Резка металла водой своими руками
Обновлено: 19.05.2024
Резка металла водой под давлением — один из самых удобных и эффективных вариантов обработки изделий. При использовании гидроабразивного станка не нужна дополнительная шлифовка материалов после резки, но стоимость его очень высока.
Зачем нужен станок для гидроабразивной резки
Гидрорезка применяется в случаях, когда нет возможности штамповать или отливать детали, а также если данные методы невыгодны. С помощью станка материалы рассекаются водой без прямого механического воздействия. Обычно применяется в промышленных целях, когда требуется высокая скорость и точность обработки материалов.
Принцип работы и разрезаемые материалы
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Достоинства и недостатки станков для гидрорезки

Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Как сделать станок гидроабразивной резки своими руками
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи. Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Пошаговая инструкция по сборке и настройке
Чтобы сделать станок для гидроабразивной резки своими руками, пригодится схема и чертеж.
Для производства оборудования рекомендуется использовать насос прямого действия. Его стоимость меньше, а ремонт осуществлять гораздо проще.
- Необходимо соединить режущую головку с насосом, используя трубки высокого давления. Приобрести их можно в магазинах автозапчастей. К режущей головке следует взять в комплекте штурцеры (втулки) для замены. С помощью втулок легко будет менять насадки для резки.
Между насосом и режущей головкой необходимо установить ресивер. Это поможет ликвидировать импульсы и повысить устойчивость водной струи.

Изготовлением координатного стола можно заняться самостоятельно. Для его сборки используют нержавеющую сталь. Глубина ванны должна составлять минимум 1 метр. При недостаточной глубине струя воды может разрушить станину. Метровый слой воды помогает гасить давление до 600 атм. Стол для работы конструируют в виде сот или ребер, после чего устанавливают в ванну. Рабочий стол необходимо делать съемным, так как даже если глубина бассейна будет достаточной, стол со временем будет разрезан водой. Ребра изготавливаются из металла или пластмассы.
Если станок съемный, станина при работе не перемещается, двигается только режущая головка, изменяя свое положение относительно заготовки.
Для полноценной работы аппарата следует вовремя производить замену абразивных материалов и изношенных деталей (уплотнителей и элементов насоса высокого давления). Расход абразива зависит от того, какой материал разрезают. Например, при обработке металла максимальной толщины расход он составит примерно 500-600 г в минуту.
Чипгуру
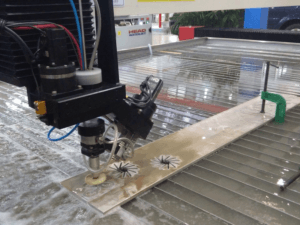
Самодельная установка гидроабразивной резки (ГАР)
Самодельная установка гидроабразивной резки (ГАР)
И снова всем привет!
Эта идея с виду наверно не менее бредовая чем самодельный лазер, однако их производят, а значит повторение возможно.
Мне некоторое время не дают покоя станки ЧПУ и установки раскроя, т.к. им у меня есть некоторое кол-во работы, да и интересно ведь!
Для будущих прихожан сразу настоятельно прошу не "советовать" купить и зарабатывать. Такой цели нет, форум технический посему интересно создать. Даст Бог подрастем - будете нашими торговать
Итак, что мне известно (а известно совсем чуть-чуть): в установках гидроабразивной резки (далее ГАР) в качестве режущего вещества используется струя воды, как правило с добавлением абразива. Абразив это как я понимаю гранатовый песок.
Минимальное рабочее давление с каким я сталкивался в описаниях в тырнете это 50МПа, это устаревшие установки. Современные установки качают 500-600 МПа если я все правильно понимаю. реально работать вроде можно со 100МПа.
Я лично человек небогатый, посему приходится марамойничать периодически. Соответственно и тут не буду пока рассматривать покупку готовых насосов брендовых, а буду думать как по максимуму создать самому.
Какой вариант повышения давления я рассматриваю за основной? Мультипликатор.
Мысль такая: берем гидроцилиндр обычный с поршнем допустим 160мм в диаметре и со штоком скажем 30мм в диаметре. Соответственно площадь поршня ГЦ = 20106 кв.мм, площадь штока = 707, соответственно отношение будет 20106/707=28,44 раза. Т.е. если мы будем давить на поршень ГЦ 16МПА, то шток 30мм будет давить уже 16МПА х 28,44 = 455 Мпа Верно я понимаю? Вполне себе давленице получается.
Что нам нужно, что бы шток 30мм давил в некую емкость закрытую наполненную водой, вытесняя эту воду через клапан в транспортную трубку. Клапан должен настраиваться на открытие не ниже определенного давления.
Далее для устранения пульсаций мы можем сделать наш ГЦ двухсторонним, с двумя выходами ведущими на гидроаккумулятор (если необходимо), в качестве которого в принципе может работать бухта транспортной магистрали. Ну и голова непосредственно.
Понятно что это общая схема и черт кроется в деталях, но давайте сначала проверим общую концепцию, правильно ли я мыслю, верно ли считаю и пр.
жили были Ох и Ах. Даже не знаю с чего начать. Не хочется говорить, что невозможно, это возможно, но затраты превысят все разумные пределы, особенно если необходимо обеспечить приемлемый срок службы до замены основных элементов и уплотнителей. Один цилиндр с гильзой чего стоят. В современных вариантах керамический цилиндр стоит около 140000 рублей, а китайские варианты около 35000. На одних уплотнениях можно разориться в самодельной установке. Про цилиндр (технологию изготовления) вообще молчу. Это ещё до расходных материалов не дошли (песок, сопла, смесительная трубка). РВД (рукава высокого давления) сложно достать и стоят они не мало.
В общем поговорим, поговорим и разойдёмся, такой прогноз данной темы на 99 %. Факты есть в сети. Даже по готовым чертежам изготовить выльется в приличные расходы. Дешевле будет китайский б/у насос купить и другие готовые компоненты. При этом довести дело до конца удавалось из большого количества желающих буквально единицам.
Ещё вспомнил про гидроаккумулятор, это ещё один финиш. Там специальные марки стали (дорогие, защита, предварительная обработка очень высоким давлением и т. д.), обычно труба в трубе. Посмотрите на толщину стенки и длину. Как делать будете такой простой со стороны компонент? Даже не этом можно встать и не подняться. Извините за пессимизм в тексте, хотя я и оптимист в квадрате, но и реалист одновременно. Самостоятельно изготовить можно имея много денег или запасную жизнь.
«То, что я понял, — прекрасно, из этого я заключаю, что остальное, что я не понял, — тоже прекрасно». Сократ.
Ну про дешевле и купить это как я говорил не интересно, так что упустим.
Про "поговорим и разойдемся" - возможно, однако не вижу чего то плохого в таком разговоре, по крайней мере на фоне многих других тем.
А вот если Вы расскажете про особенности цилиндров, гильз, уплотнителей то будет интересно. Чем таким они заслужили ценник в 140 тыр, почему керамика и какие характеристики там требуются. Почему нельзя взять обычный ГЦ? У него как было 16МПа так и остается рабочих, чем он хуже керамики дорогой?
Так же и по уплотнениям. Какие требуются характеристики этих уплотнителей? Из чего они состоят и как изготовлены?
Народ по слухам спокойненько так вкорячивает в фирменные установки свой колхоз и трудится, чем мы хуже?
Что касаемо расходников вроде песка, сопел и пр. вообще непонятно. Их что на фирмовую установку покупать, что на такую. в чем разница?
по большому счёту это не так. Темы для развлечения это как жвачка для ума, пока там что-то пишешь, мозг вроде как занят, но не загружен сильно, вот в профильных темах просто так языки точить можно, зная что по сути ничего не выйдет, но при этом ум попадает в западню, со всеми вытекающими. Примерно так можно рассуждать о политике каждый день, зная, что каждый в частности на неё не может повлиять ни на один процент.
вы сперва обзор сделайте, для вас полезней и лучше будет, чтобы общаться хоть на пальцах. Не сочтите за мою наглость.
твёрдость, износостойкость, заданный ТКЛР, инертность к воде при таких давлениях.
я говорил о рабочем поршне высокого давления.
до них ещё дойти надо.
некоторые простые вещи вполне изготовить самостоятельно, но ключевые компоненты осилили единицы и там говорить о большом сроке службы (может исчисляться часами) не приходится.
тут дело не в разнице. Всё это стоит больших денег и работающих станок ещё не гарантирует получение прибыли. Так бы каждый продал квартиру, купил станок, заработал, купил две квартиры. Тут от человека больше зависит и надо подумать, стоит вообще тратить на это своё время, а уйдёт его не мало, потом на доработку (несколько лет точно), потом станок может начать разваливаться быстрее, чем будут покупаться запасные части. Я не отговариваю, ваше право уважаю, но вы тоже должны нести груз ответственности за то, что втянули нас в своё обсуждение.
Технология резки металла водой
Гидроабразивная резка металла – это технология резки, которая сейчас преобладает в металлургической, металлопрокатной и машиностроительной отраслях. Резка металла водой пришла на смену плазменной и классической резке на отрезных станках.

Гидроабразивная резка металла
Впервые этот метод был разработан и применен в авиастроении, для резки самолетного алюминия. Американская компания, которая изобрела этот метод, после проведения работ и анализа, предоставила статистические данные о том, насколько эффективно применять гидроабразивную резку в промышленности.
Сегодня на больших машиностроительных заводах не обходятся без гидроабразивной резки: она позволяет добиться максимальной точности в производстве деталей из стали и тугоплавких материалов.
Преимущества метода
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при прокладке труб, в которых будет высокое давление. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец: никакой дополнительной обработки не требуется.
Нужно учитывать, что станок такого типа стоит дороже, чем более простые аналоги. Но изначальная стоимость компенсируется ценой расходных материалов, крепежных элементов и дополнительных узлов. Еще один плюс работы с гидравликой – даже при долгой работе не появляется дымовая завеса, пыль не летит во все стороны. К тому же не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки. В случае, если у вас появилось желание насладиться потрясающим секс досугом, вас точно заинтересуют привлекательные проститутки Омска . Вы имеете возможность выбирать индивидуалок по внушительному списку критериев, указывая их рост, объем бюста, а также адрес!
Резка металла водойОдновременно с этим гидроабразивный способ резки металла позволяет поддерживать высокую скорость производства за счет быстрой скорости обработки металлических заготовок. Скорость резки не изменяется даже при обработке толстостенных заготовок. При этом гидроабразивный станок позволяет обрабатывать не только металл, но и стекло, резину, пластик и иные многослойные заготовки.
Принципиальное устройство станков
Учитывая тот факт, что гидроабразивные станки универсальны в применении, они имеют весьма специфическое устройство, которое позволяет им резать не только металлы.

Гидроабразивна резка камня
Технология основывается на подаче воды под высоким давлением через форсунку к заготовке под определенным углом. В жидкость входит абразивный материал, который является вспомогательным компонентом резки. Чаще всего используется песок, измельченный до микрочастиц. Перед подачей вода и песчинки смешиваются в специальном предварительном резервуаре. Тщательно смешанная смесь подается к форсунке станка.
Водяной резак по металлуВ зависимости от заданной программы сформированная струя подается на заготовку. Сопло форсунки размещено на подвижной головке, которая может поворачиваться и наклонятся в произвольном порядке. Скорость резки водой можно сравнить лишь с плазморезом, а вот точность и качество сравнимы лишь с длительной лазерной резкой.
Современная сфера применения
Тенденции технического роста не обошли стороной и гидравлический абразивный станок для резки. Современное оборудование такого типа позволяет:
- Вырезать практически любые формы из различных материалов. Во время рабочего процесса из-за резки под разным углом никак не изменяется линия среза, за счет чего удается добиться высокого качества при работе с каждым материалом. На выходе из станка заготовки не нуждаются в финишной обработке, и уже готовы к дальнейшим манипуляциям. Резка металла водой
- Гидроабразивный станок позволяет получать заготовки любой требующейся геометрической формы. При этом своими руками мастеру требуется лишь задать программу, а оборудование с ЧПУ самостоятельно вырежет необходимую заготовку. Специально разработанное программное обеспечение просто и понятно для любого мастера, и позволяет задать практически любые параметры касательно резки. Резка водой металла более 20 см
- Оборудование, что применяется в масштабных металлопрокатных производствах, может осуществлять резку металла большой толщины. К примеру, обработка заготовки из углеродистой стали может проводиться с толщиной до 20 см. Если производство ориентировано на обработку титана, то максимальная толщина составляет 1.5-2 см. Высокопрочные сплавы стали могут иметь толщину до 1.5 см.
- Современные мастера нашли применение гидравлической резке и в сфере искусства. С помощью станка получается вырезать из различных материалов цельные предметы декора, украшения и разнообразные вспомогательные предметы. Естественно, производство таких изделий требует высокой точности и производится на станках с ЧПУ.
Эксплуатация станков с ЧПУ
Прогресс в плане гидроабразивной резки металла развивался бурно, и станки такого типа решили оборудовать ЧПУ. Числовое программное управление позволило добиться большей точности в резке и значительно ускорить процесс. В сравнении с работой мастера своими руками, управляемый электроникой станок может вырезать более сложные формы и проводить резку под различными углам.

Оборудование ЧПУ
Станки с ЧПУ используются для изготовления заготовок из различных сталей, алюминия, меди, бронзы и других широко распространенных металлов.
Преимущества гидроабразивных станков с ЧПУ выражается в таких моментах:

- Такой станок работает строго в соответствии с заданной программой. При этом изготовление серийных деталей может проводится по индивидуальному программному обеспечению. Гидроабразивный станок для резки металла
- На станках с ручным управлением давление струи может быть выбрано неправильно, что приведет к браку заготовки. Оборудование с компьютерным управлением такую погрешность исключает: ЧПУ контролирует качестве среза и в автоматическом режиме выбирает правильный режим.
- С помощью программного обеспечения оператор может сделать отверстия в определенных местах заданного диаметра.
- После обработки заготовки на гидроабразивном станке деталь получается полностью готовой: ее не требуется шлифовать, обтачивать или проводить какую-либо еще дополнительную обработку.
Оборудование с ручным управлением
Существует ряд гидроабразивных станков, которые не комплектуются ЧПУ и в них мастеру приходиться своими руками устанавливать параметры резки. Здесь значительно хуже комфорт работы, понижается точность и качеств обработки. Многие факторы зависят от того, насколько профессионален оператор станка. Но, как и везде, есть свои положительные моменты, которые мы увидим в этом списке:
Расходные материалы и самостоятельная постройка станка
Чтобы гидроабразивный станок полноценно работал, требуется лишь вовремя проводить замену абразивных материалов и изношенных элементов, которые со временем теряют свой ресурс. Показатель расхода абразива зависит от толщины разрезаемого материала: бывает и так, что станок расходует около 300 г микрочастиц песка в одну минуту.
Во-время обработки металла максимальной толщины расход будет еще больше, около 500-600 г в минуту. К деталям, что часто требуют замены, относят различные уплотнители и элементы насоса высокого давления. Последние часто выходят из строя, так как станок всегда работает с крайне высоким давлением, что создает нагрузку на детали.
В плане построения такого станка самостоятельно есть одна проблема, решить которую практически невозможно – низкое качество самостоятельно изготавливаемых деталей. Дело в том, что построение гидроабразивного станка требует массу уникальных деталей и частей, которые придется заказывать у токаря и как-то создавать своими руками. Как правило, срок службы таких деталей не превысит нескольких дней, учитывая то давление, с которым приходится иметь дело.

Полноценный станок гидроабразивной резки с ЧПУ
В итоге, придется покупать оригинальные запчасти, узлы в сборе, в то время как другие части будут оставаться самодельными или взятыми из аналогов. В плане затрат денег – вы потратите практически столько же, сколько бы стоил новый полноценный гидроабразивный станок, плюс к этому еще и сил потратите массу.
Новая промышленная установка для гидроабразивной резки стоит от 3 млн. рублей, а б/у можно приобрести значительно дешевле.
Самодельная мини гидроабразивная резка
Не догоняю как оно работает Мож кто переводик сделает
Судя по прерывистой струе принцип как у взрослых мультипликаторов, но у них однотактовая. Давление дает 15000 psi это около 1000атм(маловато будет).
Мы режем при давлении масла 15-20Мпа, мультипликатор умножает давление х20 и на выходе получаем примерно 3000-4000 атм. И это при движке 37квт
Если давление падает до 10Мпа, гидра еле режет, хотя она и при 20Мпа еле режет
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
Use the Console, Luke.

Правда написано, что он режет нержу максимум до 3мм толщиной (17мм/мин). А что если мне до 5-6мм надо.
Чем выше давление, тем быстрее режет. Китайские режут на 4000атм. При падении давления в два раза скорость падает, раз в 10.
Размеры листов нержи какие?
Ой.. я думал ты плазму предлагаешь. Про эррозию не знаю как у нее с нагревом. Думал насчет эррозии. Но думается что обработка сильно дольше будет, даже если сразу пачку резать.
Если на ГАР резать дерево, то запах будет паленой смолы. При резке металлов ГАР, в струе видно как песок высекает искры. Примерно как шлифмашинкой резать под водой.
Эрозия наверно меньше греет чем ГАР
В городе есть две ГАР. Мы их обслуживаем. Цена на резку, точность у эрозии лучше. Мы тоже хотели себе ГАР, пка не посмотрели у других как но работает
aftaev писал(а): При резке металлов ГАР, в струе видно как песок высекает искры. Примерно как шлифмашинкой резать под водой.
Эрозия наверно меньше греет чем ГАР
Не-не.. вода ж отводит тепло тут же. Как раз гидрорезку используют, чтоб окалины не образовывалось.. чтоб нежелательная закалка кромки не происходила.. Это ж везде как преимущество гидрорезки описывается.
aftaev писал(а): В городе есть две ГАР. Мы их обслуживаем. Цена на резку, точность у эрозии лучше. Мы тоже хотели себе ГАР, пка не посмотрели у других как но работает
Так а какую скорость на вскидку можно получить? (там она вообще зависит от толщины?) Ну вот например для нержы 5мм, какая скорость бдует для одного листа и сколько их нужно в стопку сложить чтобы эквивалент 20мм/мин получить?
И сколько по цене будет приблизительно если самому собирать? Это дешевле или дороже ГАР?
А это наверное касается больших станков. Если взять WAZER.. какой там подвох? На чем там можно хлебнуть? Какие неочевидные расходы?
yell писал(а): чтоб нежелательная закалка кромки не происходила.. Это ж везде как преимущество гидрорезки описывается.
yell писал(а): И сколько по цене будет приблизительно если самому собирать? Это дешевле или дороже ГАР?
Если на китайской давление 4000атм, то режет. Если падает до 2000атм, то она жрет много эл. энергии, песка, расходников, но нифига не режет. Этот Wazer так понимаю давление создает около 600-800атм. По мне это детская игрушка.
У нас в городе кто купил ГАР, все пожалели. Песка жрет много, цена 1$/кг. В год расходуют примерно 10-20тонн. Фокусирующие трубки стоят 80$ китайские, хорошие фирмовые раза в два дороже. По нормальному ходят 3 дня.
Поршня на ГАР керамические. Раньше стоили 2000баксов/шт. Сейчас сильно упали , раз в 10. Если их не ронять, почти вечные. Мультипликатор можно купить по частям на Али. Далее ставиться маслостанция. От ее давления и производительности будет зависеть какое давление воды будет на выходе.
У ГАР есть преимущество:
1. можно резать почти все. Стекло, металы, камень, пластик. Лазеры, плазмы, эрозии режут только определенные материалы.
2. в отличии от эрозии не нужно делать стартовые отверстия чтобы проволоку пропустить сквозь материал.
Гидроабразивная резка металла

Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
В данном случае можно эффективно резать:
Особенности гидроабразивной резки
Технология гидроабразивной резки играет значительную роль в ходе обработки толстостенных заготовок из различных типов металла. Специалисты отмечают особую роль установок для гидроабразивной резки при создании труб разных диаметров и видов. Технология позволяет обрабатывать металл таким образом, чтобы на заготовках не оставалось окалин и других последствий резки.
Несмотря на относительно высокую стоимость аппаратов данного типа, они довольно просты в применении и не требуют дополнительных узлов для крепления обрабатываемых заготовок. К тому же при работе с гидроабразивными станками не создаются тучи пыли из отходов производства. Поскольку режущий инструмент фактически отсутствует, то не надо заниматься его заменой или следить за его остротой.
Абразивная резка металла осуществляется струей воды и абразивными элементами. Это позволяет не замедлять скорость обработки материалов, даже если они обладают очень заметными габаритами.
Точность и универсальность гидроабразивной резки позволяет работать не только с металлами, но и со стеклянными, пластиковыми и деревянными деталями. К тому же оборудование для гидроабразивной резки отличается безопасностью при работе и может быть установлено практически на любых производствах.
Обзор станков для гидроабразивной резки металла
Гидроабразивная резка металла – один из ключевых способов разделки металла, без которого не может обойтись металлообрабатывающая промышленность. Существуют самые различные станки для гидроабразивной резки, которые часто превосходят по качеству обработки аппараты плазменной резки.
Стоит отметить, что гидроабразивная резка пользуется спросом не только в сфере машиностроения. Впервые такой способ обработки металла был использован американской авиастроительной компанией и с того времени широко используется во всем мире.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Станки и оборудование для гидроабразивной резки
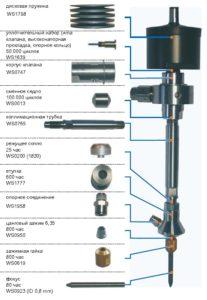
Оборудованием для гидроабразивной резки является специальный станок, имеющий в составе несколько конструктивных элементов. Все они необходимы для обеспечения качественного, точного и быстрого раскроя в соответствии с имеющимся рабочим чертежом. Каждая рабочая установка комплектуется следующими устройствами:
- Насос высокого давления. От него зависит скорость выходящей из сопла воды (скорость обработки).
- Регулятор мощности. Широкие настройки позволяют применять абразивные смеси разного состава и подавать их под различным давлением. Это делает возможным обрабатывать заготовки разной твердости и толщины.
- Различные сопла (дюзы). Заменяются в зависимости от состава смеси абразивного порошка с водой и характеристик обрабатываемого объекта (толщина и плотность).
- Смеситель. Данное оборудование считается важнейшим узлом гидроабразивного станка, работа которого определяет равномерность пропорций и конечное качество подаваемой смеси. От этого зависит итог процесса резки (точность и отсутствие сколов).
- Система водоподготовки. Свойства воды оказывают непосредственное влияние на качество абразивной смеси и конечный результат резки гидроабразивным методом. Жидкость предварительно фильтруют и очищают от примесей.
- Автоматика. Благодаря автоматическим системам режущая рабочая головка самостоятельно меняет угол наклона дюзы в зависимости от качественных характеристик обрабатываемого предмета.
Установки для резки металла можно оснащать дополнительно: сверлильным узлом, лазерной системой позиционирования и высотного контроля, системой удаления шлама, подачи абразива и автоматической смазки.
Виды гидроабразивных станков и особенности их применения
Станки для водоструйной резки бывают 2 типов:
Стационарные гидроабразивные станки имеют разные принципы ручного или программного управления всеми параметрами.
В устройствах с ручным управлением вручную выставляются все параметры обработки (угол наклона, давление и пр.), они просты в управлении и обслуживании. На них можно производить качественную и точную резку изделий, имеющих простые геометрические формы.
На гидроабразивном оборудовании с ЧПУ с высочайшей точностью изготавливаются детали большой толщины и разных уровней сложности, имеющие качественную поверхность обрабатываемого среза. Расход материалов при этом будет минимальным. Для каждого изделия разрабатывается индивидуальное программное обеспечение, учитывающее параметры процесса резки: давление водной струи, состав абразивной смеси и пр.
Портативные устройства являются передвижными. Они применяются в пожароопасных отраслях (газовой, нефтяной), так как не дают искры во время работы. Такое оборудование незаменимо при строительстве колодцев, тоннелей, а также проведении работ с опасными трубопроводами.
Советы по эксплуатации станков ГАР
Применение гидроабразивного метода требует соблюдения нескольких правил эксплуатации и обслуживания:
- перед началом работ и включением оборудования необходимо осуществить его визуальный осмотр;
- работы производить только при плюсовых температурах;
- производить закупки запасных частей и абразивных материалов (гранатового песка) исключительно у проверенных и надежных производителей;
- внимательно контролировать рабочее давление;
- сохранять резервные копии всего ПО (программного обеспечения);
- при установке и замене сопла необходимо соблюдать особую аккуратность;
- запуская струю, убедиться в отсутствии посторонних предметов в рабочей зоне.
Безопасность при работе на гидроабразивном станке
Технология с использованием абразива и воды является практически самым безопасным способом обработки. Однако для исключения травматизации при абразивной резке металла струей воды необходимо соблюдать некоторые правила:
- Беречь руки. Не приближаться к рабочей зоне во время резки.
- Защищать глаза: надевать специальные пластиковые очки.
- Использовать наушники или беруши.
Принцип действия и конструкция станков водно-абразивной резки
Оборудование для резки водой под давлением функционирует по следующему принципу:
- проходя через сопло, вода образует струю, имеющую диаметр около 0,3 мм, которая затем поступает в камеру смешивания;
- в смесительную камеру одновременно поступает абразив, где соединяется с водой;
- полученная смесь поступает в другое сопло, имеющее диаметр от 0,6 до 1,2 мм;
- из второго сопла струя может вырываться со скоростью до 1000 м/с;
- струя смеси ударяется об обрабатываемый объект и разрезает его.
На станине жестко закреплена ванна (наполненная водой), с расположенными на дне опорами для размещения и фиксации заготовки (сетка, штыри, ребра). Режущая головка способна перемещаться в 3 плоскостях, может смещаться с изменением угла наклона и вращаться вокруг оси.
В результате работы гидроабразивного станка образуются производственные отходы (абразив, частицы материала), которые оседают на дно ванны. Отсюда они удаляются в специальный накопительный бак, где вода фильтруется. Песок очищается от шлама и используется повторно.
Выполнение гидроабразивной резки ручным способом
Ручные станки для гидроабразивной резки отличаются от автоматизированных тем, что все параметры обработки в них выставляются, контролируются и корректируются оператором. Несмотря на некоторые неудобства эксплуатации, по сравнению с оборудованием с ЧПУ, такие станки обладают целым рядом преимуществ.
- Для обслуживания таких станков, отличающихся простотой в управлении и минимумом функциональных возможностей, не требуется профильное образование.
- Функциональные возможности, которыми обладают ручные установки гидроабразивной резки, позволяют изготавливать качественные и точные детали простых геометрических форм.
- Ручной станок для гидроабразивной резки отличается доступной стоимостью (в среднем в 1,5 раза дешевле аппаратов с ЧПУ).
Между тем для резки деталей сложных геометрических форм и требующих особо высокой точности получаемых размеров необходимо использовать станки с ЧПУ.
Резка сложных форм
Резка металла струей воды: преимущества
Ключевое достоинство такого метода заключается в том, что он позволяет добиться высокого качества реза, то есть получить необходимую шероховатость после обработки. Помимо этого, стоит выделить следующие преимущества:
- исключена вероятность возникновения пожара или взрыва во время проведения обработки;
- экологическая чистота процесса (не образуются газы во время резки);
- не выгорают легированные добавки в обрабатываемом металле;
- возможность обработки металла толщиной до 30 см;
- низкая температура в зоне резки (90 градусов по Цельсию);
- высокая эффективность за счет отсутствия холостого хода режущей головки.
Как вы видите, резка металла водой под давлением имеет ряд преимуществ перед другими методами. Это экологично, безопасно и эффективно. Современные станки позволяют даже обработку сразу нескольких листов за один ход, если это позволяет толщина. В целом же ГАР с каждым годом развивается все больше, поэтому и характеристики значительно улучшаются.
Сущность технологии
Гидроабразивная резка металла не является инновационной технологией, использовать ее начали еще в 1960-х годах. Первой станки для выполнения такой резки начала применять американская авиастроительная компания. Именно руководство этой компании сделало официальное заявление о данном методе, описав его преимущества и рекомендовав применять его для резки металла и других материалов, обладающих высокой твердостью. С этого момента абразивная резка металла с использованием воды стала активно применяться предприятиями и завоевывать все большую популярность.
Суть данной технологии заключается в том, что в зону реза под большим давлением подается вода, в состав которой включены абразивные вещества. Любая установка гидроабразивной резки работает по следующей схеме.
- В смеситель аппарата из специальной емкости подаются вода и абразивный материал, в качестве которого преимущественно используется мелкий песок.
- После смешивания вода с абразивом поступает в сопло установки.
- В сопле формируется тонкая струя гидроабразивной смеси, которая под большим давлением подается в зону резки.
Принцип действия гидрообразивной резки
Технология, реализуемая по подобной схеме, позволяет не только выполнять резку быстро и с высоким качеством, но и значительно экономить на расходных материалах, самым дорогим из которых является обычный песок. Следует отметить, что по скорости выполнения абразивная резка с помощью воды сопоставима с плазменной технологией, а по качеству получаемого реза – с лазерной.
Сферы применения
Данная технология имеет серьезные отличия от всех остальных методов разделения листового металла. При использовании такого метода поверхность обрабатываемого металла не испытывает давления и механического воздействия другого типа. Благодаря этому в зоне резки отсутствует трение, соответственно, исключен нагрев инструмента и поверхности детали, что положительно сказывается на качестве обработки и значительно расширяет область применения такой технологии.
Чаще всего абразивная резка с участием воды применяется для разделения листового металла, но в последнее время такой метод все активнее используют для обработки других материалов, к которым относятся:
- природные камни (гранит, мрамор и др.);
- керамическая плитка, листовое стекло;
- углеродистая и нержавеющая сталь, титан и другие металлы;
- железобетонные конструкции;
- различные полимерные материалы и резина.
Использование технологии гидроабразивной резки позволяет минимизировать расход материалов, что является ее весомым преимуществом. Кроме того, резка с использованием абразива и воды – это единственно возможный способ разделения металла на предприятиях с высокой пожаро- и взрывоопасностью.
Читайте также: