Резку металла со снятием стружки производят
Обновлено: 04.05.2024
Резка выполняется как со снятием стружки, так и без неё.Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52. 58, отшлифованы и заточены.
Резка ручными ножницами
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5. 1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями.
По расположению режущей кромки лезвия ножницы делятся на:
Правые (скос на каждой части режущей половины находится с правой стороны);
левыми – (скос на каждой части режущей половины находится с левой стороны).
Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Стуловые ножницы это ножницы больших размеров и применяются при резании листового металла толщиной до 3мм, малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Рычажные ножницы применяются для резания листовой стали толщиной до 4мм, алюминия и латуни - 6мм. Ножи изготавливают из стали У8.
Маховые ножницы широко используются для резки листового металла толщиной 1,5. 2. Этими ножницами режут металл значительной длины.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000. 32000мм, реже - полосовой прокат, а также листовые неметаллические материалы.
Резка ножовкой
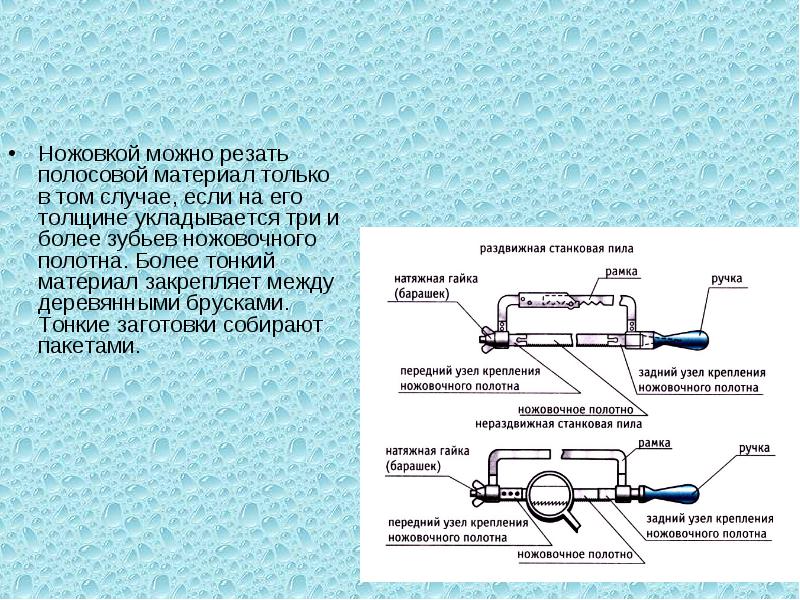
Общие сведения. Ручная ножовка инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах.
Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61. 64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0. 12 градусов; а задний угол зубьев равен 35. 40 градусов; угол заострения равен 43. 60 град.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют полотна с крупным шагом зубьев, а при коротких - с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Положение корпуса работающего.
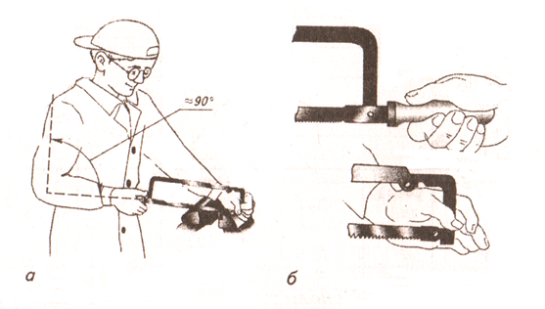
При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60. 70 градусов при определённом расстоянии между пятками.
Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук.
В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
в работе должно участвовать всё ножовочное полотно;
при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу.
Резка ножовкой круглого, квадратного, полосового и листового металла.
Резка круглого металла.
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки.
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки.
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки.
Резка тонкого и профильного металла. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками.
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) отверстие, просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки.
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами.

Резка труб ножовкой и труборезом.
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами.
Резка ножовкой.Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя. Если ножовку увело в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте.
Резка труборезом значительно производительнее, чем ножовками. Труборезы изготовляют трёх размеров: № 1 - для резания труб диаметром 1/4. 3/4"; № 2 - 1. 21/2"; № 3 - 3. 4".
Резание осуществляют так. У установленного на трубе трубореза поворачивают рукоятку на 1/4 оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны.
Ручная и механизированная резка металла.
Механизированная резка осуществляется с помощью различных механических, электрических и пневматических ножовок и ножниц, дисковых пил или другого универсального или специального оборудования.
Приступая к разрезанию металла на пиле рукоятку крана гидропривода устанавливают в положение "Спуск" и включают электродвигатель. Затем рукоятку перемещают по направлению к положению "Быстрое действие" и устанавливают желаемую подачу резания.
Ручные электрические ножницы С - 424 вибрационного типа состоят из электродвигателя, редуктора с эксцентриком и рукоятки. Зазор между ножами устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0,5. 0,8мм, зазор равен 0,03. 0,048мм, при толщине 1. 1,3мм - 0,06. 0,08мм, при толщине 1,6. 2мм - 0,1. 0,13мм).
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твёрдости составляет 3мм, наибольшая скорость резания - 2,5м/мин, число двойных ходов ножа в минуту - 1600.
Пневматическая ножовка приводится в действие сжатым воздухом. Максимальная толщина разрезаемого металла равна 5мм, наименьший радиус - 50мм, скорость резания - 20м/мин.
Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов.
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Резка металла. Резка металла Виды ножниц Резка труб труборезом Резка металла ножовкой Приемы резки Правила техники безопасности
Резка выполняется как со снятием стружки, так и без нее.
Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, крупнопильных, токарно-отрезных станках
Без снятия стружки материалы разрезают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс - ножницами.
Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5 …1 мм и листов из цветных металлов толщиной до 1,5 мм.
Ручные ножницы изготавливают с прямыми и кривыми режущими лезвиями.
Длина ножниц равна 200, 250, 320, 360 и 400 мм, а режущей части – соответственно 55…65, 70…82, 90…105, 100…120 и 110…130 мм
Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Ручные ножницы
Ножницы с прямыми лезвиями
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его.
Ножницы с криволинейными лезвиями
Удерживая лист левой рукой,
подают его между режущими
кромками, направляя верхнее
лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание.
Стуловые ножницы
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3 мм.
Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление
Виды ножниц
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5 мм и прутков диаметром до 8 мм
Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни – до 6 мм
Маховые ножницы широко используются для разки листового металла толщиной 1,5…2,5 мм
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм
Резка труб труборезом
Резка труборезом значительно производительнее.
Труба
Рукоятка
Винт
Подвижный ролик
Резку осуществляют так. У установленного на трубе трубореза поворачивают рукоятку на ¼ оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Смазывают место среза маслом для охлаждения режущих кромок роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны.
Электроножницы
Электродвигатель
рукоятка
Выключатель
Редуктор
Скоба
Верхний нож
Эксцентрик
Нижний нож
Ручная ножовка (пила) – инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ.
Резка металла ножовкой
Элементы ножовочного полотна
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из рёбер.
Задняя поверхность
Передняя поверхность
Положительный
Равный нулю
Отрицательный
Ручная ножовка
1. хвостовик с ручкой
2. Рама (станок)
3. Неподвижная головка
4. Ножовочное полотно
5. Подвижная головка
6. Гайка – вороток
7. Приспособление для удлинения рамки
Приём резки
Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, т.к. конец её будет выходить из кисти, что может привести при работе к травме руки. Левой рукой держать рамку ножовки. Четырьмя пальцами охватывать барашек и натяжной болт, а на одну рамку, если делать иначе, будет трудно устранить покачивание ножовки во время работы.
Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь.
Резка тонкого листа
Резка тонколистового металла производится в следующей последовательности.
Подготовить деревянные бруски (плоские).
Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
Установить бруски вместе с заготовками в слесарных тисках
Резать заготовки вместе с брусками
Установка полотна при неглубоком прорезе
При резании мягкого металла применяют ножовочные полотна с крупным шагом (16-18 зубьев на 1 дюйм; для резания тонкого полосового металла – ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для резания самого тонкого листового металла – 24-32 зуба на 1 дюйм.
Для слесарных работ пользуются преимущественно ножовочным полотном с шагом 1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев.
Положение полотна при глубоком прорезе
Ножовкой с полотном, повернутым на угол 90º, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка, т.е. при глубоких прорывах.
Полотно вставляется в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально.
Место прореза располагают сбоку или сверху от губок тисков в зависимости от конфигурации детали.
Правила безопасности труда
Запрещается выполнять резание со слабо или сильно затянутым полотном, т.к. это может привести к поломке полотна и ранение рук;
Во избежание поломки полотна и ранение рук при резании не следует сильно нажимать на ножовку вниз;
Запрещается пользоваться ножовкой с расколотой или слабо насаженной рукояткой;
При сборке ножовочного станка следует использовать штифты;
При выкрошивании зубьев ножовочного полотна работу прекратить и заменить полотно на новое;
Во избежание соскакивания рукоятки и ранения рук во время рабочего движения ножовки не ударять передним торцем рукоятки о разрезаемую деталь
Контрольные вопросы
Какие способы резки металла вы знаете?
Каково назначение резки металла?
Какие правила необходимо выполнять при резке металлов слесарной ножовкой?
В каких случаях при резке металла необходим поворот полотна слесарной ножовки на 90°?
Почему при пользовании ручной ножовкой необходимо следить за тем, чтобы в процессе резания участвовало не менее двух-трех зубьев?
По каким причинам может произойти поломка полотна слесарной ножовки и как этого избежать?
Почему при резке труб предпочтительнее использовать труборез, а не ножовку?
Какие правила техники безопасности необходимо выполнять при резке трубы слесарной ножовкой и труборезом?
Какой максимальной толщины материал может быть разрезан ножницами: а — ручными; 5— рычажными?
Контрольные вопросы
Какие правила техники безопасности необходимо выполнять при резке материалов ручными ножницами?
Почему при резании вибрационными ножницами больших листов подачу следует осуществлять за счет перемещения ножниц?
Какую роль выполняет смазка, вносимая в зону резания, при разрезании труб труборезом?
Чем вызвана необходимость использования рукавиц при резании металла ножницами?
В чем преимущества раздвижного ножовочного станка перед цельным?
Опишите последовательность сборки ножовочного станка с полотном.
Выберите из перечисленных ниже инструментов те, которые могут быть использованы для резки: а —- листового металла толщиной 1. 3 мм; б — стальной проволоки; в — листового металла толщиной 3. 5 мм; г — сортового проката; д -— стальных листов толщиной 25. 32 мм.
Инструменты для резки: 1 — ручные ножницы; 2 — стуловые ножницы; 3 — рычажные ножницы; 4 — гильотинные ножницы; 5 — кусачки
Предложите способ резки листового материала толщиной 0,5 мм слесарной ножовкой и обоснуйте свой выбор
Опишите последовательность работ при разрезании труб труборезом
Краткое описание документа:
Резка металла ножницами и резка труб
Резкой называют отделение частей (заготовок) от сортового или листового металла.
ü Резка выполняется как со снятием стружки, так и без нее. ü Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, крупнопильных , токарно-отрезных станках
ü Без снятия стружки материалы разрезают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс - ножницами. Ручные ножницы ü Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5 …1 мм и листов из цветных металлов толщиной до 1,5 мм. ü Ручные ножницы изготавливают с прямыми и кривыми режущими лезвиями. ü Длина ножниц равна 200, 250, 320, 360 и 400 мм, а режущей части – соответственно 55…65, 70…82, 90…105, 100…120 и 110…130 мм ü Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его.
Рабочие листы и материалы для учителей и воспитателей
Более 3 000 дидактических материалов для школьного и домашнего обучения
Презентация на урок "Резка металла"
Резкой, или разрезанием, называют отделение
частей (заготовок) от сортового или листового
металла. Резка выполняется как со снятием
стружки, так и без снятия стружки.
Способы разрезания со снятием стружки: ручной
ножовкой, на ножовочных, круглопильных,
токарно-отрезных станках, а также газовой,
дуговой резкой и другими способами.
Без снятия стружки материалы разрезают ручными
рычажными и механическими ножницами,
кусачками, труборезами, пресс-ножницами,
штампами. К резке относится также и надрезание
металла.
Сущность процесса резки ножницами заключается в отделении частей металла
под давлением пары режущих ножей. Разрезаемый лист помещают между
верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает
его. Большое давление, испытываемое лезвиями при резании, требует большого
угла заострения. Чем тверже разрезаемый металл, тем больше угол заострения
лезвия; для мягких металлов (медь и др.) Он равен 65°, для металлов средней
твердости - 70 - 75° и для твердых - 80 - 85°. С целью уменьшения трения лезвий
ножей о разрезаемый металл лезвиям придается небольшой задний угол α (1,5 –
3°). Ножи изготовляют из стали У7, У8; боковые поверхности лезвий закалены до
HRC 52 – 58, отшлифованы и остро заточены.
РЕЗКА РУЧНЫМИ НОЖНИЦАМИ
Ручные ножницы применяют для
разрезания стальных листов
толщиной 0,5 - 1,0 мм и из
цветных металлов до 1,5 мм.
Ручные ножницы изготовляют с
прямыми и кривыми
режущими лезвиями. По
расположению режущей
кромки лезвия ручные ножницы
делятся на правые и левые.
Правыми называются ножницы, у
которых скос на режущей части
каждой половинки находится с
правой стороны. Правыми
ножницами режут по левой кромке
изделия в направлении часовой
стрелки.
Левыми называются ножницы, у
которых на режущей части каждой
половинки скос расположен с левой
стороны. Такими ножницами режут
по правой кромке изделия против
часовой стрелки.
При резке листа правыми ножницами все время
видна риска на разрезаемом металле. При
работе левыми ножницами, чтобы видеть риску,
приходится левой рукой отгибать отрезаемый
металл, перекладывая его через правую руку,
что очень неудобно. Поэтому листовой металл
по прямой линии и по кривой (окружности,
закругления) без резких поворотов режут
правыми ножницами.
Ножницы держат в правой руке,
охватывая рукоятки четырьмя пальцами и
прижимая их к ладони; мизинец
помещают между рукоятками ножниц.
Сжатые указательный, безымянный и
средний пальцы разжимают, выпрямляют
мизинцем и его усилием отводят нижнюю
рукоятку ножниц на необходимый угол.
Удерживая лист левой рукой,
подают его между режущими кромками,
направляя верхнее лезвие точно по
середине разметочной линии, которая при
резании должна быть видна. Затем,
сжимая рукоятку всеми пальцами правой
руки, кроме мизинца, осуществляют
резание.
Для прямолинейной резки металл
небольшой толщины применяют ручные
ножницы, одну рукоятку которых зажимают в
тисках:
Стуловые ножницы отличаются от
ручных большими размерами и применяются
при разрезании листового металла толщиной
до 2 мм. Нижняя ручка жестко зажимается в
слесарных тисках или крепится (вбивается) на
столе или на другом жестком основании. Для
резки листовой стали толщиной до 2 мм
применяют стуловые ножницы, имеющие
стационарное закрепление, что не
всегда удобно.
Стуловые ножницы малопроизводительны,
при работе требуют значительных усилий,
поэтому для разрезания большой партии
листового металла их не применяют.
Малогабаритные силовые ножницы:
1,8 – рукоятка;
2- шарнирное звено;
3- винт;
4 – нож;
5 – диски;
6 – рычаг;
7 - шарнир
Ручные рычажные ножницы
применяют для разрезания листовой
стали толщиной до 4 мм, алюминия и
латуни - до 6 мм. Верхний шарнирно
закрепленный нож 3 приводится в
действие от рычага 2. Нижний нож 1 –
неподвижный.
Ножи изготовляют из стали У8 и
закаливают до твердости HRC 52 - 60.
Углы заострения режущих граней 75 –
85°.
Перед работой проверяют, смазаны.
ли трущиеся части, плавно ли ходит
рычаг, отсутствует ли зазор между
режущими кромками.
При резке металла правой рукой обхватывают
рукоятку 2 рычага и плавно перемещают его в верхнее
положение, при этом верхний нож 3 отходит вверх.
Затем укладывают лист 4 так, чтобы левая рука
удерживала его в горизонтальном положении, а
линия реза находилась в поле зрения и совпала с
лезвием верхнего ножа 3. Движением руки опускают
рычаг с ножом вниз до тех пор, пока часть металла не
будет прорезана, после этого рычаг перемещают в
верхнее положение. Далее слегка поднимают лист 4
левой рукой, продвигают его по риске вдоль режущей
кромки верхнего ножа и повторяют прием резания до
полного разрезания. Ножницы обеспечивают
получение реза без вмятин, прорезов по краю и
достаточную точность.
Рычажные (маховые) ножницы широко
используются для разрезки листового
металла толщиной 1,5 -2,5 мм с
пределом прочности 45 – 50
кгс/мм2 (сталь, дюралюминий и т. д.).
Этими ножницами режут металл
значительной длины. Рычажные
ножницы имеют чугунные станину 1 и
стол 2. В стол 2 встроен нижний
неподвижный нож 8, а верхний
подвижный нож 5 с криволинейной
режущей кромкой закреплен в
ножедержателе 6. Верхний подвижный
нож 5 имеет противовес 7,
уравновешивающий ножедержатель с
ножом.
Размер отрезаемых заготовок намечается
предварительной разметкой или ограничивается
регулируемым упором 10, для чего упор сначала
устанавливают на требуемое расстояние от
режущей кромки нижнего неподвижного ножа. Лист 3
во время разрезания плотно прижимают боковой
кромкой к упору 10, а другой кромкой - к пружинному
упору 11. После этого поворотом рукоятки 12 от себя
лист плотно прижимают сверху прижимной планкой 9
и, опуская верхний нож с ножедержателем 6,
разрезают заготовку.
Ножедержатель при опускании вниз упирается в
пружинный упор 11. Перестановка упора
осуществляется при помощи рукоятки 4.
Ножницы с наклонными ножами
(гильотинные) позволяют разрезать листовой
металл толщиной до 32 мм. Они имеют
нижний неподвижный и верхний подвижный
ножи, верхний наклонен под углом 2 - 6°. Это
обеспечивает постепенный вход ножа в
работу, облегчает резание, обеспечивает
Высококачественное разрезание. Нижний нож
крепится к задней части стола 2,
установленного на станине 1, верхний – к
ползуну 7. От электродвигателя 6 через
клиноременную передачу получает вращение
кривошипный вал 4.
Два эксцентрика 5,смонтированные на нем,
сообщают ползуну возвратно-поступательное
перемещение по направляющим стоек 3.
Разрезаемый лист укладывают на стол к
кронштейну 9 и прижимают прижимом 8.
Ручная ножовка - инструмент,
предназначенный для разрезания
толстых листов полосового, круглого
и профильного металла, а также для
прорезания шлицев, пазов, обрезки
и вырезки заготовок по контуру и
других работ. Ручная ножовка
состоит из станка (рамки) 2 и
ножовочного полотна 4. На одном
конце рамки имеется неподвижная
головка 5 с хвостовиком и ручкой 6,
а на другом конце – подвижная
головка 3 с натяжным винтом и
гайкой (барашек) 1 для натяжения
полотна. В головках 5 и 3 имеются
прорези 8, в которые вставляют
ножовочное полотно и крепят
штифтами 7.
Рамки для ножовок
изготовляют либо цельными
(для ножовочного полотна
одной определенной длины)
(редко), либо с
раздвижными,
допускающими
закрепление ножовочного
полотна различной длины.
Для раздвигания ножовки
колена перегибают, пока
заклепка не выйдет из
выреза, и смещают. Заклепку
вводят в другой вырез, и
колена выпрямляют.
Станок с передвижным
держателем состоит из
угольника с ручкой, по
которому можно
перемещать и закреплять в
нужном положении
держатель.
Ножовочное полотно представляет собой тонкую и узкую
стальную пластину с двумя отверстиями или штифтами и с
зубьями на одном из ребер. Полотна изготовляют из стали
марок: У10А, Р9, Х6ВФ, твердость их HRC 61-64. В зависимости от
назначения ножовочные полотна разделяются на ручные и
машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по
расстоянию между центрами отверстий под штифты.
Наиболее часто применяют ножовочные полотна для ручных
ножовок длиной I - 250 - 300 мм, высотой b - 12 и 16 мм,
толщиной h - 0,65 и 0,8 мм.
ПОДГОТОВКА К РАБОТЕ НОЖОВКОЙ
Перед работой ножовочным станком
(ножовкой) прочно закрепляют разрезаемый
материал в тисках. Уровень крепления металла
в тисках должен соответствовать росту
работающего. Затем выбирают ножовочное
полотно, сообразуясь с твердостью, формой и
размерами разрезаемого металла.
При длинных пропилах берут ножовочные
полотна с крупным шагом зубьев, а при
коротких - с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так,
чтобы зубья были направлены от ручки, а не к ручке. При этом сначала
вставляют конец полотна в неподвижную головку и фиксируют положение
закладкой штифта, затем вставляют второй конец полотна в прорезь
подвижнрго штыря и закрепляют его штифтом. Натягивают полотно
вручную без большого усилия (запрещается применение плоскогубцев,
тисков и др.) вращением барашковой гайки.
При этом из-за опасения разрыва полотна ножовку держат удаленной от
лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое
при усиленном нажиме создают перегиб полотна и могут вызвать излом.
ПОЛОЖЕНИЕ КОРПУСА РАБОТАЮЩЕГО
При резке металла ручной
ножовкой становятся перед
тисками прямо, свободно и
устойчиво, вполоборота по
отношению к губкам тисков или
оси обрабатываемого предмета.
Левую ногу несколько выставляют
вперед, примерно по линии
разрезаемого предмета, и на
нее опирают корпус. Правая нога
должна быть повернута по
отношению к левой на угол 60 - 70°.
Положение рук (хватка). Поза
рабочего считается правильной,
если правая рука с ножовкой,
установленной на губки тисков (в
исходное положение), согнутая в
локте, образует прямой угол (90°)
между плечевой и локтевой
частями руки.
Ручку (рукоятку) захватывают
правой рукой так, чтобы ручка
упиралась в ладонь.
Ручку обхватывают четырьмя
пальцами, большой палец
накладывают сверху вдоль ручки.
Пальцами левой руки обхватывают
гайку и подвижную головку
ножовки.
Резка ножовкой круглого, квадратного и листового металла
Круглый металл небольших сечений режут ручными
ножовками, а заготовки больших диаметров - на отрезных
станках, приводных ножовках, дисковых пилах и других станках.
На заготовку предварительно наносят разметочную риску, затем
заготовку зажимают в слесарных тисках в горизонтальном
положении и трехгранным напильником по разметочной риске
делают неглубокий пропил для лучшего направления
ножовочного полотна. Предварительно полотно смазывают
маслом кисточкой.
Установив в пропил ножовку, производят отрезку без отламывания
отрезаемой части. Отламывание допускается в том случае, если торцы
заготовки будут подвергаться обработке (опиливанию). В этом случае в
прутке делают надрезы с двух - четырех сторон, а затем его отламывают,
или зажав в тисках, или при помощи молотка, которым наносят удары по
прутку (заготовку при этом устанавливают на подкладки).
Для правильного начала реза на неразмеченной заготовке у
места реза ставят ногтем большой палец левой руки и
полотно ножовки примыкают вплотную к ногтю, ножовку
держат только правой рукой. Указательный палец этой руки
вытягивают вдоль ручки сбоку. Этим обеспечивается устойчивое
Положение ножовки во время резки.
Резка квадратного металла. Заготовку закрепляют в
тисках и в месте будущего реза трехгранным
напильником делают неглубокий пропил для лучшего
направления ножовки или запиливают металл. В начале
операции ножовку наклоняют в сторону от себя (вперед). По
мере врезания наклон постепенно уменьшают до тех пор,
пока рез не дойдет до противоположной кромки заготовки.
Затем заготовку разрезают при горизонтальном положении
ножовки.
Резка полосового металла. Полосовой материал
рациональнее резать не по широкой, а по узкой
стороне. Это, однако, можно сделать при полосы
больше расстояния между тремя зубьями полотна.
При очень глубоких резах левую руку переставляют,
берясь за верх рамки.
Резание ножовкой с поворотом полотна
осуществляют при длинных (высоких) или глубоких
резах, когда не удается довести рез до конца из-за
того, что рамка ножовки упирается в торец заготовки и
мешает дальнейшему пропиливанию. При этом
меняют положение заготовки и, врезавшись в нее с
другого конца, заканчивают резку.
Однако есть другой способ: резать ножовкой,
полотно которой повернуто на 90°. Для этого
полотно переставляют в боковые прорези головок
рамки. При таком положении ножовки работают
осторожно, так как при перекосе рамки ножовочное
полотно может сломаться. Этим способом также
режут металл в деталях с замкнутыми контурами.
Резка тонкого листового и профильного металла.
Заготовки, детали из тонкого листового
материала зажимают между деревянными
брусками по одной или по несколько штук и
разрезают вместе с брусками.
Резка по криволинейным контурам. Чтобы вырезать
в металле (листе) фасонное окно (отверстие),
просверливают или вырубают отверстие диаметром,
равным ширине полотна ножовки или пилы лобзика.
Пропустив через это отверстие полотно, закрепляют
его в рамке и режут по заданному направлению.
РЕЗКА ТРУБ НОЖОВКОЙ И ТРУБОРЕЗОМ
Перед резкой трубу размечают по шаблону, изготовленному
из жести, изогнутой по трубе. Шаблон накладывают на
место реза и чертилкой по окружности трубы наносят
разметочные риски. Трубы разрезают ножовками и
труборезами.
Резка ножовкой. Трубу зажимают в параллельных тисках в
горизонтальном положении и режут по риске. Тонкостенные
трубы и трубы с чисто обработанной поверхностью зажимают в
тисках между специальными деревянными накладками.
При разрезании трубы ножовку держат
горизонтально, а по мере врезания полотна в трубу
слегка наклоняют на себя.
В случае защемления полотна вынимают ножовку из
прореза, повертывают трубу от себя на 45 - 60° и
продолжают резать, слегка нажимая на, полотно. Если
ножовку увело в сторону от разметочной риски, трубу
поворачивают вокруг оси и режут по риске в новом месте.
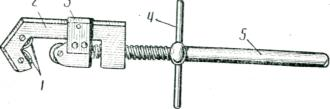
Резка труборезом. Резка труборезом
значительно производительнее, чем
ножовками. Труборезы изготовляют трех
размеров: № 1 для разрезания труб
диаметром 1/4 - 3/4, №2 - 1 - 21/2; № 3 - 3-4".
Трубу 1 зажимают в прижиме 7
вращением рукоятки 2 с винтом 3 между
угловой выемкой основания и сухарем с
уступами. Затем на конец зажатой трубы в
прижиме 7 надевают труборез 6. Вращая
рукоятку 5 трубореза вокруг своей оси,
подводят подвижный ролик 4 трубореза до
соприкосновения со стенкой трубы. Далее
делают один оборот труборезом вокруг
трубы и проверяют линию реза. Если она
одинарная и замкнутая, следовательно,
ролики установлены правильно.
СПАСИБО ЗА ВНИМАНИЕ.
Курсовая работа по теме Резка металла
1. Введение. Управление климатическим оборудованием………….
1.1. Резка ручными ножницами………………………………….
3. Охрана труда и окружающей среды………………..…..……………
1. Введение.
Управление климатическим оборудованием
Система климатизации представляет собой сложный комплекс, объединяющий автономные инженерные системы. Обеспечить согласованность действий разрозненного оборудования можно только одним способом - путём интеграции в единую интеллектуальную систему управления.
Действительно, даже такие универсальные агрегаты, как центральный кондиционер, не являются полностью самодостаточными - основным источ ником тепла обычно служит система центрального отопления или котел, и лишь холод производится своими средствами. Наиболее «самостоятельной» в этом отношении является система с зо нальными доводчиками, которая про изводит и холод, и тепло.
Итак, мы имеем дело с набором инженерных систем и отдельных устройств, каждое из которых выполняет свои функ ции. Но все вместе они решают общую задачу - обеспечение отвечающего санитарным нормам и индивидуальным запро сам жильцов микроклимата, то есть создание в помещении требуемых температуры и влажности воздуха, кратности воз духообмена. К слову, сами по себе эти параметры также явля ются взаимозависимыми: чем интенсивнее вентиляция, тем больше энергии (особенно во время сильных холодов или жа ры) расходуется на поддержание желаемой температуры.
Высокий уровень комфорта предполагает возможность устанавливать разную температуру в различных помещени ях. При этом оборудование должно обеспечивать минимальный расход энергоресурсов и работать согласованно. Нужно исключить такие ситуации, когда, скажем, центральное отопление и кондиционер работают по принципу «кто кого».
Еще один момент - безопасность. Высокие температу ры и давление являются неотъемлемыми «атрибутами» ра боты котельной. Следовательно, потенциальная опасность должна быть снята с помощью автоматики, не допускающей работы агрегата в критических режимах.
Одним из немногих действенных способов обеспечения нужного уровня комфорта, энергоэффективности и безо пасности является интеграции составляющих климатиче ского комплекса в единую интеллектуальную систему. И только она дает реальную возможность свести к нулю влияние человеческого фактора. Жильцы дома в данном случае выступают исключительно в роли заказчиков мик роклимата. При этом диспетчер незамедлительно получает информацию о неисправностях, а также напоминания о необходимости планового техобслуживания. По мере укруп нения объекта или усложнения его инфраструктуры по требность в подобной интеграции стремительно возрастает.
Каждое отдельное устройство имеет свой встроенный центр управления и протокол, внутренний язык кодировки команд и переменных, отражающих различные параметры среды. Обычно производители используют собственный про токол (как правило, один из имеющихся стандартных). Оче видно, что в случае интеграции в единую систему для управления всем оборудованием потребуется универсальный внешний язык. И естественно, встроенный в каждый агрегат «переводчик» - конвертер протоколов, или шлюз. Известно несколько международных протоколов, каждый из которых претендует на глобальную роль «технического эсперанто». Инженерное оборудование, применяе мое в жилой сфере, постоянно усложняется. На определен ном этапе развития технологий «умного дома» наступает мо мент, когда Е1В уже не в состоянии реализовать весь спектр функций, связанных с управлением климатическим обору дованием, и тогда более предпочтительным оказывается LON с его изначальной «избыточностью». Во многих случаях приходится использовать оба стандарта и, соответственно шлюз LON - EIB ЪОМ-Е1В. Относительно молодой протокол BACNet не уступает LON по своим возможностям. Но при этом он в большей степени ориентирован на сетевые решения и «легко уживается» с быстро набирающим очки протоколом передачи данных ТСР/ IP , который все чаще используется в качестве «транспортного средства».
2. Резка металла.
Общие сведения . Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без нее. Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, круглопильных, токарно-отрезных станках, а также может быть газовой, дуговой и др. Без снятия стружки материалы раз резают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, в штампах. К резке относится также и надрезание металла.
Сущность процесса резки ножницами заключается в отделении ча стей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его.
2.1. Резка ручными ножницами

Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5. 1 мм и листов из цветных металлов толщиной до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис.1. а, б) и кривыми (рис.1. в) режущими лезвиями.
Рис. 1. Ручные ножницы для резки металла: а - с прямыми лезвиями, б - прямые правые, в - с кривыми лезвиями.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половины находится с правой стороны. Правыми ножница ми режут по левой кромке изделия в направлении по часовой стрелке (рис. 1. б).
Левыми называются ножницы, в которых на режущей части каждой половины скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 1. в).

При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Рис.2. Положение руки на рукоятках ножниц при резке (а) и приёмы резки ножницами.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками (рис.2.).
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки (кроме мизинца) осуществляют резание.
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках.
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при разрезании листового металла толщиной до 3 мм. Нижняя рукоятка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление.
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5 мм и прутков диаметром до 8 мм. Габаритные размеры этих ножниц не превышают размеров обыкновенных ручных ножниц. Для резки рукоятку закрепляют в тисках, а рукоятку (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг, на одном плече которого закреплен нож, соединен с помощью винта с рукояткой. Второе плечо рычага, являющееся у обыкновенных ножниц рукояткой, выполнено укороченным и заканчивается шарниром собственно рукояткой ножниц. Концевым шарниром рукоятка с помощью двухшарнирного звена соединена с рукояткой. Эта система рычагов увеличивает усилие резания примерно в 2 раза по сравнению с обыкновенными ножницами таких же размеров.
Ножи ножниц - сменные и прикреплены к рычагам на потайных заклепках.

Эти ножницы оснащены приспособлением для резки прутков диаметром до 8 мм. Приспособление имеет закрепленные на рычагах ножниц диски 4 с отверстиями и представляет собой обыкновенные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Рис.3. Рычажные ножницы.
Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни - до 6 мм. Верхний шар нирно закрепленный нож 5 приводится в действие от рычага 2 Нижний нож 1- неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HRC э 52. 60. Углы заострения режущих граней равны 5. 85°.
Перед работой проверяют наличие смазки на трущихся поверхно стях, плавность хода рычага, отсутствие зазора между режущими кром ками.

При резке металла правой рукой обхватывают рукоятку 2 рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист 4 так, чтобы левая рука удержи вала его в горизонтальном положении, а линия реза находилась в поле зрения и совпадала с лезвием верхнего ножа 3. Движением руки опуска ют рычаг с ножом вниз до тех пор, пока часть металла не будет прореза на, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разреза ния. Ножницы обеспечивают получение реза без вмятин и прорезов по краю, а также достаточную точность.
Рис.4. Маховые ножницы.
Маховые ножницы широко используются для рез ки листового металла толщиной 13. 2,5 мм с пределом прочности 450. 500 МПа (сталь, дюралюминий и т.д.). Этими ножницами режут металл значительной длины. Маховые ножницы имеют чугунные стани ну 1 и стол 2. В последний встроен нижний неподвижный нож 8, а верх ний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе б и имеет противовес 7, уравновешивающий ножедер жатель с ножом.
Размер отрезаемых заготовок намечается предварительной размет кой или ограничивается регулируемым упором 10, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист 3 во время разрезания плотно прижимают боковой кромкой к упору 10, а другой кромкой - к пружинному упо ру 12. После этого поворотом рукоятки 11 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож с ножедержателем 6, разрезают заготовку.
Ножедержатель при опускании вниз упирается в пружинный упор 12, Перестановка упора осуществляется с помощью рукоятки 4.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм, листы размерами 1000. 32000 мм, реже - полосовой прокат, а также листовые неметалли ческие материалы.
Рис.5. Кривошипные листовые ножницы с наклонны ми ножами.

На рис. 5. показаны кривошипные листовые ножницы с наклонны ми ножами. Они имеют нижний неподвижный и верхний подвижный ножи; последний наклонен под углом 2. 6°. Это делает возможным постепенный вход ножа в работу, облегчает резание и обеспечивает его высокое качество. Нижний нож крепится к задней части стола 2, установленного на станине 1. верхний - к ползуну 7. От элек тродвигателя 6 через клиноременную передачу получает вращение криво шипный вал 4.
Два эксцентрика 5, смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Лист укладывают на стол к кронштейну 9 и прижимают прижимом 8, после чего осуществляют резку.
2.2. Резка ножовкой
Общие сведения. Ручная ножовка (пила) - инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка (рис.6. а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и рукояткой 6, а на другом - подвижная головка 3 с натяжным винтом 9 и гайкой (барашком) 1 для натяжения полотна. В головках 5 и 3 выполнены прорези 8, в которые вставляют ножовочное полотно и крепят его штифтами 7.

Рамки для ножовок изготовляют либо цельными (редко) для ножовочного полотна одной определенной длины, либо раздвижными (рис. 117,0), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез и колена выпрямляют.
Станок с передвижным держателем (рис. 6. в) представляет собой угольник с рукояткой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из сталей У10А и Х6ВФ, их твердость HRC 3 61. 64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 6. г).
Каждый зуб ножовочного полотна имеет форму клина (резца).
Для резки более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износо устойчивы.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). Затем выбирают ножовочное полотно в соответствии с твердостью, формой и размерами разрезаемого металла. При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким.

Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица.
Туго натянутое полотно при незначительном перекосе, а слабо натянутое - при усиленном нажиме перегибаются и могут сломаться. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Рис.7. Положение при работе: а - корпуса и ножовки, б, в - соответственно правой и левой рук, г - ног.
Положение корпуса работающего. При резке металла ручной ножов кой становятся перед тисками прямо, свободно Я устойчиво, вполобо рота по отношению к губкам тисков или оси обрабатываемой заготовки (рис. 7.) - Левую ногу несколько выставляют вперед, примерно по линии разрезаемого металла, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60. 70° при определенном расстоянии между пятками. Положение рук (хватка). Поза рабочего считается правильной, если между плечевой и локтевой частями согнутой в локте правой руки с но жовкой, установленной на губки тисков (в исходное положение), обра зуется прямой угол.
Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцами левой руки обхватывают гайку и под вижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключа ющаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой осуще ствляют главным образом возвратно-поступательное движение ножовки. В процессе резки осуществляется два хода - рабочий, когда ножов ка перемещается вперед от работающего, и холостой, когда ножовка перемещается назад, по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы но жовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
- короткие заготовки резать по наиболее широкой стороне;
- при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
- в работе должно участвовать все ножовочное полотно;
- работать ножовкой не спеша, плавно, без рывков, делая не более 30. 60 двойных ходов в минуту ;
- при более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и бы стрее тупится;
- перед окончанием распила ослаблять нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или заготовку, в результате чего может нанести травму;
- при резке не давать полотну нагреваться;
- для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
- латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
- в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два-три соседних зуба;
В зависимости от материала, формы и размеров заготовки резка металлов подразделяется на резку со снятием стружки ручной ножовкой, пилой, резцом и резку без снятия стружки (скалыванием) ножницами различных конструкций, острогубцами (кусачками) и т. д.
Ручная ножовка обычно применяется для разрезания) толстых листов, полосового, круглого и профильного металла, а также для прорезания пазов, шлицов в головках винтов, обрезки заготовок по контуру и т. п. Она состоит из ножовочного станка (рис. 1), натяжного винта с барашковой гайкой, рукоятки и ножовочного полотна, которое вставляется в прорези головок и крепится штифтами.
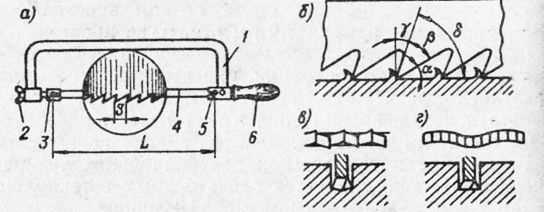
Рис. 1. Ручная ножовка: а — общий вид; б — геометрия зубьев ножовочного полотна; в и г—схемы разводки зубьев ножовочных полотен
Ножовочные станки бывают двух типов — цельные (рис. 1, а) и раздвижные, позволяющие устанавливать ножовочные полотна различной длины.
Натяжение ножовочного полотна в станке должно быть отрегулировано. Слабо натянутое полотно во время резки перекашивается, отчего зубья могут выкрошиться, а затем и сломаться. Слишком туго натянутое полотно] во время работы также может сломаться от малейшего перекоса при движении ножовки.
Ножовочные полотна в зависимости от назначения разделяются на ручные и станочные. Ручные полотна изготовляют из стали марок У10, У10М, У12, У12А, а станочные —из стали марок Р9 и ШХ15. На нижнем ребре полотна по всей длине нарезаны зубья. Каждый зуб ножовочного полотна имеет форму режущего клина. На зубе ножовочного полотна или на зубе зубила раз-’ личают следующие углы (рис. 1,б): задний угол а, угол заострения р, передний угол у и угол резания.
Условия работы ножовки отличаются от условий работы зубила и резца, поэтому здесь необходимо принимать другие значения углов.
При разрезании материалов большой ширины получаются прорези значительной длины, в которых каждый отдельный зуб полотна снимает стружку, имеющую вид запятой. Эти стружки должны размещаться между двумя соседними зубьями в стружечном пространстве до тех пор, пока острие зуба не выйдет из прорези.
Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага зубьев S.
Угол заострения р должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться. Обычно этот угол принимается равным 60°; при более твердых материалах величина угла несколько больше. Передний угол у оказывает решающее влияние на процесс образования стружки. Для зубьев ножовочного полотна он обычно принимается от 0 (для твердых металлов) до 12° (для вязких металлов). Шаг зубьев: для мягких и вязких металлов (медь, латунь) 5 = 0,8—1 мм, для твердых металлов (сталь, чугун) S=1,25 мм, для мягкой стали 5= 1,6 мм. В практике ручной резки материалов пользуются преимущественно ножовочным полотном с шагом 1,25 мм, у которого на длине 25 мм насчитывается 17— 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и, наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна.
При резании ручной ножовкой в работе может участвовать (одновременно резать металл) не менее 2—3 зубьев.
Для уменьшения трения ножовочного полотна о стенки разрезаемого металла зубья его разводят в разные стороны. В зависимости от величины шага S (рис. 1, а) разводку зубьев делают по-разному. Зубья с большим шагом отгибают по одному поочередно вправо и влево (рис. 1,в); зубья со средним шагом отгибают по одному вправо и влево, а третий не отгибают
Зубья с малым шагом отгибают по два-три влево и два три вправо, при этом образуется волнистая линия, или так называемая гофрированная разводка (рис. 81,г).
Ножовочные полотна с гофрированной разводкой менее производительны и быстрее изнашиваются. Вели чина развода на сторону должна превышать толщину полотна на 0,2—0,5 мм.
Полотна для ручных ножовок изготовляют различной длинышириной 12—15 мм и толщиной от 0,6 до 0,8 мм. Наиболее ходовыми следует считать полотна Длиной 250—300 мм.
Читайте также: