Резка металла рычажными ножницами
Обновлено: 05.07.2024
Рычажные ножницы по металлу служат подручным инструментом при раскраивании огромных листов металла или нарезании проволоки. В чем же необычность таких ножниц для нас, и где мы можем их применить?
Назначение и устройство ножниц на рычажном механизме
Во время производственного процесса постоянно возникает необходимость в делении целых частей материалов на более мелкие фрагменты. Чтобы облегчить работу, существует масса приспособлений и инструментов. Многие из приборов, будучи изначально изобретенными для мануфактурных целей, прочно вошли в наш повседневный быт: электрический фен (уменьшенный вариант сушки для форм), ножницы, микроволновая печь.
Большинство промышленных инструментов так и остаются в рамках производственного процесса, не проникая в наши дома. К типично профессиональному виду приспособлений относятся и ножницы по металлу настольные рычажные. Это механический инструмент для разрезания металлических листов, жести, а также стальных прутков и проволоки из прочих видов металла. Также производят ручные ножницы по металлу (которые держат в руке при резке) и электрические. Рассмотрим подробно один из типов – ножницы на рычажном механизме.

Устройство рычажных ножниц довольно замысловатое. Как было упомянуто выше, этот механический инструмент и работает по принципу рычага. Процесс разрезания происходит с помощью двух ножей длиной около ста миллиметров. Один нож – неподвижен, он прикреплен к опоре, она называется станина и принимает на себя всё давление, возникающее при работе. В большинстве инструментов по станине перемещаются подвижные части, в данном инструменте принцип такой же. В неподвижной части имеется паз, по которому передвигается крейцкопф (или ползун). Это такая деталь, которая совершает движения туда-обратно, как шарнир.

Другое полотнище свободно двигается на кулисе, которая подаётся крейцкопфом. Эксцентриситет (число, показывающее отклонение конического сечения от окружности) ползуна составляет от 16 до 32 миллиметров, причем 32 миллиметра – это максимальный рабочий ход крейцкопфа. На конце подвижного полотнища имеется ручка длиной 500 миллиметров. Использование этой ручки позволяет умножить прикладываемое усилие во много раз (более чем в 20), что облегчает резку металлического листа. Это объясняется тем, что передаточное усилие увеличивает давление на ножи, поэтому такими ножницами резать намного легче.
Рычажные ножницы – характеристики и виды инструмента
Этот вид инструмента может выполнять два вида резки металла: прямую и проходную, но оба вида – только по прямой линии. Резка с изгибами на этом инструменте невозможна. Прямая резка – это рассечение материала одним движением. А проходная – это отделение одной части от другой секционно, в несколько движений ножей, по принципу классических ножниц. По такому признаку, то есть согласно длине лезвий, инструменты тоже отличаются: с длинными лезвиями – для прямого реза, а с короткими – для проходного. Существует также и комбинированный тип ножниц – для прямой, проходной и контурной резки (вырезание контуров).

Таким образом, типов рычажных ножниц существует три: прямые, проходные, комбинированные.
Надо учитывать, что резка металла рычажными ножницами хороша либо для больших объемов материала, либо для разрезания с целью раскройки металла. Для более филигранных работ, с вырезанием фигурных контуров (мелких), ажурных краёв и прочего декорирования – лучше воспользоваться ручными ножницами по металлу. Работать ими, конечно, по сравнению с рычажным типом инструмента, тяжелее физически, затрачиваемые усилия намного выше, однако для фигурного выкраивания рычажные модели не подходят.

Далее рассмотрим типы ножниц по возможности перемещения. Выпускаются ножницы портативного и стационарного типа. В обоих случаях инструмент должен быть надежно закреплен на рабочей поверхности. Это обязательное условие техники безопасности, и, кроме того, предотвращает искривление реза. Для закрепления переносной модели можно использовать струбцины – специальные зажимы, которыми прикручивают что-либо к верстаку либо скрепляют материалы между собой. Струбцина имеет винт, который, вращаясь, придвигает зажим к пластине, прочно затягивая материал между ними. В случае, когда рычажный инструмент планируется установить для постоянного пользования, нужно прикрепить ножки к рабочей поверхности стола болтами. Для болтов в лапках ножниц есть специальные отверстия, лучше использовать болты М10.
Рекомендации по работе с рычажными ножницами
В случаях, когда толщина обрабатываемого металла свыше 0,5 миллиметров, пользоваться ручными ножницами по металлу невозможно, необходимо прибегнуть к помощи более мощного инструмента – рычажных ножниц. Некоторые мастера называют их “силовыми” ножницами, и, как понятно из этого названия, они “сильнее” обычных. Работать нужно в специальных защитных перчатках, потому что можно порезать руки острыми краями листа.
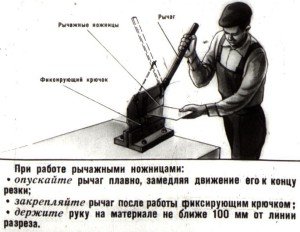
Убедитесь, что ножницы крепко прикручены к рабочей поверхности. Металлический лист нужно расположить перпендикулярно ножам, держать полотно нужно ведущей рукой, у правшей – правой, у левшей, как известно – левой. О толщине полотна уже было сказано, однако, напомним, что максимальный размер стали листовой – 4 миллиметра, цветных металлов (латунь, алюминий) – до 6 миллиметров. Чтобы осуществить операцию успешно, следует установить лист под подвижный нож и плавно, без рывка, опустить рукоять вниз.
Работа по резке металла требует неукоснительного соблюдения техники безопасности, даже для опытных слесарей. Чаще всего, наблюдаются случаи порезов рук об острые края металлического листа, поэтому нужно одевать защитные перчатки (повторим для надежности это правило). Также распространены падения материала на ноги, что влечет за собой повреждения стоп и голеней. Особенно опасно падение листа ребром, а не плашмя, в этом случае возможно отсечение части конечности.

Работа на металлорежущем оборудовании опасна, с одной стороны, тем, что лезвия ножниц могут поранить руки рабочему, с другой стороны, работа с листовым металлом требует повышенного внимания и ответственности, так как заключает в себе дополнительную опасность порезов рук, ног и туловища. Одежда рабочего должна быть полуприлегающей и не иметь выпирающих и свисающих частей (длинных рукавов, косынок и прочего), чтобы исключить случаи зажимания частей одежды лезвиями инструмента.
§ 1. Инструменты для ручной резки
Резкой называется слесарная операция, при которой металл разделяют на части.
В зависимости от формы и размеров деталей и заготовки резка может производиться ручными инструментами, на механических станках, на анодно-механических станках и ацетилено-кислородным пламенем.
Острогубцы (кусачки). Предназначены для резания (откусывания) стальной мягкой проволоки диаметром до 5 мм, заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из инструментальной углеродистой стали марок У7 и У8 или марок 60 и 70.
Острогубцы состоят из двух шарнирно соединенных дугообразных рычагов-ручек, на концах которых имеются закаленные заточенные губки (рис. 108,а). Размеры острогубцев стандартизованы. Ширина режущих губок 26; 30; 36 и 40 мм, длина 125; 150; 175 и 200 мм.

Рис. 108. Резка металла:
а — острогубцами (кусачками), б — ручными ножницами: 1 — левый иож. 2 — заготовка, 3 — правый нож
Ножницы (ГОСТ 7210—54). Предназначены для разрезания листового металла, вырезания отверстий, изготовления деталей с криволинейными контурами и т. п. Ножницы разделяются на ручные и стуловые.
Ручные ножницы (рис. 108. б) применяются для разрезания листов из черного металла толщиной 0,5—1,0 мм и цветного металла толщиной до 1,5 мм. Их изготовляют из стали марок 65; 70; У7; У8. Боковые поверхности лезвий закалены до HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режущими лезвиями. В зависимости от расположения режущих кромок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм, а режущей части (от острых концов до шарнира) 55—65; 70—82; 90—105; 100—120; 110—130 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Большое давление, которое испытывают лезвия ножниц при резании, требует особенно большого угла заострения. Его величина обычно составляет 65—85 °. Чем тверже металл, тем угол заострения лезвий Р ножниц больше: для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости 70—75° и для твердых 80—85 ° . Для уменьшения трения лезвий о разрезаемый металл им придается небольшой задний угол а от 1,5 до 3°.
Стуловые ножницы (рис. 109) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании.

Рис. 109. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла, рекомендуется применять механические ножницы.
Рычажные ножницы (рис. 110) используются для разрезания листового металла толщиной 1,5—2,5 мм с пределом прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими ножницами можно резать металл значительной длины.

Рис. 110. Резка металла рычажными ножницами:
1 — верхний нож, 2— нижний нож, 3 — прижимная планка, 4 — рычаг, 5 — упор, 6 — стол, 7 — противовес
Режущей частью ножниц являются два длинных ножа, верхний 1 имеет криволинейную, режущую кромку с углом заострения 75—85°. Противовес 7 не допускает самопроизвольное опускание верхнего ножа, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл разрезают при помощи упора или по разметочным линиям. В первом случае разрезаемый металл прижимают к установленному на заданный размер упору 5, во втором случае на разрезаемом листе наносят разметочные линии и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы линия реза совпадала с лезвием нижнего ножа 2. Прижав лист, сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых листов полосового, круглого и профильного металла размером 60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из станка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7.

Рис. 111. Ножовки:
а — жесткие, б — с раздвижной рамкой
Ножовочные рамки изготовляют либо цельными (для ножовочного полотна одной определенной длины), либо раздвижными (рис. 111, б), допускающими закрепление ножовочного полотна различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали Р9, Х6ВФ, на одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна длиной 250—300 мм, высотой 13 и 16 мм и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).
Каждый отдельный зуб ножовочного полотна имеет форму резца (клина). На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 112 , а) . При резании стружка размещается между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага t зуба. В зависимости от разрезаемого материала задний угол α принимается 40—45°. Угол заострения должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться. Обычно этот угол принимается равным 50°; при более твердых материалах величина угла несколько больше.

Рис. 112. Геометрия зуба ножевочного полотна
Передний угол у для зубьев ножовочного полотна обычно принимается от 0 до 10°. Производительность резания у ножовочных полотен с передним углом 0° ниже, чем у полотен с передним углом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разрезаемого материала. Для разрезания чугуна, мягкой стали, асбеста используют полотно с шагом 1,6 мм, для разрезания профильного стального проката, труб, цветных металлов — полотно с шагом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого профильного проката берут полотно с шагом 1,0 мм, для разрезания листового железа, тонкостенных заготовок — полотно с шагом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем больше, следовательно, объем стружечного пространства.
Ручной ножовкой можно разрезать материалы размером до 60—70 мм в поперечном сечении. Чем толще разрезаемый материал, тем крупнее должны быть зубья ножовочного полотна. Чем больше шаг, тем крупнее зубья, а следовательно, тем больше объем стружечного пространства (рис. 112, б). Шаг зубьев для резки мягких и вязких металлов (медь, латунь) принимается равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали — 1,2 мм. Обычно для слесарных работ применяются полотна : шагом 1,5 мм.
Для того чтобы полотно не защемлялось в пропиле, зубья разводят. Применяют два способа разводки: по зубу и волнистая.
Разводка по зубу может выполняться тремя вариантами: разводка по каждому зубу (один зуб отгибается влево, следующий — вправо и т. д.), разводка через зуб (один зуб отгибают влево, второй не разводят, третий — вправо и т. д.), разводка двух смежных зубьев через один (один зуб отгибают влево, второй — вправо, третий не разводят и т. д.). Разводку по зубу применяют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев придают волнообразное положение с шагом, равным 8s (s — шаг ножовочного полотна), при этом полотно остается плоским. Высота разводки должна быть не более удвоенной высоты зуба. Этот способ разводки применяют для полотен с шагом 0,8 мм (допускается и для шага 1 мм).
Разводку у ножовочных полотен с крупным зyбом (шагом) выполняют по зубу — один зуб отгибают вправо, а другой — влево; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна менее производительны и быстро изнашиваются. У ножовочных полотен со средним зубом разводку делают тоже по зубу, но один зуб отгибают влево, другой — вправо, а третий оставляют неразведенным.
Ножовочные полотна имеют условные обозначения на нерабочей части полотна. По ГОСТ 6645—59 ножовочные полотна с межцентровым расстоянием /, равным 300 мм, шириной полотна 13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.
Резка листового металла ручными ножницами
Ручные ножницы применяют для резания листового металла толщиной 0,5—0,8 мм по прямым и кривым линиям разметки. Подготовка к резке заключается в правке листа, разметке линий резки, выполниемой на чистых (оцинкованных, облуженных и черных) листах без окрашивания непосредственным нанесением рисок на поверхность листа. Ножницы выбирают в зависимости от характера выполняемой работы.
Наиболее часто применяют ножницы, имеющие длину 250 — 300 мм. Ножницы подбирают в зависимости от условий выполняемой работы: а) для прямолинейного резания — с прямыми и широкими лезвиями; б) для наружной криволинейной резки с изогнутыми широкими лезвиями; в) для вырезания по внутренним кривым линиям -с изогнутыми узкими лезвиями. Кроме того, в зависимости от характере работы применяют правые и левые ножницы. Друг от друга их отличают по расположению скоса режущей кромки нижней губки. Если во время резания этот скос расположен с правой стороны, то ножницы называют правыми, если с левой стороны — левыми. Во время работы ножницами линия реза должна всегда находиться в поле зоения работающего.
Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающее излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет мяться и заклиниваться.

Рис. 82. Положение пальцев на рукоятке при резании ножницами
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещается между рукоятками ножниц (рис. 82). Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Левой рукой удерживая лист (рис. 83), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке. Затем, сжимая рукоятку всеми пальцами правой руки (кроме мизинца), осуществляют резку.

Рис. 83. Прием резки ножницами по прямым рискам
При прямолинейной резке следует применять левые ножницы и соразмерять величину раскрытия ножниц настолько, чтобы они могли захватить лист на размер не более 30 мм по прямой риске. Делать полное раскрытие режущих кромок не следует, так как они не режут, а выталкивают лист.

Рис. 84. Прием и направление резки по кривым внешним рискам правыми ножницами

Рис. 85. Прием и направление резки по кривым внешним рискам левыми ножницами
При резке внешних криволинейных контуров лист поворачивают так, чтобы ножницы не закрывали линию резания. На рис. 84 показано направление резки правыми, а на рис 85 — левыми ножницами. Пальцы левой руки, поддерживающие лист снизу должны иметь такое положение, чтобы они не попали в зону резания зание внутренних криволинейных контуров ножницами с изогнутыми узкими режущими кромками (рис. 86).

Рис. 86. Вырезание круглого отверстия
Находит применение резка металла ручными ножницами с зажатием одной рукоятки в тисках (рис. 87). Этим приемом пользуются при прямолинейном резании металла большой толщины.

Рис. 87. Резка с зажатием ножниц в тисках
Качество резки определяется проверкой линий реза по рискам, отсутствию надрезов, вмятин и заусенцев.
Как выбрать ручные профессиональные ножницы по металлу

Кровельные работы, изготовление отливов, фасонных деталей вентиляции — все эти работы требуют раскроя и резки листового металла или металлопрофиля. Ножницы по металлу предназначены для прямолинейной резки, фигурного раскроя металла или обрезки кромок. Различаются механические (ручные), электрические и пневмоножницы.
Виды механических ножниц
Ручные ножницы по металлу применяются для раскроя листового материала и жести. Максимальная толщина листов для стали — 1,0 мм, для алюминия — 2,5 мм. При различных работах требуется использование инструмента с разными характеристиками. По рабочим параметрам различают:
- Слесарные ножницы для прямой резки. Могут использоваться только для резки по прямой или по окружности большого диаметра.
- Криволинейные ножницы. Имеют закруглённые лезвия, которыми удобно вырезать фигурные элементы или отверстия.
- Пальцевый инструмент имеет очень тонкие лезвия. Используется для изготовления сложных форм.
- Стуловые. Имеется возможность закрепить нижнюю часть на верстаке и прилагать усилие только к верхней рукоятке. Это увеличивает возможное силовое воздействие на лезвия.
- Силовые ножницы. Снабжены механизмом двойной рычажной передачи. Можно резать листы толщиной до 2,5 мм.
- Рычажная модель. Закрепляется на верстаке и имеет только одно подвижное лезвие.
По расположению лезвий бывают левые и правые инструменты.
Левые предназначены для произведения реза, закруглённого в левую сторону, и режущая нижняя кромка у них расположена слева. Держать их следует в правой руке. У правых расположение режущей кромки справа и возможность осуществлять рез, закруглённый вправо.

Различается режущий инструмент и по способу изготовления. Изделия производятся методом литья или ковки. Кованые изделия более дорогие, но они прослужат дольше литых и не требуют частой заточки. Чтобы хорошо заточить ножницы, потребуется горизонтально шлифовальный станок или наждачный станок с абразивным кругом для заточки резцов. Правильно наточить ножницы можно в инструментальном цеху или лучше отнести их в специализированную мастерскую.
Качество реза без заусениц и задиров тоже говорит в пользу более дорогих изделий. Режущие возможности — параметр, который показывает допустимую толщину обрабатываемого стального листа.
Гильотинные и рычажные модели
Рычажные ножницы предназначены для отрезания толстых листов и металлических прутьев. Особенность конструкции заключается в жёстком креплении нижнего ножа к станине. Верхний нож остаётся подвижным и закреплён на рычаге. Рычаг во много раз увеличивает усилие, которое прилагается к режущим кромкам. При опускании рычага происходит отрезание материала. Рычажные механизмы используются только для ровного реза. Если необходимо вырезать фигурные детали, то применяют ручную резку или электрический инструмент.
При необходимости резать металл большой толщины применяют гильотинные станки. Принцип их действия похож на рычажные приспособления, но привод используется не ручной, а электрический или гидравлический.
Режущие лезвия выбираются тоже более мощные. Это позволяет производить раскрой материалов толщиной больше чем 5 миллиметров.
Лучшие производители
Чтобы выбрать ручные ножницы по металлу, полезно ориентироваться на инструменты известных брендов. Среди множества производителей ручного инструмента можно выделить:
- Kraftool. Хорошо зарекомендовал себя на рынке бытового и профессионального инструмента.
- ООО «СМИ» Арефино. Российский производитель. Выпускает надёжную и удобную в эксплуатации продукцию.
- Gross. Изготавливает ручные профессиональные ножницы по металлу из высококачественной стали.

Продукция известных брендов стоит дорого, но дешёвые изделия могут оказаться плохого качества и прослужат недолго.
Электрический прибор

Электрические инструменты облегчают и ускоряют работы по раскройке металлов. Существуют два вида электрических ножниц: вырубные и ножевые. Вырубные или высечные применяются при разрезании профилированного металла и используются как ножницы для металлочерепицы. Они не заминают разрезаемый материал и не искрят при работе.
Вырубной инструмент может делать резы и в центре листа. Для этого в заготовке предварительно проделывается отверстие, и от него режущие кромки начинают резку. Этот инструмент носит название пуассоных ножниц, так как резка производится движущимся пуассоном. Вырубные ножницы для резки металлочерепицы могут быть исполнены и как насадка для электродрели.
Ножевой инструмент делится на два вида: шлицевой и листовой. Оба они имеют неподвижные нижние ножи и подвижные верхние. Привод верхних ножей осуществляется электродвигателем. Разница заключается только в профиле нижних лезвий.
У листовых две режущие кромки, а у шлицевых их три. Две нижних устанавливаются неподвижно на определённом расстоянии друг от друга, а верхняя при резке входит между ними.
Режущий пневматический инструмент

Пневмоножницы удобны в работе. Конструктивно они состоят из подвижного и неподвижного лезвий. Подвижное лезвие может осуществлять прямолинейный и криволинейный рез. Стружка при работе образуется, но лист не деформируется, и края заготовки не требуют дальнейшей обработки. Пневматический инструмент легче, удобнее и быстрее в работе, чем электрический.
Профессионалы, работа которых постоянно связана с металлической резкой, обычно имеют в своём распоряжении большой набор инструментов. А у мастеров, которым не требуется прибегать часто к этим операциям, выбор инструмента должен зависеть от того, какие работы необходимо выполнять. Иногда даже используются самодельные рычажные ножницы для резки тонколистового металла.
Разновидности рычажных ножниц и рекомендации по применению
Рычажные ножницы – востребованный инструмент для резки различных материалов от металла до проволоки. Чтобы ручным инструментом можно было делать качественную обработку, нужно правильно его выбрать. Один из важнейших параметров подобных изделий – длина исполнительных лезвий.
Особенности
Рычажные ножницы – простые и компактные изделия, оснащенные ручным или электрическим приводом. Оборудование считается универсальным, но относится к кузнечно-штамповочному типу. Такие ножницы размещают в частных мастерских, используют на предприятиях, которые занимаются обработкой сортового железа.
Конструктивные особенности рычажных ножниц скрываются во вращательном направлении режущего ножа. Существуют еще гильотинные ножницы, действие которых чаще поступательное. Основной сервопривод рычажных ножниц – кривошипно-ползунный элемент. Рычажные ножницы по металлу подразделяются на слесарные и стуловые.


Ручные одноплечевые изделия рассчитаны на резку листов 0,7-0,8 мм, вторые экземпляры обычно длиннее, а еще предусматривают возможность применения дополнительной зубчатой передачи. Она влияет на траекторию движения подвижной части, увеличивая ее. Однако усилия для работы требуется больше, что особенно важно, если инструмент оснащен ручным приводом.
Длина квалифицированных лезвий – важная особенность рычажных ножниц. В зависимости от этого параметра различают три основных вида:
- короткие;
- длинные;
- комбинированные.



Первые – самые небольшие по размеру, поэтому могут выполнять только проходную резку металла.
Вторые приспособления могут обеспечить кроение. При этом затрачивается минимальное количество времени на обработку.
Комбинированные изделия допускается применять различными способами. Этому инструменту доступна резка листов, профиля и прутьев, а еще можно выполнить контурные вырезы.
Любые рычажные ножницы не подходят для металлообработки мелких изделий. Этим инструментом можно кроить крупные полуфабрикаты и готовые элементы.


Принцип действия
Эксплуатация рычажных ножниц широка, особенно распространена в слесарном деле. Резка и надрезание металла, кроме инструмента, требуют некоторых навыков. Лист нужно правильно располагать между острием ножниц. Важно правильное давление верхнего ножа. Даже острота лезвия имеет значение. Например, чем лист тверже, тем оно должно быть качественнее заточено. Угол заострения должен исчисляться следующими параметрами:
- для мягкого листа – 65 градусов;
- средних листов – 70-75 градусов;
- твердых листов – 80-85 градусов.
Для уменьшения давления лезвия ножа уменьшают задний угол на 1,5-3 градуса. Для ножей рычажных ножниц предусмотрено использование высоколегированной стали. Боковые поверхности закаливаются, остро оттачиваются и шлифуются.


Средние размеры – 56*18*45 см, а вес около 30 кг. Острыми краями не только самих ножниц, но и разрезаемого металлического листа можно порезаться. Поэтому в работе обязательно рекомендуется использовать защитные перчатки. Принцип действия предполагает:
- фиксацию инструмента на краю рабочего стола;
- размещение основы перпендикулярно лезвиям;
- удержание одной рукой;
- плавное и точное нажатие на инструмент движением сверху вниз.


Описываемый принцип относится к самым простым ручным резакам, на которые нужно воздействовать своими руками. Меньше мышечного напряжения нужно для электрического инструмента. Нагрузка в этом виде ножниц приходится на электрический двигатель. Точность реза получается выше, а перекосов в работе меньше.
Современные рычажные ножницы, оборудованные электродвигателем, питаются как от аккумулятора, так и от сети. У ножниц есть блокировка запуска от непредвиденного включения. Среди аккумуляторных и сетевых вариантов первые чаще выбирают для домашнего использования, а вторые – для установки в цехах, на строительных объектах.
Для масштабного строительства лучшим вариантом будут гидравлические рычажные ножницы. Принцип работы инструмента схож с предыдущими вариантами. Различие заключается в напряжении, которое к острию поступает от гидравлического цилиндра или помпы. Вес подобного инструмента современных образцов варьируется от 4 кг, а натиск на металл – около тонны. Ножницы обеспечивают лучшее качество нарезки. Работать с инструментом безопаснее, а мобильность у них лучшая.


Рычажные ножницы не ограничиваются видами для рассекания объемных листовых основ. Филигранные работы с подготовкой узорных краев и декорирование можно выполнить ручными, а не настольными ножницами по металлу. Создание деталей с этим прибором нельзя назвать легкой работой, а настольные варианты, оборудованные двойной передачей, недопустимы для целей выполнения фигурной резки.
Виды портативных рычажных ножниц подразделяются на:


Ножевые ножницы снабжены двумя однолезвийными ножами. Резка металла прибором возможна только по краю листа.
Эти изделия условно подразделяют еще на две группы:
- по ходу разреза (левый/правый);
- по форме разреза (закругленный/прямой).


Если у изделия правый рез, то разметка будет находиться с соответствующей стороны, а у ножниц с левым вариантом – наоборот. Работа должна осуществляться по нанесенной разметочной линии. Верхний нож нужно размещать прямо над разметкой.
Прямыми ножницами можно подготавливать полуфабрикат с прямыми краями. Фигурными изделиями можно получить красиво обработанную деталь, которую можно применять для декора. Ручные ножницы для металла распространены шире стационарных, а еще они бывают нескольких дополнительных подвидов.
Например, есть модификации для кровельного железа, которые крепятся к слесарному верстаку. Это позволяет владельцу затрачивать меньше усилий. Инструмент совместим как с профилированным металлом обычной формы, так и с фигурными основами, которые отличаются сложными формами.


Высеченный инструмент работает по теории выдалбливания разрезаемой основы. Изделия подходят для обработки профилированного или гофрированного железа. Заготовки можно разрезать на любые варианты.
Как выбрать?
Чтобы заготовка листового железа, действительно, получилась качественной, нужно понимать нюансы эксплуатации того или иного прибора для резки. Металлические заготовки отличаются жесткостью. Однако профильные и листовые изделия необязательно обрабатывать профессиональными элементами.
Подход к работе, связанной с обработкой металла, отличается применением горячей или холодной резки. Если заготовка обрабатывается холодным способом, перемен в структуре не происходит. Функциональный прибор для данной работы выбирается повышенной прочности. Он должен быть более стойкий в сравнении с обычной заготовкой.
При горячем методе обработки на материал оказывается температурное воздействие. Эта работа предполагает применение станков классических габаритов с автогеном. Бытовая эксплуатация подобных инструментов невозможно. Но есть варианты оборудования, оснащенные лазером для резки, которые тоже оказывают температурное воздействие.
Бытовые рычажные ножницы лучше выбирать с пластиковыми насадками на рукоятках. Ребристость рукоятей обеспечивает более цепкий захват. Если операция по обработке ответственная, лучше выбирать инструмент, оснащенный электрическим приводом. Двигатели подобных изделий в среднем бывают мощностью около 500 Вт. Производительность вариантов высока, а точность лучше.
Если металлические заготовки отличаются повышенной твердостью, для их обработки лучше выбирать станочное оборудование. Конструкция оборудования легко справится с заготовками около 100 мм. При этом машина обрабатывает детали с повышенной скоростью. Механизированный инструмент сэкономит и листовой материал, так как расход стружки получится небольшим.


Советы по использованию
Рычажные ножницы могут сослужить хорошую службу, если требуется периодически раскраивать листы металла и нарезать проволоку. Их применение актуально при наличии листов толщиной свыше 0.5 мм. Среди мастеров данный инструмент называется силовыми ножницами, так как они «сильнее» обычных.
Для успешности операций рычажные ножницы нужно качественно закрепить на исправной поверхности. Основу из стали следует располагать строго перпендикулярно режущей части. Подвижная часть опускается плавно, без рывков. Удерживать его нужно обязательно за рукоять.
Основной совет по использованию инструмента – соблюдение техники безопасности. Даже у опытных слесарей случаются порезы пальцев из-за того, что они забыли надеть защитные перчатки. Металлический лист, особенно разрезанный, обычно очень острый. Поэтому, если лист нечаянно упадет ребром, возможно, даже отсечение конечностей. В работе требуется исключительная аккуратность.

Необходимо отслеживать исправное состояние ножниц, а также исправность рабочего стола, который не должен шататься, а быть хорошо фиксированный. Сам прибор должен содержаться в чистоте, а работа на неисправном приборе и вовсе запрещена.
Так как эксплуатация оборудования несет в себе риск, мастеру важно выбрать правильную одежду, которая не должна быть с выпирающими частями. Длинные рукава, карманы, прочие детали могут быть затянуты в прибор. От движущихся частей лучше держаться на отдаленном расстоянии.
Не стоит эксплуатировать рычажные приборы для неподходящих задач. Например, для резки деревянных или пластмассовых поверхностей.
Для лучшей работоспособности деталей движущиеся части нужно периодически смазывать. Это избавит от преждевременной коррозии, а лезвия ножниц требуют периодической заточки. При очистке не стоит использовать растворители или лаки, так как эти вещества повреждают окрашенные части ножниц.


Если в конструкции станка есть приводные ремни, они требуют особого внимания, так как обычно быстро изнашиваются. Детали нужно контролировать на предмет износа и натяжения, а в случае необходимости периодического обновления.
Если оборудование приобретено для личного использования, его настройка, наладка и техническое обслуживание – полная личная ответственность покупателя.
Обзор рычажных ножниц смотрите далее.
Читайте также: