Резка металла графитовым электродом
Обновлено: 04.10.2024
Применяются следующие виды дуговой резки неплавящимся электродом: разделительная, воздушно-дуговая и плазменно-дуговая.
Разделительная резка металла неплавящимся электродом производится с помощью угольного, графитового или вольфрамового электрода. Угольные и графитовые электроды диаметром 12–25 мм позволяют разрезать металл толщиной до 100 мм. Резку производят постоянным током прямой полярности. Сварочный ток в зависимости от диаметра электрода составляет 40–1000 А. Угольные электроды в процессе резки науглероживают кромки разреза и этим затрудняют последующую механическую обработку. Графитовые электроды дают более чистый разрез, дольше сохраняются и допускают большие плотности тока.
Воздушно-дуговая резка используется как для разделительной, так и для поверхностной резки. При этом способе между неплавящимся электродом и разрезаемым металлом возбуждают дугу. Теплом дуги расплавляют металл участка резания, а струей сжатого воздуха непрерывно удаляют его из полости реза. Для воздушно-дуговой резки низкоуглеродистой и нержавеющей стали толщиной до 20 мм применяют универсальный резак типа РВД–4А–66. Резак имеет сменные угольные электроды диаметром 6–12 мм. Сварочный ток достигает 400 А, а при кратковременном форсированном режиме – до 500 А. Давление воздуха составляет 0,40–0,6 МПа. Расход воздуха при давлении 0,5 МПа не превышает 20 м 3 /ч. Масса резака 1 кг.
Процесс резки протекает устойчиво при питании резака постоянным током обратной полярности. При постоянном токе прямой полярности и при переменном токе процесс идет неустойчиво, производительность низкая при плохом качестве поверхности резания. Производительность резки зависит от тока. При сварочном токе 200 А за 1 ч работы можно удалить до 7 кг низкоуглеродистой стали, при токе 300 А – до 10 кг, при токе 500 А – около 20 кг. С повышением тока снижается удельный расход электроэнергии с 3 кВтч/кг при токе в 300 А до 2 кВтч/кг при 500 А.
Плазменно-дуговая резка производится путем глубокого проплавления металлов сжатой дугой в зоне резания и удаления частиц расплавленного металла газовым потоком (рис. 97). Дуга возбуждается и горит между вольфрамовым электродом и разрезаемым металлом. Сварочный ток постоянный прямой полярности. Электрод находится внутри охлаждаемого медного мундштука. В канал мундштука под давлением подается плазмообразующий газ, струя которого сжимает столб дуги. Под действием дуги газ разогревается до высокой температуры, образуя плазму с температурой более 10 000 °C. Струя плазмы, имея высокую температуру и большую скорость истечения, проплавляет металл по линии реза и выдувает расплавленный металл из полости реза.
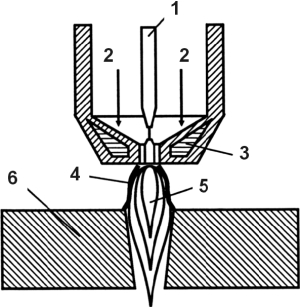
Рис. 97. Плазменная резка:
1 – вольфрамовый электрод; 2 – плазмообразующий газ; 3 – медное водоохлаждаемое сопло; 4 – электрическая дуга; 5 – струя плазмы; 6 – разрезаемый металл
Плазменно-дуговую резку применяют для резки легированных углеродистых сталей, чугуна, цветных металлов и их сплавов. Наиболее рационально и экономично ее применение при резке высоколегированных сталей, цветных металлов и их сплавов. Электроды изготовляют из лантанированного (ВЛ–15) или торированного (ВТ–15) вольфрама. Плазмообразующими газами служат чистый аргон высшего сорта, технический азот 1-го сорта, смеси аргона с техническим водородом, воздух.
Источники питания для плазменной обработки должны обладать жесткой или крутопадающей внешней характеристикой. Для получения повышенного напряжения холостого хода используют последовательное включение двух-трех генераторов на одну дугу. К специализированным источникам питания относится ИПР–120/600, используемый в установке ОПР–6, ВНР–402 – в установке АПР–401.
Большое применение получили источники питания на тиристорах. Толщина разрезаемого металла в значительной степени зависит от напряжения. Например, при рабочем напряжении 75 В максимальная толщина резки алюминия достигает 25 мм, при напряжении 250 B–300 мм. Ток составляет 150–800 А. Для ручной плазменно-дуговой резки используют плазморез марки РДМ–2–66–А, работающий на смеси аргона, водорода и азота, позволяющий резать металлы толщиной до 80 мм при максимальном токе до 450 А.
Широко применяют универсальную аппаратуру «Плазморез», состоящую из двух комплектов: КДП-1 и КДП–2. Комплект КДП–1 имеет резак РДП–1 с водяным охлаждением, предназначенный для резки алюминия толщиной до 80 мм, нержавеющей стали – до 60 мм и меди – до 40 мм. В качестве газа используются аргон, азот и водород. Комплект КДП–2 допускает резку алюминия толщиной до 50 мм, стали – до 40 мм и меди – до 20 мм. Резак РДП–2 этого комплекта имеет воздушное охлаждение и может быть использован на монтажных работах при любых температурах. Источником питания дуги для всех комплектов служат два-три последовательно соединенных однопостовых источника постоянного тока.
Для машинной резки применяют установки марок АПР–402, АПР–404, УВПР «Киев», ОПР–6 и др. Установка АПР–402 может производить резку черных и цветных металлов и их сплавов толщиной до 160 мм. Она предназначена для комплектования стационарных машин термической резки и обеспечивает раскрой листового материала, резку труб и круглого проката. Ток устанавливается в пределах 100–450 А. Напряжение холостого хода 300 В, рабочее напряжение на дуге 250 В. Плазмообразующий газ – воздух. Максимальное давление воздуха 0,4 МПа. Замена дорогостоящих газовых смесей обычным воздухом экономически выгодна, значительно упрощает конструкцию установки и повышает производительность в 3–5 раз.
Для дуговой сварки и плазменной резки легированных сталей, цветных металлов и их сплавов в строительно-монтажных условиях используют монтажный передвижной пост КПМ–1. Оборудование состоит из сварочного выпрямителя ВКС–500–1, компрессора, двух балластных реостатов типа РБ–300–1, горелки ГДС–150, резака РДП–2, баллонов с аргоном и азотом. Пост снабжен коллектором, допускающим переход от сетевых коммуникаций к кабель-шланговому пакету. Вентиляция на режиме резки – принудительная. Пост выполняет сварку металла толщиной до 2,5 мм и резку меди толщиной до 20 мм, стали – до 40 мм и алюминия – до 50 мм.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Резка плавящимся электродом
Резка плавящимся электродом Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для грубой разделки металла. Резку производят
Тест 1. Резка каната
Тест 1. Резка каната Канат был куплен, обмотан малярным скотчем И понеслось… А теперь подробно:Cold Steel Pocket Bushman PEВторое место по количеству отрезов, 95 раз. Впечатления тестеров по комфорту различаются, от "нормальная рукоять" у Сильвера до "режет руку сильно" у Ивана.
Тест 1. Резка каната и оценка эргономики рукояти.
Тест 1. Резка каната и оценка эргономики рукояти. Это самый популярный тест среди ножевиков – дешево и ножу никакого вреда не наносится. Разве что перетачивать придется.Результаты тестирования:Byrd Raven (Сталь 8Cr13Mov).Общее впечатление: Открывание-закрывание ножа понравилось
Резка
Резка Прямые шары, когда они стоят близко, действительно очень хороши и удобны для сыгрывания. Однако прямой шар сковывает руки игроку, допуская всего три варианта продолжения игры: после удара «свой» шар остается на месте, после удара «свой» прокатывается вперед; и
Технология дуговой резки электродами
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
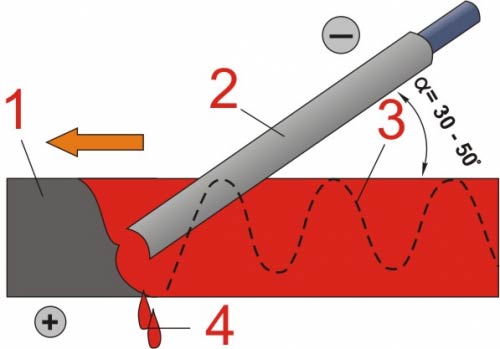
Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
Как используются графитовые электроды

Электроды для сварки
Соединить элементы из стали и сплавов можно при помощи сварки. Для проведения процедуры используют расходные материалы, свойства которых соответствуют характеру выполняемых работ – например, графитовый электрод. Соединения, созданные таким способом, получаются прочными, отличаются хорошей электропроводимостью, долговечны.

Производственный процесс и ГОСТы
Электроды с графитным покрытием производят в соответствии с ГОСТ Р МЭК 60239-2014. Для их изготовления применяют малозольный кокс нефтяной, к которому присоединяют электродный бой – примерно десятую часть от общей массы. Для связывания составляющих используют каменноугольный пек.
Для получения продукции исходные материалы дробят, накаливают, подвергают измельчению. Затем их распределяют на фракции, дозируют, перемешивают с добавлением скрепляющего материала.
После получения электродной массы ее загоняют под пресс, в результате получают «зеленые» электроды. Их высушивают, отправляют на обжиг, выполняют графитизацию и механическую обработку.
После проведения обжига электродов в соответствии с технологией связующее вещество становится коксом. У него меняются свойства, повышается электро- и теплопроводность, улучшается механическая сопротивляемость.
Процесс графитизации выполняется при температуре +2700…+2900ºС, по времени может занять 100 или более часов. Для нагревания применяют электроды и углеродистую засыпку, которая обеспечивает защиту от окисления.
После окончания технологического процесса образуется графит с кристаллической структурой, примеси восстанавливаются и улетучиваются. Характеристики твердости и электросопротивления понижаются, что способствует улучшению процесса механической обработки. Чтобы замедлить скорость расходования изделий, выполняется пропитывание специальными веществами, помогающими защититься от окисления.
Покрытия, выполненные на основе кремния, железа и алюминия, образуют защитную пленку из оксидов. Это уменьшает потери в результате окислений. Использование алюминия помогает понизить сопротивление электродов, у тока плотность повышается и составляет 21-25 А/см².
Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.
Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина – 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый – подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский – с квадратным или прямоугольным сечением.
- Полукруглый – подойдет для выполнения резки.
- Полый – удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.

Плюсы и минусы использования
У графитного электрода можно перечислить такие достоинства:
- Повышенная стойкость к влиянию тока.
- Хорошая электропроводность, обеспечивающая минимум потерь расходных материалов.
- Нет окисления при повышении температуры, что увеличивает срок службы электрода.
- Не требуется применять при работе специальные держатели – достаточно простых.
- Действие изделий ограниченное, для использования в особых условиях надо приобретать дополнительные материалы с разной формой наконечников.
- Диаметр стержней – от 6 мм, поэтому при необходимости выполнить тонкое соединение возникают сложности.
При выборе электродов надо руководствоваться условиями, в которых предстоит их использовать. Если свойства графитовых не подходят для выполняемых работ, нужно найти другой вариант.
Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Графитовые электроды серого цвета, с легким оттенком металла. Угольные – черного. Чтобы работать с ними, часто используют держатели. Это немного осложняет процесс сварки.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Область применения графитированных электродов
Графитовые электроды нужны при разных операциях. Они применяются при проведении обработки поверхностей перед сваркой, резкой заготовок, зачистки кромок деталей из металла.
Их также используют при плавлении чугуна, сплавов, для дуговых печей. Наличие ниппелей облегчает соединение стержней между собой. Такая подготовка позволяет отладить подачу расходных материалов для сварки в печах.
Используя графитовые стержни для сварки медных проводов и дуговой резки, можно уменьшить количество брака и дефектов швов.
Они подходят и для проведения таких операций:
- Сварки элементов из цветного металла.
- Заваривания дефектов, полученных из-за нарушений технологии литья.
- Наплавления элементов из твердого сплава на металлическую основу.
Электроды для сварки могут использоваться с присадкой, которая подается во время проведения работ или помещается в место, где располагается шов.
Чтобы уменьшить окисление элементов во время сваривания, необходимо выполнить такие действия:
- Для печей обеспечить герметичность.
- Температуру поверхности электродов ограничить в допустимых пределах.
- Использовать защитные покрытия.
- Снизить длину нагретой части, тщательно продумывая размещение печного свода.
- Обеспечить улучшение свойств электродов.
Для работы со сверхмощными дуговыми печами допускается применение стержней из меди с наконечником из графита.

Расход электродов и регулирование тока при работе
Регулирование тока для сваривания проводов выполняют в диапазоне 30-120 А.
Точную мощность должен определить сварщик, руководствуясь следующими факторами:
- При соединении одной жилы с другой, если их диаметр составляет 1,5 мм, аппарат настраивают на 70 А.
- Если выполняется сварка 3 проводов с таким же сечением, должен быть установлен ток 81-91 А.
- Чтобы соединить 3 жилы 2,5 мм, настраивают силу тока на 81-101 А.
- Для 4 жил 3 мм ток надо установить на 101-121 А.
Результат, достигаемый при сварочных работах с использованием графитовых стержней, во многом зависит от опыта мастера.
Требования к безопасности при работе
Углеграфитовые электроды требуют соблюдения правил техники безопасности:
- Провода должны быть обесточены перед проведением сварки.
- Необходимо использовать средства индивидуальной защиты – это может быть специальная одежда и обувь, маска, перчатки.
- Участок, на котором выполняются работы, должен быть освобожден от легковоспламеняющихся предметов.
- После окончания сварочных работ выполняйте изоляцию скруток. Для этого применяется изолента или термоусадочные трубки. Их надевают на провода и прогревают с помощью фена.
Соблюдая такие рекомендации для сварки медных проводов, можно легко выполнять качественное соединение элементов.
.jpg)
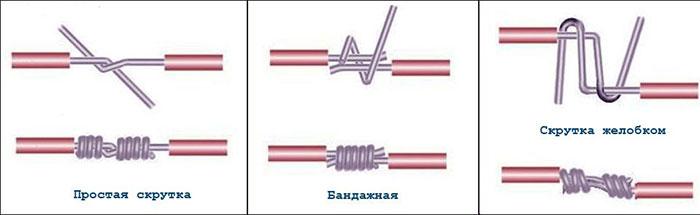
Технология создания скруток с последующей сваркой
К участку, где скрутка выходит из изоляции, необходимо подсоединить металлический радиатор – это помогает не допускать плавления изоляции. Чаще других выбирают элементы из меди. Она обладает высокой теплопроводностью. Перед тем как начинать варить жилы проводов, надо выполнить подготовку.
Поверхность проводов зачищают от изоляции. Скрутка должна быть максимально плотной, чтобы витки находились в тесном контакте. Оптимальной длиной для нее считается 5-6 см.
Такие предосторожности облегчают сваривание скруток жил проводов с электродами для любых металлов.
Алюминиевые провода
Соединение алюминиевых проводов проводят с помощью флюса. Это порошок, помещенный внутрь проволоки, который способен расплавлять и продуцировать защитный газ. При таком способе сварные кромки защищены от окисления из-за контакта с кислородом.
Силу тока для проведения сварочных работ выставляют с использованием регулятора. Опытные мастера при выполнении соединений могут просто выжидать нужное время для удержания дуги.
Медные жилы
При выполнении скруток из медных жил концы их отрезают на одном и том же расстоянии.
Там, где радиатор будет фиксироваться к проводам, нужно присоединять зажим массы агрегата, затем подносить к подрезанным краям графитовый электрод. Контакт при этом не должен занимать много времени – оптимальной длительностью считают секунду. За этот период воздействия на месте окончания скрутки формируется расплавленный медный шарик.
.jpg)
Модели графитовых электродов
Графитированные электроды для электродуговых печей:
- ЭГС – в составе каменный пек, игольчатый кокс. Применяют такие материалы в основном для рафинировочных приборов.
- ЭГ – изготовлены с добавлением нефтяного кокса и каменноугольного пека. Такие электроды нужны в промышленной сфере, если плотность тока не превышает 25 А/см².
- ЭГП – электродный стержень, применяемый для резки. Состав как у ЭГ. Чтобы получить хороший результат, выполняется дополнительная пропитка изделия.
- ЭГСП – в состав входят каменноугольный пек, игольчатый кокс. Диаметры изделий могут различаться, от них зависит удельное электросопротивление.
В аббревиатурах буквы расшифровываются так: «Г» – графитированный стержень, «П» – пропитка, «Э» – электрод. «С» означает «специальный», такие изделия допускается использовать не в одной, а в нескольких сферах.
Графитовые электроды: применение, разновидности, свойства
Графитовые электроды – это проводники, в составе которых присутствует углерод-графит. Визуально они отличаются блеском поверхности и серым цветом. Электрод имеет гибкую текстуру, поэтому вы легко сможете нарезать необходимый размер. Проводники актуальны для сварки цветных сплавов. Графитовые электроды также используют для соединения твердых металлов. По мнению экспертов, графитовые считаются более практичными в отличие от угольных.
Если обратимся к свойствам самого графита, температура плавления – около 3500 градусов. Единой технологии производства стержней не существует. Их изготавливают из остатков электродов плавильных печей. Для получения нужной формы наконечника электрод затачивают. В работе графитовые электроды демонстрируют меньшее сопротивление. Если сравнивать с угольными, графит используют для сварки под большой силой тока.

Специфика применения графитовых электродов:
- образовывается сварочная дуга за счет соприкосновения электрода и металлического основания. Кромка материала плавится, в результате чего образовывается сварочная ванна. Она и образует шов;
- для работы с графитовыми электродами нужен постоянный ток. Только при прямой полярности дуга будет стабильной. Непрямая полярность встречается при резке металлических изделий;
- особенность графитовых электродов – экономия стержней, которые практически не трескаются. Минимальный расход материала привлекает сварщиков, которые чаще всего выбирают графитовые расходники именно по этой причине.
Плюсы и минусы графитового электрода
Если вы раньше не работали с графитовыми электродами, важно оценить сильные стороны и недостатки материала.
Плюсы графитового электрода:
- их изготавливают из остатков стержней из плавильных печей. Именно поэтому электрод прост в использовании;
- способность электрода выдерживать высокие показатели силы тока;
- выступают отличными электропроводниками, что положительно сказывается на качестве сварки;
- долговечность электрода из-за стойкости к агрессивным факторам воздействия, не окисляются.
К минусам графитовых электродов относят:
- серьезные требования к форме и заточке наконечников электродов;
- в процессе сварки электродами есть вероятность увеличения количества углерода;
- минимальный диаметр – 6 мм, что сужает круг применения электрода из графита.

Расход графитового электрода
В процессе плавки графитовый стержень расходуется. Несмотря на то, что материал считается устойчивым к плавке, медленное плавление происходит. Этот процесс существенно замедлен в отличие от других видов расходников. Если при воздействии высоких температур диаметр стержня уменьшается и становится меньше нормы, тогда необходимо наращивание. Для этого и используют ниппели, которые иногда прилагаются в комплекте от производителя.
При стандартной работе печи расход составляет от 4 до 8 кг на тонну. Чтобы снизить затраты на расходные материалы и сделать процесс более экономичным, нужно контролировать ряд параметров:
- качество используемых расходников;
- особенности печи для плавки;
- режим термической обработки и установленная температура;
- качество стали и тип горелки.
В целом, графитные электроды практически не расходуются. Потери массы расходных материалов происходят из-за испарения самого графита.
Особенности графитового электрода
По своей структуре стержень состоит из двух элементов с изолирующей прокладкой. В качестве изолятора используют окиси меди или алюминия. Графитовые электроды производят из прессованного угля. По этой причине в металле может увеличиваться процентное содержание углерода в процесс варки металла.
Состав и технические особенности электрода зависят от производителя. Для получения исчерпывающей информации по электроду расшифруйте маркировку изделия. Все расходники должны выпускаться по стандартам ГОСТ и другим нормативным документам. К техническим характеристикам графитового электрода относят следующие показатели: плотность, примеси золы, сила сопротивления, прочность, упругость.
Где применяют графитовый электрод?
Расходники достаточно популярны, поэтому область их применения широкая. Графитовые электроды используют для выполнения ряда задач. Графитовые стержни подходят для обработки металлической поверхности перед сваркой, зачистки деталей.
С помощью графитовых электродов реально снизить риски брака и избежать дефектов швов. Определяют несколько основных направлений в использовании расходных материалов:
- сварка цветных сплавов;
- устранение дефектов при создании литого сплава;
- наплавление твердых сплавов на основу из металла.
Марки графитовых электродов
Чтобы определиться, какой расходник подойдет для выполнения конкретной задачи, нужно рассмотреть наиболее популярные марки электродов.
- ЭГ или графитированные изделия. В составе присутствуют кокс из нефти и угольный пек. Между собой модели могут отличаться сопротивлением. Некоторые производители выпускают вместе с ниппелями.
- ЭГС производят на основе игольчатого коса и пека из камня. Актуальны для сталеплавильного производства.
- ЭГП используются для резки металла. Наряду с нефтяным коксом в составе и угольным пеком дополнительно электроды еще пропитывают пеком. Используются в промышленности на ферросплавных цехах и в металлолитейной сфере.
- ЭГСП используются в электродуговой сварке. Стержни изготовлены из игольчатого кокса и каменноугольного пека.

Как производят графитовый электрод?
Преимущественно для изготовления стержней используют уголь. Он может быть натуральным или искусственным. Дальше включают связующие добавки. Примеси могут отличаться в зависимости от модификации и особенностей продукции. Производство включает в себя несколько этапов:
- экструзия или продавливание материала под воздействием высоких температур;
- создание нужной формы или конфигурации;
- разметка резьбовых соединений;
- обработка электрода медным слоем для защиты от окисления и придания ему долговечности.
Сварка меди графитовым электродом
Медные проводы можно варить с помощью электродов. Это отличная альтернатива другим способам. Профессиональные сварщики выделяют ряд преимуществ такой технологии:
- удается достичь максимальной надежности, создавая качественное соединение;
- основания спаиваются с торца, основная поверхность остается нетронутой. За счет этого удается избежать перегрева конструкции. Следовательно, можно увеличивать нагрузки;
- оперативность процесса. Нагрев осуществляется пару секунд, что упрощает работу с графитовыми электродами.
Техника безопасности при использовании графитовых электродов
При работе со сваркой и резкой металла обязательно нужно придерживаться техники безопасности. Графитовые электроды используются для работы с невысоким напряжением, но без знания мер предосторожности можно столкнуться с негативными последствиями для здоровья.
Выделяют несколько базовых правил:
- Обязательно использование защитных средств в виде маски сварщика, одежды и краги.
- Подготовить рабочую зону. Уберите легковоспламеняющиеся предметы. Минимальное расстояние от места сварки – 5 метров.
- Перед началом работы убедитесь в исправности оборудование, которое вы хотите использовать.
- Обесточьте провода, которые намерены варить.
Требования достаточно простые, но их выполнение защитит вас от необратимых последствий. При выборе графитного электрода учитывайте диаметр заготовок для спаивания, особенности сварочного аппарата.
Вывод
Преимущественно графитовый электрод используется в промышленных цехах на специальном оборудовании. Каждая марка, присутствующая на рынке, соответствует своей специализации. Поскольку графитовые электроды выпускают с диаметром минимум 6 мм, они обладают отличной электропроводностью, их применяют для создания соединений в конструкциях с предусмотренными большими нагрузками.
Читайте также: