Режимы плазменной резки металла с чпу таблица
Обновлено: 21.09.2024
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания; ;
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
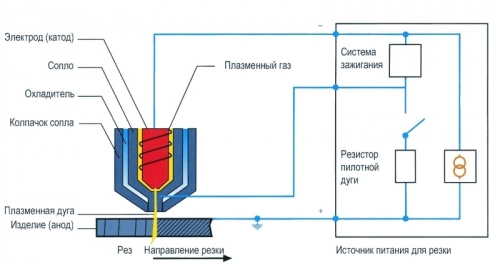
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
![Конструкция и схема подключения плазмотрона]()
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
Принцип работы
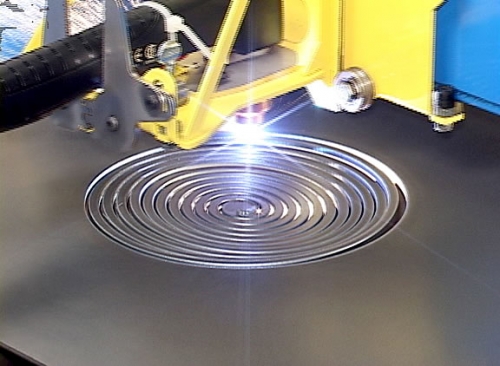
![Результат работы плазмотрона]()
Результат работы плазмотрона
Принцип действия плазмотрона заключается в следующем. Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Технология плазменной резки металла вкратце может быть описана следующим образом. Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги (между наконечником форсунки и неплавящимся электродом. От искры загорается поток газа, здесь же он ионизируется, превращаясь в управляемую плазму (с крайне высокой, 800 и даже 1500 м/с скоростью выхода).
В выходном отверстии, от сужения, происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20 0000с. Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Плазменно-дуговой способ используется с замыканием обрабатываемой поверхности в проводящий контур. Другой вид резки (плазменной струей) — работает при наличии стороннего (косвенного) образования высокотемпературного компонента в рабочей схеме плазмотрона. Нарезаемый металл не включен в проводящий контур
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток. При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует. Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резке подвергаются токопроводящие материалы. При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы. Последняя образуется за счет поступления газа, его нагрева и ионизации. Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование. Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл. Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу. Кроме того, она охлаждает компоненты плазмотрона и поглощает вредные выделения.
Основанная на указанных принципах плазменная резка обеспечивает не только высокопроизводительное производство, но и совершенно пожаробезопасное: применяемые в технологии материалы не огнеопасны.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка:
Принцип работы воздушно-плазменной резки металла
Воздушно-плазменная резка: на чем основан принцип осуществления. Плазма, производящая резку, является разогретым газом с высоким значением электропроводности . Его еще называют ионизованным. Генерируется плазма специальным дуговым элементом. Принято называть этот способ резки плазменным.
Обычная дуга сжимается плазмотроном. Ионизованный газ вдувается в нее, с помощью чего она может генерировать горячий воздух. Она способна производить обработку, при помощи повышенной температуры. Металл разрезается, плавясь при этом.
Осуществление обработки металла происходит благодаря, как плазменной дуге, так и струе. В первом варианте на металлическое изделие оказывается прямое воздействие, во втором — косвенное. Наиболее распространенным и действенным является метод резки с помощью действия напрямую. Для материала, который не обладает электропроводностью (как правило это неметаллические изделия) применяют способ непрямого влияния. При любом из вариантов разрезаемый материал не теряет агрегатного состояния и его конструкция слабо подвергается деформации.
Принцип работы плазменного резака
Плазмотрон – это техническое устройство, которое образует электрический разряд между электродом (катодом) и поверхностью обрабатываемого изделия (анодом), это происходит в потоке газа который образует плазму.
Принцип работы устройства: для охлаждения применяется вода или газ, для получения плазмы используется плазмообразующий газ. Поток входящего в камеру газа подвергается нагреванию до высоких температур после чего ионизируется, тем самым приобретает свойства плазмы. Плазмообразующий газ и охлаждающий подаются в различные каналы плазматрона. При подаче питания между катодом и соплом образуется так называемый вспомогательный разряд, визуально её можно видеть как небольшой факел.
Основная (рабочая дуга) образуется при касании второстепенного разряда обрабатываемой поверхности, которая в данном случае выполняет роль анода (плюс). Стабилизация разряда может осуществляться магнитным полем, водой либо газом, зачастую стабилизирующий газ является и плазмообразующим. После этого можно проводить резку материала, нанесение покрытий, сварку, наплавку или даже добычу полезных ископаемых, путём разрушения горных пород.
Условно конструкцию плазмотрона можно представить как несколько основных элементов:
- изолятор;
- электрод;
- сопло;
- механизм для подвода плазмообразующего газа;
- дуговая камера.
Конструкция и принцип работы плазмотрона с совмещенным соплом и каналом
Особенностью плазмотрона, использующего воздушно-плазменную резку является совмещение канала и сопла. Воздух проходит через канал сопла наружу. Принцип работы схож, при подаче электропитания промеж катодом и соплом образуется вспомогательный разряд. Воздух закрученный по спирали, стабилизирует и сжимает столб рабочего разряда. Он же предотвращает соприкосновение электрической дуги стенок соплового канала.
Типы плазмотронов
Плазмотроны можно условно разделить на три глобальных типа
- электродуговые;
- высокочастотные;
- комбинированные.
Устройства работающие на основе электрической дуги оснащены одним катодом, который подключен к источнику питания постоянного тока. Для охлаждения применяют воду, которая находится в охладительных каналах.
Можно выделить следующие виды электродуговых аппаратов
- с прямой дугой;
- косвенной дугой (плазмотроны косвенного действия);
- с использованием электролитического электрода;
- вращающимися электродами;
- вращающейся дугой.
Автомат: принцип работы
Станок плазменной автоматической резки имеет:
- пульт управления,
- плазмотрон
- рабочий стол для заготовок.
На пульте управления происходит корректировка предварительно установленных программ, если резка отклоняется от установленных параметров. Для оперативного исправления в процессе работы и выбора оптимальных режимов резания.
Через установленный на рабочем столе лист, пропускается электрический ток. Между поверхностью листа и плазмотроном пробегает первичная электродуга. В которой сжатый воздух, разогревается до состояния плазмы. Первичная дуга скрывается в раскаленной ионизированной струе, которая и режет металла.
Резка начинается с середины или с края. Чем чаще происходит прерывание дуги и зажигание новой искры, тем меньше становится ресурс сопла и катода. Грамотный оператор автоматической резки выбирает режимы резания по таблице и отталкиваясь от конкретных условий (толщина металла, диаметр сопла). Благодаря чему можно добиться значительного сокращения расходов. По окончанию операции, автомат самостоятельно оповестит оператора, выключит и отведет плазмотрон от материала.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Важно! Для некоторых марок металла недопустимо применение определенных плазмообразующих смесей (к примеру, для резки титана нельзя использовать смеси, содержащие в составе азот или водород).
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- Труб;
- Листового металла;
- Чугуна;
- Стали (в т.ч. нержавеющей);
- Бетона;
- Отверстий;
- Фигурной и художественной резки.
Характеристики плазморезов позволяют выполнять обработку нержавеющей стали, что недоступно кислородным горелкам. Плазморезы практически незаменимы для обработки тонкой листовой стали. Особого внимания заслуживают ручные устройства, которые отличаются компактными размерами и экономичным потреблением электроэнергии. Технология плазменно-дуговой резки особенно ценится за выполнение чистого среза без «наплывов», что положительно влияет на скорость и точность выполнения работ, а также на производственные возможности предприятий.
Режимы плазменной резки
![Режимы плазменной резки]()
Режимы плазменной резки настраиваются в зависимости от толщины и свойств обрабатываемого металла. От правильной настройки зависит не только качество реза, но также расход газа, сохранность металлообрабатывающего оборудования.
Ошибки при выборе режима плазменной резки могут привести к образованию двойной дуги, разрушающей сопло. Рез может быть неравномерным, расширяясь к низу, или выполняться неточно. Есть определенные правила выбора режимов резки, которые помогут избежать типичных ошибок при выполнении данного вида работ.
Почему так важно настраивать режимы плазменной резки перед началом работ
Работа начинается с запуска розжига. В момент включения энергетический источник, а таковым может быть инвертор или трансформатор, пускает высокочастотный ток в плазмотрон. Под его воздействием внутри последнего образуется дежурная дуга с температурой от +6 000 до +8 000 °С. Возникает она между наконечником сопла и электродом, поскольку первоначально получить дугу между электродом и поверхностью изделия очень сложно. Дежурная же дуга полностью заполняет собой канал.
![Почему так важно настраивать режимы плазменной резки перед началом работ]()
После появления дежурной дуги камера начинает заполняться сжатым воздухом. Он проходит по патрубку, попадая на электрическую дугу, нагревается и быстро расширяется, становясь в 50–100 раз больше, чем ранее. Кроме того, ионизируясь, воздух теряет диэлектрические, а приобретает токопроводящие свойства.
Сопло плазмотрона сужается вниз и тем самым формирует струю воздуха, которая на выходе имеет скорость 2-3 м/с и температуру от +25 000 до +30 000 °С. Получившийся горячий ионизированный воздух и представляет собой плазму, электропроводность которой и обрабатываемого материала примерно равны.
Рекомендуем статьи по металлообработке
Дежурная дуга гаснет в момент появления режущей (рабочей), которая возникает от соприкосновения плазмы с поверхностью заготовки. Затем происходит локальный нагрев обрабатываемого материала режущей дугой в месте разреза, плавление металла и появление линии реза. Поверхность заготовки покрывается частицами жидкого материала, сдуваемого струей воздуха, поступающей из сопла.
Одним из основных параметров резки плазмой является зазор факела. От расстояния между обрабатываемой заготовкой и соплом зависит несколько факторов:
- насколько устойчивой и плотной будет дуга;
- перпендикулярность краев заготовки.
Оптимальным, согласно документам по эксплуатации оборудования, называется расстояние от 1,5 до 10 мм. При следовании рекомендациям края реза должны получаться без дефектов. Последствиями уменьшения зазора будут выгорание сопла и электрода. Именно вследствие этого специалисты рекомендуют использовать модели аппаратов, снабженные специальным датчиком контроля, который помогает удерживать требуемые параметры.
![Оптимальным, согласно документам по эксплуатации оборудования, называется расстояние от 1,5 до 10 мм]()
Скорость работы напрямую влияет на качество выполнения работ. Идеальным считается вариант, когда угол между верхним и нижним краем реза на заготовке составляет ≤ 5°.
Обязательно надо помнить следующее:
- низкая скорость работы способствует излишнему расходу газа, образующего плазму, и созданию шлака, который требуется убирать;
- превышение скорости приводит к волнистости линии среза, при этом образующийся шлак плохо отделяется.
Как правильно выбрать режим плазменной резки металла
Наиболее эффективной плазменная резка становится при правильном выборе ее технологического режима.
![Как правильно выбрать режим плазменной резки металла]()
Базовые показатели процесса – качество и скорость работы – для установленной толщины обрабатываемого материала должны определяться:
- расходом газа, образующего плазму;
- током дуги;
- характеристиками применяемого оборудования.
Важное значение имеет создание газовой струи. Влияние на нее оказывает модель плазмотрона, а также установленный режим резки. Ошибка недопустима, поскольку приводит к появлению так называемой «двойной дуги», одна из которых идет по направлению «электрод – сопло», а вторая по направлению «сопло – поверхность заготовки». Ее появление приводит к разрушению и сопла, и электрода, кроме того, изменяется форма заготовки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Скорость, с которой происходит резка плазмой, оказывает влияние на производительность, качество создаваемого среза, угол краев реза, количество образующегося грата. Если скорость ниже оптимальной, то разрез расширяется книзу, а поверхность становится неровной, к тому же у нижнего края появляется грат. Визуально данный режим резки выглядит как вертикально выходящий за нижний край заготовки факел горящего газа.
Видно, что по мере продвижения материал плавится еще до соприкосновения с дугой. Стабильность работы нарушается и становится возможным появление «двойной дуги». Если же скорость выше оптимально установленной, происходит сужение реза книзу. При этом факел, выходящий вниз, прижат к нижней поверхности заготовки. Кроме того, повышается вероятность того, что прорезывание остановится и появится сдвоенная дуга.
Если же скорость соответствует оптимальной, то ширина нижнего и верхнего края реза практически одинакова и разница минимальна. А выходящий факел имеет угол отклонения от вертикали ≤ 15–20°.
![Снижение скорости обработки при сохранении тока и расхода сжатого воздуха способствует возрастанию напряженности дуги]()
Снижение скорости обработки при сохранении тока и расхода сжатого воздуха способствует возрастанию напряженности дуги.
Качество сделанного реза определяется:
- углом наклона реза от перпендикуляра;
- радиусом верхнего края;
- шероховатостью реза;
- размерами зоны теплового воздействия.
Для создания реза высокого качества необходимо строгое соблюдение режима обработки.
На что влияет ток при настройке режима плазменной резки
Ток рабочей дуги следует делать минимально необходимым для требуемой производительности работ. Таким образом минимизируется расход используемых сопел, электродов, энергии.
![На что влияет ток при настройке режима плазменной резки]()
Опытным путем выяснено, что часто возникают ситуации, когда на выбранный оператором ток влияет установленная в организации система оплаты труда. То есть в случае, когда оплата происходит исходя из расхода электродов, сопел и пр., работник стремится к оптимальному использованию режима обработки.
В случае же, когда оплата не привязана к расходу, а зависит от выработки (количества произведенных изделий), работник, увеличивая производительность, тратит больше электродов, сопел, энергии, а также времени, которое расходуется на замену в плазмотроне запасных частей.
Помимо этого, стоит помнить о снижении стойкости электрода при величине тока > 350 А. Частая смена сопел и электродов ведет к уменьшению производительности, а также повышению изнашиваемости держателя в плазмотроне. Поэтому специалисты не советуют увеличивать ток, даже если заготовка имеет большую толщину.
Что еще нужно учесть при настройке режима плазменной резки
Необходимо помнить, что канал сопла имеет высоту, которая определяет, насколько упадет напряжение в плазмотроне. Если холостой ход энергетического источника происходит при низком напряжении, то высокий канал сопла будет способствовать ограничению толщины разрезаемого материала.
![Что еще нужно учесть при настройке режима плазменной резки]()
Два цикла горения дуги определяют расход сжатого воздуха, поступающего в плазмотрон. Это:
- создание и горение дежурной дуги;
- горение основной (режущей) дуги на металл.
В процессе горения дежурной дуги необходимо контролировать расход сжатого воздуха таким образом, чтобы происходило стабильное зажигание пламени и его выдув из сопла. Причина в двух особенностях: большой расход воздуха приводит к уменьшению стабильности зажигания дуги, а малый расход – к невыдуванию факела из сопла.
В ходе горения режущей дуги оптимальный расход сжатого воздуха должен способствовать ее стабилизации внутри сопла, а также быстрому и качественному удалению жидкого материала из разреза. Нельзя забывать, что увеличенный расход газа ведет к уменьшению времени службы катодов в плазмотроне примерно в два, а иногда и в три раза.
При обработке материалов, чья толщина находится в пределах от 8 до 10 см, необходимо обращать повышенное внимание на равномерность прорезания заготовки по всей ее толщине. В качестве превентивной меры рекомендуется делать по краю канавку от 5 до 10 мм глубиной. Получить ее можно двумя способами: снизив скорость обработки, а также вертикально перемещая плазмотрон, расположенный под определенным от торца углом. При дальнейшей работе дуга будет стабилизироваться краями разреза. По завершении работы с канавкой следует начать резку, а затем можно увеличить скорость.
При работе с заготовками толщиной более 10 см необходимо снизить обжатие дуги. Это будет способствовать недопущению обрыва дуги, а также даст возможность пятну анода двигаться по всей глубине реза. Для этого производят следующие действия: в сопле плазматрона на 1-2 мм делают меньше длину канала; в отверстии сопла увеличивают диаметр на 1-2 мм; расходование газа для образования плазмы уменьшают на 20–30 %.
При резке заготовок с толщиной более 1-1,5 см работник должен обращать особое внимание на пробивание дырок для вырезания замкнутого контура. Избежать попадания частиц расплавленного материала на плазмотрон можно с помощью увеличения расстояния между обрабатываемым материалом и соплом в момент перехода дуги на материал. Оборудование, предназначенное для тепловой обработки, предусматривает так называемый «подскок». Как только образуется сквозное отверстие, плазмотрон необходимо опустить.
Аппаратура с механизмом, двигающим плазматрон, может пробивать заготовки толщиной менее 6–8 см. После того как произойдет возбуждение дуги, плазмотрон поднимается на расстояние 1,5–2,5 см от заготовки, а затем, медленно опускаясь, передвигается по линии разреза. Это дает возможность частицам расплавленного материала стекать по появляющейся канавке и не попадать на плазмотрон.
Типичные ошибки оператора при выборе режима плазменной резки
Расходные материалы для резки плазмой выбираются в зависимости от обрабатываемого материала (нержавеющая сталь, обычная сталь, латунь и пр.), толщины заготовки, тока дуги, который выставляется на оборудовании, газов (как защитного, так и образующего плазму) и пр.
![Типичные ошибки оператора при выборе режима плазменной резки]()
У работника (оператора) оборудования имеется специальное руководство, где обозначены расходные материалы, предлагаемые к использованию при различных режимах обработки.
Режимы плазменной резки и настройки отражены в инструкциях по применению, которые необходимо обязательно соблюдать.
Электроды и сопла следует использовать только соответствующие выбранному режиму обработки, в противном случае значительно ухудшается качество резки и увеличивается количество используемых расходников. Важно проводить резку плазмой с использованием того тока дуги, для которого созданы применяемые расходники.
Примером может стать плазменная обработка металла на 100 А резаком, рассчитанным на 40 А. Этого делать не стоит! Наилучшие результаты достигаются, когда значение тока на оборудовании составляет 95 % от номинального, для которого создавалось сопло.
В случае использования режима обработки с излишне низким током дуги рез зашлаковывается, а на обороте заготовки образуется избыток грата. Таким образом, получаемый рез будет иметь низкое качество. При слишком высоком токе, выставленном на аппарате плазменной обработки, время службы сопла уменьшается, причем значительно.
Ежедневной проверки требуют давление газа, образующего плазму, и его расход, а также жидкости, предназначенной для охлаждения. При недостаточном расходе части аппарата плохо охлаждаются, что сокращает время их эксплуатации. Охлаждающая жидкость может поступать в недостаточном количестве по причине износа насоса и фильтров, забитых отходами. Недостаток охлаждения является частой причиной поломок оборудования.
Для качественности реза и поддержки дуги необходимо следить за ровным давлением газа, образующего плазму. При чрезмерном давлении газа затруднен розжиг дуги. Это происходит даже при соблюдении остальных требований к настройке оборудования, процессу обработке и параметрам работы.
![Электроды и сопла следует использовать только соответствующие выбранному режиму обработки]()
Излишне высокое давление газа, образующего плазму, приводит к порче электродов. Очистка газа от примесей перед его применением обязательна. Причина – ускоренный расход материалов и выход из строя самого плазмотрона. Оборудование для подачи воздуха (компрессор) в аппарат часто загрязняется влагой, различными маслами, а также частицами грязи, пыли.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Плазменная резка металла на станках с ЧПУ
![Плазменная резка металла на станках с ЧПУ]()
Плазменная резка металлов относится к самым популярным на сегодняшний день способам раскроя. Обработка производится на специальных плазморезах, оснащенных автоматизированной системой управления. В нашем материале собрана информация о том, как осуществляется плазменная резка металла на станках с ЧПУ.
Виды плазменной резки металла с ЧПУ
Плазменной резкой производители называют обработку листов металла с помощью оборудования, где в качестве резца используется плазма.
Что такое плазма? Это ионизированный газ, несущий в себе положительные и отрицательные заряды, имеющий температуру несколько тысяч градусов на выходе из сопла. Он обладает квазинейтральными свойствами – это значит, что бесконечно малый объем газа не имеет заряда, он уравновешен и равняется нулю.
![Виды плазменной резки металла с ЧПУ]()
Плазменная резка металлов может выполняться несколькими способами.
К плазменно-дуговому методу относятся:
- воздушно-плазменная технология обработки металлических изделий;
- газоплазменный вид резки;
- лазерно-плазменный способ.
Первый и второй приемы резки работают одинаково – здесь используют электродугу и раскаленный ионизированный поток газа. Отличается только рабочая среда: одна технология применяет струю воздуха, другое оборудование режет с помощью газа или водяного пара.
Для резки металлических изделий, имеющих толщину до 20 см, применяют комбинированные плазмотроны. Современные промышленные комплексы могут объединять технологии термической обработки струей газа и оборудование для плазменной резки. Также сегодня станки в большинстве случаев оснащаются системой ЧПУ (числовое программное управление). Можно выполнить резку металлических листов по траекториям любой сложности (прямые, криволинейные и т. д.).
На небольших предприятиях или для выполнения отдельных видов плазменной резки применяют ручное переносное оборудование, использующее классический плазменно-дуговой способ. В этих бытовых агрегатах, предназначенных для резки черного металла, применяется струя воздуха. Модели с ЧПУ, в которых могут использоваться разные газы, относятся к более высокому классу и, соответственно, их стоимость значительно выше.
- Лазерно-плазменный способ резки металлов.
Применяемое в данном случае оборудование позволяет выполнять разные способы резки: лазерную используют для раскроя листов меньше 6 мм, листы металла большей толщины разрезают с помощью плазменно-дугового метода.
Оборудование с ЧПУ для плазменной и лазерной резки металла отличается более высокой производительностью. На нем предусмотрено множество вариантов раскроя, даже есть возможность реза отверстий.
Станки с ЧПУ, совмещающие лазерный и плазменный способы резки металла, в итоге более выгодны производителю. Во-первых, налицо экономия производственных площадей. Во-вторых, плазменно-дуговую резку применяют при обработке заготовок большого размера, а лазерную используют, когда требуется высокоточная обработка мелких изделий.
![Лазерно-плазменный способ резки металлов]()
В лазерной и плазменной резке используются разные источники высокотемпературного нагрева. Первая осуществляется с помощью сфокусированного светового луча, который проходит точно по контуру детали. Нагревается небольшой участок металла, поэтому отходов при распиле меньше, а качественные показатели выше, чем при плазменной резке.
Это приводит к тому, что плазменный способ применяется реже в тех ситуациях, когда предъявляются высокие требования к точности размеров и качеству края изделий.
На предприятиях авиационной, космической, медицинской и других промышленных отраслей сегодня отдают предпочтение титану и сплавам из него. Его очевидные преимущества – это малая плотность и прочность. Однако инженерам приходится учитывать химическую активность и тугоплавкость этого металла.
Принимая во внимание набор свойств титана, механическая и термическая обработки для него не подходят. Газовое оборудование тоже применять нельзя – титан расплавится. Остаются только лазерный или плазменный способы резки.
На станке плазменной резки металла с ЧПУ с дополнительной функцией лазерной обработки можно изготовить детали сложной геометрической формы, к примеру, вырезать в ней несколько сопряженных вместе отверстий.
Плюсы и минусы плазменной резки металла
Проведем анализ преимуществ и недостатков плазменной резки металлов на станках с ЧПУ по сравнению с лазерным методом и другими способами обработки:
- Плазменную резку можно применять при обработке большинства металлов, в том числе цветных, тугоплавких и прочих, «капризных» по своим характеристикам.
- Скоростной режим резки плазмой более высокий, чем при работе газовым оборудованием.
- Эта технология позволяет производить детали сложных геометрических форм, выполнять узорную и фигурную резку изделий, реализовывать самые креативные идеи и работать не только с металлом, но и с другими видами материалов.
- Станок плазменной резки металла с ЧПУ можно настроить на работу с различными материалами, причем это не отразится на качестве работы.
- Качество обработки кромок деталей намного лучше, чем при механических способах резки металла.
- Числовое программное управление (ЧПУ) позволяет проводить обработку больших листов, так как резак может работать под разными углами.
- При современных проблемах с загрязнением окружающей среды плазменную резку можно назвать наиболее экологичной технологией производства.
- Затраты времени на обработку детали ниже, так как отсутствует стадия нагрева металла.
- Технологический процесс не предусматривает использование взрывоопасных газовых баллонов, поэтому у плазменной резки выше уровень безопасности, чем при других вариантах обработки.
Любой метод металлообработки имеет свои минусы, поэтому в статье мы честно разберем все особенности плазменной технологии.
![Плюсы и минусы плазменной резки металла]()
Что можно считать недостатками плазменного способа резки:
- Стоимость установок плазменной резки металла с ЧПУ довольно высока, это касается даже самых простых ручных агрегатов.
- Имеется предельная толщина для обработки металлов с помощью плазменного резака – это 10 см.
- Станки с ЧПУ, даже самые современные, имеют высокий уровень шума, так как воздушная струя выходит из сопла под большим давлением.
- Для работы на оборудовании с ЧПУ и его обслуживания нужно нанимать профессиональных сотрудников, прошедших специальную подготовку.
Станок с ЧПУ для плазменной резки металла
Развитие технологий обработки металла получило новый толчок с появлением плазменной резки. А разработка плазморезов с ЧПУ стала техническим воплощением идеи.
Оборудование с числовым программным управлением применяется на многих производствах. С помощью станков с ЧПУ производят резку элементов конструкций в строительстве, выпускают партии деталей для автомобилей, самолетов, любой техники. Установки для плазменной резки значительно повышают качество выпуска металлических дверей, стеллажей, сейфов, вентиляционных устройств и т. д.
На рынке представлены модели станков для плазменной резки металла с ЧПУ, у которых разные размеры, схемы управления и конструктивные особенности, имеются дополнительные функции, также они отличаются применяемой рабочей средой.
Но они обязательно оснащены следующими элементами:
- плазмотроном, осуществляющим подачу газа или воздуха;
- поворотным механизмом, облегчающим установку листов металла на рабочем столе;
- устройством для перемещения резака и системой магнитов для крепления заготовки;
- датчиком, контролирующим расстояние между горелкой и листом металла;
- конструкцией, состоящей из профильного рельса и двух зубчатых реек по сторонам от него;
- автоматизированной системой с ЧПУ.
Конструкция плазмореза не отличается сложностью. В чем принцип его работы? На горелку подается воздух или газ под большим давлением, в определенной точке он касается электрода, происходит ионизация и нагрев примерно до +30 000 °С. Ионизированный воздух становится проводником тока.
Это состояние воздушной смеси или газа называется плазмой. Раскаленная струя направляется в точку воздействия и расплавляет металл, а отходы удаляются благодаря высокому давлению. Чтобы аппарат работал в автоматическом режиме, оператор настраивает программу в системе ЧПУ. Дальше плазмотрон выполняет свои задачи, работник только следит за ходом процесса.
![Станок с ЧПУ для плазменной резки металла]()
Какими преимуществами обладает оборудование с ЧПУ для плазменной резки металла:
- Заданная программа обеспечивает высокую точность резки и изготовление деталей сложной геометрической формы.
- Технология не требует высоких затрат энергии и вложения дополнительных финансов, отличается автономностью. По мере использования плазмотрона расходы уменьшаются, а уровень рентабельности становится выше.
- Аппараты плазменной резки с ЧПУ отличаются высокой производительностью. Скорость работы плазмотрона намного выше, чем у газового оборудования, с ним может соперничать только лазерная установка. Благодаря этому преимуществу плазменные установки часто используют для массового производства деталей.
- Эксплуатация и техническое обслуживание не вызывают трудностей.
- Агрегат предназначен для резки металлических листов с разными свойствами, низколегированной и углеродистой стали, чугунных заготовок, имеющих толщину в пределах 0,5–150 мм, при этом обеспечивается высокое качество края и не требуется дополнительно обтачивать и шлифовать торцы.
- При работе станка с ЧПУ нет выделений газов, не используется открытый огонь, что говорит о безопасности.
- Система автоматически определяет толщину металла.
Есть определенные ограничения, которые нужно учитывать инженерам производственного отдела. Плазменная резка не подходит для работы с высоколегированной сталью толще 100 мм, а также для обработки титановых листов.
Как и любое другое оборудование, станок с ЧПУ должен проходить регулярные технические осмотры и обслуживание, тогда он прослужит длительное время.
Точность плазменной резки металла посредством оборудования с ЧПУ
В технической документации при проверке точности реза можно увидеть, что есть небольшие отклонения фактического контура детали (обозначается сплошной линией) от номинального контура (обозначен пунктирной), заданного чертежом для программы станка с ЧПУ. Из чертежа понятно, что фактические размеры и формы могут не совпадать с заданными: АЛ, Дв, ДС, AD − отклонения в размерах по факту от задания в чертежах; Д/’лД/д, fc, А/0– отклонения от заданной формы кромок. Конкретно в этом случае можно говорить об отклонении от прямых линий или непрямолинейности. Также имеет место перекос кромки D, которое привело к изменению размера АЛ от заданной линии А.
Также отмечается, что, во-первых, произошел перекос кромок по отношению друг к другу; во-вторых, фактическое взаимное расположение кромок не соответствует заданным значениям; в-третьих, поверхность детали отклонена от плоскости, резец прошел под углом к поверхностям изделия; в-четвертых, поверхность реза отклоняется от плоскости. Кроме этого, имеется отклонение в размерах и форме фасок под сварку, в размерах и форме вырезов.
![Точность плазменной резки металла посредством оборудования с ЧПУ]()
Допуски и отклонения регламентируются ГОСТ 14792–80 «Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза». Документ определяет стандарты на производство деталей, вырезаемых с помощью механической и плазменной резки из следующих видов металла: низкоуглеродистой стали, низколегированной стали, высоколегированной коррозионностойкой, жаростойкой, сюда же входит алюминий и его сплавы. Для кислородного метода подходят толщины от 5 до 100 мм, плазменную резку можно применять для листов толщиной от 5 до 60 мм. ГОСТ предусматривает разделение деталей одного размера по трем классам точности.
Лабораторные проверки требований к деталям первого и второго класса показали, что такую точность можно получить, используя портальные машины с ЧПУ, если соблюдать все условия, указанные в паспортах станков. Оборудование с фотоэлектронным ЧПУ может обеспечить выпуск деталей второго и третьего класса точности, если копирчертежи выполнены с точностью не меньше +/-1 мм. Третий класс точности допустим при плазменной резке переносными агрегатами.
Таблица содержит данные норм по допускам от номинала, приведенные в ГОСТ 14792-80. Допуск отклонений от прямых линий установлен как половина допускаемого значения на размер.
Плазменная резка
При данном методе резки, в качестве режущего инструмента используется струя высокотемпературной плазмы, мощность которой — позволяет резать черные, либо цветные металлы толщиной до 20 сантиметров.
Чаще всего, осуществляется плазменная резка металла с ЧПУ, то есть с помощью специальных программируемых станков.
![Фото плазменной резки металла]()
Такие станки, позволяют осуществлять резку металлов по заданным параметрам в промышленных масштабах, обеспечивая высокую скорость и эффективность работы.
Кроме того, плазменная резка на станках с ЧПУ позволяет обеспечить достаточно высокую безопасность работы с плазмой, при соблюдении всех правил техники безопасности.
Инструменты для плазменной резки металлов, обычно обладают достаточно большими габаритами, а так же требуют мощного источника электрической энергии.
Но современные технологии позволяют создавать и более компактные приборы, с помощью которых осуществляется ручная плазменная резка металла.
Инструменты для ручной резки так же потребляют достаточно много энергии, кроме того — ручная резка осуществляется со значительно меньшей скоростью, чем такая же плазменная резка на станке с ЧПУ.
Точность ручной плазменной резки несколько ниже, но на стороне этого метода — большая универсальность, так как приборы для ручной резки обладают небольшими габаритами и легко транспортируются практически куда угодно.
Для работы такого прибора нужно только подключение к электросети.
Технология и принцип работы
Инструменты для плазменной резки позволяют работать практически с любыми металлами или сплавами, даже сверхпрочными либо отличающимися другими особыми свойствами.
Также, технология плазменной резки металла позволяет значительно ускорить резку металлических деталей малой и средней толщины по сравнению с газопламенной резкой.
Плазменно-дуговой способ
Для того, чтобы создать плазму — между электродом аппарата для резки и разрезаемым металлом создается электрическая дуга, одновременно — из расположенного рядом с электродом сопла, подается газ под высоким давлением.
Электрическая дуга преобразует струю газа в поток плазмы имеющий температуру от 5 до 30 тысяч градусов. При этом скорость движения струи плазмы достигает более полутора километров в секунду.
Поток плазмы, имеющий такие показатели температуры и скорости движения, легко справляется с разрезанием любых даже самых прочных сплавов.
При этом, плазменно дуговая резка металлов обеспечить высокое качество и чистоту получаемого среза и невысокий нагрев самой разрезаемой детали, что исключает тепловую деформацию заготовки, которая зачастую является серьезной проблемой при других методах разрезания металлов.
Плазменно-дуговая резка металла подразумевает включение разрезаемого металла в электрическую цепь, то есть разрез осуществляется с помощью электрической дуги.
Таким образом, режут металлы, которые другим способом обработать крайне сложно либо невозможно, к ним относятся коррозионностойкие стали, титан, медь.
Также, с помощью этого метода легко режутся: алюминий, чугун и другие металлы, сплавы, черные либо цветные.
При резке плазменной дугой происходит выплавление металла в точке разреза, затем расплавленный металл выдувается струей газа.
Метод резки плазменной струей
Также существует метод резки с помощью потока плазмы. При этом разрезаемый металл не является компонентом электрической цепи.
В данном случае — электрическая дуга так же есть, но она проходит от наконечника электрода до внутренней стенки сопла плазмотрона.
Таким образом, можно осуществлять резку неэлектропроводных материалов, разрезание металла осуществляется за счет воздействия высокоскоростной плазмы, электрическая дуга используется только для создания плазмы и придания ей большой скорости.
Именно этот метод используется для изготовления аппаратов ручной плазменной резки.
![Технологии плазменной резки]()
Технологии плазменной резки
Метод резки струей плазмы незаменим при резке тонких листов металла, в других случаях (за исключением ручной резки) он используется достаточно редко.
В ручной резке преимущественно используется именно метод резки потоком плазмы, так как с помощью этой технологии можно создавать компактные приборы с невысоким весом и энергопотреблением.
Назначение форсунок
Форсунки, по которым подается газ, требуют охлаждения, чаще всего используется воздушное охлаждение, но присутствует и аппаратура с водным охлаждением.
Форсунки, обычно — используются с регулируемым диаметром сопла, что позволяет точно настроить скорость и силу истечения газов.
Благодаря этому — один и тот же аппарат можно настроить для эффективной работы практически с любым металлом, самого широкого диапазона толщины и состава материала.
Как правило, форсунки с воздушным охлаждением более дешевы и надежны, но жидкостное охлаждение форсунок позволяет развивать значительно большую мощность, чем при использовании воздушного охлаждения.
Назначение электродов
Электроды, используемые в аппаратах для плазменной резки, изготавливают из сплавов вольфрама с лантаном.
Это связано с тем, что электрод должен обладать высокой электропроводностью и при этом должен быть устойчив к воздействиям высокой температуры.
Газы, которые применяются для создания плазмы делятся на активные и неактивные.
Посредством активных газов работают кислородная либо воздушно плазменная резка металла, эти разновидности метода используются для резки черных металлов и их сплавов (сталь, чугун).
Для резки цветных металлов и сплавов, наилучшим образом подходит — резка с применением неактивных газов, таких как аргон, азот, водород.
![Режущий плазмотрон]()
Схематичный рисунок режущего плазмотрона
Так как физический принцип плазменной резки металла позволяет работать практически с любыми металлами, обеспечивать высокую безопасность и скорость работы, то этот метод обработки металлов получил достаточно широкое распространение на самых различных производствах.
Резка металла с помощью плазменной струи позволяет осуществлять сложную фигурную вырезку.
Помимо быстрого вырезания сложных технических деталей, возможна и художественная плазменная резка металла, которая позволяет создавать настоящие произведения искусства либо декоративные элементы даже из очень тугоплавких сплавов.
Технология предполагает различные режимы плазменной резки металла, которые позволяют быстро подстроить оборудование под работы не только с определенной разновидностью сплава, но и с заготовками определенной толщины.
![Режимы плазменной резки]()
Благодаря различным режимам работы оборудования можно легко подобрать нужный режим в большинстве случаев, что позволяет экономить как энергию, так и ресурс аппаратуры.
Основные преимущества
Резка металлов с помощью плазмы является одним из наиболее современных и технически совершенных способов работы с различными металлами.
Эта технология появилась относительно недавно, но получила широкое распространение, благодаря ряду преимуществ, которые она предлагает по сравнению классическими инструментальными методами работы с металлами.
Основные преимущества плазменной резки металла заключаются в:
- скорости резки;
- универсальности (можно работать с любыми металлами и славами);
- нет ограничений по форме обрабатываемых деталей и сложности вырезаемых фигур;
- срез, который образуется в процессе резки, обладает высокой чистотой и качеством поверхности.
Для того, чтобы максимально использовать все преимущества плазменной резки металлов — необходимо правильно и точно подбирать режимы работы установки под конкретный материал, при этом необходимо учитывать множество факторов, таких как:
- свойства материала;
- его толщина;
- скорость и температура плазмы;
- скорость выполнения разреза.
При правильном подборе этих, а так же некоторых других специфических параметров — плазменная резка будет осуществляться быстро и с высоким качеством.
Резка металла с помощью плазмы более безопасна, чем обычная газопламенная резка, так как в процессе резки не используются баллоны с кислородом, горючими газами.
![Таблица скоростей плазменной резки]()
Таблица скоростей плазменной резки
Аппараты для плазменной резки могут иметь различные габариты и назначение.
![Аппарат для ручной плазменной резки]()
Производятся аппараты для ручной плазменной резки, но чаще всего используется автоматическая плазменная резка металла, по причине более высокой скорости и точности работы такого оборудования.
Аппараты для ручной плазменной резки могут производится с различными конструктивными особенностями сопла и охладительных систем.
Наиболее компактные и универсальные из них могут работать на открытом воздухе, в условиях открытых строительных либо монтажных площадок.
При этом, плазма может создаваться как на прямую – из воздуха, так и из подаваемых газов, таких как водород либо аргон.
Еще одним различием в таких аппаратах является система охлаждения плазмотрона, она может быть как жидкостной так и воздушной.
Воздушная система лучше подходит для работы на открытых площадках, но обладает меньшей эффективностью и не позволяет аппарату развивать действительно высокую мощность.
Если еще 20-30 лет назад резка металла плазмой была мало распространена и относилась к экзотическим методам работы с металлами, то в наше время можно легко найти компании, которые занимаются предоставлением таких услуг, либо же самостоятельно приобрести оборудование для осуществления ручной плазменной резки.
Популярные металлы
Наиболее распространена плазменная резка листового металла, это связано с тем, что этот метода на сегодняшний день является одним из самых дешевых и быстрых способов работы с листовым прокатом.
Как правило, оборудование для работы с листами металла позволяет осуществлять резку листа толщиной до 50 мм, независимо от сплава, из которого изготовлен лист.
Кроме того современные станки плазменной резки позволяют вырезать изделия практически любой геометрической формы с точностью среза до 0,5 мм.
Нередко требуется точно и быстро осуществить резку труб. В отличие от резки листового металла плазменная резка труб осуществляется в специальных машинах, которые позволяют вращать трубу в процессе резки.
Скорость такой резки может достигать 9000 мм, а точность среза до 0,1 мм.
Благодаря таким параметрам, а так же невысокой цене плазменная резка труб является одним из наиболее доступных методов точной резки труб самого широкого диапазона диаметров и практически любого сплава.
Одним из сложных для работы материалов является алюминий и его сплавы, этот металл достаточно легко окисляется, при резке сложно получить чистый и точный срез.
Алюминий
При этом, плазменная резка алюминия с использованием воздуха или активных газов — не является наилучшим выбором, так как поверхность среза будет покрыта толстым слоем окислов, что негативно скажется на качестве получаемых деталей.
Для работы с алюминием требуются аппараты плазменной резки, работающие на неактивных газах, таких как аргон либо азот.
При их использовании на поверхности среза алюминия практически не будет оксидов, эта разновидность метода является одной из наиболее подходящих для работы с этим металлом.
Не смотря на универсальность метода, плазменная резка стали является наиболее частой областью применения плазменного оборудования, по причине того, что сталь является наиболее распространенным сплавом.
Кроме того, для резки стали нет необходимости применять инертные газы, что позволяет использовать даже самое простое и недорогое оборудование, получая отличные результаты как по точности так и по скорости работы.
![figurnaya-rezka-plazkmoy]()
Нержавеющая сталь
Если осуществляется плазменная резка нержавейки, то она также не требует технических ухищрений, так как этот сплав устойчив к окислению и его вполне возможно резать с помощью воздушно-дуговой разновидности плазменной резки, которая является наиболее дешевой и доступной.
Еще одним несомненным преимуществом является возможность работы даже с очень тонкими слоями металла без потерь качества и точности резки.
Именно плазменная резка тонкого металла является основным и практически единственным конкурентом в этой области для лазерной резки.
Это связано с тем, что методами механической обработки крайне сложно осуществлять резку тонкого металла, при этом они не удовлетворяют современным требованиям по точности, скорости работы и качеству получаемых срезов.
Рыночные расценки на услуги
Благодаря широкому распространению оборудования для плазменной резки, стоимость осуществления этой работы достаточно невысока и доступна.
На нее оказывает влияние толщина обрабатываемого материала, вид металла, который будет подвергаться резке, а так же сложность изготавливаемых деталей.
Предлагают такие услуги достаточное количество различных предприятий, поэтому найти подрядчика для выполнения данной работы не составляет труда. Так, стоимость плазменной резки металла обычно начинается от 25-30 рублей за погонный метр.
В случае, если требуется осуществить резку цветных металлов, минимальная стоимость погонного метра будет составлять 50-60 рублей.
Так же может осуществляться и плазменная резка металла своими руками, даже в домашних условиях.
Для этого потребуется приобрести соответствующее оборудование, которое можно переносить и вес которого находится в пределах 5-8 килограмм.
Для осуществления ручной плазменной резки потребуется подключение аппарата к электрической сети.
При ручной работе цена услуг плазменной резки металла будет несколько выше, чем при автоматической.
Но при этом она может осуществляться в широком диапазоне условий и обладает значительно большей автономностью по сравнению с промышленным оборудованием.
Наибольшей популярностью пользуется воздушно плазменная чпу резка металла.
При этом способе обработки не используются инертные газы, поэтому он подходит только для работы со сталью и другими сплавами железа, а цена плазменной резки металла таким способом весьма невысока.
Основным преимуществом такого метода является высокая скорость резки, а так же возможность запрограммировать станок на изготовление даже очень сложных изделий в автоматическом режиме.
В последние годы появилось множество компаний, которые предлагают услуги плазменной резки металла.
Это создало высокую конкуренцию на этом рынке и привело к тому, что цена резки металла плазмой значительно уменьшилась и стала доступна широкому кругу потребителей.
Цена услуг плазменной резки металла включает в себя стоимость расходных материалов (электроэнергии и газов), стоимость оборудования, а так же сложность изделий, которые требуется вырезать.
Читайте также:













.jpg)





