Ребра жесткости на листовом металле
Обновлено: 28.04.2024
В конструкциях из листового материала (оболочковых, тонкостенных профилях, резервуарах, облицовках, панелях, крышках) необходимо учитывать не только деформации, вызываемые рабочими усилиями, но и деформации, возникающие при сварке, механической обработке, соединении и затяжке сборных элементов. Следует считаться и с возможностью случайных повреждений стенок при транспортировке, монтаже и неосторожном обращении в эксплуатации. В сильно нагруженных оболочковых конструкциях первостепенное значение имеет предупреждение потери устойчивости оболочек
Основные приемы увеличения жесткости: разгрузка от изгиба, замена напряжений изгиба напряжениями сжатия-растяжения, введение связей между участками наибольших деформаций, увеличение сечений и моментов инерции на опасных участках, введение усиливающих элементов в местах сосредоточения нагрузок и на участках перелома силового потока, применение конических и сводчатых форм
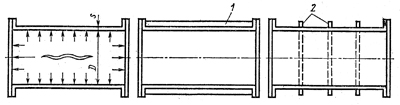
Отсеки
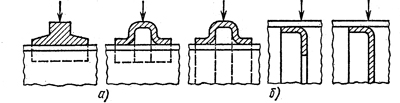
Радиальную жесткость цилиндрических тонкостенных деталей больших, размеров увеличивают с помощью кольцевых поясов жесткости, наружных (рис. а) или внутренних (рис. 6)
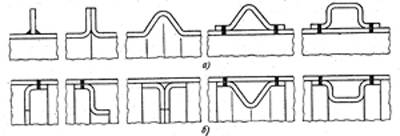
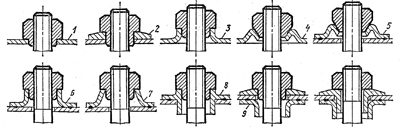
Более жестки и прочны отсеки 1 с двойными стенками. Для увеличения радиальной жесткости целесообразно стенки отсека связывать между собой сваркой пуклевок 2 на стенках отсека или вваркой трубок 3
Лучшие результаты дает введение кольцевых поясов жесткости 4 — 7. Аналогичное действие оказывает разделение отсека на несколько отсеков 8, 9 меньшей длины. Роль поясов жесткости в данном случае выполняют стыки отсеков. Введение в отсеки конусов 10 и сводчатых элементов 11, 12 увеличивает не только радиальную, но и продольную жесткость
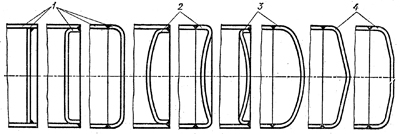
Отсеки, усиленные коническими элементами
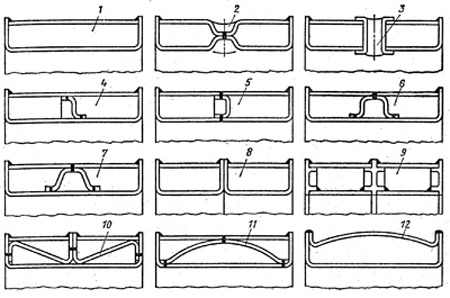
Продольную жесткость отсекам придают с помощью связей 1—3, расположенных вдоль образующих или выполнением отсека из нескольких сегментов 4. Наибольшей жесткостью и прочностью обладают гофровые 5 и сотовые 6 конструкции
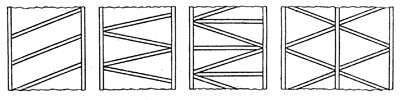
Спиральные и зигзагообразные ребра (правый рисунок) увеличивают наряду с продольной и поперечной жесткостью также жесткость на кручение; их изготовление однако труднее, чем прямых продольных ребер
Двойные отсеки соединяют с помощью наружных (рис. а) и внутренних (рис. б) фланцев. Последние обеспечивают большую жесткость и значительно снижают радиальные размеры конструкций
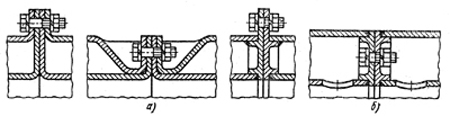
При установке болтов изнутри необходимо предусматривать во внутренней стенке отверстия, достаточные для ввода, установки и завертывания болтов
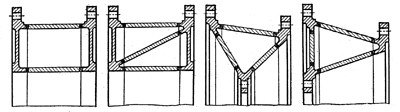
Повышение жесткости конических оболочковых деталей
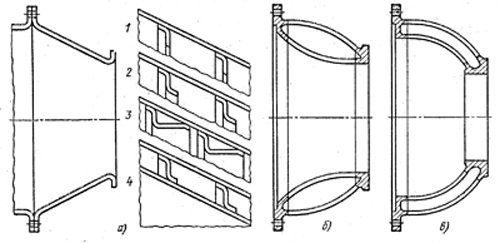
Конические отсеки (рис. а) усиливают, вводя кольцевые пояса жесткости 1, 2, 3, выполняя отсеки двустенными 4 и придавая стенкам сводчатые формы (рис б). На рис. в показана конструкция двустенной сферической консольной детали
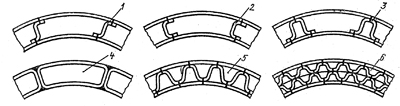
Оболочковые конструкции с пространственными решетками
Наиболее высокую жесткость оболочковым системам можно придать заполнением пространства между оболочками равномерно распределенными элементами жесткости, связывающими все их участки и превращающими систему в пространственную решетку, работающую как одно целое
Применяют две основные конструкции: пенопластовые и сотовые
В пенопластовых конструкциях полости между металлическими оболочками заполняют вспенивающимися пластиками на основе термореактивных или отверждающйхся смол. Пластики вводят в жидком виде с добавлением газообразующих веществ и эмульгаторов. При нагреве до 150-200°С состав вспенивается и затвердевает, образуя пористую массу с объемом пор до 80—90% и плотностью 0,1-0,2 кг/дм 3 . Прочность, жесткость и устойчивость систем в целом значительно увеличиваются, хотя и не до такой степени, как в случае введения металлических пространственных связей. Эту систему обычно применяют в сочетании с металлическими связями, поперечными (нервюры, шпангоуты) и продольными (лонжероны, стрингеры)
Сотовые конструкции изготовляют соединением тисненных в виде пчелиных сот хлопчатобумажных или стеклянных тканей, пропитанных термореактивными или отверждающимися смолами. Покровные оболочки делают из листов того же материала или металлических листов. Размер ячеек сот обычно 8 —15 мм.
Более высокой прочностью и жесткостью обладают металлические соты, получаемые склеиванием тисненых металлических листов, покрытых пленкой из фенолнеопреновых клеев или клеев на основе модифицированных эпоксидов. Эти же клеи служат для присоединения к сотам покровных металлических оболочек. Прочность сотовых конструкций зависит от прочности клеевых соединений (у наиболее прочных синтетических клеев сопротивление сдвигу составляет 2—5 кгс/мм 2 , отрыву 5—10 кгс/мм 2 )
Стальные листы можно соединять более прочным способом — печной пайкой бронзовыми сплавами в вакууме или восстановительной атмосфере.
Металлические сотовые конструкции изготавливают при помощи сварки острофокусированным электронным лучом. Поток электронов высокой энергии проникает через довольно большую толщину металла. Сварочная температура возникает только в фокусе; остальные зоны не вызывают существенного нагрева материала. Это позволяет сваривать стыки на любой глубине конструкции при одном и том же положении сварочного аппарата. Сварочную зону вглубь перемещают перефокусировкой луча с помощью собирательных электромагнитных катушек, а в поперечном и продольном направлениях — с помощью отклоняющих катушек. Таким образом можно последовательно проверить все внутренние стыки конструкции
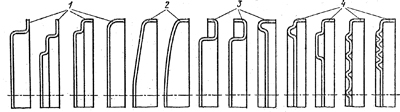
Устойчивость оболочковых конструкций
Увеличение габаритных размеров и уменьшение толщины стенок выдвигают на первый план, повышение поперечной жесткости и предотвращение потери устойчивости конструкций. В случае тонкостенных балок закрытого профиля задача состоит в предупреждений прогиба вертикальных стенок 1 и перекоса профиля 2 под действием нагрузок
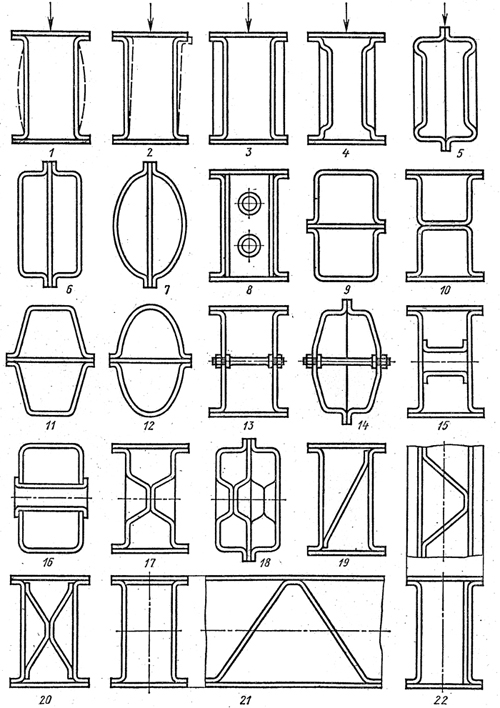
Прогиб стенок предотвращают введением ребер 3, выбивкой рельефов 4, 5, установкой продольных вертикальных связей 6, 7. Более эффективным является введение поперечных вертикальных 8 и продольных горизонтальных 9 — 12 перегородок, анкерных болтов 13, 14, трубчатых связей 15, 16, соединение стенок пуклевками 17, 18. Общую жесткость профиля увеличивают диагональными связями 19, 20 и косыми перегородками, расположенными змейкой 21, 22
Усиление участков приложения сосредоточенных сил
Недостаточная жесткость этих участков может вызвать местную деформацию стенок и сделать конструкцию неработоспособной. Для цилиндрических оболочковых деталей простейшим способом является введение накладок, распределяющих силу на большую поверхность (рис. а). Более эффективно применение поясов жесткости и перегородок (рис. б), вводящих в работу полное сечение детали
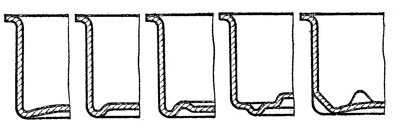
Прогиб тонкостенных деталей 1 на участке расположения крепежных болтов предупреждают установкой шайб 2 большого диаметра, отбортовкой стенки 3, 4, введением усиливающих элементов 5 — 8. Наиболее целесообразный способ — восприятие сил затяжки распорными элементами, например трубчатыми колонками 9, работающими на сжатие
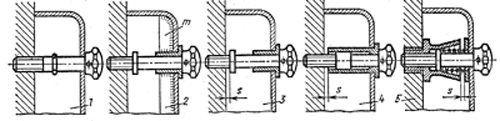
На рисунке показано соединение тонкостенной крышки с корпусной деталью с помощью невыпадающего болта. В исходной конструкции 1 стенка крышки деформируется даже при слабой затяжке. В конструкции 2 слабый участок подкреплен приварными ребрами m.
Другой способ уменьшения прогиба — ограничение затяжки заранее установленным зазором S (конструкции 3—5). В конструкции 5 ограничителю придан конус — ловитель, облегчающий введение нарезного конца болта при установке крышки. Пружина служит для поддержания болта в выпрямленном состоянии при отнятой крышке
Стыки листовых конструкций
Жесткость стыков тонкостенных деталей играет большую роль особенно в тех случаях, когда стыки должны быть герметичными
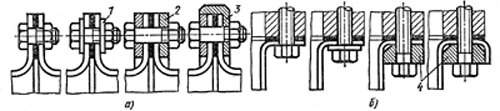
При фланцевом соединении двух тонкостенных цилиндрических деталей большого диаметра (рис. а) герметичной затяжки на участках между болтами из-за нежесткости фланцев достичь невозможно. Мало помогает уменьшение шага болтов и установка шайб 1 под головки болтов и гайки. Добиться герметичности стыка можно введением накладных 2 или приварных массивных 3 колец. В случае крепления штампованного из листовой стали поддона к корпусной детали (рис. б) герметичную затяжку обеспечивают отбортовкой фланца, введением массивной рамки 4 по контуру фланца, прихваченной к поддону точечной сваркой
Рельефы жесткости
Для увеличения жесткости на стенках выбивают рельефы. При холодном штамповании рельефам рекомендуется придавать высоту не более (3~5) s, где s — толщина материала.
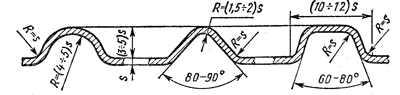
Рельефы большой высоты нужно штамповать в несколько приемов с промежуточным отжигом, что удорожает производство. При горячем штамповании возможно применение рельефов большой высоты и протяженности.
Помимо повышения прочности и жесткости в силу чисто геометрических соотношений (увеличение моментов сопротивления и инерции сечений), рельефы, выбиваемые вхолодную, увеличивают прочность благодаря нагартовке металла
Рельефы жесткости на прямоугольной крышке

Рельефные валики следует располагать вдоль плоскости действия изгибающего момента (рис. а). Обратное расположение (рис. б) не увеличивает жесткости, а напротив делает деталь более податливой. Рельефы должны быть направлены к узлам жесткости системы. Наилучшим расположением валиков для прямоугольных пластин является диагональное (рис. в)
Придание вогнутой формы днищам цилиндрических тонкостенных сосудов увеличивает жесткость, улучшает устойчивость и придает определенность установке сосудов на плоскости. Эффективным способом увеличения жесткости углов перехода от обечайки к днищу являются местные выдавки треугольной формы
Усиление кромок цилиндрических обечаек производится отбортовкой
Облегчающие отверстия
С целью уменьшения массы в тонкостенных конструкциях часто делают облегчающие отверстия.
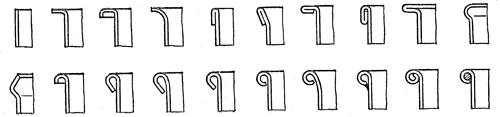
Для увеличения местной жесткости, уменьшения концентрации напряжений и повышения циклической прочности, сниженной воздействием вырубного инструмента, кромки отверстий усиливают отбортовкой (рис. а)> подвивкой кромок (рис б и в), обжимом кромок (рис. г), введением усиливающих накладок (рис. д)
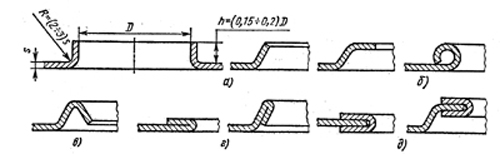
Высоту h при отбортовке вхолодную с одной операции можно принимать h = (0,15 — 0,25) D. Более высокие отбортовки, а также отбортовки с подвивкой требуют нескольких последовательных операций с промежуточным отжигом

Эффективным средством увеличения усталостной прочности материала возле отверстий является двустороннее обжатие кромок по контуру отверстия с помощью чеканов скругленного профиля
Резервуары
Резервуары 1 прямоугольной формы нетехнологичны, так как под действием давления стенки выпучиваются (штриховая линия). При таких формах обязательно введение поперечных перегородок жесткости 2
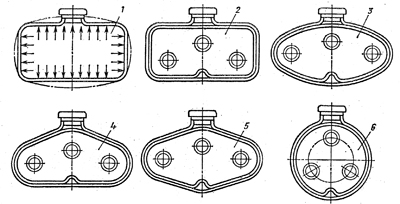
Большей жесткостью обладают овальные 3, эллиптические 4, 5 и особенно цилиндрические 6 резервуары. При усилении цилиндрических резервуаров наружными ребрами следует учитывать направление деформации стенок
Напряжения растяжения в сечении по образующим:
где р — внутреннее давление; D — диаметр резервуара; s — толщина стенки.
Напряжения в поперечных сечениях
т. е. в 2 раза меньше, чем по образующим. По этой причине резервуары всегда разрушаются по образующим
Продольные ребра 1 увеличивают жесткость и прочность резервуара незначительно — в меру своего сопротивления изгибу в продольной плоскости. Выгоднее применять кольцевые ребра 2, работающие на растяжение
Плоские днища 1 при высоких внутренних давлениях неприемлемы. Более жесткими и прочными являются вогнутые днища 2
Однако их деформация под действием давления вызывает распор обечайки и создает в ней дополнительные напряжения изгиба. Кроме того, вогнутые, днища заметно уменьшают рабочий объем резервуара. Выпуклые днища 3 и близкие к ним конические 4, напротив, сдерживают радиальные деформации обечайки
Щитки
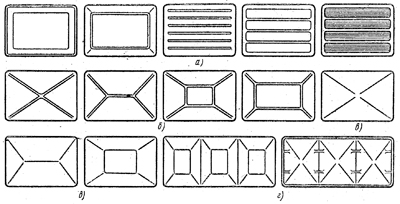
Жесткость крышек, щитков, панелей и подобных им деталей увеличивают приданием коробчатых 1 и выпуклых 2 форм, отбортовкой 3, выбивкой рельефов 4.
На рис. а — показаны формы щитков (в плане) с прямоугольным и диагональным (рис. 6) рисунком рельефа и пирамидальные (рустированные) крышки (рис. в). Выбор формы и рисунка рельефа часто определяется требованиями эстетики, особенно в тех случаях, когда щиток находится на виду. Красивы и достаточно жестки рустированные щитки.
Щитки большой протяженности делят на ряд отсеков (рис. г), каждый из которых усиливают описанными выше приемами. Для увеличения продольной жесткости отсеки связывают между собой рамкой или продольными рельефами
Как сделать станок для создания ребер жесткости на листовом металле
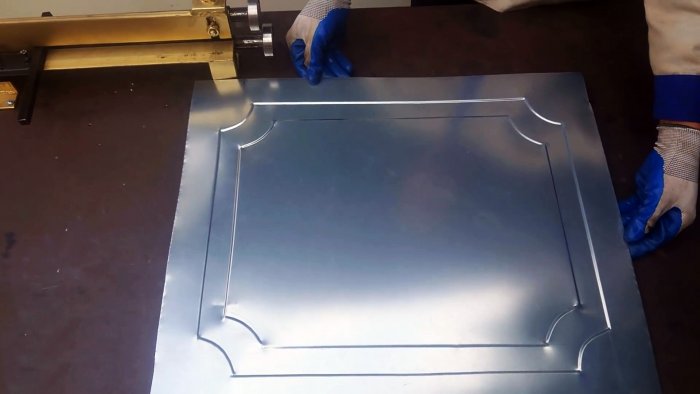
Используя тонкий листовой металл для обшивки, или делая из него декоративные панели, для усиления необходимо выдавливание на его поверхности рельефа, выполняющего роль ребра жесткости. Оно предотвращает продавливание листа при легком нажатии, к тому же сделает его неотличимым от заводского изделия. Такой рельеф можно делать у себя дома, если собрать вальцовочный станок.
Материалы:
- стальной уголок;
- стальная полоса;
- мощные шестерни – 2 шт.;
- подшипники – 2 шт.;
- стальной кругляк;
- стальная труба;
- болты, гайки, шпильки.
Изготовление станка

Валы станка изготавливаются из 2-х отрезков кругляка. Один длиной 50 см, а второй должен быть короче на ширину подшипника. Также нужно подготовить 4 заготовки трубки длиной по 5 см. Их внутренний диаметр должен быть на пару миллиметров больше используемого кругляка.

На заготовки из кругляка набивается по подшипнику. Затем на них надеваются по 2 обрезка трубок, после чего устанавливаются шестерни.


Далее сваривается станина. Для этого нужно уложить уголок и полосу, чтобы примерить на них валы.
Элементы станины нужно будет развести и приварить между ними короткую проставку.





Для этого понадобится снять одну трубку с вала напротив паза станины. Снизу к ней приваривается короткий болт, который позволит ее прикручивать к корпусу станка.




Под прямым углом относительно него нужно приварить длинный доработанный болт с гайкой, продетый через массивную пластину. Перед этим к его торцу приваривается болтик поменьше с выгнутой дугой прижимной пластинкой. Длинный болт сваривается с трубкой через эту пластинку, благодаря чему сохраняет подвижность.

Затем трубка устанавливается обратно на вал, и прикручивается к станине через паз коротким болтом. После этого пластина на длинном болте приваривается к полосе корпуса.
Далее нужно приварить 3 трубки на валах к станине. Важно все тщательно отмерить, чтобы шестерни хорошо примыкали друг к другу. Также нужно приварить гайку на длинном болте к пластине. На его головку наваривается удобная рукоятка. После этого вращением механизма регулировки можно менять положение вальцов.

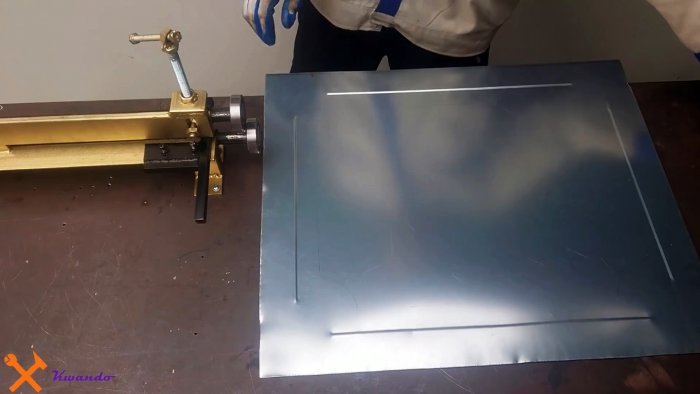
Для удобства работы на станке понадобиться сделать параллельный упор. Он должен скользить по части станины из уголка. Его каретку можно сварить из любого листового металла или полосы. На ней делается 2 отверстия, к которым привариваются гайки. Это позволит фиксировать ее положением вкручиванием болтиков. Перпендикулярно к каретке приваривается сам параллельный упор. Это может быть квадрат, профильная труба или другой ровный металлопрокат.



Для крепления станка нужно сделать 2 Т-образные ножки. Они привариваются к уголку станины. На их подошвах делаются отверстия, чтобы станок можно было прикручивать к столешнице.

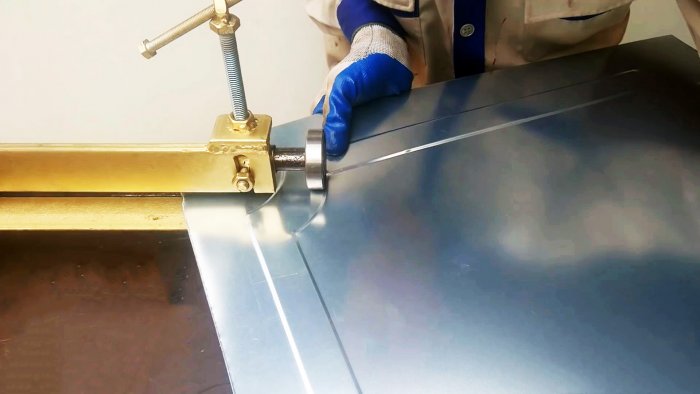
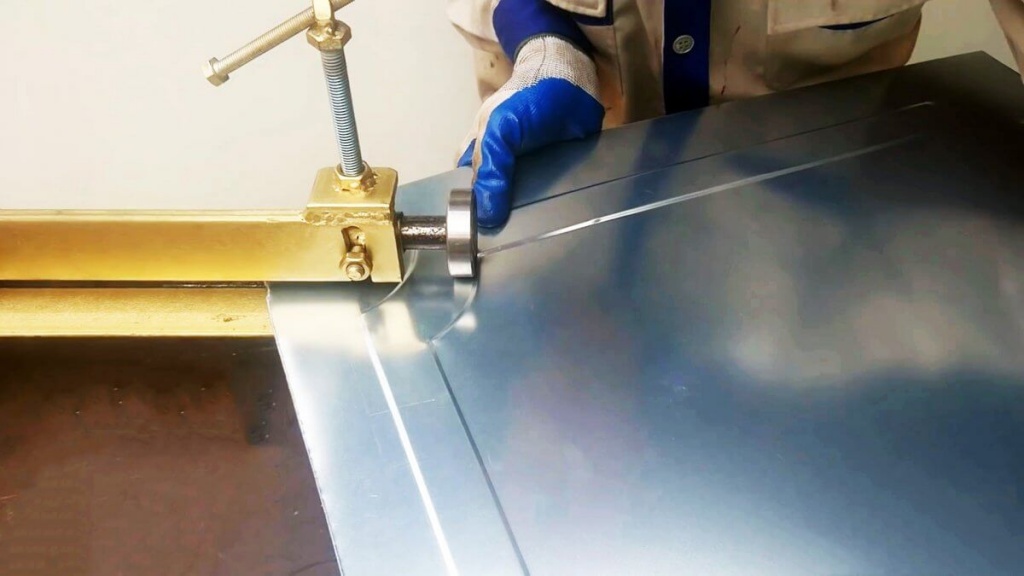
Работа на станке заключается в протягивании листового металла между вальцами. Для этого он вставляется до регулируемого параллельного упора. Затем вальцы поджимаются вращением винта, и лист аккуратно протягивается руками в направлении от себя.





Смотрите видео
Рёбра жёсткости на металле: что это и зачем они нужны
Наряду с рядом достоинств (простота обработки, малая масса, стойкость к коррозии) у тонколистового металла как материала для строительных и отделочных конструкций есть важный недостаток. Малая толщина приводит к тому, что металл плохо сопротивляется деформирующим нагрузкам. В результате для получения нужной прочности требуется либо увеличивать толщину металла, либо применять другие технологические решения.
Одно из таких решений — включение в конструкцию ребер жёсткости. Эти элементы обеспечивают сохранение изначальной геометрии детали или конструкции в целом, при этом общая масса изделия если и возрастает, то незначительно.
Что такое ребро жесткости?
Ребро жесткости — это часть детали или конструкции, которая принимает на себя основную нагрузку. За счет этого изделие становится менее подверженным деформации, и может выдерживать:
- Больший вес в статике.
- Большее усилие в динамике.

Ребра жесткости могут быть либо неотъемлемой частью изделия, либо отдельным элементом. Во втором случае очень важно, чтобы ребро как можно прочнее крепилось к детали — от этого напрямую зависит эффективность перераспределения нагрузки.
Зачем в конструкцию включают ребра жесткости?
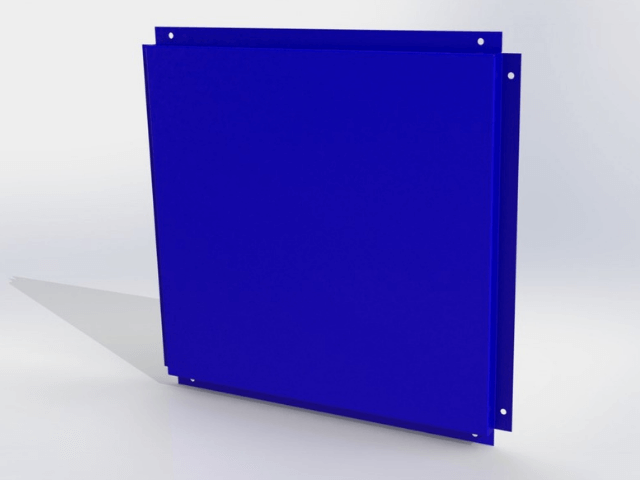
Изделия из тонколистового металла — потолочные панели, фасадные панели, кассеты для наружно облицовки зданий, элементы металлических панельных ограждений и т.д. — отличаются малой массой. Но при этом тонкий металл при статических и динамических нагрузках может деформироваться, что приводит к ухудшению эксплуатационных качеств и внешнего вида объекта.

Решается эта проблема включением ребер жесткости в конструкцию, еще на этапе проектирования:
- Во-первых, ребро жесткости незначительно увеличивает массу изделия. Благодаря этому обеспечивается экономия на материале, а также снижение нагрузки на несущее основание.
- Во-вторых — и это самое важное — любое ребро жёсткости принимает на себя большую часть нагрузки. Это обеспечивает защиту детали от деформации — прогиба, перекоса или сминания. Чем больше ребер жесткости имеет деталь, и чем правильнее их конфигурация была рассчитана при проектировании, тем эффективнее будет защита от деформаций.
- Наконец, ребра жёсткости видимые на лицевой поверхности детали, выполняют и декоративную функцию. Это же касается и тех случаев, когда в качестве ребер выступают углы объёмного элемента.
Проблемы с рёбрами жесткости
Для конструкций, которые производятся кустарным способом, характерен ряд проблем — и проблемы с ребрами жесткости однозначно входят в этот перечень. Чаще всего встречаются:
- Отсутствие ребер жесткости как таковых
- Нерациональное размещение ребер жесткости на детали
- Недостаточное количество ребер жёсткости для детали с такими линейными размерами
- Непродуманная конструкция ребер жёсткости
Кроме того, есть проблемы, которые связаны с материалом и применяемыми для производства технологиями. Так, изготовление изделий из некачественного металла часто не позволяет сформировать ребра жесткости с достаточными механическими характеристиками — мягкий тонкий металл с высокими показателями разнотолщинности ведет себя непредсказуемо.
С другой стороны, использование примитивного оборудования для гибки металла приводит к деформации материала на ребре жёсткости. Это становится причиной непредсказуемого снижения механической прочности на локальных участках.
Возможные последствия для самого изделия:
- Наиболее очевидный результат — снижение жёсткости детали и повышение ее склонности к деформациям. Это касается как деформации под собственным весом (прогиб панели, скручивание, провисание), так и эксплуатационных деформаций. Детали менее надежно крепятся к несущим конструкциям — из-за деформации нарушается прочность в точке крепления и возрастает риск отрыва от основания.
- Второй важный аспект — уменьшение механической прочности. Целенаправленное воздействие на металлическую конструкцию, у которой ребра жёсткости имеют неоптимальную конфигурацию, значительно быстрее приведет к ее разрушению. Это особенно важно для ограждающих конструкций, которые обязаны выполнять барьерные функции.
Наконец, неоптимальная конфигурация ребер жесткости приводит еще к двум нежелательным последствиям:
- Либо конструкция получает ограничения по размерам и/или комплектации — например, для секции ворот невозможно использование автоматического привода из-за склонности к деформации.
- Либо — что гораздо хуже — такие ограничения не присваивается, но фактические конструкция не может быть изготовлена в больших размерах или укомплектована различными деталями. Но выясняется это только после начала эксплуатации конструкции — и становится причиной ее преждевременного выхода из строя.
Причины проблем с ребрами жесткости
Чем могут быть вызваны проблемы с ребрами жесткости, мы сказали выше — это в первую очередь низкое качество металла, использование несовременного обозревания и неоптимальная конфигурация. Но почему же производители допускают выпуск таких конструкций?
- Экономическая. Содержать полноценный инженерный департамент, способный рассчитать оптимальную конфигурацию ребер жесткости — дорого. Использовать качественный металл — дорого. Использовать качественные станки для металлообработки — дорого. На это способны только компании, которые заботятся о своей репутации в долгосрочной перспективе и работают с прицелом на получение стабильней прибыли.
- Психологическая. К сожалению, для многих кустарных производителей выпуск некачественной конструкций становится нормой: приоритетом для них остается максимально простая продажа за счет низкой цены. Как будет служить забор или потолок с некачественными ребрами жесткости — вопрос не самый актуальный.
Впрочем, это — лишь один из представленных на рынке подходов. Крупные компании, такие как завод МехБуд, оптимизируют конфигурацию изделия с таким расчетом, чтобы ребра жёсткости максимально эффективно усиливали конструкцию. Для этого используются различные решения. О которых расскажем ниже.
Виды ребер жесткости
Обеспечение жёсткости детали из тонколистового металла возможно несколькими способами:
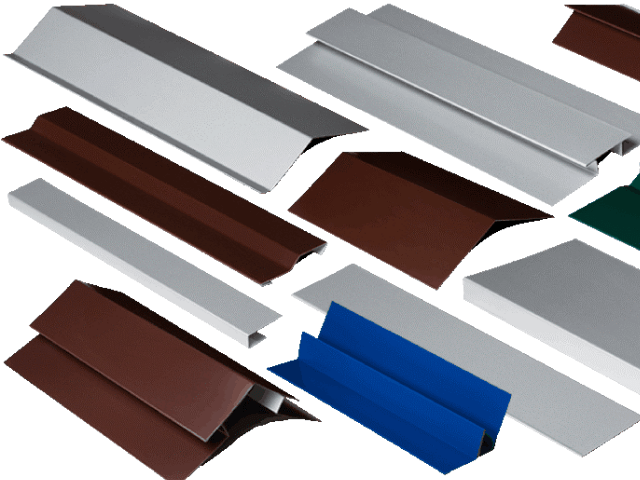
- Самый простой — изготовление конструкции с несколькими гранями. В этом случае каждый стык граней будет играть роль дополнительного ребра жесткости. Так, например, П-образный в поперечном сечении профиль гораздо лучше противостоит деформациям по сравнению с плоской деталью, а изделие с квадратным сечением превосходит по жесткости П-образный элемент.

- Второе популярное решение — добавление дополнительных ребер жёсткости. Как правило, эти элементы делаются из профилированного металла — уголка, швеллера, двутавра, профилированной трубы и т.д. Они закрепляются с изнаночной стороны в ходе монтажа и принимают на себя большую часть нагрузки от плоских элементов.
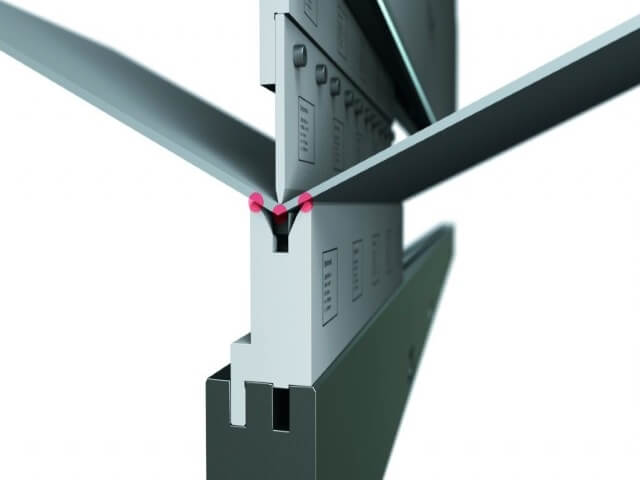
- Наконец, есть еще одно изящное решение — усиление жесткости в месте соединения деталей. Соединительный узел при этом проектируется с таким расчетом, чтобы при стыковке нескольких элементов формировалось сразу несколько ребер жёсткости. Кроме того, на всем протяжении стыка увеличивается толщина металла за счет накладки нескольких слоев.
При изготовлении и монтаже металлоконструкций применяют комбинированный подход. Обычно ребрами жёсткости оснащают все элементы еще при производстве (для этого в 90% случаев используется гибочный или профилировочный станок). На этапе монтажа конструкция дополнительно усиливается, что обеспечивает ей большую стойкость к нагрузкам и деформациям.
Ребра жёсткости в конструкциях из тонколистового металла от завода «МехБуд»
У изделий из тонколистового металла, которые производятся заводом «МехБуд» есть ряд достоинств, и высокая механическая прочность входит в их перечень. Она обеспечивается за счет:
- Просчета оптимальной конфигурации элементов с учетом необходимости в ребрах жёсткости.
- Высокой культуры производства с использованием современного оборудования.
Ребра жёсткости включены в конструкцию практически всех изделий из тонколистового металла:
- Фасадные и потолочные рейки, кассеты и панели оснащаются многочисленными ребрами, предотвращающими деформацию.
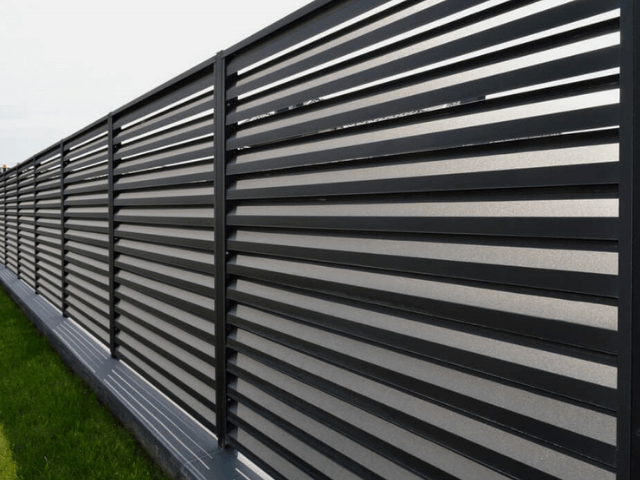
- Профили ламелей, используемых для монтажа ограждающих конструкций («Ранчо», «Жалюзи») также по всей длине оснащаются ребрами жёсткости,препятствующими прогибу и скручивающим деформациям.
- Также в ассортименте представлены объемные профили(жалюзи «Эксклюзив Лего»), сечение которых максимально защищает конструкцию от деформации даже при сильной нагрузке.
- Наконец, в сплошных ограждающих конструкциях —«Брус», «Горизонт», «Вертикаль» — продольные замки на стыке деталей выполняют функцию дополнительных усиленных ребер.
Вне зависимости от типа детали, ребро жёсткости обеспечит повышение ее прочности при сохранении массы. Внедрение в конструкцию таких элементов позволяет придавать изделиям из тонколистового металла максимально возможную прочность.
Маркетолог предприятия “Мехбуд”. Квалифицированный эксперт по общению с клиентами и партнерами. Всегда готова к общению и сотрудничеству.
Ребра жесткости на металлоизделиях: понятие, нанесение, применение
Тонколистовой металл используется для изготовления различной продукции: воздуховодов, элементов кровли, фасадных панелей, корпусов, тары и пр. Такой металл отличается множеством преимуществ, среди которых: простая и легкая обработка, малый вес, коррозийная стойкость, доступная цена. Но помимо достоинств, тонколистовой металл обладает и недостатками, в частности, ему свойственна низкая сопротивляемость деформирующим нагрузкам. Для получения изделий с достаточным уровнем прочности необходимо либо приобрести более толстый и дорогостоящий металл, либо воспользоваться другим технологическим решением.
Распространенный способ улучшить сопротивляемость металлоизделий деформациям – включить в конструкцию ребра жесткости. Чтобы сделать обработку тонколистового металла максимально эффективной, промышленные предприятия используют станки для накатки ребер жесткости.
Понятие и виды
Ребро жесткости – поперечное уплотнение на изделии, обеспечивающие сохранение изначальной геометрических параметров отдельной детали или целой металлоконструкции. Ребра жесткости принимают на себя основную нагрузку, благодаря чему изделия из тонколистового металла могут выдерживать больший вес в статике и значительные динамические усилия. Эти элементы могут быть как неотъемлемой частью изделия (в таком случае для обработки листового металла применяется станок для нанесения ребер жесткости) так и самостоятельными деталями, закрепленными на конструкции.
Самый простой способ сделать деталь прочной – включить в конструкцию несколько граней, стыки которых и образуют ребра жесткости. Вторым по популярности решением служит оснащение конструкций дополнительными ребрами жесткости в виде уголков и швеллеров, которые изготавливаются отдельно и закрепляются на внутренней стороне изделия. Также применяется способ проектировки соединительного узла таким образом, чтобы место стыковки отдельных конструктивных элементов образовывало ребро жесткости. Для этого местам зацепления деталей придают особую форму.
Назначение ребер жесткости
Главная задача ребер жесткости – обеспечение стойкости тонкого металла к статическим и динамическим нагрузкам. Формирование ребер жесткости делает металл прочным и долговечным. Благодаря применению металлоизделий с ребрами жесткости конструкции не утрачивают своих эксплуатационных качеств, их внешний вид не изменяется под деформирующими нагрузками. К главным особенностям этих элементов можно отнести:
- незначительное увеличение массы готового изделия;
- усиление конструкции, защиту металла от прогиба или перекоса;
- выполнение декоративных функций (для ребер, наносимых на лицевую сторону изделий).
Как создают ребра жесткости?
Ребро жесткости на станке получается в результате изгибания металлической заготовки под определенным углом. Ребра жесткости наносятся по всей поверхности листа с фиксированным шагом. Формирование ребер жесткости на изделии осуществляется за одну технологическую операцию.
Станки для накатки применятся для работы с разными видами тонколистового металлопроката: гальванизированной сталью, нержавейкой, оцинковкой и др. Кроме формирования ребер жесткости, некоторые модели станков могут осуществлять прессовку металла для улучшения его прочностных показателей и устойчивости к нагрузкам. Подобное оборудование востребовано при создании и обслуживании систем ОВК, в гражданском и промышленном строительстве, приборостроении и автомобильном производстве.
Читайте также: