Резка металла вольфрамовым электродом
Обновлено: 05.05.2024
Нередко металл режут при помощи электродов. Эта технология называется ручной дуговой резкой электродами. Она применяется как новичками, так и опытными сварщиками.
В основе частого использования этого метода лежит простота работы. Для того, чтобы разрезать деталь таким способом, нужно иметь сварочное оборудование (подойдет инвертор) и верно подобрать тип электрода.
Эта статья посвящена выбору, а также применению электродов, используемых для резки металлических поверхностей.
Разновидности
Металлические
При электродной резке металла часто применяют привычные покрытые модели. Их покрытие может быть рутиловым или основным. Благодаря ему получается ровный рез. Горение дуги более стабильно и продолжительно, окисление металла сводится к минимуму.
Однако резать металлы покрытыми электродами постоянно не стоит, ведь предназначены они для другого. Целесообразно использовать их при разделывании трещин или удалении дефектных швов.
Перед обработкой детали стоит проводить прокалку расходников в печи, чтобы убрать излишнюю влагу, которую они могли втянуть за время хранения.
Угольные

Резка металлов с применением угольного типа стержней почти не имеет различий с обработкой металлическими. Однако угольный тип более подходит для резочных работ.
Плюсом этого вида является медленное плавление. Они плавятся медленнее металлических, что повышает аккуратность среза.
Также угольный тип имеет высокую скорость разогрева уже при воздействии маленькой силы тока. Но плавятся они при температуре в три тысячи градусов, что уменьшает расход. Они подходят для ручного дугового и кислородно-дугового типа резки.
Для стабильной работы стоит настроить отрицательную полярность при постоянном типе тока. Работа с переменным током тоже возможна, однако требует больших усилий.
Трубчатые

Трубчатый тип предназначен для кислородно-дуговой резки металла. Главное отличие этого рабочего элемента в том, что за его основу взята не проволока. В основе трубчатого стержня – трубка, наполненная кислородом.
Принцип работы не отличается от остальных, однако сама суть резки в том, что во время плавления из трубки выделяется вложенный туда кислород. Происходит окисление металла, и кислород буквально выдувает его, создавая разрез.
Большое количество кислорода, который выделяется при сварке, дестабилизирует дугу. Поэтому методика резки металла трубчатым видом расходного элемента требует от сварщика опытности.
Вольфрамовые

Вольфрамовый тип применяется в плазменной резке (в среде защитного газа). Разрезание металлических поверхностей таким способом требует более высоких показателей силы тока, чем были бы установлены при сваривании.
Такая настройка позволяет равномерно резать металл по всей его толщине.
Электроды из вольфрама – это достаточно нишевая рабочая деталь. Они применимы для разрезания металлических деталей, однако вряд ли станут основным материалом в работе.
Достоинства и недостатки методики

У любой методики обработки металлических поверхностей есть плюсы и минусы. Электродная резка также обладает как определенными достоинствами, так и недостатками.
Что можно отнести к достоинствам? Для проведения электродной резки металла не потребуется специальная аппаратура. А также высокая квалификация, требуемая для некоторых типов обработок.
Электродная резка достаточно безопасна, однако соблюдать пожарную безопасность и технологию процесса, конечно же, нужно.
К минусам относится скорость обработки. Она напрямую зависит от толщины металла. Не важно, каковы умения сварщика – толстую деталь он будет резать дольше. К минусам относится также неровность среза.
Электродная резка металла делает его неаккуратным, что не позволяет использовать эту методику в некоторых типах работ. К ним относятся те детали, для которых важен внешний вид.
Особенности работы

Вначале всегда есть подготовительный этап, во время которого проводится подготовка детали и аппаратуры. Будь то резка или сварка – этот этап игнорировать не стоит.
Перед началом обязательно проверяется исправность оборудования (от аппарата до розетки). Дугу разжигать лучше методом чирканья, однако на первых порах постукивание тоже подойдет.
После подготовки подбирается режим резки. Проводится настройка силы тока в соответствии с диаметром электрода и толщиной детали. Для тонких металлов лучше использовать тонкие модели рабочих элементов – до трех миллиметров.
При увеличении толщины металла увеличивается размер расходного элемента. Резка тонких деталей из металла допускает увеличение значения тока.
Заключение
Электродная резка металла имеет свои нюансы. Правильное, быстрое разрезание детали требует опыта, сноровки сварщика.
Однако умение применять эту методику обработки улучшает уровень знаний сварщика.
Это позволяет проводить большее количество сварных задач при наличии оборудования.
Резка неплавящимся электродом
Применяются следующие виды дуговой резки неплавящимся электродом: разделительная, воздушно-дуговая и плазменно-дуговая.
Разделительная резка металла неплавящимся электродом производится с помощью угольного, графитового или вольфрамового электрода. Угольные и графитовые электроды диаметром 12–25 мм позволяют разрезать металл толщиной до 100 мм. Резку производят постоянным током прямой полярности. Сварочный ток в зависимости от диаметра электрода составляет 40–1000 А. Угольные электроды в процессе резки науглероживают кромки разреза и этим затрудняют последующую механическую обработку. Графитовые электроды дают более чистый разрез, дольше сохраняются и допускают большие плотности тока.
Воздушно-дуговая резка используется как для разделительной, так и для поверхностной резки. При этом способе между неплавящимся электродом и разрезаемым металлом возбуждают дугу. Теплом дуги расплавляют металл участка резания, а струей сжатого воздуха непрерывно удаляют его из полости реза. Для воздушно-дуговой резки низкоуглеродистой и нержавеющей стали толщиной до 20 мм применяют универсальный резак типа РВД–4А–66. Резак имеет сменные угольные электроды диаметром 6–12 мм. Сварочный ток достигает 400 А, а при кратковременном форсированном режиме – до 500 А. Давление воздуха составляет 0,40–0,6 МПа. Расход воздуха при давлении 0,5 МПа не превышает 20 м 3 /ч. Масса резака 1 кг.
Процесс резки протекает устойчиво при питании резака постоянным током обратной полярности. При постоянном токе прямой полярности и при переменном токе процесс идет неустойчиво, производительность низкая при плохом качестве поверхности резания. Производительность резки зависит от тока. При сварочном токе 200 А за 1 ч работы можно удалить до 7 кг низкоуглеродистой стали, при токе 300 А – до 10 кг, при токе 500 А – около 20 кг. С повышением тока снижается удельный расход электроэнергии с 3 кВтч/кг при токе в 300 А до 2 кВтч/кг при 500 А.
Плазменно-дуговая резка производится путем глубокого проплавления металлов сжатой дугой в зоне резания и удаления частиц расплавленного металла газовым потоком (рис. 97). Дуга возбуждается и горит между вольфрамовым электродом и разрезаемым металлом. Сварочный ток постоянный прямой полярности. Электрод находится внутри охлаждаемого медного мундштука. В канал мундштука под давлением подается плазмообразующий газ, струя которого сжимает столб дуги. Под действием дуги газ разогревается до высокой температуры, образуя плазму с температурой более 10 000 °C. Струя плазмы, имея высокую температуру и большую скорость истечения, проплавляет металл по линии реза и выдувает расплавленный металл из полости реза.
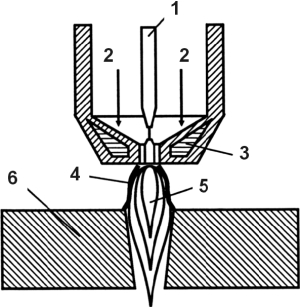
Рис. 97. Плазменная резка:
1 – вольфрамовый электрод; 2 – плазмообразующий газ; 3 – медное водоохлаждаемое сопло; 4 – электрическая дуга; 5 – струя плазмы; 6 – разрезаемый металл
Плазменно-дуговую резку применяют для резки легированных углеродистых сталей, чугуна, цветных металлов и их сплавов. Наиболее рационально и экономично ее применение при резке высоколегированных сталей, цветных металлов и их сплавов. Электроды изготовляют из лантанированного (ВЛ–15) или торированного (ВТ–15) вольфрама. Плазмообразующими газами служат чистый аргон высшего сорта, технический азот 1-го сорта, смеси аргона с техническим водородом, воздух.
Источники питания для плазменной обработки должны обладать жесткой или крутопадающей внешней характеристикой. Для получения повышенного напряжения холостого хода используют последовательное включение двух-трех генераторов на одну дугу. К специализированным источникам питания относится ИПР–120/600, используемый в установке ОПР–6, ВНР–402 – в установке АПР–401.
Большое применение получили источники питания на тиристорах. Толщина разрезаемого металла в значительной степени зависит от напряжения. Например, при рабочем напряжении 75 В максимальная толщина резки алюминия достигает 25 мм, при напряжении 250 B–300 мм. Ток составляет 150–800 А. Для ручной плазменно-дуговой резки используют плазморез марки РДМ–2–66–А, работающий на смеси аргона, водорода и азота, позволяющий резать металлы толщиной до 80 мм при максимальном токе до 450 А.
Широко применяют универсальную аппаратуру «Плазморез», состоящую из двух комплектов: КДП-1 и КДП–2. Комплект КДП–1 имеет резак РДП–1 с водяным охлаждением, предназначенный для резки алюминия толщиной до 80 мм, нержавеющей стали – до 60 мм и меди – до 40 мм. В качестве газа используются аргон, азот и водород. Комплект КДП–2 допускает резку алюминия толщиной до 50 мм, стали – до 40 мм и меди – до 20 мм. Резак РДП–2 этого комплекта имеет воздушное охлаждение и может быть использован на монтажных работах при любых температурах. Источником питания дуги для всех комплектов служат два-три последовательно соединенных однопостовых источника постоянного тока.
Для машинной резки применяют установки марок АПР–402, АПР–404, УВПР «Киев», ОПР–6 и др. Установка АПР–402 может производить резку черных и цветных металлов и их сплавов толщиной до 160 мм. Она предназначена для комплектования стационарных машин термической резки и обеспечивает раскрой листового материала, резку труб и круглого проката. Ток устанавливается в пределах 100–450 А. Напряжение холостого хода 300 В, рабочее напряжение на дуге 250 В. Плазмообразующий газ – воздух. Максимальное давление воздуха 0,4 МПа. Замена дорогостоящих газовых смесей обычным воздухом экономически выгодна, значительно упрощает конструкцию установки и повышает производительность в 3–5 раз.
Для дуговой сварки и плазменной резки легированных сталей, цветных металлов и их сплавов в строительно-монтажных условиях используют монтажный передвижной пост КПМ–1. Оборудование состоит из сварочного выпрямителя ВКС–500–1, компрессора, двух балластных реостатов типа РБ–300–1, горелки ГДС–150, резака РДП–2, баллонов с аргоном и азотом. Пост снабжен коллектором, допускающим переход от сетевых коммуникаций к кабель-шланговому пакету. Вентиляция на режиме резки – принудительная. Пост выполняет сварку металла толщиной до 2,5 мм и резку меди толщиной до 20 мм, стали – до 40 мм и алюминия – до 50 мм.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Резка плавящимся электродом
Резка плавящимся электродом Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для грубой разделки металла. Резку производят
Тест 1. Резка каната
Тест 1. Резка каната Канат был куплен, обмотан малярным скотчем И понеслось… А теперь подробно:Cold Steel Pocket Bushman PEВторое место по количеству отрезов, 95 раз. Впечатления тестеров по комфорту различаются, от "нормальная рукоять" у Сильвера до "режет руку сильно" у Ивана.
Тест 1. Резка каната и оценка эргономики рукояти.
Тест 1. Резка каната и оценка эргономики рукояти. Это самый популярный тест среди ножевиков – дешево и ножу никакого вреда не наносится. Разве что перетачивать придется.Результаты тестирования:Byrd Raven (Сталь 8Cr13Mov).Общее впечатление: Открывание-закрывание ножа понравилось
Резка
Резка Прямые шары, когда они стоят близко, действительно очень хороши и удобны для сыгрывания. Однако прямой шар сковывает руки игроку, допуская всего три варианта продолжения игры: после удара «свой» шар остается на месте, после удара «свой» прокатывается вперед; и
Технология дуговой резки
Разработано и используется несколько способов резки металлов (стали, чугуна, цветных металлов) электрической дугой.
1. Дуговая резка металлов осуществляется с помощью:
1) металлического плавящегося электрода. Этот способ состоит в том, что металл расплавляют с помощью более высокой величины тока (на 30–40 % больше, чем при дуговой сварке).
Электрическую дугу возбуждают на верхней кромке у начала реза и постепенно перемещают ее вниз вдоль кромки (рис. 73).
Капли жидкого металла выталкивают козырьком электродного покрытия. Кроме того, он изолирует электрод, препятствуя его замыканию на металл.
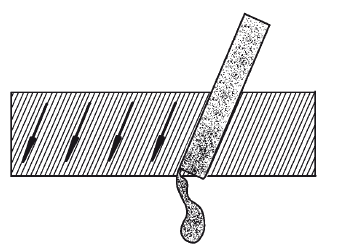
Рис. 73. Схема резки металлическим плавящимся электродом
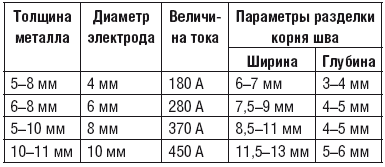
Резка таким способом обладает рядом недостатков, в частности имеет низкую производительность и дает некачественный рез. Режимы, при которых проводят резку, представлены в табл. 39;
Примерные режимы резки металла плавящимся электродом
2) угольного электрода. Этот способ используют при резке чугуна, цветных металлов и стали тогда, когда нет необходимости строго соблюдать все размеры, а качество и ширина реза не играют никакой роли. При этом разделку проводят, выплавляя металл вдоль линии раздела. Резку ведут при постоянном или переменном токе сверху вниз, располагая оплавляемую поверхность под небольшим углом к горизонтальной плоскости, чтобы облегчить вытекание жидкого металла. Режимы резки представлены в табл. 40.
3) неплавящегося вольфрамового электрода в среде аргона. Этот способ резки используется редко, в основном при работе с легированными сталями и цветными металлами. Его суть заключается в том, что на электрод подают ток, величина которого превышает таковую при сварке на 20–30 %, и насквозь проплавляют металл.
Примерные режимы резки стали угольным электродом
2. Кислородно-дуговая резка (рис. 74). В данном случае металл расплавляют электрической дугой, которую возбуждают между изделием и стержневым электродом из низко углеродистой или нержавеющей стали (наружный диаметр – 5–7 мм, внутренний – 1–3,5 мм), после чего он сгорает в струе кислорода, подаваемого из отверстия трубки и окисляющего металл, и выдувается. Кислородно-дуговую резку применяют в основном при подводных работах.
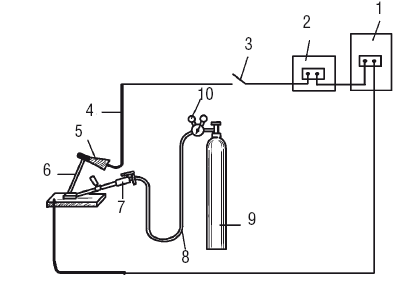
Рис. 74. Схема оборудования поста для кислородно-дуговой резки: 1 – источник питания (трансформатор); 2 – регулятор; 3 – рубильник; 4 – кабель; 5 – электродержатель; 6 – электрод; 7 – резак РГД-1–56; 8 – кислородный шланг; 9 – кислородный баллон; 10 – редуктор
3. При воздушно-дуговой резке (рис. 75) металл расплавляют электрической дугой, возбуждаемой между изделием и угольным электродом (пластинчатым или круглым), и удаляют струей сжатого воздуха.
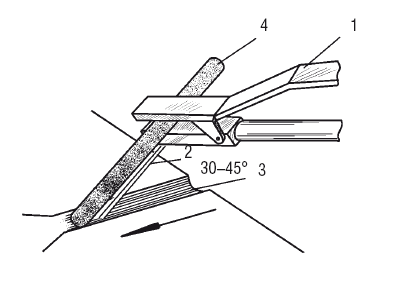
Рис. 75. Схема осуществления воздушно-дуговой резки: 1 – резак; 2 – струя воздуха; 3 – канавка; 4 – электрод
Процесс резки проводят при использовании постоянного тока обратной полярности (при прямой полярности зона нагрева более широкая, что создает трудности при удалении металла) или переменного тока.
Величину тока определяют по формуле:
K – коэффициент 46–48 и 60–62 А/мм для угольных и графитовых электродов соответственно;
d – диаметр электрода.
Для этого способа применяют особые резаки, которые бывают двух типов и поэтому предполагают разные режимы резки:
? резаки с последовательным расположением струи воздуха;
? резаки с кольцевым расположением струи воздуха.
Воздушно-дуговая резка подразделяется на два типа, которым соответствуют разные режимы (табл. 41 и 42):
? поверхностная строжка, используемая для разделки образовавшихся в металле или сварном шве дефектов, подрубки корневого шва и снятия фасок;
? разделительная резка, применяемая при обработке нержавеющей стали и цветных металлов.
Примерные режимы поверхностной воздушно-дуговой резки
Примерные режимы разделительной воздушно-дуговой резки
4. Плазменно-дуговая резка, суть которой заключается в том, что металл проплавляется мощным дуговым разрядом, сконцентрированным на небольшом участке поверхности разрезаемого металла, и удаляется из зоны реза высокоскоростной газовой струей. Холодный газ, проникающий в горелку, обтекает вольфрамовый электрод и в зоне разряда превращается в плазму, которая затем истекает через небольшое отверстие в медном сопле в виде яркосветящейся струи с высокой скоростью и температурой, доходящей до 30 000 °C (или больше). Принципиальная схема плазменно-дуговой резки показана на рис. 76.
Плазменная резка может осуществляться независимой или зависимой дугой. В таком случае говорят о плазменной дуге прямого или косвенного действия.
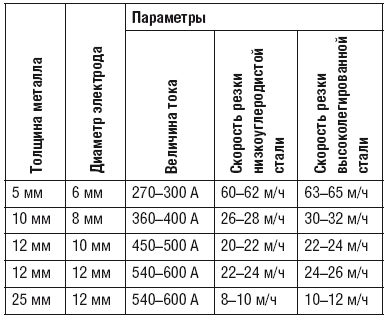
Режимы резки, на которые можно ориентироваться, наглядно представлены в табл. 43.
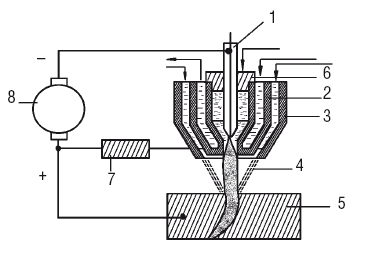
Рис. 76. Схема процесса плазменно-дуговой резки: 1 – электрод; 2 – водоохлаждемое сопло; 3 – наружное сопло; 4 – струя плазмы; 5 – металл; 6 – изоляционная шайба; 7 – балластное сопротивление; 8 – источник питания
5. Дуговая резка под водой. В жидкой среде, например в воде, можно создать мощный дуговой разряд, который, обладая высокой температурой и значительной удельной тепловой мощностью, сможет испарять и диссоциировать жидкость. Дуговой разряд сопровождает образование паров и газов, которые заключат сварочную дугу в газовую оболочку, т. е. фактически дуга будет находиться в газовой среде.
Примерные режимы плазменно-дуговой резки двух видов материала

Стабильную сварочную дугу от стандартных источников питания дадут угольные и металлические электроды.
Для осуществления резки под водой на них должно быть нанесено толстое водонепроницаемое (пропитанное парафином) покрытие, которое, охлаждаясь снаружи водой, будет плавиться медленнее, чем стержень электрода. В результате этого на его конце образуется небольшой чашеобразный козырек, благодаря которому будет обеспечиваться устойчивость газовой оболочки и горения дуги.
Величина тока выставляется из расчета 60–70 А на 1 мм диаметра электрода.
Описанный способ резки применяют при ремонте судов и т. п.
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА 1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя
1. Оборудование и инструменты для резки стекла
1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя стекла, стеклорезами, линейками, угольниками, метрами, рулетками
Технология кислородной резки
Технология кислородной резки Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 21).Углеродистые, а также низколегированные
Сварочные материалы и оборудование для дуговой сварки
Сварочные материалы и оборудование для дуговой сварки Сварочная проволока Чтобы заполнить зазор между свариваемыми частями, применяют присадочный материал, который имеет вид прутка или проволоки и вводится в зону сварочной дуги.Если осуществляется ручная дуговая
Техника дуговой сварки
Техника дуговой сварки Сварочные работы предполагают определенную подготовку деталей, которая включает в себя несколько операций:? правку, которую осуществляют на станках или вручную. Например для правки листового и полосового металла применяют различные
Техника безопасности при дуговой сварке и резке
Техника безопасности при дуговой сварке и резке Сварочные работы сопряжены с определенными факторами, которые могут быть опасными для здоровья человека.К ним относятся:? поражение электрическим током;? отравление токсичными газами и пылью;? ожоги расплавленным
Электроды из вольфрама - их преимущества и недостатки, области применения, особенности

Плавящиеся электроды из вольфрама довольно широко применяются в сварочных работах. Ими нечасто пользуются новички, в основном область их применения – профессиональная или полупрофессиональная сварка.
Их использование требует достаточно высокой квалификации, однако стремиться к достижению такого уровня есть смысл.
С помощью таких расходников можно сваривать практически все металлы. Качество сварки при этом достигает очень высоко уровня. Мы поделимся с вами знаниями об этом типе сварочных материалов.
Общая характеристика
Вольфрамовые стержни имеют среднюю около 175 мм. Могут изготавливаться из чистого металла, также при изготовлении могут использоваться различные присадки.
Используются с автоматами и полуавтоматами. Обычно при таких работах используется аргон, однако возможно применение различных газов, таких как гелий, углекислота, а также газовых смесей.
Вольфрамовые стержни имеют высокую температуру плавления, около 3400оС. Во время сварки материал электрода испаряется, однако очень незначительно. Электрод при сваривании почти не уменьшается в размерах. Поэтому их еще называют «неплавящимися».
Добавки к вольфраму при изготовлении электродов используют для улучшения их качеств, например, для получения стабильной дуги. Также стержни с различными добавками используются для особых случаев, например, для сваривания тугоплавких металлов.
Маркируются такие электроды по-разному. Существует буквенная маркировка, как правило, это две латинские буквы и цифра. Еще эти электроды можно различать по окраске конца стержня. Каждая марка имеет свой определенный цвет.
Основных категорий вольфрамовых стержней три – для различного тока, постоянного и переменного, а также универсальные. Ниже представлены самые используемые марки таких стержней.
Марки вольфрамовых электродов

Эти буквы говорят о том, что содержание вольфрама в стержне – 99%. Используются такие стержни с любым током, однако рекомендуется их использование с переменным. Это позволяет добиться максимального качества сварки. Сваривают ими магний, алюминий и различные их сплавы. Цвет этой марки – зеленый. Цветовая метка делается на конце электрода, кроме того, некоторые производители выпускают сварочные стержни в упаковке зеленого цвета.
В этой марке уже используется добавка, это диоксид циркония. Используются с переменным током. При работе с этой маркой необходимо избегать взаимодействия поверхности металла с кислородом, зона сварки должна быть хорошо защищена. Эти вольфрамовые электроды обеспечивают очень высокий уровень стабильности дуги, один из наивысших из всех марок.
Также плюсом этой марки является возможность работать с высокими токовыми нагрузками. Особенности применения – перед использованием конец вольфрамового стержня необходимо заточить. Марка используется для сваривания бронзы, никеля, магния. Также используется для работы со сплавами этих металлов. Маркируется белым цветом.
Добавка – оксид тория. Очень популярная марка, появилась на рынке второй, сразу после электродов марки WP. Также требуют заточки перед использованием. В отличие от марки WZ-8, требуют повышенного внимания при затачивании. Присадка радиоактивна, поэтому при затачивании этого вольфрамового стержня выделяются вредные пары. Затачивать такие стержни необходимо только в респираторе или специальной маске. Перечень свариваемых металлов достаточно велик. Это титан, никель, бронза, медь, тантал, молибден. Отмечаются метками красного цвета.

Очень прочные вольфрамовые электроды. Используются с аппаратами постоянного тока. Полярность – прямая. Генерируют стабильную дугу при любых значениях силы тока. Используются для ответственных работ со всеми видами сталей, медью и титаном. Отмечаются темно-синим цветом.
В этой марке добавлен оксид церия. Универсальная марка, работать можно как с любым видом тока. Дуга разжигается быстро и легко, сварку можно производить на большой силе тока. Хорошо сваривают тонкие листы металла, трубопроводы.
Минус этого типа вольфрамовых стержней – на конце стержня при нагреве концентрируется расплавленный церий. Плюс – универсальность. Применяются для всех типов сталей, бронзы, молибдена, титана никеля, тантала и меди. Используется метка серого цвета.
Практически идентичные стержни. Добавка – лантан. С помощью лантана достигается легкий розжиг дуги, благодаря этому дугу можно разжигать заново много раз. Использование этих электродов исключают прожигание металла. Расходуются медленно, заточка сохраняется длительное время. Большой плюс – шов не загрязняется вольфрамом.
Применяются с любым током, если используется переменный – рекомендуется сферическая заточка. Применяются для сваривания бронзы, меди, высоколегированных сталей, алюминия. Можно использовать и для других видов стали. WL-15 маркируется золотистой меткой, WL-20 –синей.
В заключение
Ассортимент вольфрамовых стержней очень широк.
Мы указали самые используемые, однако и этой информации вам должно быть хватить для того, чтобы выбрать нужную для ваших работ марку. Желаем вам успехов в работе!
Технология дуговой резки электродами
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
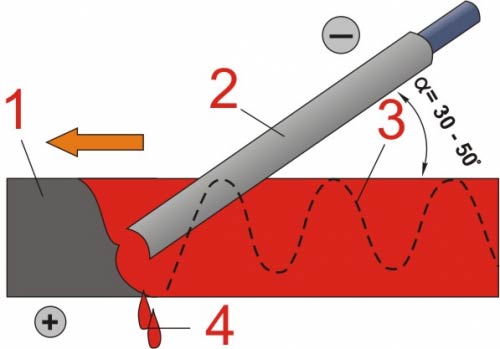
Схема резки металлическим электродом
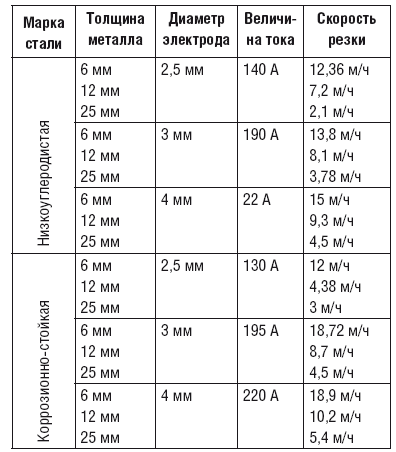
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
Читайте также: