовление мощных лопастей винта современной подводной лодки и изысканного золотого кольца. Это производство, которое не отстает от развития техники и технологий, растущих потребительских потребностей и движет совершенствование материалов и смежных областей металлургии. Это производство изделий из черных и цветных металлов и сплавов. Это производство, делающее реальными сложнейшие высокотехнологичные проекты в строительстве, авиа- и кораблестроении, и вдыхающее жизнь в изящные изделия художественной ковки.
ВВЕДЕНИЕ. История развития дисциплины «Обработка металлов давлением»
Прокатное производство является завершающей стадией производственного цикла металлургического завода. Через прокатные цехи проходит около 90% выплавляемого металла. В прокатных цехах металлу придают форму готовых изделий (рельсы, трубы) или заготовок (листы, прутки). Прокатные изделия широко применяются в машиностроительных и метизных заводах, на транспорте, в строительстве, в сельском хозяйстве.
Роль металлургии в развитии народного хозяйства огромна. Без производства металлов, особенно железа и его сплавов, была бы немыслима современная цивилизация.
В наследство от царской России СССР получил отсталую промышленность. Накануне первой мировой войны Россия производила стали в восемь раз меньше, чем Америка, в три раза меньше, чем Германия, в два раза меньше, чем Англия. Отставание наблюдалось не только по объёму производства, но и по техническому уровню. Особенно это было характерно для Урала, где преобладали мелкие заводы с отсталой техникой. Заводы Украины и Донбасса имели более высокий технический уровень, но условия работы на этих предприятиях были очень тяжёлыми.
За годы первой мировой войны, а затем гражданской войны металлургия нашей страны была приведена в состояние полной разрухи. В 1921 г. было, произведено стали лишь 194 тысяч тонн и проката 147 тысяч тонн. К 1926 г. все прокатные станы, за небольшим исключением, были восстановлены, производство проката выросло до 2249 тысяч тонн. С 1926 по 1928 г. осуществлялась реконструкция действующих заводов, механизация некоторых трудоемких процессов. Многие заводы достигли и превысили довоенный уровень производства. В 1937 году Советский Союз вышел по объему производства на второе место в Европе и третье место в мире. В 1941 г. нападение фашисткой Германии нанесло тяжелый удар по отечественной металлургии. Но, не смотря на разрушения металлургическая промышленность станы была восстановлена в сравнительно короткий срок. Уже в 1950 г. по объему производства она превысила довоенный уровень на 45% и набирала темпы до начала 90-ых годов.
В развитии теории обработки металлов давлением и теории прокатки русским ученым принадлежит ведущая роль. Прогрессивные в этой отрасли знаний складывались еще в дореволюционной России. До сих пор не утратили своего значения выдающиеся открытия русских ученых П.П. Аносова и Д.К. Чернова о превращениях, происходящих в металла при обработке давлением. Но всестороннее развитие теория обработки металлов получила лишь за годы Советской власти. Обобщающие труды И.М Павлова «Теория прокатки и основы пластической деформации», А.Ф. Головина «Прокатка» послужили руководством при подготовке целого поколения инженеров и техников-прокатчиков.
Задачи и содержание дисциплины «Обработка металлов давлением»
Полноценная подготовка специалистов для современных предприятий возможна лишь при условии овладевания учащимися основами теории производственных процессов. В соответствии с этим требованием учебные планы подготовки техников-прокатчиков предусматривает изучение теории прокатки.
В данной дисциплине содержатся лишь основные положения теории прокатки и пластической деформации металлов. Первая ее часть направлена на ознакомление студентов с основными закономерностями и понятиями пластической деформации металлов, которые являются общими для всех видов обработки металлов давлением.
Во второй части рассматривается теория наиболее совершенного и производительного процесса обработки металлов давлением - прокатки. Основное внимание уделено изучению простейшего случая – деформации прямоугольной полосы в гладких цилиндрических валках, на примере которого выясняются главнейшие явления и закономерности процесса прокатки.
Теория прокатки базируется на достижениях таких наук, как физика, математика, химия, теоретическая механика, сопротивление материалов и материаловедение. В свою очередь сама теория прокатки служит основой для изучения технологии, оборудования и организации прокатного производства. Твердое усвоение основ теории прокатки является важным условием подготовки квалифицированного специалиста-прокатчика.
Введение. Обработка металлов давлением
В учебном пособии изложены краткие основы теории и технология основных видов ОМД. Рассмотрен сортамент продукции, изготовляемой с использованием процессов ОМД, дано описание основного и вспомогательного оборудования. При написании пособия использованы последние достижения в области ОМД.
Учебное пособие предназначено для студентов ДонНТУ, обучающихся по специальностям 6.090401, 6.090412, 6.070801.
| Стр. |
| Введение………………………………………………………………… |
| 1. Основные виды ОМТ……………………………………………… |
| 1.1 Прокатка………………………………………………………………. |
| 1.2 Волочение……………………………………………………………… |
| 1.3 Прессование…………………………………………………………….. |
| 1.4 Ковка……………………………………………………………………. |
| 1.5 Штамповка……………………………………………………………… |
| 1.6 Гибка……………………………………………………………………. |
| 2. Краткий обзор развития ОМД и металлургии в Украине……………………………………………………………….. |
| 3. Продольная прокатка…………………………………………… |
| 3.1 Некоторые общие положения теории прокатки……………………. |
| 3.2 Основные понятия и определения продольной прокатки…………… |
| 3.3 Условия захвата металла валками…………………………………….. |
| 4. Кинематические условия продольной прокатки…… |
| 4.1 Опережение и отставание……………………………………………. |
| 4.2 Уширение при продольной прокатке…………………………………. |
| 5. Силовые условия прокатки…………………………………. |
| 5.1 Сила и давление прокатки…………………………………………….. |
| 5.2 Момент и мощность прокатки………………………………………… |
| 6. Сортамент и стандартизация прокатной продукции……………………………………………………………. |
| 6.1 Сортовая сталь…………………………………………………………. |
| 6.2 Листовая сталь…………………………………………………………. |
| 6.3 Трубы…………………………………………………………………… |
| 6.4 Прочие виды проката………………………………………………….. |
| 7. Оборудование прокатных станов…………………………. |
| 7.1 Типы прокатных станов……………………………………………….. |
| 7.2 основание и вспомогательное оборудование прокатных станов…… |
| 8. основы калибровки прокатных валков………………… |
| 8.1 Элементы калибровки…………………………………………………. |
| 8.2 Классификация калибров……………………………………………… |
| 8.3 Системы вытяжных калибров………………………………………… |
| 8.4 Схемы калибровки простых профилей (квадратных и круглых)…… |
| 8.5 Особенности калибровки фланцевых профилей…………………….. |
| 9. Технология прокатного производства………………….. |
| 9.1 Технология производства полупродукта……………………………. |
| 9.2 Технология производства проката на рельсобалочных станах……. |
| 9.3 Прокатка крупно-, средне-, мелкосортного проката и катанки…….. |
| 9.4 Технология производства листов……………………………………. |
| 9.4.1 Производство горячекатаных листов и полос…………………. |
| 9.4.2 Производство холоднокатаной листовой стали……………….. |
| 10. технико-экономические показатели прокатного производства (ТЭП)…………………………… |
| 11. Дефекты проката………………………………………………… |
| 12. Производство гнутых профилей…………………………. |
| 13. Волочение металла…………………………………………….. |
| 14. Производство труб………………………………………………. |
| 15. Прессование металла…………………………………………. |
| 16. Ковочно-штамповочное производство………………. |
| Список рекомендованной литературы…………………….. |
В металлургическом производстве процесс обработки металлов давлением (ОМД) является заключительным, т.н. третьим переделом – вслед за первым (доменным) и вторым (сталеплавильным) переделами. Одним из основных он является в машиностроении и металлообработке.
ОМД – способ получения изделий заданной формы и размеров в твердом состоянии без снятия стружки с помощью давящего инструмента. В этом определении заложено отличие способа ОМД от способов получения изделий путем литья (в жидком состоянии) и механообработки (со снятием стружки).
ОМД – один из наиболее интересных курсов металлургического профиля. Она является предметом не только научной и инженерно-технической деятельности, но и своего рода искусством. Достаточно вспомнить рыцарские доспехи, особенно парадные, инкрустированные благородными металлами, садово-парковые ограждения, каминные решетки, светильники и т.п., не говоря уже о такой донецкой достопримечательности, как пальма Мерцалова. Т.е. изделия, получаемые способами ОМД, не только имеют потребительскую ценность в широком понимании этого определения, включая бытовую, но и могут оказывать глубокое эмоциональное воздействие.
Этим ОМД выгодно отличается от других переделов - доменного и сталеплавильного. Металлургия чугуна интереснейший предмет. Достижения доменщиков поистине феноменальны. Они глубоко изучили сложнейшие физико-химические процессы, происходящие в закрытом объеме, недоступном для визуального наблюдения, научились управлять ими и получать чугун заданного химического состава. Но результатом их деятельности является ковш жидкого чугуна. С точки зрения потребительской и эмоциональной он явно уступает изделиям, полученным путем ОМД. То же относится и к сталеплавильному производству.
Не лишним будет напомнить и то, что процессы ОМД в металлургии являются завершающими. И от того, насколько полно удовлетворяют потребности народного хозяйства продукция ОМД, судят о работе металлургии в целом.
А в масштабах завода, от того, насколько плодотворно поработали прокатчики зависит благополучие всего коллектива. Ибо как бы хорошо ни сработали доменщики и сталеплавильщики, если не будет необходимой реализации продукции, не будет средств ни для выплаты заработной платы трудящимся, ни для закупки необходимых сырья, материалов и т.п., т.е. не будет условий для нормальной работы завода.
Практически все средства труда, военного назначения, транспорта, быта, все средства передвижения по земле, воде, в воздушном пространстве изготовлены с использование изделий ОМД.
Отсюда следует, что знание основ ОМД, сортамента производимого металлопроката крайне необходимо не только металлургам, но и инженерно-техническим работникам смежных специальностей.
Обработка металлов давлением
Под обработкой давлением понимают методы получения изделий путем пластической деформации металлов и сплавов.
Величина пластической деформации не безгранична, при определенных ее значениях может начаться разрушение металла. Однако, создавая наиболее благоприятные условия деформирования, в настоящее время достигают значительного пластического формоизменения даже у материалов, имеющих в обычных условиях невысокую пластичность.
Существенные преимущества обработки металлов давлением по сравнению с обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения деформирующей силы можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе. Эти и другие преимущества обработки металлов давлением способствуют неуклонному росту ее удельного веса в металлообработке.
Классификация процессов обработки металлов давлением
По назначению процессы обработки металлов давлением группируют следующим образом:
для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов); основными разновидностями таких процессов являются прокатка, прессование и волочение;
для получения деталей или заготовок (полуфабрикатов), имеющих приближенно формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества; основными разновидностями таких процессов являются ковка и штамповка.
Основными схемами деформирования объемной заготовки можно считать сжатие между плоскостями инструмента, ротационное обжатие вращающимися валками, затекание металла в полость инструмента, выдавливание металла из полости инструмента и волочение, при котором в качестве заготовки может быть использован только пруток.
Процессы деформирования листовой заготовки – операции листовой штамповки, объединяются в две группы:
разделительные операции (отрезка, вырубка, пробивка, надрезка) и формоизменяющие (гибка, вытяжка, формовка и др.).
Сжатие между плоскостями инструмента – осадка, характеризуется свободным пластическим течением металла между поверхностями инструмента (рис. 22, а). Отношение высоты заготовки к ее меньшему поперечному размеру не может быть больше 2,5-3, из-за опасности потери устойчивости и изгиба.
Схема свободного течения металла при сжатии между плоскостями инструмента лежит в основе операций ковки: осадки, протяжки, раскатки и др., а также имеет место во многих способах объемной штамповки.
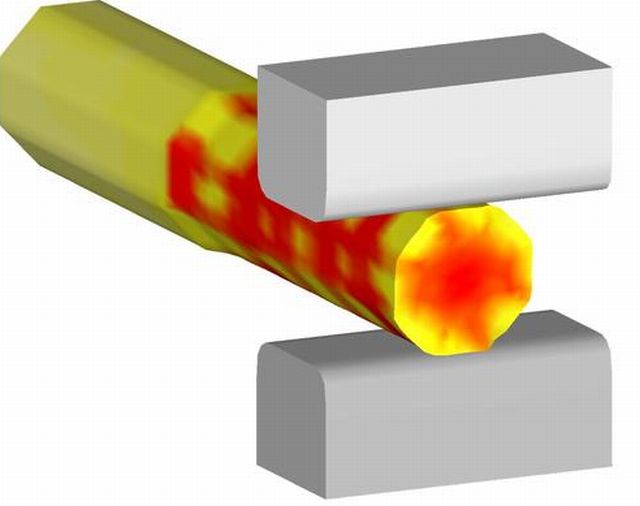
Ротационное обжатие вращающимися валками (рис. 22,6) обусловливается силами трения между вращающимся инструментом и заготовкой, благодаря которым последняя перемещается в зазоре между валками, одновременно деформируясь. Эта схема лежит в основе прокатки.
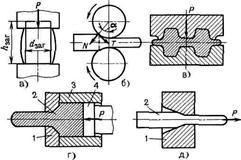
Рис. 22 Основные схемы деформирования в обработке металлов давлением
Затекание металла в полость инструмента (рис. 22, в) – схема деформирования, являющаяся сутью объемной штамповки. Металл заготовки заполняет полость, называемую ручьем, специального инструмента – штампа, приобретая его форму и размеры. Течение металла ограничивается поверхностями полостей.
Выдавливание металла (рис. 22, г) через отверстие заданного сечения в матрице 1 происходит вследствие его сжатия в замкнутой полости, образуемой контейнером 3, матрицей 7 и пуансоном 4. при Схема выдавливания характерна для таких видов обработки металлов давлением, как прессование, горячая и холодная штамповка.
Волочение (рис. 22, д) заключается в протягивании заготовки 2 через сужающееся отверстие в инструменте, называемом волокой 7; площадь поперечного сечения заготовки уменьшается и получает форму поперечного сечения отверстия волоки, а следовательно, длина (из условия постоянства объема при пластической деформации) увеличивается.
В зависимости от температуры пластического деформирования различают холодную и горячую обработку давлением.
Основная цель нагрева – повышение пластических свойств для улучшения заполнения рабочего пространства штампа, а также уменьшения износа инструмента.
Максимальную температуру нагрева, т. е. температуру начала горячей обработки давлением, следует назначать такой, чтобы не было пережога (появления хрупкой пленки между зернами металла вследствие окисления их границ) и перегрева. В процессе обработки нагретый металл обычно остывает, соприкасаясь с более холодным инструментом и окружающей средой.
Заканчивать горячую обработку давлением следует также при вполне определенной температуре, ниже которой пластичность вследствие упрочнения падает и в изделии возможно образование трещин. Но при высоких температурах заканчивать деформирование нецелесообразно, особенно для сплавов, не имеющих фазовых превращений. В этом случае после деформирования зерна успевают вырасти и получается крупнозернистая структура, характеризующаяся низкими механическими свойствами.
Каждый металл и сплав имеет свой строго определенный температурный интервал горячей обработки давлением.
С увеличением времени нагрева увеличивается окисление поверхности металла, так как при высоких температурах металл активнее химически взаимодействует с кислородом воздуха. В результате на поверхности, например, стальной заготовки образуется окалина - слой, состоящий из оксидов железа. Кроме потерь металла с окалиной, последняя, вдавливаясь в поверхность заготовки при деформировании, вызывает необходимость увеличения припусков на механическую обработку. Окалина увеличивает износ деформирующего инструмента, так как ее твердость значительно больше твердости горячего металла.
При высоких температурах на поверхности стальной заготовки интенсивно окисляется не только железо, но и углерод; происходит так называемое обезуглероживание. Толщина обезуглероженного слоя иногда достигает 1,5-2 мм.
Для уменьшения окисления заготовки нагревают в нейтральной или восстановительной атмосфере. Для увеличения производительности применяют индукционный нагрев. При этом способе в специально изготовленный индуктор (из медной трубки) подается ток высокой частоты. Между витками индуктора создается магнитное поле, и на поверхность заготовки наводятся токи Фуко, которые вызывают разогрев поверхности. Количество тепла, выделяемое заготовке: Q=0,24J 2 Rt. Чем больше сила тока, тем выше скорость разогрева.
Читайте также: