Режимы резания металла на ленточнопильном станке
Обновлено: 21.09.2024
В процессе обработки заготовки на ленточнопильных станках, выделяют следующие режимы резания: подача, Sвеличина радиального перемещения пильной рамы за 1 сек.; скорость, Vскорость движения зубьев пилы в направлении главного движения. Применение двух прямолинейных движений главного и вспомогательного, позволяет получить необходимую траекторию движения каждого зуба пилы. При определении силы резания необходимо знать толщину срезаемого одним зубом слоя разрезаемого материала. Зная шаг зубьев, h, скорость движения пилы, V и секундную подачу s, можно путем несложных преобразований определить величину подачи на один зуб пилы s z:
где SZ - подача на один зуб пилы;
h - шаг зубьев, мм;
V -скорость движения пилы, мм/мин
Также немаловажный фактор резания, который непосредственно влияет на производительность при распиле заготовок - это усилие подачи. Усилие подачи это сила, с которой привод подачи действует на пильную раму. В первых моделях ленточнопильных станков максимальное усилие подачи задавалось собственным весом пильной рамы, что обеспечивало максимальную производительность резания при удовлетворительной стойкости пилы. С появлением новых режущих материалов собственного веса пильной рамы стало недостаточно для обеспечения требуемого усилия подачи, и привод пильной рамы стал двусторонним. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определенной толщины. Практически подача (усилие подачи) подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой и пылеобразной нужно увеличить скорость (усилие) подачи полотна или уменьшить скорость резания. Слабовьющаяся стружка свидетельствует о правильном выборе режимов пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости (усилия) подачи или недостаточной скорости резания. Также для достижения оптимальных условий при работе с определенными группами материалов и формой заготовок необходимо точно задавать параметры полотна пилы .
Одним из самых важных факторов, влияющих на режимы резания, является выбор шага зубьев пилы. Особенно важно правильно выбирать геометрические параметры пил при порезке труб и профильного проката. Переменные сечения этих заготовок предполагают наличие нескольких стенок или ребер, врезание зубьев в которые происходит ударным образом. При порезке подобных заготовок имеет место ударное врезание зубьев в нескольких участках ее сечения. Это обуславливает применение пил с небольшими прочными зубьями, количество которых должно быть одновременно не менее трех в зоне резания любого сечения заготовки.
Общие рекомендации по выбору шага зубьев при порезке различных заготовок весьма близки между собой и отличаются лишь привязкой этих рекомендаций к маркам и типоразмерам производимых пил.
В общем случае, для определения шага пил для трубных заготовок существует эмпирическая формула:
где А - шаг зубьев, мм;
D - наружный диаметр трубы, мм;
S - толщина стенки трубы, мм
Так как рассматривается порезка сплошного проката, следовательно, рекомендуется принять шаги зубьев биметаллической пилы согласно таблице 1. Примеры ширины разрезаемого материала приведены на рисунке 1.
В зависимости от ширины разрезаемого материала по таблице 1 выбирается рекомендуемый шаг зубьев пилы.
Рис. 1. Примеры ширины разрезаемого материала
Таблица 1. Выбор шага зубьев пилы в зависимости от ширины разрезаемого материала
Рекомендации в эксплуатации ленточных полотен
1. Подготовка к работе - обкатка ленточного полотна:
Очень важный пункт, так как ресурс ленточного полотна главным образом зависит от управляемой процедуры его "обкатки". Острозаточенный карандаш сломается сразу, в отличие от острого, но слегка притупленного, тот же принцип и при подготовке полотна. Сначала надо дать полотну приработаться к шкивам станка, погоняв его в холостую по воздуху около пяти минут. Затем, на меньшей скорости вращения полотна, примерно 70% от рекомендуемой и 50% от рекомендуемой скорости подачи, пропилить заготовки около пятнадцати минут, и только после этого довести скорость вращения и подачи до нормальной.
2. Натяжение полотна:
Степень натяжения ленточного полотна указана в инструкции по эксплуатации станка. Профессиональные и промышленные модели ленточнопильных станков оснащены встроенными тензометрами, при помощи которых можно контролировать степень натяжения. Важно не перетянуть полотно, так как из-за перетяжки существенно снижается стойкость, что приводит к разрыву ленточного полотна по сварному шву или образующимся трещинам. Если полотно недостаточно натянуть, то будет отклонение от перпендикулярной плоски пиления и извилистый пропил.
3. Эксплуатация полотна:
Основным показателем правильного выбор режимов резания служит отсутствие сильных вибраций при резании и вид стружки. Для оптимальной резки нужно, чтобы каждый зуб ленточного полотна срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или меньшей, чем необходимо, скорости резания. Так же важно - не перегреть режущий материал полотна, отсюда следует, что требуется интенсивный полив полотна СОЖ, зоны резания и распиливаемой заготовки. При возникновении вибраций уменьшать подачу. Следить за качеством поверхности среза, задиры и каверны могут являться следствием неправильного подбора шага, режимов обработки или износа полотна.
4. Отдых полотна:
Отдых полотна позволяет перераспределить усталостные напряжения, возникающие в процессе работы, сохранить свойства инструментального материала и увеличить срок службы. При интенсивной работе в течение всего рабочего дня лучше работать двумя полотнами, одним до обеда, другим после. В конце рабочего дня обязательно ослаблять натяжение полотна, а еще лучше снимать полотно со станка, и вывернув его наизнанку, вешать на крюк.

- Для распиловки тонкостенных заготовок, таких как трубы, листовой прокат и подобных, требуются ленточные полотна с мелким шагом зуба, иначе существует опасность повредить или сломать зуб полотна.
- Заготовки большого размера должны разрезаться ленточными полотнами с крупным шагом зубьев. Крупный шаг увеличивает производительность и оставляет много места для свободного образования стружки.
- Для распиловки мягких и вязких материалов, таких как алюминий и бронза, требуется много свободного места для образования стружки, здесь тоже используют полотна с крупными зубьями, так как они не дают стружке скапливаться и застревать между зубьями.
Рекомендации перед началом пиления
Убедитесь, что:
1. Используется правильный тип полотна для данного материала.
2. Полотно имеет правильный шаг и конфигурацию зубьев для данной заготовки (форма, размер).
3. Полотно правильно установлено на шкивах ленточной пилы и в направляющих.
4. Зубья пилы направлены в сторону пиления. Если зубья ленточного полотна смотрят в обратную сторону, выверните пилу. Видео, как это можно сделать, находится в разделе - Проблемы и решения.
5. Натяжение полотна соответствует рекомендуемому, 250 - 280 Н/мм².
6. Направляющие установлены максимально близко к обрабатываемой заготовке.
7. Щетка для стружки и другое оборудование для удаления стружки расположено и функционирует правильно.
8. Охлаждающая жидкость поступает в пропил и имеет правильную консистенцию и концентрацию.
9. Режимы резания соответствуют рекомендуемым (скорость и подача).
10. Обрабатываемая заготовка надежно закреплена.
11. Ленточная пила не пускается в ход и не останавливается во время контакта с обрабатываемой заготовкой.
12. Для резки в старом пропиле не используется новое полотно (там могут находиться фрагменты зубьев старого полотна, если оно вышло из строя не завершив рез).
Ресурс и стойкость ленточного полотна по металлу
Стойкость ленточного полотна зависит от множества факторов, среди которых:
- тип станка;
- режимы работы;
- обрабатываемый материал;
- поперечное сечение материала;
- материал полотна;
- подготовка полотна;
- соблюдение правил эксплуатации, такие как: правильная скорость резания, верно подобранный шаг зубьев, использование СОЖ;
- квалификация и настроение рабочего.
Ресурса одного погонного метра ленточного полотна хватает распилить 1.5-2 м² черного металла сплошного сечения. Если считать в часах, то ресурс для полотен большинства производителей составляет 140-160 часов работы. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
Стойкость ленточных полотен
Производительность резания биметаллическими ленточными полотнами при пилении конструкционных сталей находится в пределах 35-70 см/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы - 10-25 см/мин. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице. Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9.
20Х13, Р6М5
12Х18Н9Т
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка. На стойкость полотна существенно влияет и правильно подобранный шаг зуба ленточной пилы.
Рекомендации выбора шага зубьев ленточной пилы
Материалом, размером и толщиной заготовки обусловлен правильный выбор шага зубьев. Так, чем меньше и тоньше заготовка, тем мельче должны быть зубья, а при пилении больших заготовок полотно должно иметь крупные зубья. Мягкие материалы требуют большего объема впадин и более крупного шага. Твердые материалы требуют большего количества зубьев, одновременно участвующих в резании и более мелкого шага. Мы советуем при подборе шага зубьев следовать правилу, чтобы не менее 3 зубьев при резке находились в теле заготовки, оптимально 6-12 зубьев, максимально 24 зуба.
На сегодняшний день в приоритете резка металла на ленточнопильных станках ленточными полотнами с переменным шагом зубьев, где первая цифра в обозначении указывает количество зубьев на первый дюйм, а вторая цифра показывает количество зубьев на второй дюйм, далее идет чередование зубьев по всей длине сваренного в кольцо полотна. Чтобы самостоятельно определить какой шаг зубьев на ленточной пиле у которой стерлось обозначение, надо подсчитать количество зубьев на пяти сантиметрах полотна.
Пять зубьев на пяти сантиметрах - шаг зубьев 2/3 TPI;
Семь зубьев на пяти сантиметрах - шаг зубьев 3/4 TPI;
Девять зубьев на пяти сантиметрах - шаг зубьев 4/5 TPI;
Десять зубьев на пяти сантиметрах - шаг зубьев 4/6 TPI;
Одиннадцать зубьев на пяти сантиметрах - шаг зубьев 5/6 TPI;
Двенадцать зубьев на пяти сантиметрах - шаг зубьев 5/7 TPI;
Тринадцать зубьев на пяти сантиметрах - шаг зубьев 5/8 TPI;
Шестнадцать зубьев на пяти сантиметрах - шаг зубьев 6/10 TPI;
Девятнадцать зубьев на пяти сантиметрах - шаг зубьев 8/11 TPI;
Двадцать зубьев на пяти сантиметрах - шаг зубьев 8/12 TPI;
Двадцать четыре зуба на пяти сантиметрах - шаг зубьев 10/14 TPI;
Двадцать восемь зубьев на пяти сантиметрах - шаг зубьев 12/16 TPI.
Наибольшее распространение полотна получили для резки профиля и труб на предприятиях машиностроения в заготовительных и серийных производствах. В зависимости от толщины обрабатываемой детали рассчитывается шаг зубьев ленточной пилы. Ниже приведены специальные таблицы расчета, которые смогут помочь сделать оптимальный выбор шага зубьев того или иного полотна.
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 - 30 | 10 | 15 - 40 | 8/12 |
| 30 - 50 | 8 | 25 - 55 | 6/10 |
| 50 - 80 | 6 | 40 - 80 | 5/8 |
| 80 - 120 | 4 | 55 - 120 | 4/6 |
| 120 - 200 | 3 | 80 - 150 | 3/4 |
| 200 - 400 | 2 | 120 - 350 | 2/3 |
| 300 - 700 | 1,25 | 250 - 500 | 1,4/2 |
| > 600 | 0,75 | > 500 | 0,75/1,25 |
Размер шага ленточной пилы для резки профиля и труб
| Стенка S, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | ||||||
* при распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки.
Рекомендуемые режимы резания на ленточнопильных станках
Преимущества пиления на ленточнопильных станках
Технология пиления на ленточнопильных станках находит все большую востребованность в современных производствах. К основным преимуществам использования ленточных полотен можно отнести:
- наименьшая величина стружки и отходов от резки;
- высокая точность изготовления торцов деталей;
- идеально ровная поверхность среза детали;
- отличная производительность и скорость работы оборудования;
- малошумность и отсутствие вибраций.
Используя ленточнопильные полотна взамен базовых способов резки дисками и ножами, в итоге мы получаем возможность сэкономить. Металл расходуется более расчетливо, значительно сокращается степень образования отходов производства. Кроме того, качество производимых изделий значительно превышает аналоги дисковой или резки на ножовочном станке.
Рекомендации по выбору режимов распиловки конструкционных сталей на ленточнопильных станках
Обработка на современных ленточнопильных станках, нормируется согласно универсальным рекомендациям производителя оборудования, которые не всегда учитывают все особенности процесса. Правильный выбор технологических режимов обработки и конструкторских параметров процесса резания на ленточнопильных станках позволяет реализовать максимальную эффективность распиловки сталей.
Ленточнопильные станки применяются на мелко и крупносерийном производстве для резки заготовок. Данный тип оборудования используется в основном на заготовительных участках. Постоянное совершенствование конструкций ленточнопильных станков и используемого режущего инструмента (ленточных пил) определяют возрастающий спрос на данное оборудование. Ленточная пила позволяет обеспечить минимальный отход металла в стружку (толщина 0,6-2 мм), одновременно достигается высокая производительность процесса и малый расход энергии. Возможность использования специальных пил, оснащенных твердым сплавом или алмазной кромкой, позволяет резать труднообрабатываемые материалы (абразивы, цветные металлы и некоторые твердые сплавы).
Конкурентоспособность современного промышленного предприятия, в первую очередь, связана с возможностью реализовать требования потребителя в кратчайшие сроки, обеспечив при этом минимальную стоимость продукта. В этих условиях становится особенно важным реализовать максимальную эффективность процесса производства на всех этапах, начиная с заготовительной операции, что достигается за счет выбора наилучших режимов обработки, с учетом специфики процесса.
Обработка на современных ленточнопильных станках, нормируется согласно универсальным рекомендациям производителя оборудования, которые не всегда учитывают все особенности процесса. К примеру, выбор рабочей подачи пильной рамы, зачастую, осуществляется табличным методом и зависит от обрабатываемого материала и мощности оборудования при этом шаг зубьев пилы и геометрия заготовки не учитывается. Такой подход не позволяет выбрать рациональную подачу, в результате чего наблюдается преждевременный выход ленточной пилы из строя.
Богатый аналитический и экспериментальный опыт изучения процесса резания металлов на ленточнопильных станках позволяет адаптировать научные результаты к конкретному случаю обработки и изложить их в виде конкретных рекомендаций для наиболее часто встречающегося на производстве случая распиловки заготовок из конструкционных сталей.
Обработка на ленточнопильных станках происходит за счет двух прямолинейных движений, а именно, главного движения резания (характеризуется скоростью движения зубьев ленточной пилы - V, м/мин) и движения подачи (характеризуется перемещением пильной рамы S, мм/мин).
Кинематическая схема процесса резания приведена на рисунке 1. Дополнительным параметром, характеризующим процесс, является подача на зуб Sz, мкм, численно равная толщине срезаемого каждым зубом слоя металла.
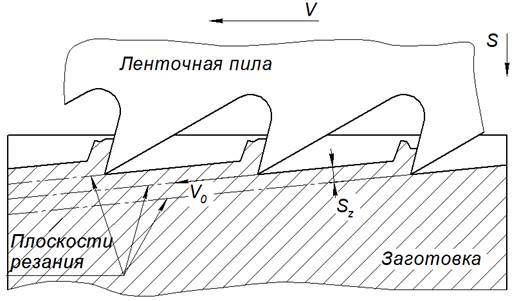
Рисунок 1 - Кинематическая схема процесса резания на ленточнопильных станках
Подача на зуб численно равна:
где t - шаг зубьев, мм.
Отличительной особенностью процесса обработки на ленточнопильных станках является тонкий слой стружки, удаляемый каждым зубом пилы (от 0,5 до 20 мкм). Экспериментальные исследования показывают, что величина подачи на зуб, при обработке конструкционных сталей, должна лежать в пределах интервала от 7 до 8,5 мкм, при меньших подачах процесс резания затрудняется, стружка становится тонкой и порошкообразной, вместо резания начинает происходить процесс пластического деформирования. При увеличении Sz на стружке появляются цвета побежалости. Примем требуемое значение подачи на зуб 8мкм.
Шаг зубьев пилы является важным фактором, оказывающим влияние на процесс обработки. Рекомендации по выбору шага зубьев близки между собой и отличаются лишь привязкой к определенным маркам и типам пил различных производителей. Приведем универсальные рекомендации по выбору шага зубьев. Ударное врезание зубьев в заготовку не позволяет значительно уменьшить шаг, а увеличение шага зубьев будет связано со значительным увеличением силы резания.
Таблица 1 определяет шаг зубьев ленточной пилы в зависимости от ширины разрезаемого материала
Читайте также: